Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
Chaque opération de fermeture d'un disjoncteur à vide déclenche deux phénomènes inévitables qui ont un impact direct sur la durée de vie des contacts et la fiabilité de la commutation. Lors d'évaluations sur le terrain dans plus de 40 sous-stations industrielles, ces anomalies de synchronisation sont responsables d'environ 35% des problèmes d'usure prématurée des contacts dans les applications moyenne tension.
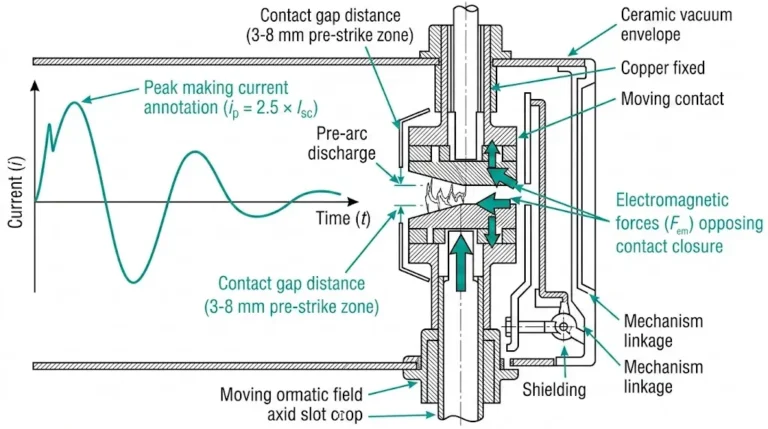
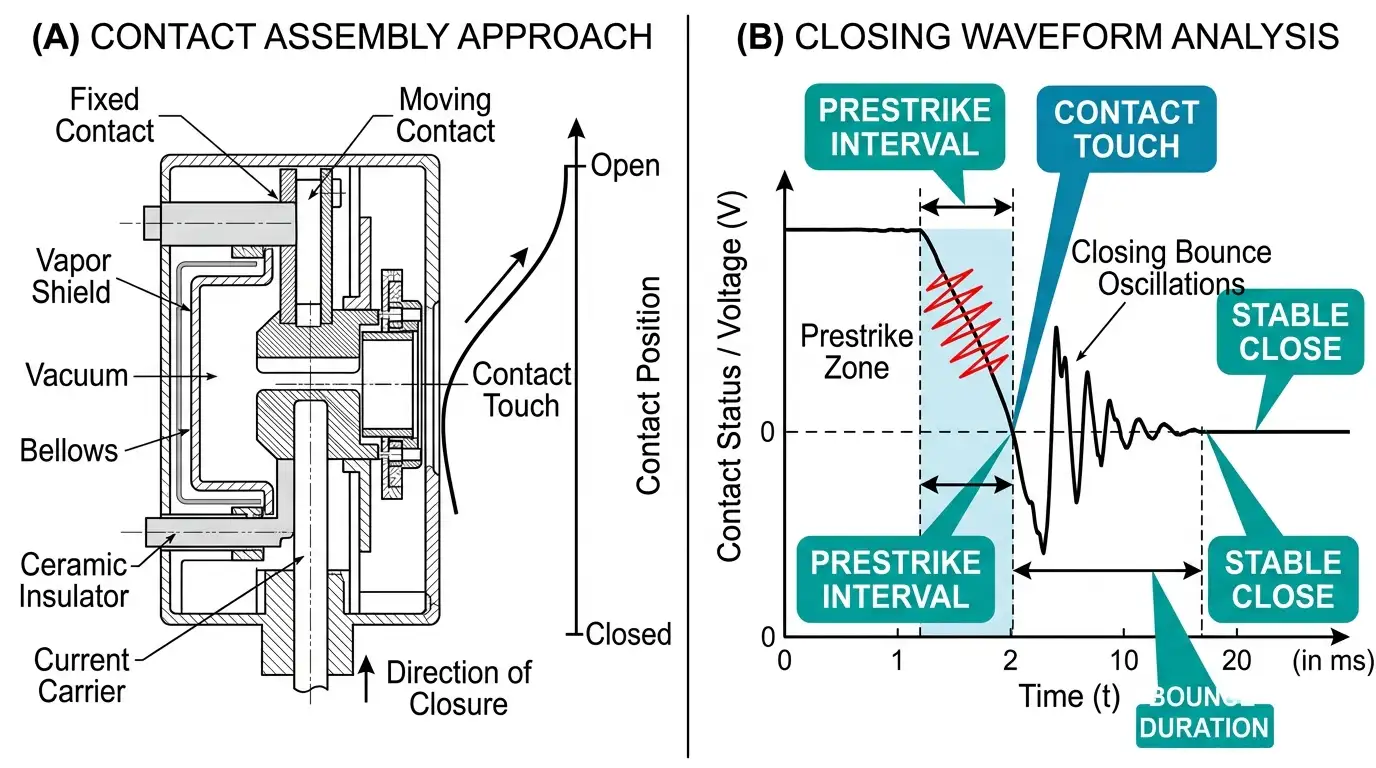
Prestrike se produit lorsque l'intensité du champ électrique à travers l'espace de contact qui se rétrécit dépasse la capacité de résistance diélectrique de l'espace de vide restant. Lorsque les contacts se rapprochent de 2 à 4 mm pendant la fermeture, un arc s'établit avant le contact physique, conduisant le courant de charge à travers la vapeur métallique