Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
Mise à jour pour 2026 : cet article conserve le cadre technique original et actualise la formulation spécifique à l'année pour les références actuelles en matière d'approvisionnement, de spécification et de maintenance.
Dans le domaine hautement risqué de la distribution électrique industrielle, le contacteur à vide est le cheval de bataille silencieux. Contrairement aux disjoncteurs, qui protègent contre les défauts catastrophiques, les contacteurs sont des marathoniens, conçus pour commuter des moteurs, des transformateurs et des batteries de condensateurs des centaines de milliers de fois. Cependant, la fiabilité d'un contacteur à vide dépend de son entretien et de son application.
À XBRELE, nous avons analysé des décennies de données terrain. Nous avons constaté que 80% des défaillances, des contacts soudés aux bobines grillées, peuvent être évitées. En tant que spécialiste Fabricant de contacteurs à vide, nous savons que les gestionnaires d'installations ne peuvent plus se permettre d'adopter une stratégie consistant à “ attendre la panne ”. Les temps d'arrêt imprévus peuvent coûter des milliers de dollars par heure aux installations industrielles, ce qui fait de la maintenance proactive non seulement une tâche opérationnelle, mais aussi une nécessité financière.
Ce guide va au-delà des observations superficielles pour fournir des informations techniques sur le Les 10 principales causes de défaillance des contacteurs à vide, des tableaux de dépannage exploitables et des études de cas réels pour vous aider à construire une infrastructure résiliente pour 2026.
Pour éviter toute défaillance, il est nécessaire de comprendre les principes physiques qui régissent le fonctionnement de l'appareil. A contacteur à vide commute des charges à courant élevé dans une bouteille sous vide hermétiquement scellée (interrupteur).
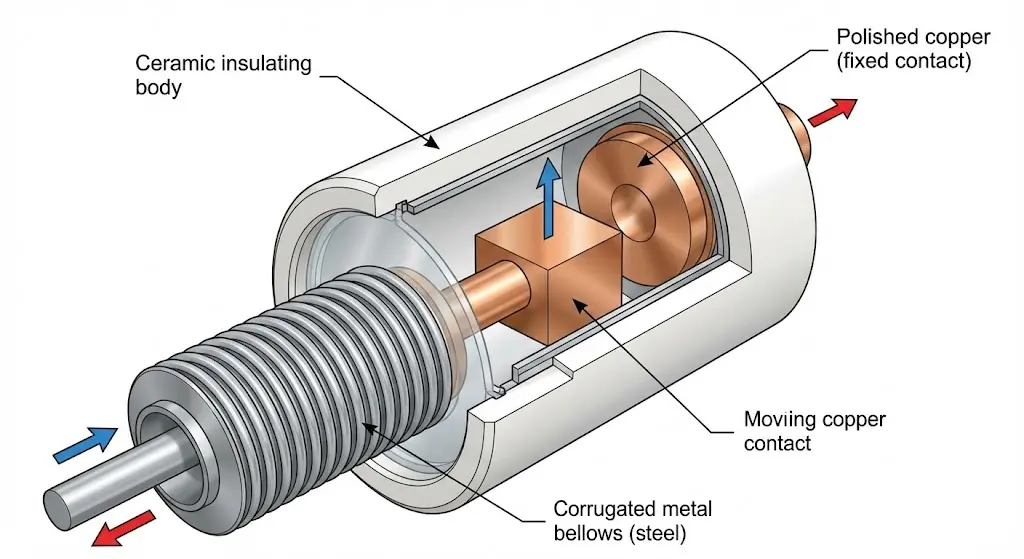
Pourquoi l'aspirateur ? L'environnement sous vide offre une rigidité diélectrique supérieure. Lorsque les contacts s'ouvrent, l'arc métallique s'éteint rapidement, souvent dès le premier passage à zéro du courant. Pour approfondir vos connaissances sur ce phénomène physique, consultez notre analyse technique : Comment un contacteur à vide éteint-il l'arc électrique ?
Ce mécanisme entraîne :
Remarque à l'attention des ingénieurs : Les contacteurs à vide sont généralement conçus conformément à CEI 60470 Norme relative aux contacteurs à courant alternatif haute tension. La conformité à cette norme constitue une base de référence en matière de fiabilité.
Une erreur courante en ingénierie consiste à traiter un contacteur comme un disjoncteur. Bien qu'ils se ressemblent, leurs fonctions sont fondamentalement différentes. A Disjoncteur à vide (VCB) est conçu pour interrompre les courants de défaut massifs (courts-circuits), tandis qu'un contacteur est optimisé pour les commutations de charge fréquentes (jusqu'à 1 200 opérations par heure). Confondre ces rôles est la recette idéale pour un désastre.
