Hai bisogno delle specifiche complete?
Scarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogo
Un trasformatore di distribuzione esce dalla fabbrica come un bene testato e certificato. Ciò che accade tra la spedizione e la prima messa in tensione spesso determina il valore di quella certificazione.
I dati raccolti sul campo dai team di messa in servizio rivelano uno schema coerente: 15-20% dei primi guasti ai trasformatori non derivano da difetti di progettazione o di produzione, ma da danni di spedizione, stoccaggio improprio o scorciatoie di installazione. Questi guasti comportano costi che vanno al di là dell'unità stessa: ritardi nel progetto, approvvigionamenti di emergenza, controversie con gli appaltatori e complicazioni legate alla garanzia che prosciugano le risorse per mesi.
Questa guida affronta gli aspetti non legati alle prove di pre-energizzazione dei trasformatori. La lista di controllo si rivolge ai trasformatori di distribuzione da 10 kV a 35 kV, da 100 kVA a 2500 kVA, i cavalli di battaglia degli impianti industriali, degli edifici commerciali e delle reti di distribuzione. Ciascuna fase prepara il test elettrico successivo. Se si salta una fase, i risultati dei test diventano inaffidabili. Se si esegue in modo completo, la messa in servizio procede senza sorprese.
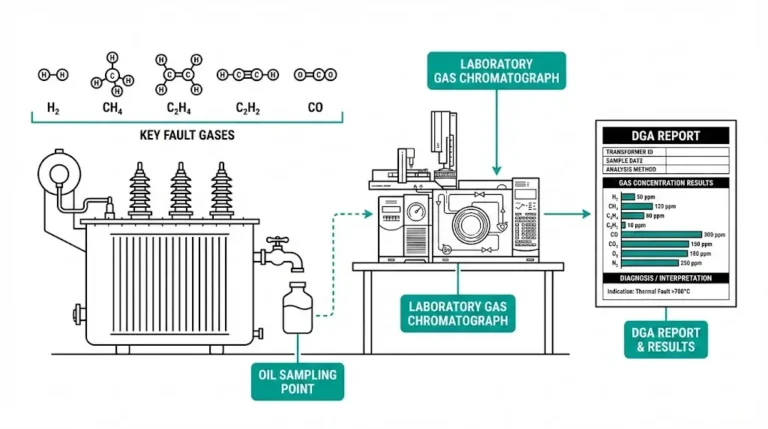
L'ingresso di umidità rappresenta la principale minaccia all'integrità dell'isolamento dei trasformatori durante le fasi di pre-energizzazione. Nelle valutazioni sul campo di oltre 80 sottostazioni, i trasformatori stoccati in modo improprio per periodi superiori a 6 mesi mostrano costantemente un elevato contenuto di umidità nei campioni di olio, che spesso raggiunge 25-35 ppm rispetto alla soglia accettabile di ≤10 ppm per le apparecchiature nuove.