ionisée plutôt qu'à travers les surfaces de contact solides. Ce pré-arc provoque un échauffement localisé et une érosion accélérée à des taux 3 à 5 fois supérieurs à l'usure normale des commutateurs.
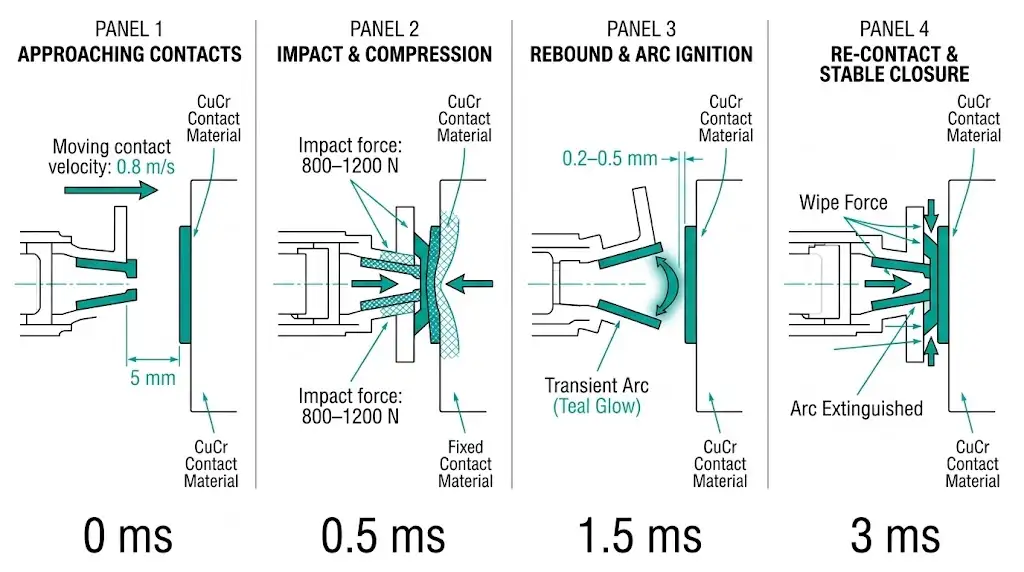
Rebondissement de clôture suit immédiatement le contact. L'ensemble des contacts mobiles, qui se déplacent à une vitesse de 0,6 à 1,2 m/s pour une tension de 12 kV disjoncteurs à vide, L'énergie cinétique est importante lors de l'impact. Au moment de l'impact, la déformation élastique stocke momentanément cette énergie avant de la libérer sous forme de mouvement de rebond. Les contacts se séparent brièvement, se réengagent et peuvent répéter ce cycle 2 à 5 fois en l'espace de 3 à 8 millisecondes. Chaque rebond génère un arc transitoire qui érode les surfaces de contact en CuCr et dépose des particules métalliques dans la chambre d'interruption sous vide.