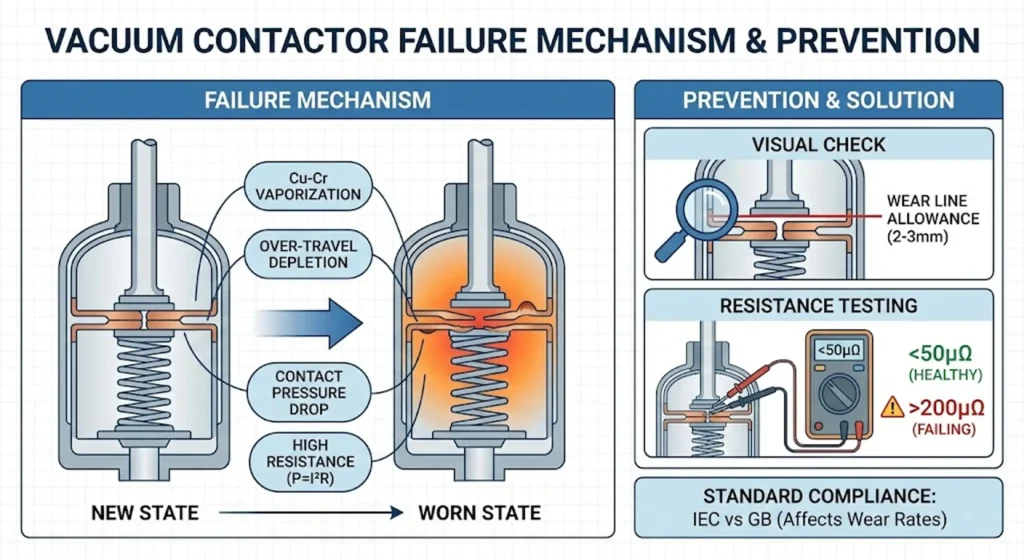
Le mécanisme : Chaque opération de commutation vaporise une quantité microscopique du matériau de contact cuivre-chrome. Au fil du temps, la “ surcourse ” (la distance de compression du ressort de contact) diminue. Si celle-ci est épuisée, la pression de contact chute, entraînant une résistance élevée. À mesure que la résistance augmente (P = I²R), la génération de chaleur augmente de manière exponentielle, ce qui peut entraîner le soudage des contacts.
Prévention et solution :
Le mécanisme : La bobine est le cœur de l'actionneur magnétique. Les défaillances à ce niveau sont souvent dues à des courts-circuits entre les spires causés par une dégradation de l'isolation due à la chaleur, au vieillissement ou à des pics de tension. Dans les bobines fonctionnant en courant continu, la défaillance du circuit “ économiseur ” (qui réduit le courant après la fermeture) est l'une des principales causes de brûlure.
Prévention et solution :
Le mécanisme :
Prévention et solution :
Le mécanisme : “Le ” jogging » d'un moteur (démarrage/arrêt rapide pour le positionnement) génère une énergie d'arc et une chaleur considérables. Les contacteurs standard classés AC-3 sont conçus pour des démarrages et des arrêts normaux, et non pour les contraintes extrêmes des cycles de service AC-4. Cela est particulièrement courant dans les treuils miniers, les grues et les convoyeurs.
Prévention et solution :
Le mécanisme : Les contacteurs à vide reposent sur des liaisons mécaniques précises. Les vibrations provenant des machines lourdes situées à proximité (concasseurs, broyeurs à boulets) peuvent desserrer les boulons de fixation. Cela entraîne un désalignement, provoquant une pression de contact inégale ou un “ monophasage ”, où seules deux des trois phases se ferment correctement.
Prévention et solution :
Le mécanisme : Dans les environnements en haute altitude ou poussiéreux, de la poussière conductrice (comme la poussière de charbon ou les copeaux métalliques) s'accumule sur le boîtier isolant de la bouteille sous vide. Dans des conditions humides, cela crée un chemin conducteur, conduisant à suivi et éventuellement un embrasement général au sol.
Prévention et solution :
Le mécanisme : Un contacteur à vide est pas un dispositif de coupure de sécurité en cas de court-circuit. Si un défaut survient et que le fusible en amont est trop lent, le courant de défaut peut dépasser le courant admissible de courte durée (Icw) du contacteur, provoquant le soudage permanent des contacts en raison des forces électromagnétiques intenses.
Prévention et solution :
Le mécanisme : Les erreurs d'installation sont les principales causes de “ mortalité infantile ” des équipements. Les problèmes courants comprennent la mise en tension des barres omnibus (les forçant à s'aligner avec les bornes) ou une mise à la terre incorrecte. La tension physique exercée sur les bornes peut fissurer le joint en céramique de la bouteille sous vide, entraînant une perte immédiate du vide.
