Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
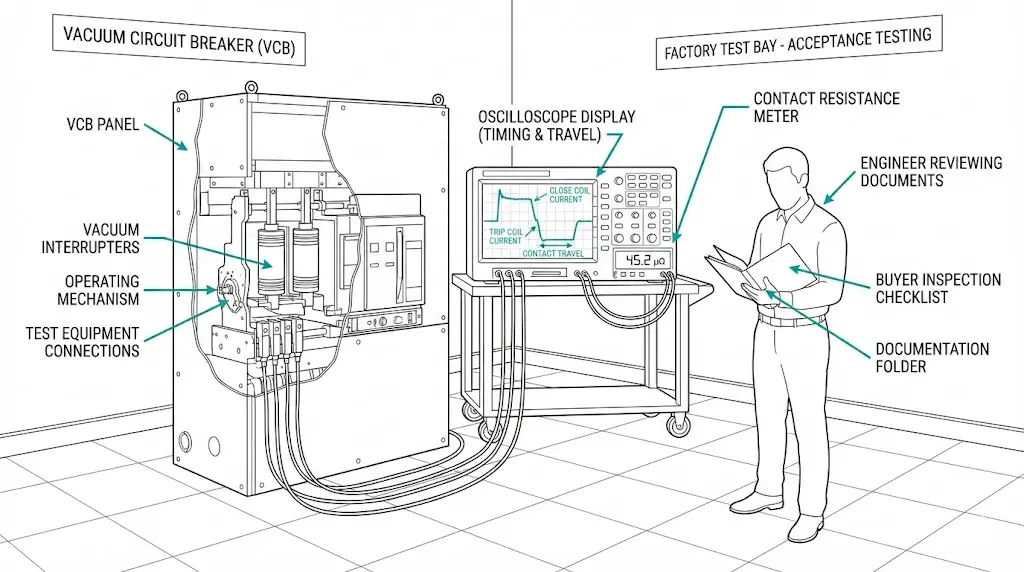
Un ingénieur en approvisionnement entre dans le hall d'essai du fabricant. Trois panneaux de disjoncteurs à vide sont prêts à être inspectés. L'ingénieur d'essai présente un dossier de documentation - mais tout est-il à l'intérieur ?
Les documents manquants lors du test de réception en usine créent des problèmes qui s'aggravent tout au long du cycle de vie du projet. L'absence d'un certificat d'essai de type retarde l'expédition. Des dossiers d'essais de routine incomplets entraînent des litiges lors de la mise en service. Un numéro de série non conforme invalide les réclamations au titre de la garantie des années plus tard.
Ce guide fournit le cadre d'acceptation FAT/SAT complet pour l'approvisionnement en disjoncteurs à vide. Vous y trouverez des listes de contrôle des documents, des paramètres de feuilles de test avec des seuils d'acceptation, ainsi qu'un protocole d'approbation de l'acheteur prêt pour votre prochaine visite d'usine ou la mise en service du site.
Un dossier d'acceptation FAT/SAT pour l'équipement VCB représente la documentation complète qui valide les performances des disjoncteurs à vide avant l'expédition et après l'installation sur site. Pour les ingénieurs d'approvisionnement qui évaluent l'appareillage de commutation moyenne tension, ce dossier d'acceptation sert de preuve contractuelle que votre disjoncteur à vide est conforme aux valeurs nominales spécifiées, couvrant généralement des pouvoirs de coupure de 25 kA à 50 kA pour des classes de tension de 12 kV, 24 kV ou 36 kV.
Test d'acceptation en usine (FAT) se produit dans les installations du fabricant, où un équipement d'essai spécialisé valide la capacité d'extinction d'arc de l'interrupteur à vide. Des circuits d'essai synthétiques capables de générer un courant asymétrique de 100 kA vérifient les performances de coupure dans des conditions contrôlées. Test d'acceptation du site (SAT) confirme ensuite que le transport, la manutention et l'installation n'ont pas compromis l'intégrité opérationnelle.