La relation de gravité suit des schémas prévisibles. Des vitesses de fermeture plus élevées réduisent la durée du pré-décollage mais augmentent l'amplitude du rebond. Les approches plus lentes minimisent le rebond mais prolongent la durée de l'arc avant le déclenchement. Le réglage optimal du mécanisme nécessite d'équilibrer ces facteurs concurrents par un ajustement systématique des paramètres de fonctionnement.
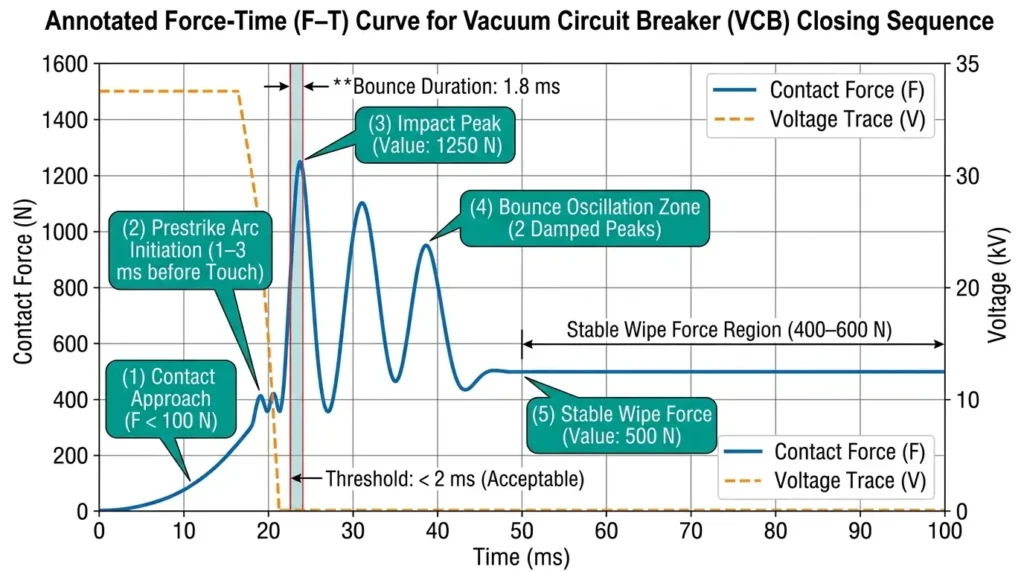
Les courbes force-temps (F-T) représentent la méthode de diagnostic fondamentale pour identifier le rebond de fermeture et le comportement avant déclenchement. Ces courbes de temps tracent la force de contact en fonction du temps écoulé pendant les opérations de fermeture, révélant des irrégularités mécaniques invisibles aux tests électriques standard.
La physique est simple : lorsque les contacts s'approchent à une distance critique - généralement de 2 à 8 mm dans les disjoncteurs à vide de 12 kV - l'amorçage de l'arc se produit avant le contact mécanique. La courbe F-T capture cette séquence avec une résolution de l'ordre de la microseconde, mettant en évidence la relation précise entre les événements électriques et mécaniques.