Prévention et solution :
Le mécanisme : “ Réglez-le et oubliez-le ” est une philosophie dangereuse. La négligence permet à des problèmes mineurs, tels que le desserrage des ressorts de rappel, une légère rouille sur les articulations ou un lubrifiant desséché, de s'aggraver et d'entraîner des blocages mécaniques catastrophiques ou des pannes électriques.
Prévention et solution :
Le mécanisme : Même les meilleurs joints hermétiques ne sont pas parfaits éternellement. Au cours d'une durée de vie de 15 à 20 ans, des microfuites peuvent apparaître. Lorsque la pression interne augmente pour atteindre le niveau atmosphérique, la rigidité diélectrique diminue, ce qui empêche l'extinction de l'arc.
Prévention et solution :
Le scénario : Une mine à ciel ouvert exploitée à 2 500 m d'altitude dans l'ouest de la Chine connaissait de fréquentes pannes de contacteurs sur son moteur de levage principal (6 kV, 800 kW). Les contacteurs tombaient en panne tous les six mois, entraînant des arrêts de production coûteux.
Le diagnostic : Après inspection par les ingénieurs de XBRELE, deux causes profondes ont été identifiées :
La solution : Nous avons remplacé les unités par Contacteurs à vide haute altitude série XBRELE JCZ, qui offrent des distances d'isolation améliorées et des ailettes de refroidissement plus grandes. Nous avons également conseillé au client d'installer un système de dérivation “ Soft Start ” afin de réduire l'énergie de l'arc pendant le démarrage progressif.
Le résultat : Depuis la modernisation il y a trois ans, la mine a connu zéro temps d'arrêt imprévu lié à une défaillance du contacteur. Cela souligne pourquoi il est important de choisir le bon équipement spécialisé, tel que Contacteurs à vide pour l'exploitation minière—est crucial.
Si votre contacteur à vide fonctionne mal, utilisez ce tableau de référence rapide pour identifier la cause probable du problème.
| Symptôme | Cause possible | Action recommandée |
|---|---|---|
| Bourdonnement fort / Ronflement | Aimants sales ; bobine d'ombrage cassée ; basse tension. | Nettoyer les surfaces magnétiques ; vérifier la tension de commande ; remplacer la bobine d'ombrage. |
| Échec de la fermeture | Fusible grillé ; bobine brûlée ; blocage mécanique ; rupture de fil. | Vérifier les fusibles du circuit de commande ; mesurer la résistance de la bobine ; vérifier le mécanisme manuellement. |
| Se ferme puis s'ouvre immédiatement | “Défaillance du commutateur ” économiseur » ; chute de tension sous charge. | Vérifier le câblage de l'économiseur ; vérifier la capacité du CPT pour détecter toute chute de tension. |
| Surchauffe des bornes | Connexion desserrée ; barre omnibus oxydée ; usure interne des contacts. | Serrer les boulons au couple spécifié ; nettoyer les surfaces de contact ; effectuer un test micro-ohm. |
| Contacts soudés | Court-circuit en aval ; jogging excessif ; faible pression de contact. | Vérifier les défauts du moteur ; vérifier la coordination des fusibles ; vérifier la pression du ressort. |

Pour les gestionnaires d'installations et les techniciens, la cohérence est essentielle. Utilisez cette liste de contrôle chaque année pour vous assurer que vos contacteurs à vide XBRELE restent en parfait état.
| Catégorie d'inspection | Description de la tâche | Critères de réussite |
|---|---|---|
| 1. Inspection visuelle | Vérifiez que la bouteille isotherme ne présente pas de fissures ou de dommages. | Aucune fissure visible sur la céramique/le verre. |
| Inspectez la ligne indicatrice d'usure des contacts. | L'usure est conforme aux limites fixées par le fabricant (<3 mm). | |
| Vérifiez s'il y a de la poussière, de la suie ou des corps étrangers. | Les surfaces sont propres et sèches. | |
| 2. Contrôle mécanique | Actionnez manuellement le contacteur (mise hors tension). | Se déplace librement sans grippage ni frottement. |
| Vérifiez le serrage de tous les boulons et bornes. | Serré selon les spécifications (généralement marqué à la peinture). | |
| Inspectez les ressorts de rappel et les loquets. | Les ressorts sont intacts ; aucune corrosion. | |
| 3. Essais électriques | Test de tension de commande : Mesurer la tension de la bobine. | Dans une plage comprise entre 851 TP3T et 1101 TP3T de tension nominale. |
| Résistance de contact : Mesurer la résistance du poteau. | Résistance < 50-100 µΩ (selon la puissance nominale). | |
| Résistance d'isolement (mégohmmètre) : Phase à la terre. | > 100 MΩ à 1000 V CC. | |
| Intégrité du vide (Hi-Pot) : Essai de résistance au courant alternatif. | Résiste à la tension nominale entre contacts ouverts (par exemple, 20 kV pendant 1 min). | |
| 4. Nettoyage | Nettoyez les pièces isolantes à l'aide d'un chiffon sec et non pelucheux. | Aucun résidu conducteur ne subsiste. |
Avertissement : assurez-vous toujours que le système est hors tension et mis à la terre avant d'effectuer toute opération de maintenance.
