Hai bisogno delle specifiche complete?
Scarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogo
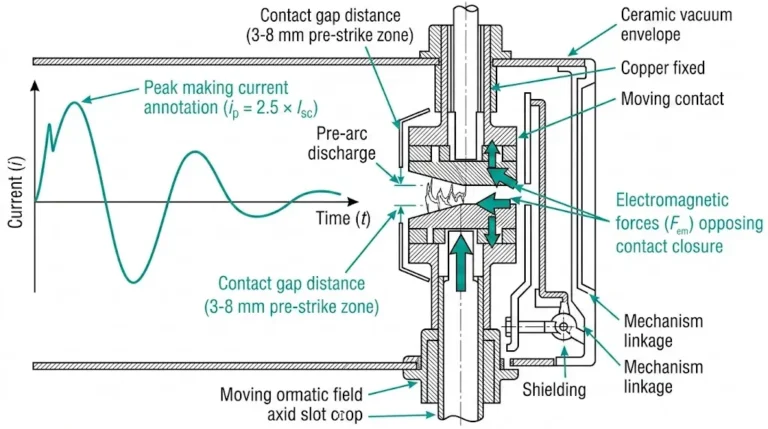
La camera di interruzione di un contattore sotto vuoto mantiene la pressione interna al di sotto di 10-³ Pa per ottenere la rigidità dielettrica necessaria per un'estinzione affidabile dell'arco. Quando questo vuoto si degrada, a causa di una lenta perdita o dell'erosione del contatto, il contattore perde la sua capacità di interrompere in modo sicuro le correnti di carico. Individuare le perdite della bottiglia del vuoto prima che si verifichi il guasto è la sfida principale per i team di manutenzione che lavorano con applicazioni di controllo motore a media tensione e di commutazione di condensatori.
Il degrado del vuoto segue due vie principali: il guasto della tenuta meccanica e la rottura metallurgica.
Le perdite meccaniche si verificano tipicamente nelle giunzioni brasate ceramica-metallo. I cicli termici inducono microfratture in queste guarnizioni ermetiche, che devono sopportare differenziali di temperatura di 80-120°C durante il normale servizio di commutazione, mantenendo tassi di perdita inferiori a 10-¹⁰ Pa-m³/s per tutta la durata operativa del dispositivo. Nelle valutazioni sul campo delle applicazioni industriali di controllo dei motori, questi guasti alle guarnizioni rappresentano la maggior parte delle perdite premature di vuoto.
Il secondo meccanismo riguarda il consumo del materiale di contatto. Le bottiglie sottovuoto per contattori utilizzano composizioni di contatti in CuCr o AgWC (carburo di argento e tungsteno) ottimizzate per l'intervallo di corrente 200-600 A. Ogni operazione di commutazione erode circa 0,1-0,5 μg di materiale di contatto, depositando condensa di vapore metallico sulle superfici interne della camera. Questa erosione si accumula per centinaia di migliaia di operazioni.
La relazione tra pressione del vuoto e capacità dielettrica segue la legge di Paschen. A pressioni superiori a 10-¹ Pa, il percorso libero medio delle molecole di gas si accorcia a sufficienza per sostenere una ionizzazione sostenuta, riducendo la tensione di rottura da oltre 30 kV a una tensione potenzialmente inferiore a quella nominale del contattore. Questa soglia segna il confine tra l'utilizzabile e il guasto. interruttore a vuoto assemblaggi.