La distinction est importante. Le FAT détecte les défauts de fabrication avant que l'équipement ne quitte l'usine. Le SAT identifie les dommages dus au transport, les erreurs d'installation et les problèmes spécifiques au site avant la mise sous tension.
| Paramètre | GRAISSE | SAT |
|---|---|---|
| Emplacement | Banc d'essai du fabricant | Site du projet |
| Calendrier | Avant l'expédition | Après l'installation |
| Objectif principal | Vérifier la qualité de la fabrication | Confirmer l'intégrité de l'installation |
| Témoins | Représentant de l'acheteur (facultatif) | Acheteur + ingénieur de mise en service |
| Documents générés | Certificats d'essais de type, enregistrements d'essais de routine | Essais d'isolation, coordination des relais |

La structure de la documentation du dossier d'acceptation suit les exigences de la norme CEI 62271-100 pour l'appareillage de commutation et de commande à haute tension, qui impose des rapports d'essais de type, des certificats d'essais de routine et des manuels d'instructions comme éléments minimums à fournir. Pour les acheteurs qui travaillent avec des fabricants de disjoncteurs à vide, Le fait de demander cette documentation complète dès le départ permet d'éviter les retards lors de l'exécution du projet.
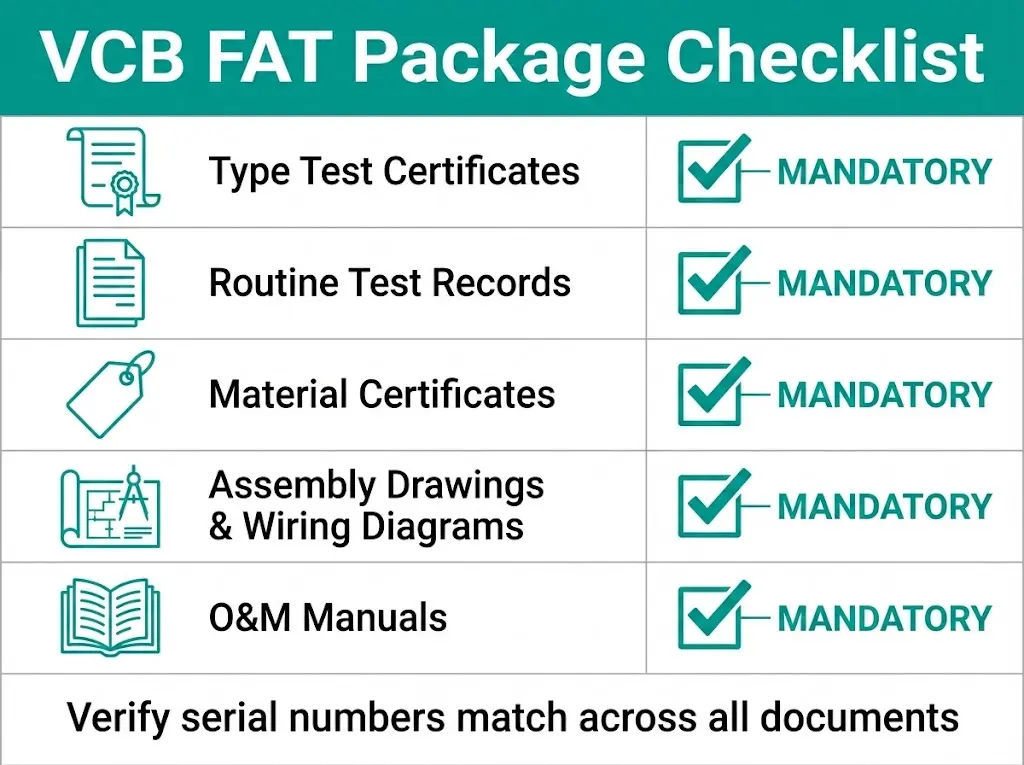
Un dossier FAT complet contient cinq catégories de documents. Chacune d'entre elles a un objectif de vérification distinct.