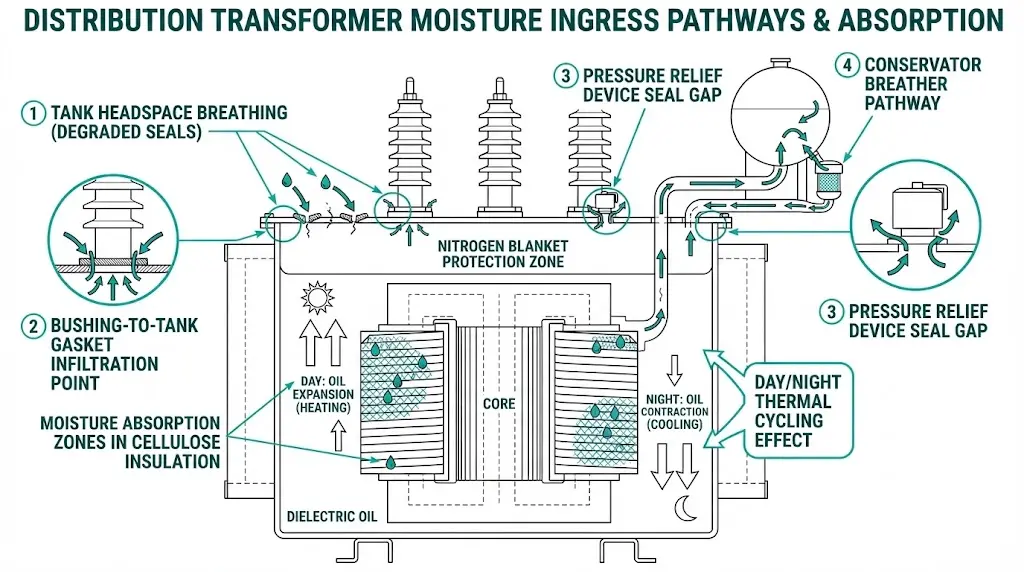
La carta isolante a base di cellulosa che avvolge gli avvolgimenti dei trasformatori agisce come un materiale igroscopico con una significativa affinità con l'umidità. Alle condizioni ambientali tipiche di 25°C e 60% di umidità relativa, la carta kraft raggiunge un contenuto di umidità di equilibrio di circa 6-8% in peso. L'assorbimento di umidità accelera la degradazione dielettrica attraverso l'idrolisi, riducendo il grado di polimerizzazione e la resistenza meccanica del sistema di isolamento.
Durante il trasporto, i cicli termici creano il percorso più problematico per l'umidità. Le differenze di temperatura tra il giorno e la notte, spesso comprese tra i 15 e i 25°C, fanno sì che lo spazio di testa del serbatoio del trasformatore sia sottoposto a cicli di respirazione. L'umidità atmosferica entra attraverso guarnizioni inadeguate durante i periodi di raffreddamento, quando la pressione interna scende al di sotto dell'ambiente. Il mantenimento di una pressione positiva di azoto di 20-35 kPa nei serbatoi sigillati impedisce questo meccanismo di infiltrazione.
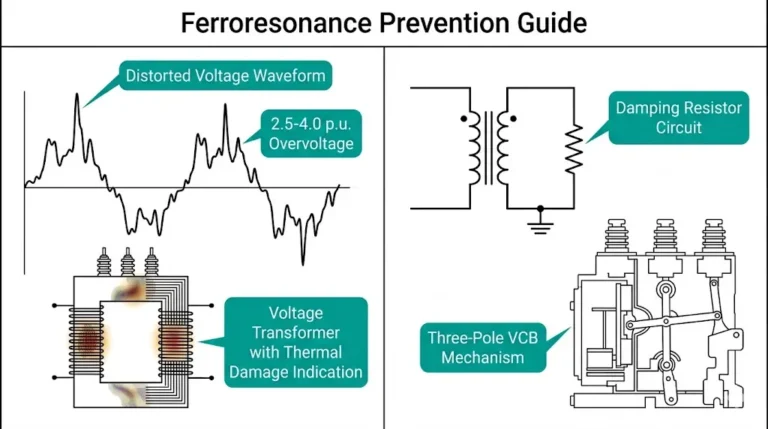
Le sollecitazioni meccaniche aumentano i problemi di umidità. Le frequenze di vibrazione in transito variano tipicamente da 5 a 200 Hz e possono allentare le strutture di fissaggio del nucleo e spostare la posizione dell'avvolgimento. I danni da impatto si manifestano in tre categorie principali: spostamento dell'avvolgimento rilevabile attraverso l'analisi della funzione di trasferimento, compressione della guarnizione dovuta a cicli termici e ingresso di contaminazione attraverso dispositivi di scarico della pressione non correttamente sigillati. L'opuscolo tecnico CIGRE 445 documenta che il 12% dei guasti ai trasformatori entro il primo anno è correlato a procedure di verifica pre-energizzazione inadeguate.
Nel momento in cui arriva un trasformatore, inizia l'ispezione, mentre l'unità rimane sul veicolo di trasporto. Questa sequenza è importante perché lo scarico può mascherare o peggiorare i danni esistenti.