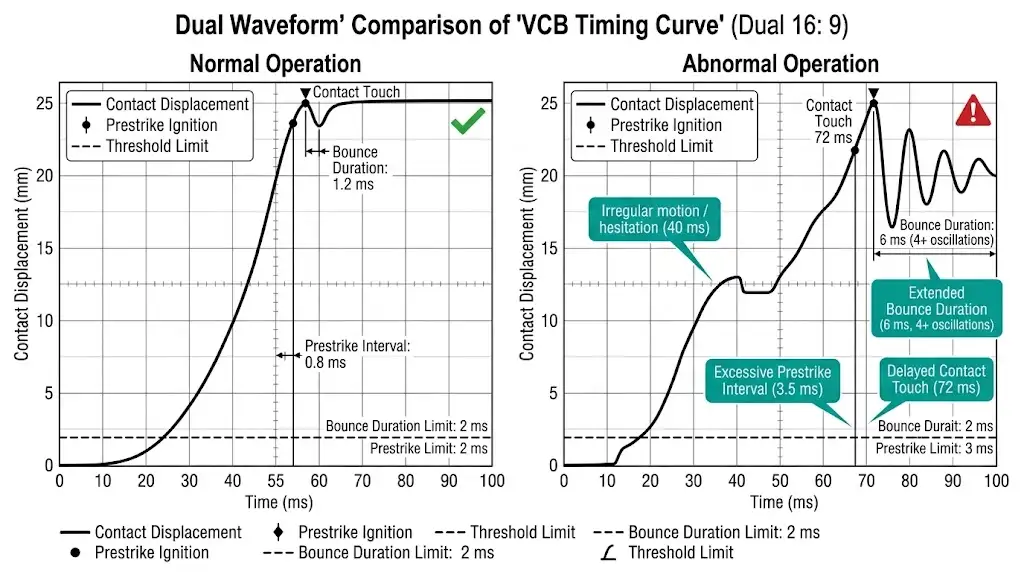
Une opération de fermeture saine produit un profil caractéristique. Une augmentation progressive de la force se produit pendant l'approche, suivie d'un pic d'impact défini au moment du contact, compris entre 800 et 1 500 N selon la conception du fabricant. Une force d'essuyage stable maintient ensuite la pression de contact. Le rebond du contact se manifeste par de multiples oscillations dans la plage de 0,5 à 5 ms après le contact initial, tandis que la synchronisation avant le déclenchement montre une conduction électrique commençant 1 à 3 ms avant que la signature de la force mécanique n'indique un contact physique.
La configuration de la mesure nécessite un positionnement précis du capteur. Les capteurs de force conçus pour une réponse dynamique (bande passante ≥ 10 kHz) se montent directement sur la tige de contact ou la barre de manœuvre. La synchronisation avec l'injection de courant permet d'établir une corrélation entre la pré-commande électrique (Iarc ) et des événements mécaniques (Fcontact ). Selon la norme CEI 62271-100, la tolérance du temps de fermeture total doit rester dans la limite de ±10% de la valeur nominale du fabricant, soit typiquement 40-80 ms pour les mécanismes à ressort.
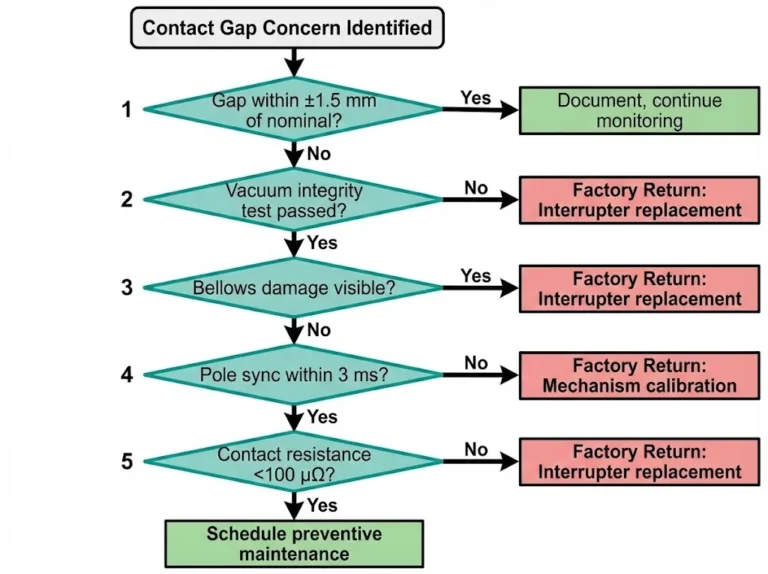
Trois paramètres critiques extraits des courbes F-T guident les décisions de maintenance :
L'expérience sur le terrain montre qu'une durée de rebond supérieure à 3 ms est fortement corrélée à une érosion accélérée des contacts, réduisant la durée de vie des interrupteurs à vide de 15-25% dans les applications à forte intensité de commutation telles que la commutation de batteries de condensateurs et les tâches de démarrage de moteurs.