Certificats d'essai de type valident que la conception de la VCB répond aux exigences de résistance diélectrique, au pouvoir de coupure en cas de court-circuit et aux limites d'endurance mécanique. Ces certificats s'appliquent à la conception du produit et non à l'unité individuelle. Vérifiez que la désignation du modèle de certificat correspond exactement à votre bon de commande. Un certificat pour “VCB-12/630-25” ne couvre pas “VCB-12/1250-31.5”.”
Dossiers des tests de routine documenter les tests effectués sur chaque unité fabriquée. Selon la norme CEI 62271-100, les essais de routine comprennent :
Certificats de matériaux assurent la traçabilité des composants critiques. Les numéros de lot des interrupteurs à vide, les certifications des alliages de contact cuivre-chrome et les spécifications des matériaux d'isolation époxy sont essentiels pour les demandes de garantie et l'analyse des défaillances.
Plans d'assemblage et schémas de câblage inclure les diagrammes unifilaires, les schémas des circuits de commande et les désignations des bornes selon les symboles de la norme CEI 60617. Spécifiez les exigences en matière de format de dessin dans votre contrat d'achat - les fabricants peuvent adopter par défaut des normes locales qui posent des problèmes d'interprétation lors de la mise en service.
Manuels d'utilisation et d'entretien doivent être fournis dans la langue spécifiée dans le contrat. Ces documents comprennent les calendriers d'entretien, les points de lubrification, les listes de pièces détachées et les instructions de stockage pour les périodes d'entreposage prolongées.
| Document | Classification | Point de vérification |
|---|---|---|
| Certificat d'essai de type | Obligatoire | La désignation du modèle correspond à PO |
| Dossiers des tests de routine | Obligatoire | Le numéro de série correspond à l'unité |
| Certificats de matériaux | Obligatoire | Traçabilité jusqu'au lot de composants |
| Dessins d'assemblage | Obligatoire | Révision actuelle, langue correcte |
| Manuel de fonctionnement et d'entretien | Obligatoire | Langue du contrat, contenu complet |
| Photos de l'usine | En option | Enregistrement visuel de l'assemblage |
[Regard d'expert : Vérification des documents FAT].
- Demandez des copies du certificat d'essai de type 2 semaines avant votre visite au FAT pour vérifier la correspondance du modèle.
- Vérifiez les dates des tests de routine - les tests effectués plusieurs mois avant votre visite peuvent indiquer que le stock a été remis à neuf.
- Confirmer que les numéros de lots des certificats de matériaux figurent sur les plaques signalétiques des interrupteurs à vide.
- Photographier toutes les plaques signalétiques pendant le FAT pour les archives permanentes du projet
Comprendre les principes physiques qui sous-tendent chaque test de routine permet aux acheteurs d'évaluer les résultats de manière significative plutôt que de se contenter de cocher des cases.
Test de tension de tenue à la fréquence de puissance vérifie la rigidité diélectrique de l'isolation principale. Le test applique une tension pendant une minute sur les contacts ouverts et entre les phases et la terre. Pour les disjoncteurs de 12 kV, la tension d'essai atteint 28 kV en fréquence de puissance et 75 kV en impulsion de foudre [VÉRIFIER LA NORME : CEI 62271-1 Tableau 2 pour les valeurs exactes par classe de tension]. Critères de réussite : pas d'embrasement, pas de décharge partielle soutenue.
Mesure de la résistance de contact confirme les faibles pertes I²R au courant nominal. Le test injecte au minimum 100 A DC à travers les contacts principaux tout en mesurant la chute de tension. Pour les VCB de classe 12 kV avec de nouveaux contacts, les valeurs acceptables sont inférieures à 50 μΩ par phase. Des relevés plus élevés indiquent une contamination de la surface des contacts, une pression insuffisante ou des défauts de fabrication. Ce paramètre affecte directement l'augmentation de la température pendant le fonctionnement en courant continu.