Valutazione pre-scarico:
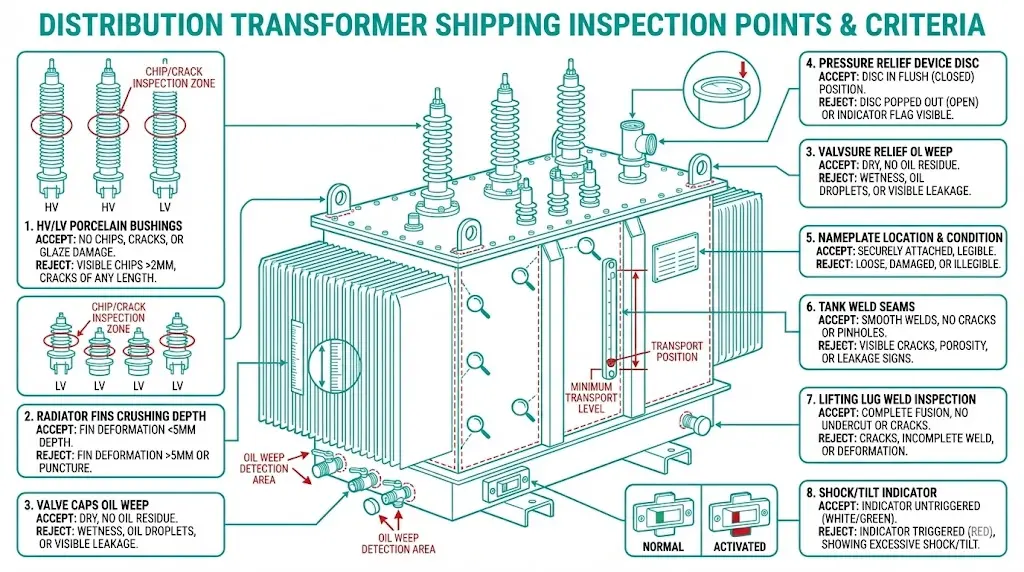
Ispezione dei componenti dopo lo scarico:
| Componente | Punto di ispezione | Criteri di accettazione/rifiuto |
|---|---|---|
| Boccole HV/LV | Superficie in porcellana | Nessuna scheggiatura, incrinatura o danno allo smalto |
| Radiatori/alette | Allineamento fisico | Nessuna frantumazione >5 mm di profondità |
| Valvole | Presenza di tappi | Tutti i tappi installati, nessuna perdita di olio |
| Dispositivo di scarico della pressione | Posizione del disco | Seduto, senza indicazione di rottura |
| Targhetta identificativa | Leggibilità | Corrisponde alle specifiche dell'ordine di acquisto |
| Cuciture del serbatoio | Aspetto della saldatura | Nessuna crepa o infiltrazione visibile |
| Alette di sollevamento | Integrità della saldatura | Nessuna crepa o deformazione |
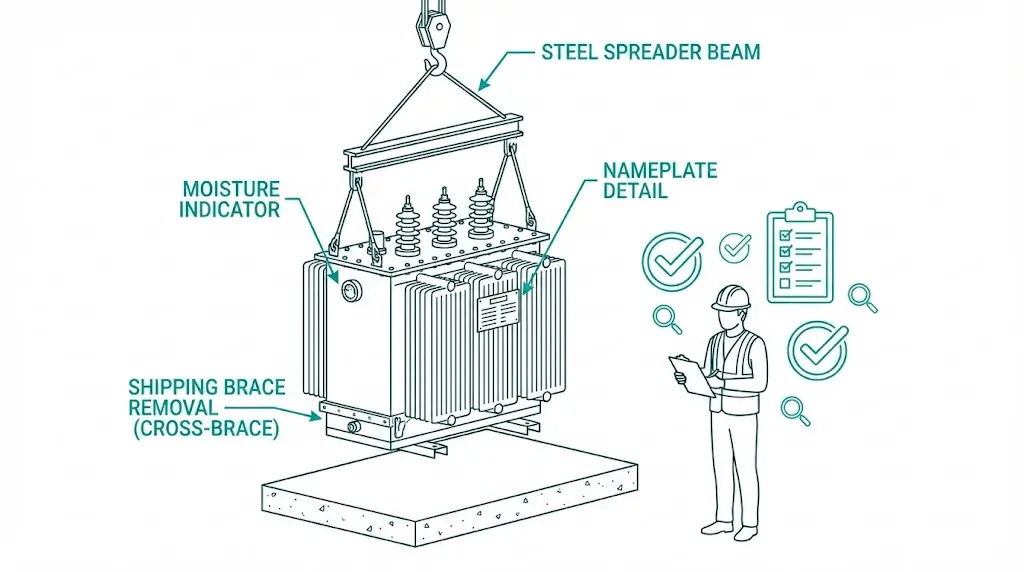
Per le unità riempite d'olio, controllare l'indicatore magnetico del livello dell'olio: la lancetta deve indicare la zona “fredda” o “di trasporto”. Esaminare la camera di raccolta del relè Buchholz per verificare la presenza di gas accumulati. I trasformatori a secco vengono forniti con schede di indicazione dell'umidità visibili attraverso le finestre di ispezione. Il blu indica livelli di umidità accettabili inferiori a 30% RH. Il colore rosa indica la presenza di umidità che deve essere eliminata prima dell'attivazione.
La documentazione fotografica si rivela essenziale per le richieste di risarcimento del trasporto e per le discussioni sulla garanzia del produttore. Includere le etichette di spedizione e le letture degli indicatori nel set fotografico. Per le specifiche complete sulla costruzione dei trasformatori di distribuzione, fare riferimento a Risorse tecniche sui trasformatori di distribuzione di XBRELE.
[Expert Insight: Osservazioni sul campo sui danni da trasporto].
- Le microfessure delle boccole in porcellana spesso appaiono solo in condizioni di illuminazione obliqua - ispezionare da più angolazioni
- Le infiltrazioni di olio sugli steli delle valvole indicano spesso danni agli O-ring dovuti a cicli di temperatura durante il trasporto.
