Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
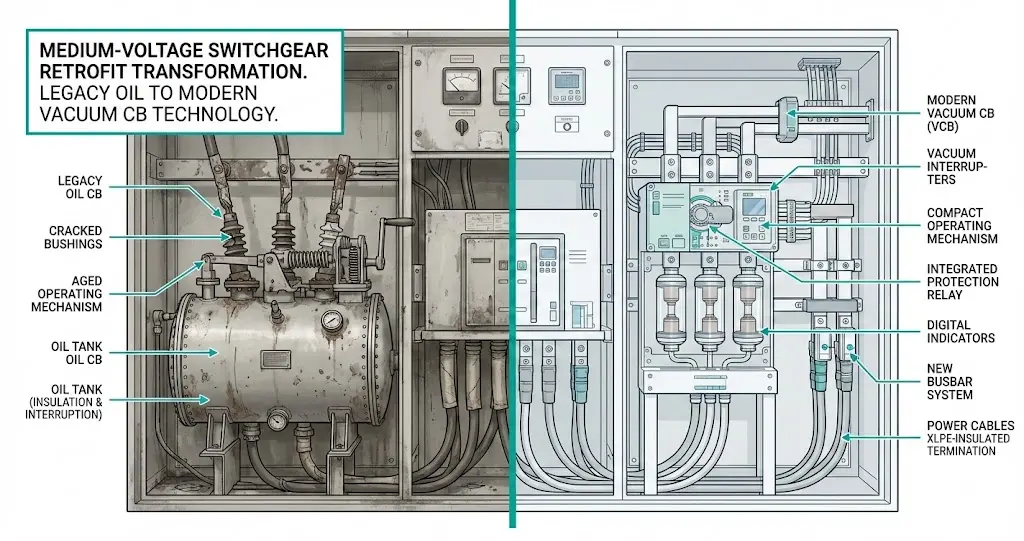
La modernisation des disjoncteurs consiste à remplacer la technologie d'interruption à l'intérieur de l'appareillage de commutation moyenne tension existant, tout en conservant intacts la cellule, les barres omnibus et les terminaisons de câbles d'origine. Au lieu d'acheter de nouvelles gammes d'appareillage de commutation - ce qui implique des travaux de génie civil, des arrêts prolongés et des dépenses d'investissement substantielles - la modernisation permet aux ingénieurs de ne mettre à niveau que le disjoncteur lui-même. Un réaménagement bien exécuté offre une technologie de coupure moderne à 40-60% du coût de remplacement d'un panneau complet.
Ce guide couvre l'évaluation de la compatibilité, l'identification des risques et les protocoles d'essais d'acceptation pour la conversion des disjoncteurs à huile (OCB) et des disjoncteurs SF₆ à la technologie des disjoncteurs à vide (VCB) dans les applications de 3,6 kV à 40,5 kV.
La technologie des disjoncteurs à vide représente une rupture fondamentale par rapport à l'appareillage de commutation traditionnel, tant au niveau du mécanisme d'extinction de l'arc que de l'architecture physique.
Dans les disjoncteurs à huile, l'arc se forme entre des contacts de séparation immergés dans de l'huile minérale. Une chaleur intense (5 000 à 15 000 K au cœur de l'arc) décompose l'huile en hydrogène gazeux, créant une bulle à haute pression qui refroidit et éteint l'arc. Ce processus nécessite 15 à 40 litres d'huile par interrupteur et génère des sous-produits combustibles nécessitant un entretien régulier.
Les disjoncteurs SF₆ utilisent du gaz hexafluorure de soufre à une pression de 400-600 kPa, ce qui permet d'éteindre l'arc grâce à l'électronégativité - les molécules de SF₆ capturent les électrons libres, ce qui augmente rapidement la rigidité diélectrique. Bien qu'efficace, le SF₆ a un potentiel de réchauffement planétaire 23 500 fois supérieur à celui du CO₂, ce qui explique la pression réglementaire exercée par l'UE sur les gaz fluorés.