Test de synchronisation mesure l'heure d'ouverture, l'heure de fermeture et la simultanéité des phases. La VCB 12 kV actionnée par un ressort montre généralement :
La synchronisation affecte la coordination de la protection. Un disjoncteur inopinément lent peut ne pas éliminer les défauts dans les marges de coordination des relais en amont.
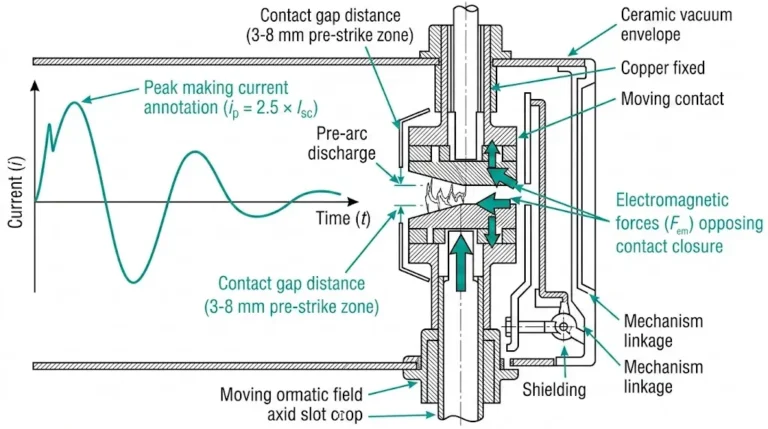
Contrôle de l'intégrité de l'interrupteur à vide confirme que l'agent d'extinction de l'arc reste en dessous du seuil de pression requis - typiquement 10² Pa. Deux méthodes s'appliquent :
Pour une meilleure compréhension du processus d'extinction de l'arc à vide, consultez le document principe de fonctionnement des disjoncteurs à vide.
Les conditions du site diffèrent fondamentalement des bancs d'essai de l'usine. Les variations de température, l'humidité, l'altitude et la contamination affectent les performances de l'isolation. Le transport introduit des contraintes mécaniques. L'installation entraîne des erreurs humaines.
Inspection visuelle avant mise en service attrape les dommages causés par le transport avant de procéder à l'essai électrique. Vérifier la présence de :
Mesure de la résistance d'isolement utilise un mégohmmètre de 5 kV DC pour un équipement de classe 12 kV. Les valeurs acceptables dépassent 1 000 MΩ à une température ambiante de 20°C. La température et l'humidité affectent les résultats - les installations côtières pendant la mousson peuvent afficher des valeurs plus faibles nécessitant une correction de la température. Documenter les conditions ambiantes avec les valeurs mesurées.
Test d'injection primaire vérifie le rapport et la polarité du TC à l'aide d'un ensemble d'essai à courant élevé. Cela confirme que les relais de protection reçoivent une magnitude de courant et une relation de phase correctes. L'inversion de la polarité du TC entraîne un mauvais fonctionnement de la protection directionnelle.
Vérification de la coordination des relais de protection utilise l'injection secondaire pour confirmer que les paramètres de déclenchement correspondent à l'étude de coordination. Documenter les valeurs réelles de ramassage et les comparer aux spécifications de conception.
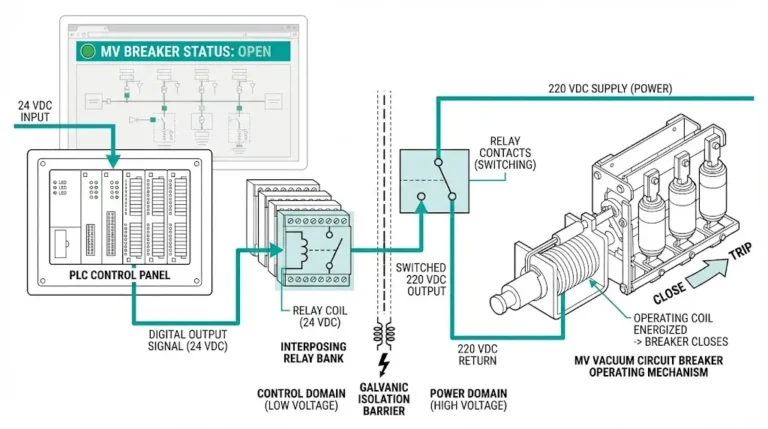
Test des circuits de verrouillage et de contrôle vérifie :

Pour les installations situées à plus de 1 000 m d'altitude, il convient d'appliquer des facteurs de déclassement aux niveaux de tension des essais d'isolation. Les sites de haute altitude connaissent une densité de l'air réduite, ce qui abaisse les seuils d'embrasement externe. Les Guide de sélection des VCB d'intérieur et d'extérieur aborde en détail les considérations environnementales.