- Gli indicatori d'urto posizionati sulla base del trasformatore rilevano gli impatti verticali; le unità montate lateralmente rilevano le forze laterali: controllate entrambe le posizioni.
- Le discrepanze tra le targhette dell'unità spedita e l'ordine di acquisto causano più ritardi nella messa in servizio che difetti effettivi.
I tempi del progetto slittano. Le sottostazioni non sono pronte. I permessi si bloccano. Quando un trasformatore deve attendere settimane o mesi prima dell'installazione, le condizioni di stoccaggio influiscono direttamente sul fatto che il trasformatore si attivi correttamente o che richieda un costoso ricondizionamento.
Soglie di stoccaggio al chiuso:
Lo stoccaggio all'aperto richiede una mitigazione attiva. Questo approccio dovrebbe rimanere temporaneo, possibilmente al di sotto dei 30 giorni.
Elevare i trasformatori su blocchi di calcestruzzo o su tavole di legno, a un'altezza minima di 150 mm dal piano di calpestio. Il contatto con l'acqua stagnante accelera la corrosione del serbatoio in pochi giorni. Utilizzare teloni di tipo industriale fissati contro il sollevamento del vento, ma lasciare i bordi inferiori parzialmente aperti: i contenitori completamente sigillati trattengono la condensa. I tappi delle boccole installati in fabbrica devono rimanere al loro posto per tutta la durata dello stoccaggio.
| Tipo di stoccaggio | Durata massima | Limite di umidità | Requisiti principali |
|---|---|---|---|
| Al chiuso (a clima controllato) | 12+ mesi | <60% RH | Ispezione visiva mensile |
| Interno (non controllato) | 6 mesi | <70% RH | Monitoraggio dell'essiccante, controlli dello sfiatatoio |
| All'aperto (protetto) | 30 giorni | N/A | Elevato, coperto da teli, controlli settimanali della pressione |
Monitoraggio della coltre di azoto si applica alle unità superiori a 1000 kVA. Controllare settimanalmente il manometro. L'intervallo accettabile è in genere compreso tra 0,2-0,5 bar di pressione positiva, anche se le specifiche del produttore variano. Se la pressione scende al di sotto della soglia, contattare il produttore prima di tentare la ricarica: una purezza dell'azoto o un contenuto di umidità non corretti introducono la contaminazione.