[Regard d'expert : les meilleures pratiques en matière de mesure de la courbe de temps].
- Positionnement des capteurs de force à moins de 50 mm de l'interface de contact pour une réponse dynamique précise
- Capture d'au moins 10 opérations de fermeture consécutives afin d'identifier les anomalies intermittentes
- Enregistrer la température ambiante à chaque session de test - le comportement du mécanisme change de manière mesurable entre -25°C et +40°C
- Stocker les courbes de référence lors de la mise en service pour les comparer ultérieurement à des performances dégradées
Les courbes de temporisation constituent la base de diagnostic permettant d'identifier les défauts du mécanisme avant une défaillance catastrophique. Ces représentations graphiques tracent la position des contacts en fonction du temps pendant les opérations de commutation, révélant un comportement mécanique qui reste invisible lors des inspections de routine.
Un interrupteur à vide qui fonctionne correctement produit une courbe de temporisation avec une accélération régulière tout au long de la course de fermeture, permettant d'atteindre le point de contact dans les limites des spécifications du fabricant - généralement 45-80 ms pour les mécanismes à ressort. La courbe doit présenter une oscillation minimale au point de contact, avec une durée de rebond ne dépassant pas 2 ms, conformément à la norme Paramètres nominaux et tolérances de fonctionnement de la VCB.
Le rebond de fermeture se manifeste par des oscillations amorties immédiatement après le contact initial. Les indicateurs de diagnostic sont les suivants
Les variations de température entre -25°C et +40°C peuvent modifier les caractéristiques de rebond de 15-20%, ce qui nécessite une analyse compensée par la température pour obtenir des tendances précises.
Sur les courbes de temps, la force de frappe apparaît comme une conduction électrique se produisant avant le contact mécanique. Les capteurs de courant intégrés aux transducteurs de position révèlent un écart - généralement de 1 à 3 mm - entre les points de fermeture électrique et les points de fermeture physique.
Lorsque les intervalles de pré-décrochage dépassent régulièrement 2 ms, l'enquête doit se concentrer sur la vitesse de fermeture (trop lente), l'état de l'espace de contact (érosion affectant la distribution du champ) ou la dégradation du vide (réduction de la rigidité diélectrique). Selon la norme IEEE C37.09, l'analyse de la courbe de synchronisation doit intégrer les tensions de fonctionnement minimales et maximales afin de saisir le comportement de pré-décrochage dépendant de la tension sur l'ensemble de la plage de fonctionnement.
Pour comprendre ce que les courbes de synchronisation révèlent, il faut corréler les anomalies de déplacement avec les conditions sous-jacentes du mécanisme. Les modèles de rebond de contact, les signatures de pré-décollage et les irrégularités de vitesse produisent chacun des caractéristiques de forme d'onde distinctes.
La dérivée de la courbe déplacement-temps révèle les caractéristiques de vitesse essentielles au diagnostic. La vitesse de fermeture doit être comprise entre 0,4 et 1,2 m/s au moment du contact pour les disjoncteurs à vide de moyenne tension. Les courbes de temps montrant une vitesse en dehors de cette plage indiquent un déréglage du mécanisme nécessitant une correction.