[Regard d'expert : les réalités du terrain du SAT]
- Programmation du SAT par temps stable - la pluie retarde de quelques jours les essais sur les postes de sectionnement extérieurs.
- Apportez des batteries de secours pour le mégohmmètre ; l'alimentation électrique du site peut être indisponible pendant la phase de pré-mise en service.
- Les faibles valeurs d'isolation relevées après le transport maritime se rétablissent souvent après 24 à 48 heures dans des conditions sèches.
- Photographier chaque plaque signalétique et chaque dispositif d'essai pour les dossiers de résolution des litiges.
La liste de contrôle d'approbation transforme le test d'acceptation d'une observation en un engagement contractuel. Une fois signée, la responsabilité passe du fabricant à l'acheteur.
Vérification de l'exhaustivité des documents confirme que chaque élément du paquet FAT est présent, qu'il est correctement daté et qu'il correspond aux numéros de série des unités. Utiliser un format matriciel :
| Document | Présent | Correspondance en série | Rév. en cours | Signature |
|---|---|---|---|---|
| Type Test Cert | ☐ | ☐ | ☐ | _______ |
| Registre des tests de routine | ☐ | ☐ | ☐ | _______ |
| Certificats de matériaux | ☐ | ☐ | ☐ | _______ |
| Dessins | ☐ | ☐ | ☐ | _______ |
| Manuel de fonctionnement et d'entretien | ☐ | ☐ | ☐ | _______ |
Signature de l'inspection visuelle couvre l'exactitude de la plaque signalétique, la qualité de la finition de la peinture, l'état des bagues et le fonctionnement de la poignée du mécanisme. Actionner la poignée de fermeture/ouverture manuelle pendant le test FAT, ce qui permet de déceler des grippages ou des désalignements avant l'expédition.
Confirmation du témoin de test documente votre présence lors des tests de routine. La plupart des contrats autorisent les droits de témoin de l'acheteur à condition qu'ils soient programmés 2 à 4 semaines à l'avance. Apportez la copie de votre bon de commande, les spécifications techniques et votre appareil photo. Certains fabricants exigent un document attestant de la présence d'un témoin pour l'activation de la garantie.
Traitement des rapports de non-conformité (RNC) remédie aux échecs des tests ou aux lacunes de la documentation :
Avant la présence de la FAT, préparez-vous à l'aide de l'option Liste de contrôle VCB RFQ pour vérifier que le bon de commande est complet.

L'expérience acquise sur le terrain à l'occasion de dizaines de tests d'acceptation de VCB révèle des problèmes récurrents. L'anticipation de ces problèmes permet d'éviter l'impact sur le calendrier.
Certificats d'essai de type manquants ou non concordants sont les déficiences les plus fréquentes du FAT. Les fabricants fournissent parfois des certificats pour des modèles similaires plutôt que pour la variante exacte commandée. Prévention : spécifier la désignation exacte du modèle dans le bon de commande et demander une copie du certificat avant le voyage.
Écarts de temps au-delà de la tolérance indiquent des problèmes de réglage du mécanisme, une fatigue du ressort ou une dégradation du lubrifiant. Un VCB fraîchement sorti d'usine qui présente une synchronisation hors tolérance doit être examiné avant d'être accepté. Prévention : assister personnellement au test de synchronisation et exiger un nouveau réglage ainsi qu'un nouveau test en cas de limite.