Il gel di silice dei trasformatori di tipo conservatore deve presentare una colorazione blu che indica un contenuto di umidità inferiore alla saturazione di 35%. Quando il gel diventa rosa, la sostituzione immediata impedisce il trasferimento dell'umidità al sistema di conservazione dell'olio. Il Serie IEC 60076 fornisce indicazioni fondamentali sui requisiti di movimentazione e stoccaggio dei trasformatori.
Un'adeguata preparazione del sito elimina la confusione che porta a compromettere l'installazione. Completate questi elementi prima della data di consegna del trasformatore.
Specifiche della fondazione in base alla classificazione:
| Potenza nominale (kVA) | Gamma di peso (kg) | Spessore del tampone | Dimensioni del cuscinetto |
|---|---|---|---|
| 100-315 | 800-1,800 | 150 mm | 1,5 m × 1,5 m |
| 500-1,000 | 2,000-4,000 | 200 mm | 2,0 m × 2,0 m |
| 1,250-2,500 | 4,500-8,000 | 250 mm | 2,5 m × 3,0 m |
La tolleranza di livello non deve superare ±5 mm sulla superficie della piastra. Prima del getto di calcestruzzo, verificare la posizione dei bulloni di ancoraggio in base ai disegni del produttore. Prevedere un tempo di maturazione minimo di 7 giorni in condizioni normali. Le disposizioni per il contenimento dell'olio, sia che si tratti di pareti di contenimento integrali o di collegamenti a sistemi di separazione olio-acqua, devono essere completate prima del posizionamento del trasformatore.
L'attrezzatura richiede precisione. Usare solo le alette di sollevamento designate. Non sollevare mai per le boccole, le staffe dei radiatori o le flange delle valvole. Le unità di peso superiore a 2.000 kg richiedono travi divaricatrici per mantenere gli angoli di imbracatura corretti. Mantenere un sollevamento rigorosamente verticale; caricando lateralmente le alette si rischia il cedimento della saldatura.
Abbassarsi lentamente sulla fondazione, senza cadere, anche da un'altezza di 50 mm. Allineare i fori della base con i bulloni di ancoraggio prima di trasferire completamente il peso. Controllare il livello in due direzioni perpendicolari. Installare i dadi dei bulloni di ancoraggio inizialmente a mano, quindi la coppia finale in sequenza incrociata secondo le specifiche del produttore.
Sequenza di collegamento delle boccole:

La comprensione del più ampio ecosistema di quadri elettrici aiuta a contestualizzare l'integrazione dei trasformatori. I principi di funzionamento dell'interruttore a vuoto dimostrare un'analoga attenzione all'integrità del sistema sigillato durante l'installazione.
[Expert Insight: Lezioni di installazione da oltre 200 progetti di messa in servizio].
- Le fondamenta irregolari causano errori nell'indicatore di livello dell'olio che persistono per tutta la durata di vita del trasformatore: verificare il livello prima e dopo il serraggio del bullone di ancoraggio
- I valori della coppia di serraggio delle boccole differiscono tra i terminali in alluminio e quelli in rame; fare sempre riferimento al materiale specifico della targhetta.
- La sollecitazione della terminazione del cavo sulle boccole causa più guasti alla porcellana che danni da trasporto: utilizzare un supporto per cavi adeguato entro 300 mm dal punto di connessione.
- Documentate fotograficamente la posizione del commutatore così come è stato installato; gli operatori spesso contestano le impostazioni iniziali durante il bilanciamento del carico.