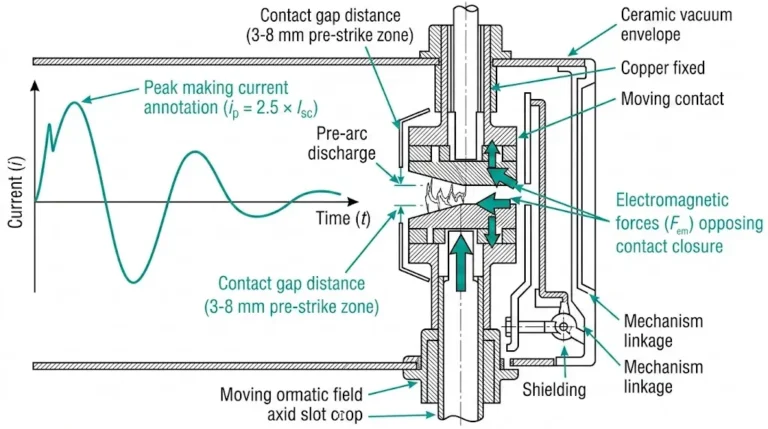
Les interrupteurs à vide fonctionnent différemment. L'extinction de l'arc se produit dans une chambre scellée maintenue en dessous de 10-³ Pa, où la vapeur de métal provenant des contacts en CuCr sert de seul milieu conducteur. Lors du passage à zéro du courant, cette vapeur se condense en 10 à 15 microsecondes, rétablissant une rigidité diélectrique de 40 à 60 kV/mm dans des espaces de contact de seulement 8 à 12 mm.
Selon la norme CEI 62271-100, les disjoncteurs à vide destinés aux applications de distribution doivent pouvoir interrompre les défauts jusqu'à 40 kA symétriques tout en maintenant un taux d'érosion des contacts inférieur à 0,5 mg par ampère de courant interrompu.

La conception compacte de l'interrupteur à vide - généralement 60% plus petit que les unités équivalentes remplies d'huile - crée à la fois des opportunités et des défis pour la compatibilité avec le rétrofit.
[Point de vue d'un expert : observations sur le terrain à partir d'évaluations de disjoncteurs hérités du passé].
Ces deux technologies sont désormais confrontées à des pressions opérationnelles et réglementaires qui motivent les décisions de modernisation.
Défis liés aux disjoncteurs à huile
Les disjoncteurs à huile nécessitent un entretien intensif - filtrage périodique de l'huile, essais diélectriques et inspection des contacts tous les 3 à 5 ans. Les risques d'incendie dans les espaces clos posent d'importants problèmes de sécurité. Les pièces de rechange pour les équipements des années 1970-1990 sont devenues de plus en plus rares, avec des délais de 6 à 12 mois pour les composants critiques.
SF₆ Pression de sortie de phase
Le règlement de l'Union européenne sur les gaz F établit des calendriers de réduction progressive pour les applications SF₆. Les coûts de détection des fuites, les exigences de certification pour la manipulation des gaz et les frais d'élimination en fin de vie ajoutent 15-25% aux coûts totaux de possession par rapport aux solutions de remplacement par le vide.
Avantages de la technologie du vide
Les VCB permettent d'effectuer 10 000 à 30 000 opérations mécaniques, contre 2 000 à 5 000 pour les types d'huile. L'absence de fluides inflammables ou de gaz à effet de serre élimine les contraintes liées au respect de l'environnement. Les intervalles de maintenance sont de 15 à 20 ans dans des conditions de fonctionnement normales.