Questions relatives à la langue et au format de la documentation créent des retards de mise en service lorsque les manuels arrivent dans des langues que l'équipe de maintenance ne peut pas lire ou que les dessins utilisent des normes de symboles peu familières. Prévention : spécifier explicitement dans le contrat d'achat la langue de documentation et la norme de dessin (IEC 60617).
Découverte d'une avarie de transport au SAT représente la déficience la plus coûteuse - l'équipement a déjà été expédié, l'installation est terminée, puis des dommages sont constatés. Des bagues fissurées par les vibrations, des infiltrations d'humidité dues à un emballage inadéquat ou un désalignement du mécanisme dû à une manipulation brutale nécessitent une évaluation du fabricant et une éventuelle réexpédition. Prévention : spécifier les exigences en matière d'emballage, exiger une assurance pour l'expédition et effectuer une inspection à la réception avant l'installation.
XBRELE fournit des disjoncteurs à vide avec des dossiers d'acceptation FAT/SAT complets répondant aux normes internationales d'approvisionnement. Notre documentation comprend
L'assistance technique va au-delà de la livraison. Nos conseils de mise en service assistent votre équipe dans l'exécution du SAT, et les ingénieurs du service extérieur restent disponibles pour les scénarios d'installation complexes.
Contactez XBRELE pour des cotations VCB qui incluent les spécifications de la documentation d'acceptation correspondant aux exigences de votre projet.
Référence externe : IEC 60071 - IEC 60071 coordination de l'isolation
Quelle est la différence entre FAT et SAT pour les disjoncteurs à vide ?
Le FAT vérifie la qualité de la fabrication à l'usine avant l'expédition, tandis que le SAT confirme que le transport et l'installation n'ont pas dégradé les performances sur le site du projet - ces deux étapes donnent lieu à différentes catégories de défauts.
Combien de temps à l'avance les acheteurs doivent-ils prévoir la présence des témoins du FAT ?
La plupart des fabricants exigent un préavis de 2 à 4 semaines pour la programmation des essais en présence de témoins, mais les projets complexes comportant plusieurs panneaux VCB peuvent nécessiter plus de 6 semaines pour coordonner les séquences de production avec la disponibilité de l'acheteur.
Quelle valeur de résistance de contact indique un problème dans une nouvelle VCB de 12 kV ?
Les relevés supérieurs à 50 μΩ par phase justifient une investigation ; les valeurs supérieures à 80 μΩ nécessitent généralement une inspection de la surface de contact ou un ajustement de la pression du mécanisme avant acceptation.
La documentation FAT peut-elle remplacer le test SAT ?
No-SAT vérifie spécifiquement que le transport, la manipulation et l'installation n'ont pas introduit de nouveaux défauts ; les résultats des tests en usine ne permettent pas de prédire l'état des produits après leur expédition.
Quel est le recours possible si le fabricant refuse de corriger les défauts du FAT ?
Les acheteurs peuvent retenir le paiement, invoquer les clauses de pénalité du contrat ou recourir à une procédure formelle de résolution des litiges ; tous les manquements doivent être documentés par écrit et sur papier lors de la visite du BAT.
Combien de temps la documentation relative à l'acceptation de la VCB doit-elle être conservée ?
Conservez les dossiers FAT/SAT complets pendant toute la durée de vie de l'équipement - généralement 20 à 30 ans - car ces documents permettent de faire valoir les droits à la garantie, d'enquêter sur les défaillances et de planifier le remplacement éventuel de l'équipement.
L'altitude a-t-elle une incidence sur les critères d'acceptation des tests SAT ?
Oui - les installations situées à plus de 1 000 m nécessitent des facteurs de déclassement pour les tensions d'essai d'isolation et peuvent présenter des performances thermiques différentes ; se référer aux tableaux de correction d'altitude du fabricant lors de l'évaluation SAT.