Une réduction soudaine de la vitesse de 5 à 10 mm avant le contact indique souvent que les points d'articulation de la tringlerie sont contaminés ou endommagés. Inversement, une augmentation de la vitesse dans cette région suggère un mauvais réglage de la précharge du ressort.
| Anomalie de la courbe | Cause première | Enquête secondaire |
|---|---|---|
| Rebond de grande amplitude (>4 mm) | Vitesse de fermeture excessive | Condition de l'amortisseur tampon |
| Rebond prolongé (>8 ms) | Matériaux de contact usés | Essuyer la tension du ressort |
| Modèle de rebond irrégulier | Manque d'élasticité de la tringlerie | État du palier de l'arbre |
| Pré-commande prolongée (>2 ms) | Faible vitesse de fermeture | Intégrité de l'interrupteur à vide |
| Hésitation de la vitesse avant le toucher | Liaison contaminée | Panne de lubrification |
Lorsque la pré-amorçage se produit, l'écart de déplacement au début de l'arc - mesuré directement à partir des courbes de synchronisation - indique la marge diélectrique restante dans l'interrupteur à vide. Des mesures d'écart inférieures à 6 mm au début de l'amorçage suggèrent soit une vitesse d'approche excessive permettant une concentration de champ, soit des conditions de vide dégradées nécessitant des essais aux rayons X ou au magnétron pour confirmation [VERIFIER LA NORME : CEI 62271-100 Annexe E pour les méthodes de vérification de l'intégrité du vide].
[Regard d'expert : Priorités en matière de diagnostic sur le terrain]
- La tendance de la durée du rebond fournit un avertissement plus précoce que les mesures de la résistance de contact.
- Un écart de synchronisation phase à phase supérieur à 3 ms indique souvent une usure du mécanisme de chaque pôle plutôt que des problèmes communs au système d'entraînement.
- Les changements de profil de vitesse de ±15% par rapport à la ligne de base justifient une inspection immédiate du mécanisme, indépendamment des mesures de rebond.
Pour obtenir une vitesse de fermeture optimale, il faut trouver un équilibre entre deux exigences concurrentes : un élan suffisant pour surmonter la précharge du ressort de contact (généralement 150-300 N) tout en minimisant l'énergie de rebond qui entraîne le comportement de rebond.
La relation suit l'équation de base de l'énergie cinétique : Ecinétique = ½mv², où la réduction de la vitesse de 25% diminue l'énergie de rebond d'environ 44%. En pratique, cela signifie qu'il faut ajuster la précharge du ressort de fermeture du mécanisme à partir des réglages d'usine de 850 N jusqu'à 720-780 N lorsque les courbes de synchronisation indiquent un rebond excessif.
L'expérience sur le terrain des mécanismes à ressort montre que des vitesses de fermeture comprises entre 0,6 et 0,9 m/s produisent des durées de rebond inférieures à 1,2 ms dans des unités correctement réglées. Lorsque le contact mobile (masse de 2 à 4 kg) est percuté à des vitesses supérieures à 1,2 m/s, les durées de rebond dépassent souvent 2 ms.