Pour les installations qui évaluent leurs options en matière d'équipement de commutation, l'exploration de la gamme complète des équipements de commutation de l'Union européenne est essentielle. gamme de disjoncteurs à vide fournit des détails sur les spécifications pour les différentes classes de tension.
| Paramètre | OCB | SF₆ Breaker | VCB |
|---|---|---|---|
| Intervalle d'entretien | 3-5 ans | 8-10 ans | 15-20 ans |
| Préoccupations environnementales | Élimination des huiles | GWP 23,500 | Aucun |
| Risque d'incendie | Élevé | Faible | Très faible |
| Durée de vie typique | 25-30 ans | 25-30 ans | 30 ans et plus |
| Intervalle de contact (12 kV) | 25-40 mm | 15-25 mm | 8-12 mm |
Une modernisation réussie exige un alignement précis entre les nouveaux ensembles VCB et les interfaces des cabines existantes.
Interface pour camion brise-roche
L'écartement des rails du mécanisme de retrait varie selon les fabricants : les valeurs courantes sont les centres de 600 mm, 800 mm et 1000 mm. L'empattement du camion et la hauteur totale doivent permettre une insertion et une extraction en douceur. Les groupes de doigts de déconnexion primaires - configurations verticales ou horizontales - doivent être alignés avec les contacts fixes correspondants.
Distance du centre du poteau
L'entraxe typique des poteaux OCB est de 275 mm pour les applications 12 kV et de 400 mm pour les applications 24 kV. L'espacement des poteaux VCB peut être différent, ce qui nécessite des plaques d'adaptation pour combler les écarts dimensionnels. Les distances entre phases doivent être d'au moins 125 mm pour les systèmes de 12 kV, conformément à la norme CEI 62271-1.
Mécanisme de fonctionnement Empreinte
Les mécanismes à ressort diffèrent, en termes de dimensions, des modèles à moteur. Le déplacement de l'armoire de commande peut s'avérer nécessaire si la géométrie du boîtier est incompatible avec la profondeur de la cabine. La compatibilité de la géométrie de la tige de verrouillage et du levier doit être vérifiée par rapport aux plans originaux de l'appareillage de commutation.
Avant de commander du matériel de modernisation, il convient d'obtenir les plans originaux de l'agencement général et de vérifier sur place les dimensions réelles des cabines. La corrosion ou des modifications antérieures entraînent souvent un écart de 10 à 25 mm par rapport aux valeurs du catalogue.

Les paramètres électriques doivent faire l'objet d'une vérification systématique avant l'acquisition de l'équipement.
Tension nominale et adaptation BIL
Confirmer la tension nominale (Ur) et la résistance à la foudre (Up) du panneau existant. Les VCB de modernisation doivent être conformes ou supérieures aux spécifications de la BIL d'origine. Un panneau de 12 kV avec une BIL de 75 kV nécessite une VCB ayant une résistance aux impulsions ≥75 kV.
Capacité de court-circuit
Vérifier le courant de défaut potentiel (Isc) au point d'installation. Le pouvoir de coupure du VCB doit inclure une marge de croissance de 20% pour l'expansion du réseau. Le pouvoir de création doit atteindre 2,5× ou 2,6× le courant de défaut symétrique selon les normes applicables.
Capacité du VRT
Les interrupteurs dans le vide présentent généralement des performances favorables en matière de tension de rétablissement transitoire. Cependant, les circuits alimentés par des transformateurs et des réacteurs peuvent imposer des conditions de TRV abruptes nécessitant la vérification de la capacité de taux de montée (typiquement 1-2 kV/μs pour les applications de distribution).
Déclassement des lignes de fuite et de l'altitude
Au-dessus de 1000 m d'altitude, la rigidité diélectrique diminue d'environ 1% par 100 m. La classe de pollution (I-IV) détermine les exigences minimales en matière de lignes de fuite. La ligne de fuite de l'isolateur VCB doit être égale ou supérieure à la base de conception du panneau.