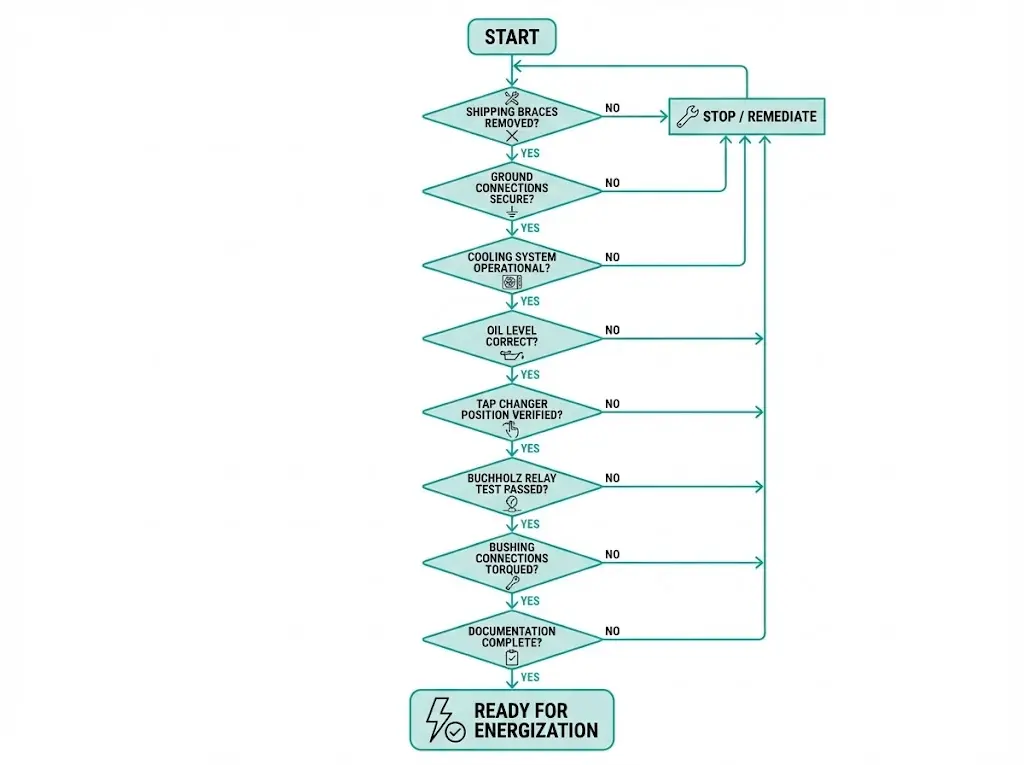
Prima di applicare la tensione, eseguire questa sequenza di conferma. Ogni voce rappresenta una modalità di guasto osservata durante la messa in servizio sul campo.
Verifica di tipo Go/No-Go:
Assemblaggio del pacchetto di documentazione supporta la firma della messa in servizio e la manutenzione futura:
Questa documentazione entra a far parte dell'archivio permanente del bene. In caso di richieste di garanzia o di indagini sui guasti, una documentazione incompleta sposta l'onere della prova sul proprietario. Per una guida sull'integrazione dei componenti del quadro elettrico, L'esperienza di XBRELE nella produzione di componenti fornisce ulteriori risorse tecniche.
L'esperienza sul campo rivela errori ricorrenti che le liste di controllo sistematiche mirano a prevenire:
| Errore | Conseguenza | Prevenzione |
|---|---|---|
| Bretelle di spedizione lasciate installate | Danni al nucleo/avvolgimento per espansione termica | Verificare la rimozione durante l'installazione - controllare l'interno del serbatoio se accessibile |
| Tappi delle boccole rimossi in anticipo | Contaminazione da umidità e detriti | Rimuovere solo al momento della connessione, mai giorni prima |
| Indicatore di umidità rosa ignorato | Rottura dell'isolamento sotto carico, spesso in poche ore | Risanamento obbligatorio prima della messa in tensione |
| Fondazioni non uniformi | Stress del serbatoio, errori dell'indicatore dell'olio, inefficienza del raffreddamento | Verifica del livello prima e dopo il posizionamento |
| Valori di coppia generici applicati | Collegamenti allentati che causano il riscaldamento o crepe nella porcellana | Utilizzare esclusivamente le specifiche del produttore |
| Coperta di azoto non monitorata | Perdita di atmosfera inerte, ingresso di umidità | Controlli settimanali del manometro durante lo stoccaggio |
L'ambito dell'ispezione di prealimentazione differisce fondamentalmente dalle prove di accettazione in fabbrica. I test in fabbrica verificano la conformità del progetto in condizioni controllate. Le ispezioni in loco confermano che il trasporto e lo stoccaggio non hanno compromesso la prontezza operativa. Questa distinzione richiede che il personale si concentri sui cambiamenti di condizione piuttosto che sui parametri assoluti di prestazione.