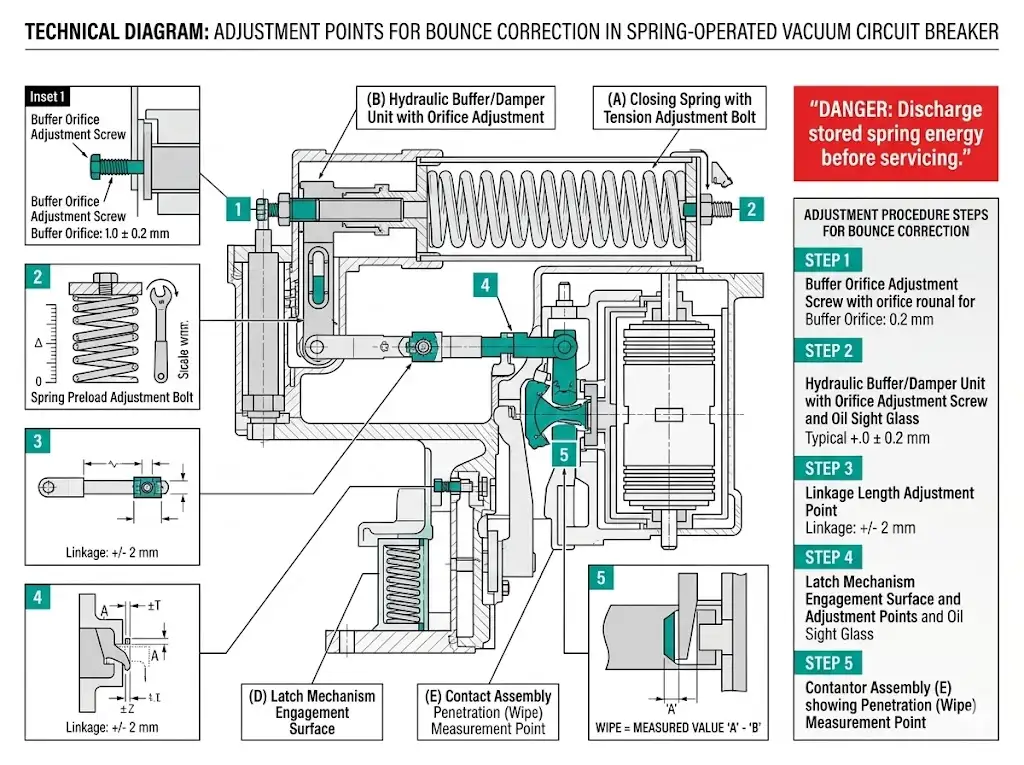
Le réglage de la vitesse de fermeture implique généralement la modification de la distance de compression des ressorts ou des réglages de l'amortisseur hydraulique. Le réglage de la vitesse de fermeture Mécanisme du disjoncteur à vide VS1 illustre les points de réglage typiques des disjoncteurs moyenne tension à ressort.
Étape 1 : Documentation de base
Enregistrer les courbes de synchronisation actuelles sur 5 à 10 opérations avant tout ajustement. Noter le temps de fermeture, la durée du rebond, le nombre de rebonds et l'intervalle de pré-décollage pour chaque phase.
Étape 2 : Réglage de l'amortisseur
Augmenter la restriction de l'orifice de l'amortisseur hydraulique de 15-20% pour allonger le temps de décélération pendant les 8 à 12 derniers mm de course. Cela permet de réduire la vitesse d'impact sans compromettre les exigences en matière de temps de fermeture minimum.
Étape 3 : Modification de la précharge des ressorts
Si le réglage de l'amortisseur s'avère insuffisant, réduire progressivement la précharge du ressort de fermeture - généralement par paliers de 50 N - tout en vérifiant que le temps de fermeture reste conforme aux spécifications du fabricant.
Étape 4 : Tests de vérification
Effectuer au moins 10 opérations de fermeture après chaque réglage. Les trois phases doivent atteindre simultanément une durée de rebond inférieure à 2 ms avant de remettre le disjoncteur en service.
La vérification après ajustement nécessite des tests systématiques allant au-delà de la simple confirmation de la synchronisation. L'objectif est d'assurer la stabilité du mécanisme dans toutes les conditions de fonctionnement tout en établissant des bases actualisées pour les tendances futures.
Après tout ajustement du mécanisme :
Les dossiers de maintenance doivent contenir les courbes de temps avant réglage, les réglages spécifiques effectués, les données de vérification après réglage et les observations du technicien. Cette documentation permet d'analyser les tendances et de prévoir les besoins futurs en matière de maintenance.