Les ingénieurs qui souhaitent obtenir des conseils détaillés sur les spécifications peuvent se référer aux documents suivants Notations VCB et paramètres techniques pour les critères de sélection.
| Paramètre | Vérifier par rapport à | Document source |
|---|---|---|
| Tension nominale (Ur) | Plaque signalétique du panneau | Rapport d'essai de type original |
| BIL / Up | Classe d'isolation des panneaux | Dessins GA ou IEC 62271-1 |
| Capacité de rupture | Étude des défaillances du réseau | Étude de coordination de la protection |
| Distance de fuite | Classe de pollution | Évaluation environnementale du site |
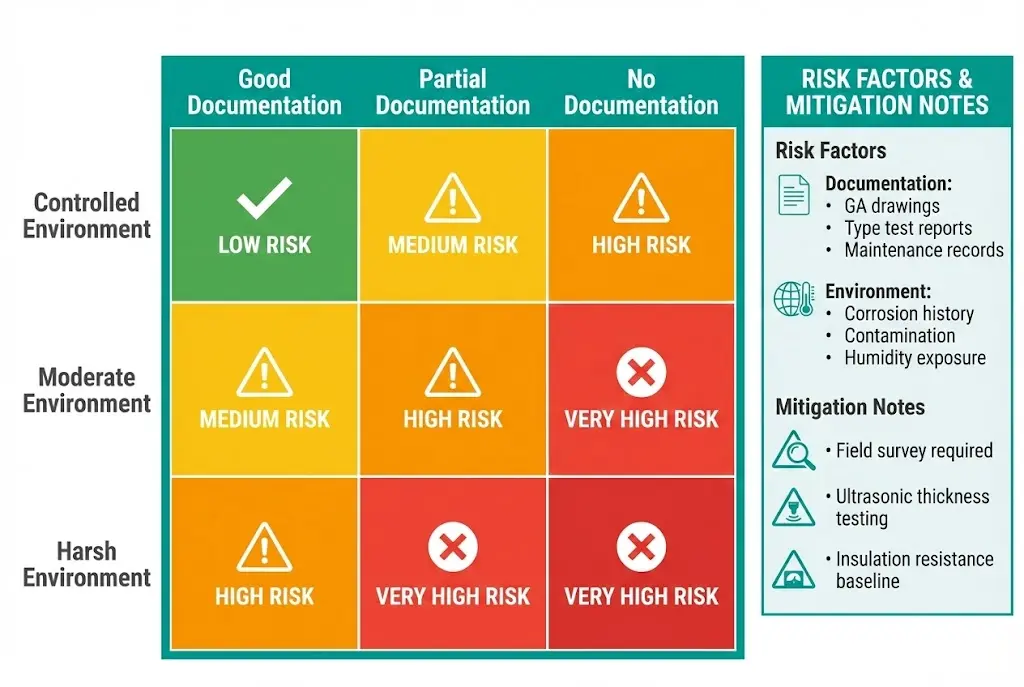
L'identification des risques avant l'engagement du projet permet d'éviter les découvertes coûteuses en cours d'installation.
Risque 1 : Corrosion des panneaux cachés
Les fuites d'huile dégradent les matériaux d'isolation, les cadres en acier et les mécanismes de charnière au fil des décennies. Les infiltrations d'humidité du SF₆ indiquent des défaillances des joints qui peuvent affecter l'intégrité structurelle des panneaux. Les mesures d'atténuation nécessitent une inspection visuelle approfondie combinée à des tests de résistance de l'isolation avant de s'engager dans la modernisation.
Risque 2 : Documentation incomplète
L'absence de dessins de l'AG entraîne des surprises au niveau des dimensions sur le chantier. Les écarts de spécifications entre la documentation et l'installation réelle retardent la mise en service. Les enquêtes sur le terrain avec mesures physiques et documentation photographique de toutes les interfaces réduisent ce risque.
Risque 3 : Surtension de la coupure de courant
Les disjoncteurs à vide peuvent couper le courant inductif à des niveaux plus élevés que la technologie SF₆, générant des surtensions de commutation sur les moteurs, les réactances et les transformateurs. L'installation de parafoudres aux bornes de la charge atténue ce problème pour les circuits fortement inductifs.
