Hai bisogno delle specifiche complete?
Scarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogo
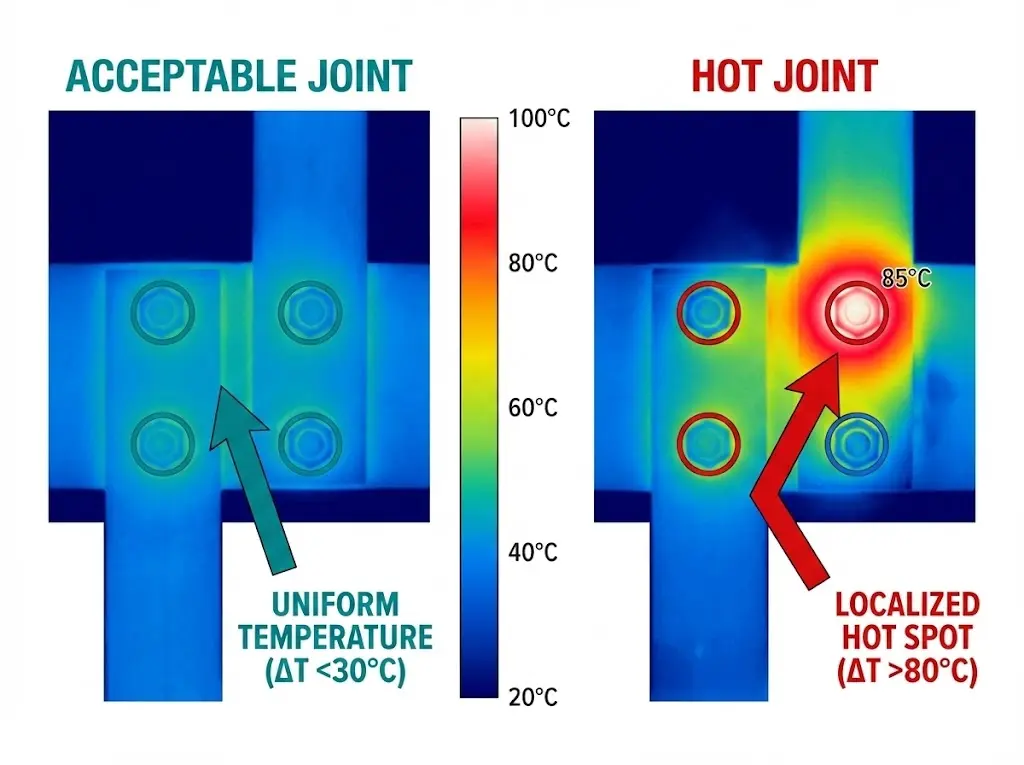
I collegamenti delle sbarre si guastano gradualmente. Un giunto correttamente serrato con superfici di contatto pulite eroga la corrente nominale a 30-40°C sopra l'ambiente. Lo stesso giunto, sottoquotato dal 30%, raggiunge gli 80-100°C sopra l'ambiente nel giro di pochi mesi, poiché si sviluppano microfessure, la resistenza dei contatti aumenta e l'ossidazione accelera.
Le giunzioni calde delle sbarre si manifestano solo quando le telecamere termiche le individuano o l'ispezione a infrarossi rivela i differenziali di temperatura. A quel punto, il danno è già iniziato: la ricottura del rame riduce la resistenza meccanica, l'ossidazione riduce la conduttività, l'allentamento progressivo dovuto ai cicli termici. Il percorso da “leggermente caldo” a guasto catastrofico si accorcia a ogni ciclo termico.
Le giunzioni delle sbarre di media tensione funzionano con correnti da 630 A a 4.000 A. A questi livelli di corrente, un aumento di 50% della resistenza di contatto - da 10 μΩ a 15 μΩ - genera un calore 2,25 volte superiore (P = I²R). Un giunto che funziona a 60°C rispetto all'ambiente a 1.600 A consuma circa 400 W, sufficienti a far brillare visibilmente le immagini termiche e a degradare rapidamente sia la sbarra che la connessione bullonata.