XBRELE progetta trasformatori di distribuzione per un impiego affidabile sul campo in applicazioni industriali, commerciali e di pubblica utilità. I protocolli di collaudo in fabbrica e i pacchetti di documentazione completi supportano i flussi di messa in servizio senza problemi.
Il supporto tecnico va oltre la consegna delle apparecchiature. Le domande di pre-alimentazione, le indicazioni per l'installazione e l'assistenza per la risoluzione dei problemi aiutano i team di messa in servizio a lavorare con fiducia.
Esplorare specifiche dei trasformatori di distribuzione e supporto tecnico applicativo per il vostro prossimo progetto.
D: Per quanto tempo un trasformatore può rimanere in deposito all'aperto prima di dover essere ricondizionato?
R: L'immagazzinamento protetto all'aperto non dovrebbe superare i 30 giorni; oltre questo periodo, il rischio di ingresso dell'umidità aumenta significativamente e i test di isolamento rivelano in genere un elevato contenuto di umidità che richiede procedure di trattamento o essiccazione dell'olio.
D: Cosa significa un indicatore di umidità rosa su un trasformatore a secco?
R: La colorazione rosa indica che l'umidità relativa all'interno dell'involucro ha superato i 30%, segnalando l'ingresso di umidità che compromette l'integrità dell'isolamento; le procedure di asciugatura devono essere completate prima della messa in tensione.
D: Perché la rimozione delle bretelle di spedizione è fondamentale prima della prima messa in tensione?
R: I sostegni interni limitano il movimento del nucleo e degli avvolgimenti durante il trasporto; quando il trasformatore si riscalda sotto carico, i componenti si espandono e colpiscono i sostegni fissi, causando danni meccanici agli avvolgimenti e alle strutture di bloccaggio del nucleo.
D: È possibile utilizzare valori di coppia standard per le connessioni a boccola?
R: Le boccole senza porcellana hanno limiti di sollecitazione specifici per il materiale e i requisiti di coppia differiscono tra i terminali in alluminio e quelli in rame; valori errati causano connessioni ad alta resistenza o crepe nella porcellana che possono manifestarsi solo quando inizia il ciclo termico.
D: Quale livello di olio deve avere un trasformatore in olio appena consegnato?
R: Il livello dell'olio indica in genere un valore leggermente inferiore al normale livello di funzionamento, poiché i produttori compensano l'espansione termica durante il trasporto in zone climatiche diverse; ci si aspetta che il livello aumenti dopo che il trasformatore ha raggiunto la temperatura ambiente del sito.
D: Con quale frequenza deve essere monitorata la pressione del mantello di azoto durante lo stoccaggio prolungato?
R: Le letture settimanali del manometro sono una pratica standard; il decadimento della pressione al di sotto dell'intervallo specificato dal produttore (in genere 0,2-0,5 bar positivi) indica un degrado della tenuta che richiede un'indagine prima della ricarica.
D: Quale documentazione deve accompagnare un trasformatore durante la messa in servizio?
R: Conservare i rapporti di prova di fabbrica, le fotografie delle ispezioni di spedizione, i certificati dell'olio in entrata, i registri delle coppie di serraggio per l'installazione, le misure di messa a terra e qualsiasi nota di non conformità: questo pacchetto supporta le richieste di garanzia e fornisce dati di base per futuri confronti diagnostici.