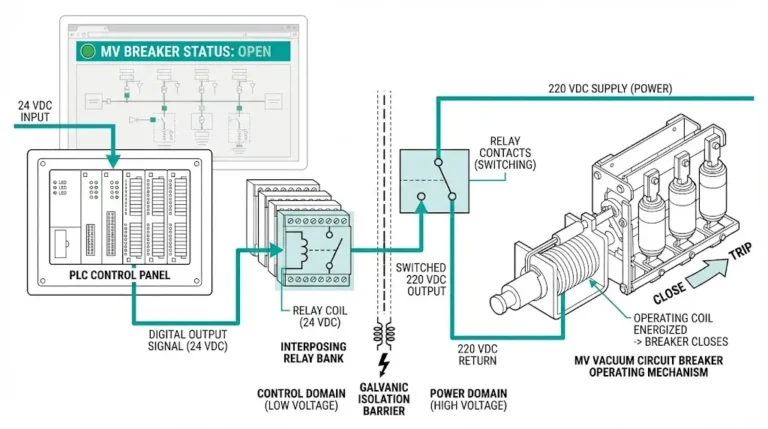
Risque 4 : Désynchronisation des circuits de contrôle
Le temps d'ouverture du VCB de 25 à 50 ms est plus rapide que celui de nombreux OCB traditionnels de 50 à 80 ms. La logique des relais de protection existants peut supposer une réponse plus lente des disjoncteurs. Examiner les études de coordination des protections et ajuster les réglages des relais si les marges de discrimination diminuent.
Risque 5 : Certification des essais de type
L'installation de VCB rétrofit dans des panneaux de tiers peut invalider la certification de l'essai de type d'origine. Obtenir les déclarations de compatibilité du fabricant. Consulter les autorités locales si des exigences de recertification s'appliquent.
Des conseils supplémentaires sur les facteurs environnementaux affectant la sélection des cassettes figurent dans le document Guide de sélection des VCB d'intérieur et d'extérieur.
| Niveau de risque | Description du scénario |
|---|---|
| Faible | Même fabricant, même panneau d'époque, documentation complète disponible |
| Moyen | Fabricant différent, documentation disponible, historique de l'environnement contrôlé |
| Élevé | Panneau d'origine inconnue, pas de dessins, environnement difficile ou historique de contamination |
[Regard d'expert : leçons tirées de plus de 80 projets de rénovation].
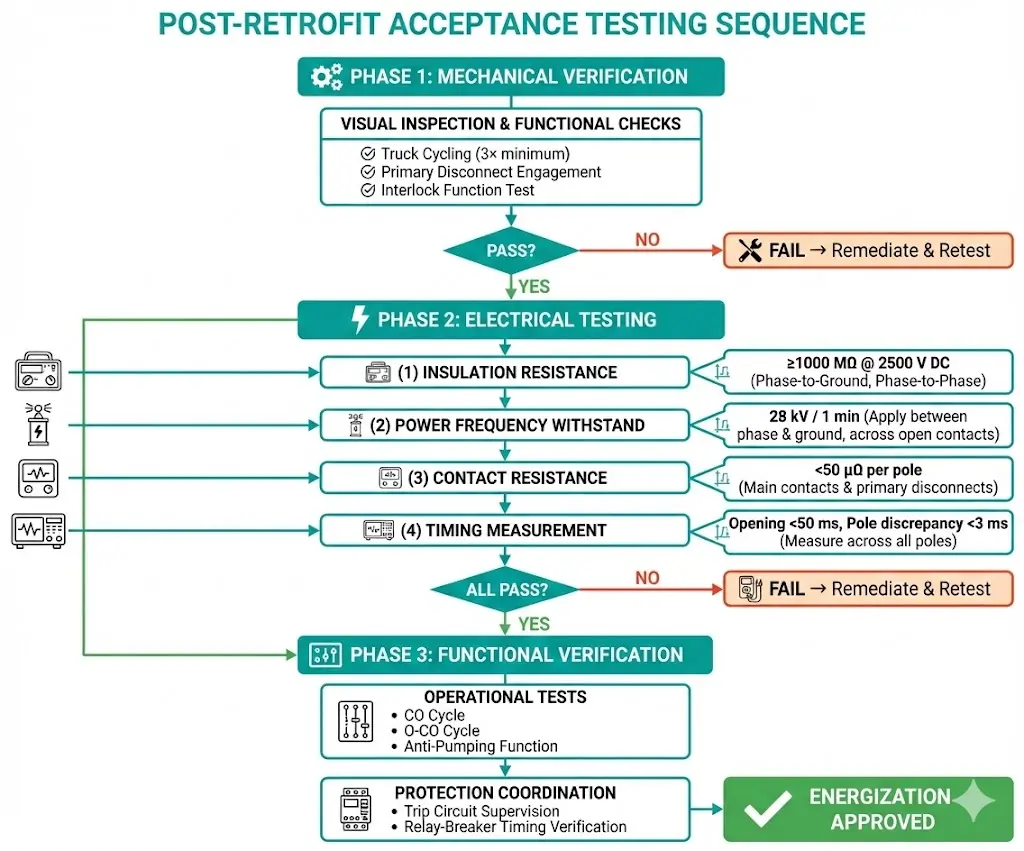
Des tests systématiques vérifient le succès de la modernisation avant la mise sous tension.
Inspection visuelle et mécanique
Effectuer l'insertion et le retrait du chariot pendant au moins trois cycles sans à-coups. Vérifier la profondeur d'engagement du doigt de déconnexion primaire par rapport aux spécifications du fabricant. Confirmer l'insertion complète de la fiche secondaire. Tester les fonctions de verrouillage dans toutes les positions : essai, service, isolé et mis à la terre.
Test de résistance d'isolation