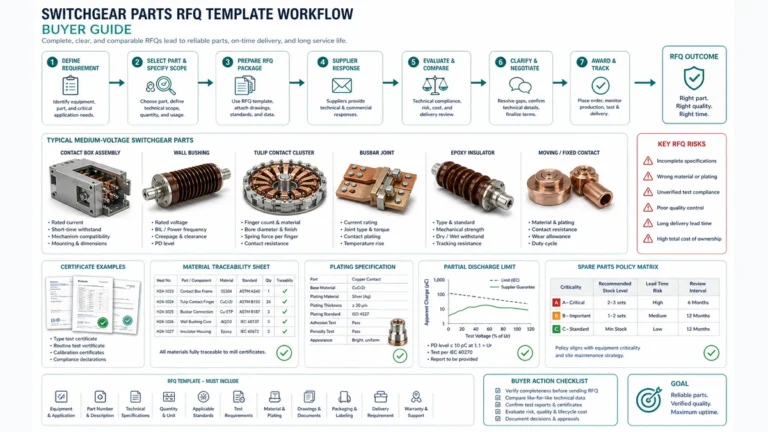
La prevenzione dei giunti caldi richiede tre elementi eseguiti correttamente: un'adeguata preparazione della superficie (per rimuovere l'ossidazione e ottenere un contatto metallo-metallo), una corretta applicazione della coppia di serraggio (per creare una pressione di contatto sufficiente senza danneggiare le filettature) e un monitoraggio termico continuo (per individuare il deterioramento prima del guasto).
Questa guida fornisce le procedure specifiche, i valori di coppia e i criteri di ispezione di cui i tecnici della manutenzione hanno bisogno per installare e mantenere affidabili i collegamenti delle sbarre in interruttore automatico sottovuoto quadri e sistemi di distribuzione MT da 12 a 40,5 kV.
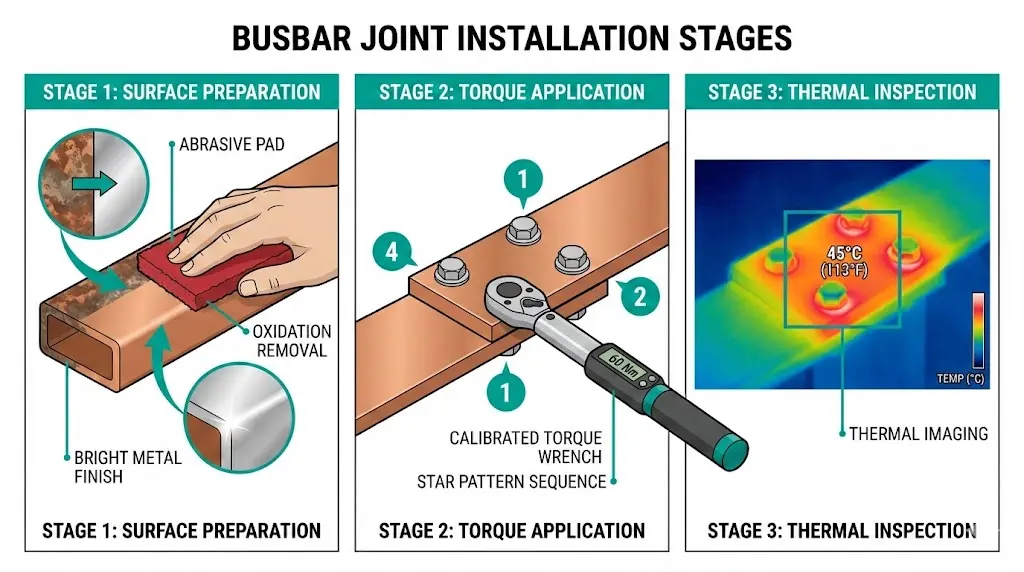
La corrente elettrica che attraversa un giunto bullonato deve passare attraverso punti di contatto microscopici in cui le superfici metalliche si toccano effettivamente. Anche le superfici piane lavorate entrano in contatto solo in corrispondenza dei picchi delle asperità: l'area di contatto effettiva è in genere pari a 1-10% dell'area apparente del giunto.
La resistenza di contatto si sviluppa da:
Generazione di calore:
Potenza dissipata al giunto: P = I² × R_contatto
Per un giunto a sbarra da 1.600 A:
Quei 128 W concentrati in un piccolo volume di giunzione creano temperature localizzate che superano i 150°C, sufficienti per ricuocere il rame, fondere la placcatura e accelerare l'ossidazione.
Danni da ciclismo termico:
Questo ciclo di feedback positivo spiega perché i giunti caldi si deteriorano in modo esponenziale una volta avviati.