Q1 : Comment savoir si une bouteille isotherme a perdu son vide ? A : Il est impossible de détecter une perte de vide. La seule méthode fiable consiste à effectuer un test haute tension (Hi-Pot). Si un arc électrique se forme entre les contacts ouverts à un niveau inférieur à sa valeur nominale, cela signifie que le vide est compromis.
Q2 : Pourquoi mon contacteur à vide émet-il un fort bourdonnement ? A : Un bourdonnement ou un vrombissement fort indique généralement un problème au niveau du noyau magnétique. Les faces de l'aimant peuvent être sales, mal alignées ou la “ bobine d'ombrage ” (un petit anneau en cuivre sur l'aimant) peut être cassée. Cela nécessite une attention immédiate afin d'éviter la brûlure de la bobine.
Q3 : Puis-je réparer moi-même un contacteur à vide ? A : Les opérations d'entretien mineures telles que le nettoyage, le serrage des boulons et le remplacement des contacts auxiliaires peuvent être effectuées sur site. Cependant, le remplacement des interrupteurs à vide nécessite un calibrage précis de l'écartement des contacts et de la course excessive. Nous vous recommandons de contacter le fabricant ou un partenaire de service certifié pour les réparations internes.
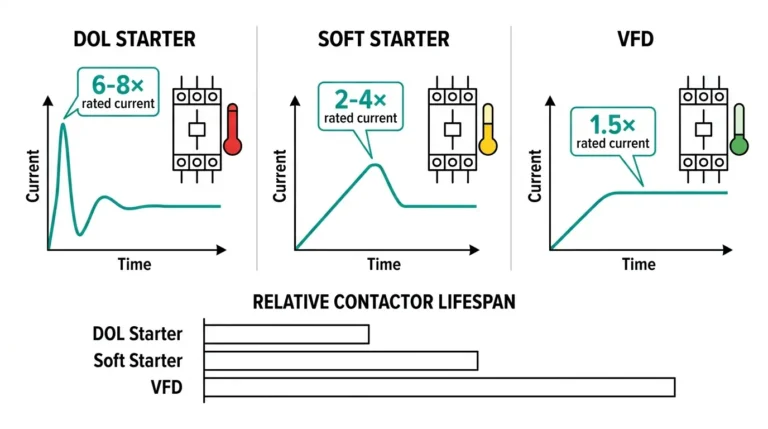
Q4 : Est-il sûr d'utiliser un contacteur à vide pour un contournement de démarreur progressif ? A : Oui, c'est une excellente application. Puisque le contacteur se ferme après le moteur atteint sa vitesse de fonctionnement (pas de courant d'appel) et s'ouvre pendant que le démarreur progressif prend en charge la charge, le contacteur subit très peu d'usure électrique, ce qui prolonge considérablement sa durée de vie.
Q5 : À quelle fréquence dois-je graisser les pièces mécaniques ? A : En général, tous les 3 à 5 ans ou toutes les 250 000 opérations, selon l'environnement. Utilisez uniquement la graisse basse température recommandée par le fabricant (souvent à base de lithium) pour éviter le durcissement par temps froid.
La fiabilité de votre système électrique dépend des choix que vous faites en matière de sélection, d'installation et de maintenance des équipements. En comprenant ces 10 modes de défaillance, vous pouvez passer d'une gestion réactive des réparations à une gestion proactive des actifs.
De veiller à ce que Conformité aux normes CEI En plus des tests Hi-Pot annuels, ces mesures protègent votre investissement.
Vous recherchez des solutions de commutation hautement fiables ? À XBRELE, nous concevons des contacteurs à vide conçus pour résister aux environnements industriels les plus difficiles, des mines d'Asie aux usines d'Europe. Que vous ayez besoin d'un contacteur robuste Contacteur haute tension série LCZ ou des conseils d'experts sur la coordination des systèmes, notre équipe est prête à vous aider.
Contactez notre équipe d'ingénieurs aujourd'hui pour discuter des exigences de votre projet.
Réduisez les temps d'arrêt grâce à des diagnostics experts. Ce guide technique identifie les 10 principales causes de défaillance des contacteurs à vide, des fuites au niveau des soufflets à la brûlure des bobines, et propose des solutions de maintenance éprouvées.
Télécharger le guide de dépannage