Mesurer la résistance phase-phase et phase-terre avec le disjoncteur ouvert et fermé. Les valeurs acceptables atteignent ≥1000 MΩ à 2500 V DC pour un équipement de classe 12 kV. Enregistrer la température ambiante et normaliser les relevés à 20°C pour les comparer aux valeurs de référence de l'usine.
Test de résistance à la fréquence de puissance
Appliquer une tension correspondant au niveau d'isolation nominal - 28 kV pendant 1 minute sur un équipement de 12 kV. Les critères de réussite exigent qu'il n'y ait pas d'embrasement ni d'indication audible de décharge partielle.
Mesure de la résistance de contact
Utiliser un micro-ohmmètre sur chaque pôle avec le disjoncteur fermé. La plage acceptable est inférieure à 50 μΩ pour les nouveaux contacts principaux VCB. Signaler tout écart supérieur à 20% par rapport aux valeurs de la fiche technique du fabricant.
Analyse des horaires et des déplacements
Mesurer le temps d'ouverture, le temps de fermeture et l'écart entre les pôles (simultanéité). L'analyse de la courbe de déplacement du contact confirme le bon fonctionnement du mécanisme. Le temps d'ouverture est généralement compris entre 30 et 50 ms ; l'écart entre les pôles doit rester inférieur à 3 ms.
Les points de vérification FAT critiques pour les VCB rénovées sont les suivants :
| Test | Méthode | Critères de réussite |
|---|---|---|
| Résistance de l'isolation | Mégohmmètre 2500 V DC | ≥1000 MΩ (classe 12 kV) |
| Résistance à la fréquence d'alimentation | 28 kV / 1 min (classe 12 kV) | Pas d'embrasement |
| Résistance de contact | Micro-ohmmètre | <50 μΩ |
| Heure d'ouverture | Minuterie à grande vitesse | Par fiche technique ±10% |
| Divergence entre les pôles | Mesures simultanées | <3 ms |
L'exécution structurée des projets permet de réduire les retards et de garantir des résultats de qualité.
XBRELE fournit des disjoncteurs à vide pour les applications de 12 kV, 24 kV et 40,5 kV avec un support technique tout au long du processus de conversion.