Il rame si ossida in pochi minuti se esposto all'aria. L'alluminio si ossida ancora più rapidamente, formando un ossido di alluminio tenace (Al₂O₃) con un'elevata resistenza elettrica.
Per le sbarre in rame:
Per le sbarre in alluminio:
Critico: Non mescolare mai metalli dissimili (rame-alluminio) senza le opportune rondelle/piastre di transizione bimetalliche e il composto per giunti. La corrosione galvanica degrada rapidamente questi giunti.
Controllare la planarità prima del montaggio:
Sbarre deformate creano una pressione di contatto non uniforme: alcune aree fanno un buon contatto, mentre altre si aprono, creando punti caldi locali anche con una coppia complessiva corretta.
Fissaggi sbagliati compromettono anche una perfetta preparazione della superficie.
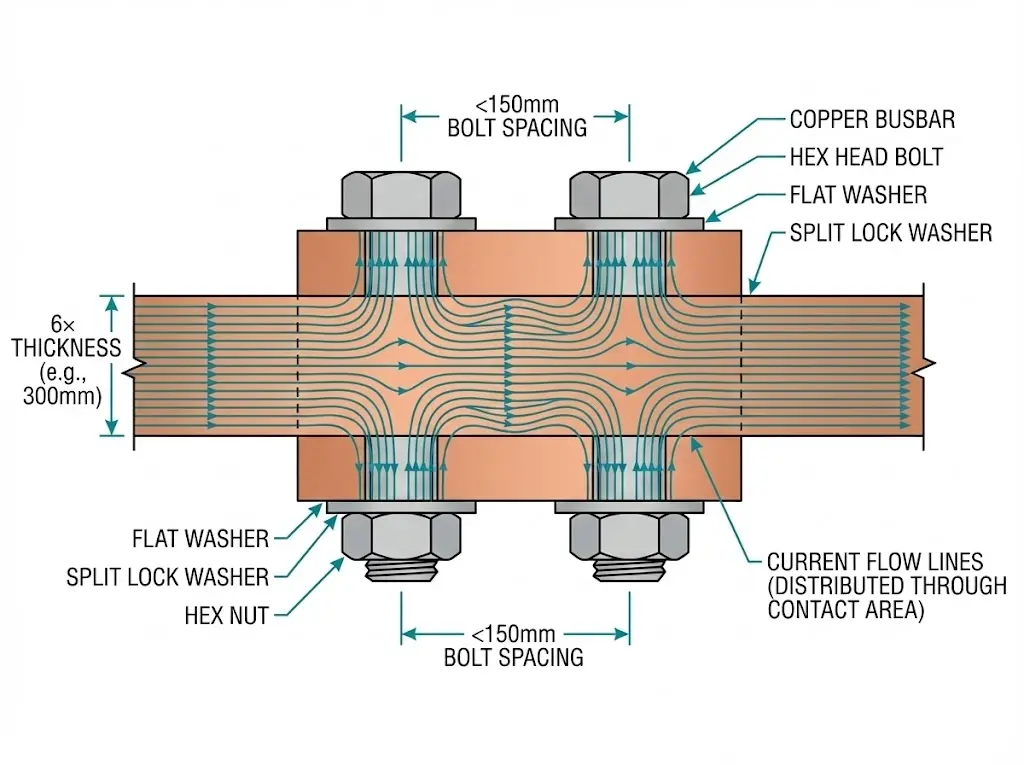
Per giunti di sbarre di quadri MT:
Non utilizzare mai:
Rondelle piatte:
Rondelle di sicurezza:
Applicazione:
Per le sbarre in alluminio:
Quando utilizzare:
Applicazione:
Prodotti comuni:
La coppia corretta crea una pressione di contatto metallo-metallo evitando di danneggiare la filettatura.
Per giunti di sbarre in rame (quadro elettrico interno, condizioni pulite e asciutte):
| Dimensione del bullone | Grado 8.8/Classe 5 | Grado 10.9/Classe 8 |
|---|---|---|
| M8 | 22-25 N⋅m | 30-35 N⋅m |
| M10 | 40-50 N⋅m | 55-65 N⋅m |
| M12 | 70-85 N⋅m | 95-115 N⋅m |
| M16 | 150-180 N⋅m | 200-240 N⋅m |
| M20 | 300-360 N⋅m | 400-480 N⋅m |
Per giunti di sbarre in alluminio:
Riduzione della coppia di 15-20% rispetto al rame (metallo più morbido, striscia sotto carico)
| Dimensione del bullone | Coppia consigliata |
|---|---|
| M10 | 35-45 N⋅m |
| M12 | 60-75 N⋅m |
| M16 | 130-160 N⋅m |
Le specifiche del produttore prevalgono sempre questi valori generali.