Les facteurs environnementaux méritent une attention particulière. Les mécanismes réglés pendant les mois d'été peuvent présenter des caractéristiques différentes lorsque les températures chutent. Les installations qui utilisent des disjoncteurs à vide dans des plages de température étendues doivent vérifier les performances de synchronisation aux extrêmes saisonniers.
L'interprétation des courbes de synchronisation requiert à la fois de l'équipement de diagnostic et de l'expertise en ingénierie afin de traduire les formes d'ondes en actions correctives efficaces. XBRELE fournit un support complet pour l'analyse des mécanismes des disjoncteurs à vide, depuis les tests de mise en service jusqu'au dépannage des anomalies de synchronisation complexes.
Notre équipe d'ingénieurs propose des services d'examen des courbes de synchronisation, identifiant les causes profondes des problèmes de rebond et de pré-décollage observés dans les données de terrain. Pour les mécanismes nécessitant le remplacement de composants, nous fournissons des tampons, des ressorts, des assemblages de tringlerie et des systèmes de contact complets conformes aux spécifications de l'usine et compatibles avec les conceptions des principaux fabricants.
Contact L'équipe technique des disjoncteurs à vide de XBRELE pour une consultation sur l'analyse des mécanismes ou des spécifications de composants de remplacement.
Q : Quelle durée de rebond indique qu'un disjoncteur à vide a besoin d'un réglage de mécanisme ?
R : Une durée de rebond dépassant régulièrement 2 ms sur plusieurs opérations de test justifie généralement une inspection du mécanisme, bien que les spécifications du fabricant varient - certaines conceptions tolèrent jusqu'à 3 ms avant de nécessiter une action corrective.
Q : Le système prestrike endommage-t-il les contacts même pendant les opérations normales ?
R : Oui, l'érosion de l'arc avant le déclenchement se produit lors de chaque opération de fermeture sous tension, quel que soit l'état du mécanisme, bien que des mécanismes correctement réglés minimisent la durée de l'arc avant le déclenchement afin de réduire l'usure cumulative.
Q : Comment la température ambiante affecte-t-elle les mesures de la courbe de synchronisation ?
R : Les variations de température entre -25°C et +40°C peuvent décaler le temps de fermeture de 8-12% et modifier les caractéristiques de rebond de 15-20% en raison des changements de viscosité du lubrifiant et des variations du taux de ressort.
Q : Les courbes de temps permettent-elles de détecter la dégradation de l'interrupteur à vide ?
R : Les courbes de temps révèlent des indicateurs indirects - un pré-débit prolongé à des tensions plus basses peut suggérer une réduction de l'intégrité du vide - mais l'évaluation définitive du vide nécessite des méthodes d'essai par magnétron ou par rayons X.
Q : À quelle fréquence l'analyse des courbes de temps doit-elle être effectuée ?
R : La plupart des programmes de maintenance prévoient des tests de synchronisation tous les 2 000 à 5 000 opérations ou tous les 2 à 3 ans, selon ce qui se produit en premier, avec des tests plus fréquents pour les applications à cycle élevé telles que la commutation de condensateurs.
Q : Quelle est la cause de l'écart de synchronisation entre phases dans les disjoncteurs triphasés ?
R : Un écart supérieur à 2-3 ms entre les phases indique généralement une usure du mécanisme de chaque pôle, une tension inégale des ressorts ou des différences de réglage de la tringlerie plutôt que des problèmes communs au mécanisme de fonctionnement.
Q : Les courbes de temps doivent-elles être enregistrées lors de la mise en service ?
R : Les courbes de synchronisation de base saisies lors de la mise en service fournissent des données de référence essentielles pour les comparaisons futures, permettant de détecter la dégradation progressive du mécanisme avant que les paramètres ne dépassent les limites acceptables.