Les services d'ingénierie comprennent l'analyse de la compatibilité dimensionnelle à partir des plans des panneaux existants, la conception des plaques d'adaptation et de l'interface des barres omnibus, les schémas de câblage des circuits de commande adaptés aux schémas de protection existants, la coordination des essais en usine et l'assistance technique lors de la mise en service sur site.
Qu'il s'agisse de remplacer des disjoncteurs à l'huile vieillissants ou de faire la transition du SF₆ en vertu de mandats environnementaux, les VCB XBRELE offrent un rendement éprouvé avec des configurations de montage flexibles conçues pour être compatibles avec les principales plates-formes d'appareillage de commutation.
Contact Fabrication de disjoncteurs à vide XBRELE pour demander une évaluation de la compatibilité de la modernisation. Soumettez votre modèle de panneau et vos dessins - la réponse de l'ingénierie se fera dans les 48 heures.
Q1 : Combien de temps dure un projet de rénovation VCB typique, de l'évaluation à la mise sous tension ?
Un projet simple de modernisation d'un seul disjoncteur nécessite généralement 6 à 10 semaines, y compris l'étude de faisabilité, l'achat des équipements et la mise en service ; les projets multi-panneaux présentant des problèmes de compatibilité complexes peuvent atteindre 14 à 20 semaines, en fonction des délais de fabrication des plaques d'adaptation.
Q2 : Quel pourcentage d'économies de coûts la modernisation permet-elle de réaliser par rapport au remplacement complet de l'appareillage de connexion ?
Les projets de modernisation réduisent généralement les dépenses d'investissement de 40-60% par rapport au remplacement complet des panneaux, bien que les économies dépendent de l'état des cabines, de la disponibilité de la documentation et de la nécessité d'une ingénierie personnalisée pour les plaques d'adaptation.
Q3 : Les disjoncteurs à vide peuvent-ils être installés dans les anciens appareillages de n'importe quel fabricant ?
La faisabilité de l'adaptation varie selon le fabricant et le millésime - les panneaux des grands fabricants dont les dimensions sont normalisées s'adaptent plus facilement, tandis que les conceptions propriétaires des fournisseurs plus petits peuvent nécessiter une ingénierie d'adaptation sur mesure importante ou s'avérer peu pratiques pour l'adaptation.
Q4 : Qu'advient-il de la contamination résiduelle par l'huile après l'enlèvement d'un disjoncteur d'huile ?
Une contamination résiduelle aux hydrocarbures supérieure à 50 ppm sur les surfaces isolantes peut compromettre les performances des interrupteurs à vide ; les protocoles de décontamination appropriés comprennent le nettoyage au solvant, l'inspection sous lumière UV et la vérification de la résistance de l'isolation avant l'installation de l'interrupteur à vide.
Q5 : L'adaptation annule-t-elle la garantie de l'appareillage de connexion d'origine ou la certification de l'essai de type ?
L'installation d'un équipement de mise à niveau par une tierce partie invalide généralement la certification de l'essai de type d'origine ; obtenez des déclarations écrites de compatibilité de mise à niveau de la part du fabricant du VCB et consultez les autorités réglementaires locales concernant les exigences de recertification pour votre juridiction.
Q6 : Comment les réglages des relais de protection changent-ils après l'installation d'un VCB ?
Les disjoncteurs à vide fonctionnent 20-40% plus rapidement que la plupart des anciens disjoncteurs à huile, ce qui risque d'affecter les marges de coordination de la protection ; revoir les réglages des relais existants et vérifier que les temps de discrimination restent adéquats, en particulier pour les éléments à surintensité instantanée.
Q7 : Quel programme d'entretien s'applique après le passage de la technologie de l'huile à celle du vide ?
La maintenance des VCB après rénovation passe généralement d'intervalles de 3 à 5 ans à des cycles d'inspection majeurs de 10 à 15 ans, avec des contrôles visuels annuels et des tendances de résistance de contact recommandés pour établir des données de performance de base pour les programmes de maintenance basés sur l'état.