Attrezzatura necessaria:
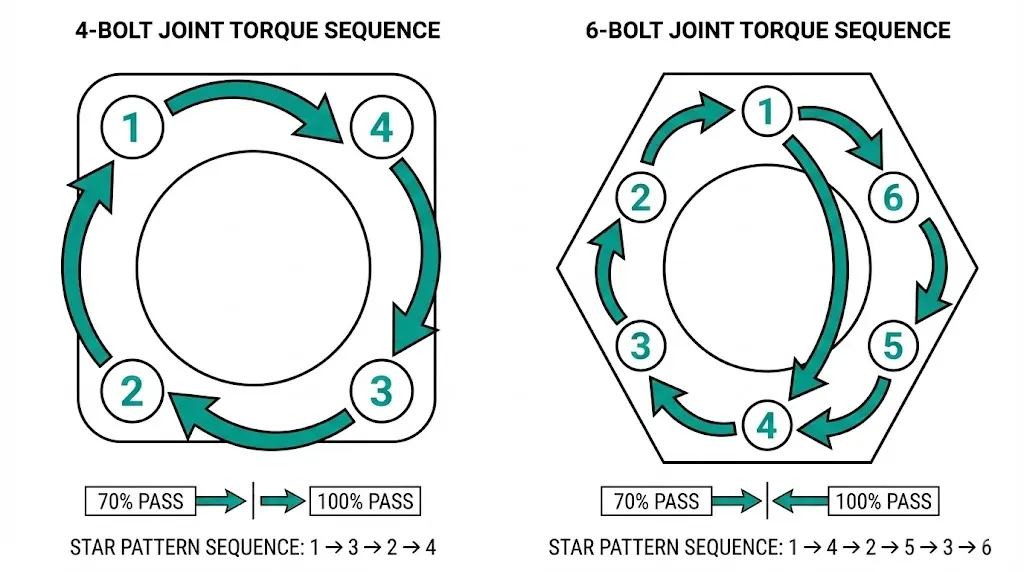
Procedura:
Tecnica della chiave dinamometrica:
Danno da sovrallentamento:
Conseguenze della sottocoppia:
Sia il rame che l'alluminio presentano rilassamento delle tensioni e creep sotto carico.
Serraggio iniziale: Crea una deformazione elastica nel metallo
Sotto carico: La causa sono i cicli di temperatura:
Risultato: 10-25% perdita di forza di serraggio nelle prime settimane di funzionamento
Prima coppia di serraggio: 48-72 ore dopo la prima accensione
Seconda coppia di serraggio: 30 giorni dopo la messa in servizio
Intervalli successivi:
Come controllare:
La termografia individua il degrado prima di un guasto catastrofico.
Attrezzature: Termocamera (FLIR, Fluke, ecc.)
Procedura di ispezione:
Criteri di accettazione:
| Aumento di temperatura (ΔT) | Valutazione | Azione |
|---|---|---|
| <30°C | Accettabile | Continuare a monitorare |
| 30-50°C | Elevato | Esaminare durante la prossima interruzione, pianificare un nuovo serraggio |
| 50-80°C | Giunto caldo | Programmare un'azione correttiva immediata |
| >80°C | Critico | Arresto di emergenza, riparazione immediata |
Confronto di fase:
Nei sistemi trifase, confrontare giunti simili tra le varie fasi:
Riscaldamento uniforme lungo le sbarre: Normale (riscaldamento I²R del conduttore stesso)
Punto caldo localizzato sul bullone:
Spostamento del punto caldo dal centro del bullone:
Un bullone caldo, gli altri normali in un giunto a più bulloni:
Gradiente di temperatura progressivo:
L'ispezione annuale consente di individuare il degrado prima dei guasti di emergenza.
Verificare la presenza di:
Installazioni soggette a vibrazioni:
Controllare per:
Frequenza:
Procedura:
Documento:
Attrezzature: Micro-ohmmetro (corrente di prova 100 A+)
Procedura:
Valori tipici:
Non viene eseguito tipicamente per la manutenzione standard (la termografia è più pratica), ma utile per la risoluzione di specifici giunti caldi o per la messa in funzione di impianti critici.
| Errore | Conseguenza | Prevenzione |
|---|---|---|
| Saltare la pulizia delle superfici | Lo strato di ossido causa un'elevata resistenza di contatto | Pulire sempre il metallo lucido prima del montaggio |
| Utilizzo dell'avvitatore a impulsi per la coppia finale | Eccesso di coppia, danni alla filettatura, carico non uniforme | Utilizzare una chiave dinamometrica calibrata per gli ultimi passaggi |
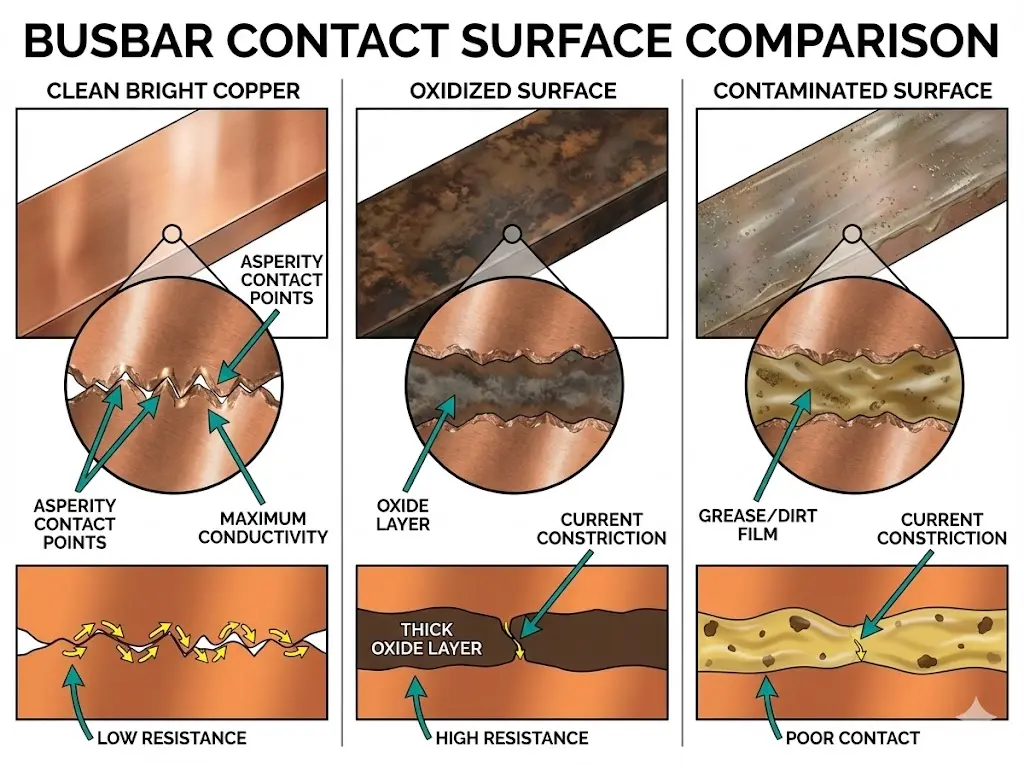
| Serraggio sequenziale (1→2→3→4) | Distorsione del giunto, pressione di contatto non uniforme | Utilizzare sempre lo schema stella/croce |
| Miscelazione di rame/alluminio senza composto per giunti | Corrosione galvanica, guasto rapido | Utilizzare piastre di transizione bimetalliche o rondelle di alluminio + composto |
| Serraggio a singolo passaggio | Tensione dei bulloni non uniforme nei giunti a più bulloni | Utilizzare il metodo a due passaggi (70% → 100%) |
| Nessun serraggio dopo la messa in servizio | I cicli termici allentano il giunto | Riapplicare la coppia dopo 48-72 ore di funzionamento. |
| Eccessiva lubrificazione delle filettature dei bulloni | Raggiunge una tensione superiore a quella prevista (le specifiche di coppia presuppongono filettature asciutte/leggermente lubrificate) | Applicare il composto solo sulle superfici di contatto, NON sulle filettature. |
| Riutilizzo di rondelle deformate | Distribuzione del carico non uniforme, contatto insufficiente | Sostituire le rondelle se visibilmente deformate |
| Ignorare le specifiche di coppia del produttore | Forza di serraggio errata per il progetto specifico | Utilizzare sempre i valori del produttore, se forniti |
I giunti che trasportano >2.000 A richiedono un'attenzione particolare.
Giunti a più bulloni:
Per sbarre larghe che richiedono più bulloni:
Lunghezza di sovrapposizione delle sbarre:
Una sovrapposizione più lunga distribuisce la corrente, riducendo la densità di corrente sui bordi:
Placcatura in argento o stagno:
Le sbarre per correnti elevate sono spesso placcate:
Trecce flessibili per le vibrazioni:
I giunti fissi delle sbarre in ambienti soggetti a vibrazioni (generatori, apparecchiature alternative) si incrinano per fatica:
Riferimento esterno: IEC 62271-100 - Norma IEC 62271-100 per i quadri elettrici ad alta tensione
D1: Posso usare un avvitatore a impulsi per accelerare l'installazione dei giunti a sbarre?
R: Utilizzare l'avvitatore a impulsi solo per lo snugging iniziale (coppia finale 30%). Utilizzare SEMPRE una chiave dinamometrica calibrata per la coppia finale: gli avvitatori a impulsi erogano una coppia incoerente e spesso serrano eccessivamente, danneggiando le filettature e cedendo i bulloni.
D2: Di quanto aumenta la resistenza di contatto a causa dell'ossidazione sulle sbarre di rame?
A: Rame pulito e brillante: resistenza di contatto ~5 μΩ. Leggero appannamento: 15-25 μΩ. Ossidazione pesante (marrone scuro/nero): 50-200 μΩ. Questo aumento di 10-40 volte spiega perché la pulizia della superficie è obbligatoria: la sola ossidazione può causare il cedimento del giunto indipendentemente dalla coppia.
D3: Quale coppia di serraggio devo utilizzare per i bulloni in acciaio inox nelle sbarre in alluminio?
R: Ridurre la coppia di serraggio standard dell'alluminio di ulteriori 10% (in totale 25-30% al di sotto delle specifiche del rame). L'acciaio inossidabile ha un coefficiente di attrito più elevato rispetto all'acciaio zincato, che consente di ottenere una forza di serraggio più elevata a parità di coppia applicata, con il rischio di schiacciare l'alluminio se si applica la coppia massima.
D4: Con quale frequenza è necessario eseguire la termografia sui giunti delle sbarre?
R: Almeno una volta all'anno per le installazioni all'interno, semestralmente per quelle all'esterno o in ambienti difficili. Eseguire un'ispezione supplementare dopo qualsiasi evento di guasto, condizione di sovraccarico o intervento di manutenzione sulle apparecchiature adiacenti. Le strutture critiche (centri dati, ospedali) possono effettuare scansioni trimestrali.
D5: Posso riparare un giunto caldo semplicemente riavvitandolo senza smontarlo?
R: Se il ΔT 50°C o i bulloni non girano (indicando ossidazione/contaminazione piuttosto che bulloni allentati), è necessario smontare, pulire le superfici fino al metallo lucido e rimontare correttamente. Il tentativo di risolvere un'ossidazione grave con la sola coppia di serraggio comprime lo strato di ossido ma non lo rimuove.
D6: Qual è la differenza tra il composto per giunti e l'antigrippaggio dei filetti?
R: Il composto per giunzioni (ad es. Penetrox) contiene particelle conduttive (zinco, rame) e previene l'ossidazione delle superfici di contatto; applicarlo alle superfici delle sbarre. L'antigrippaggio per filettature (a base di rame o nichel) previene la formazione di galla e facilita lo smontaggio futuro, da applicare alle filettature dei bulloni. NON confondersi: l'uso di antigrippaggio sulle superfici di contatto non offre alcun vantaggio elettrico e può aumentare la resistenza dei contatti.
D7: Come si gestiscono le giunzioni di metallo dissimile (sbarra di rame a terminale di apparecchiatura in alluminio)?
A: Utilizzare una rondella/piastra di transizione bimetallica (rame da un lato, alluminio dall'altro, con legame esplosivo o unito meccanicamente). Applicare un composto di giunzione per alluminio sul lato in alluminio. In alternativa, utilizzare ferramenta interamente in alluminio (se possibile, rondelle e bulloni) e applicare il composto su entrambe le superfici. Non imbullonare mai il rame direttamente all'alluminio senza transizione: la corrosione galvanica distrugge il giunto in pochi mesi.