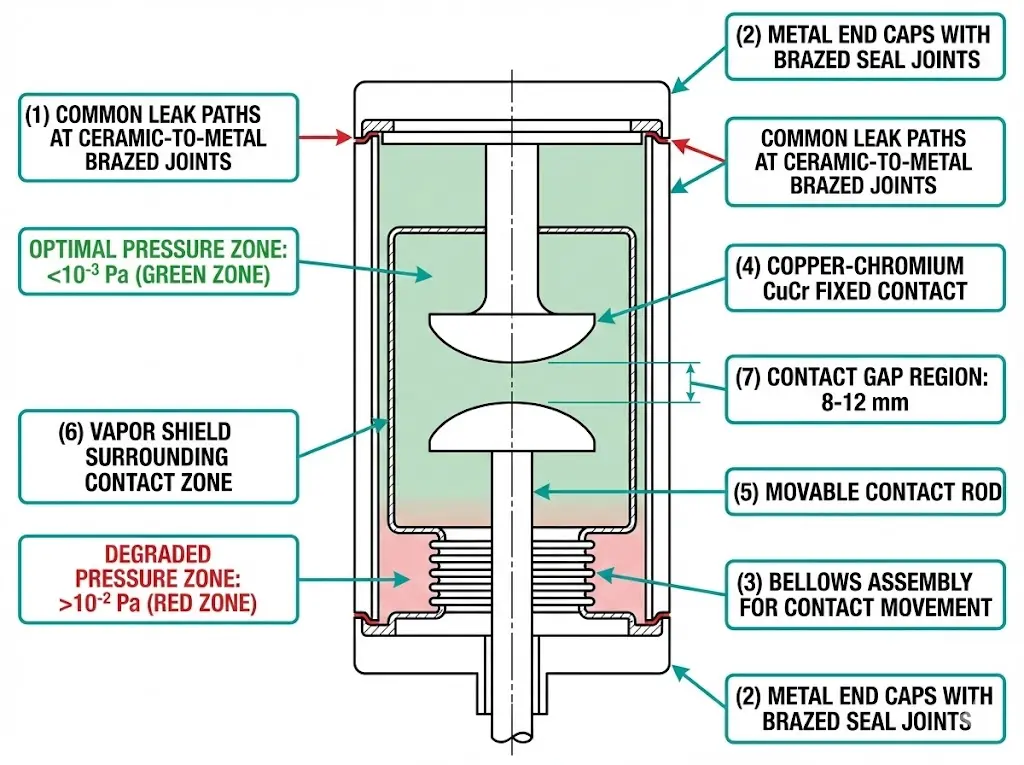
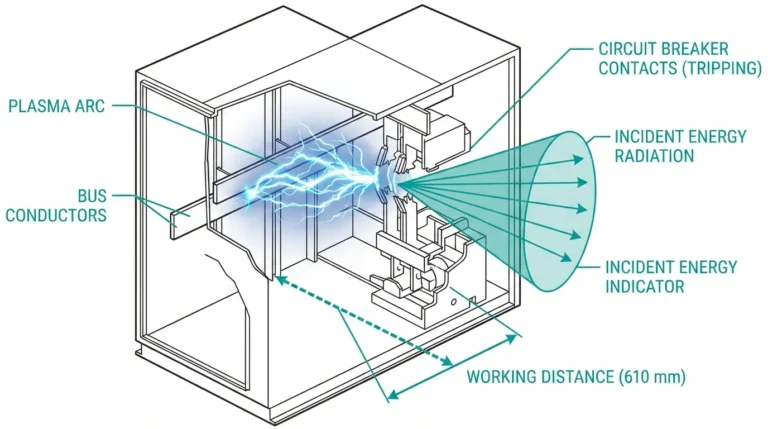
I test sistematici sul campo identificano il degrado del vuoto prima di un guasto catastrofico. Quando la pressione del vuoto supera i 10-² Pa, la rigidità dielettrica diminuisce drasticamente, compromettendo la capacità di estinzione dell'arco e la sicurezza del personale.
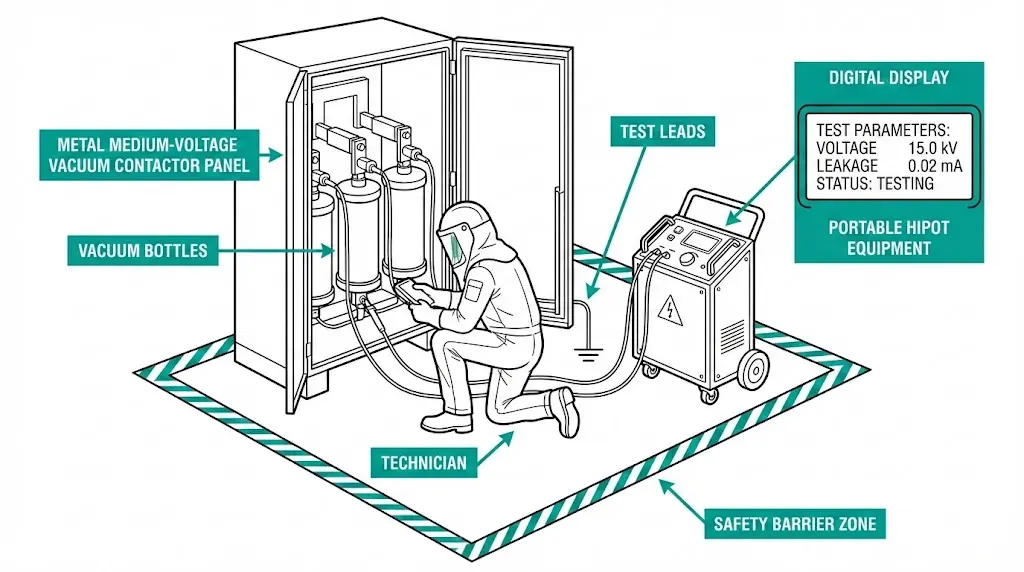
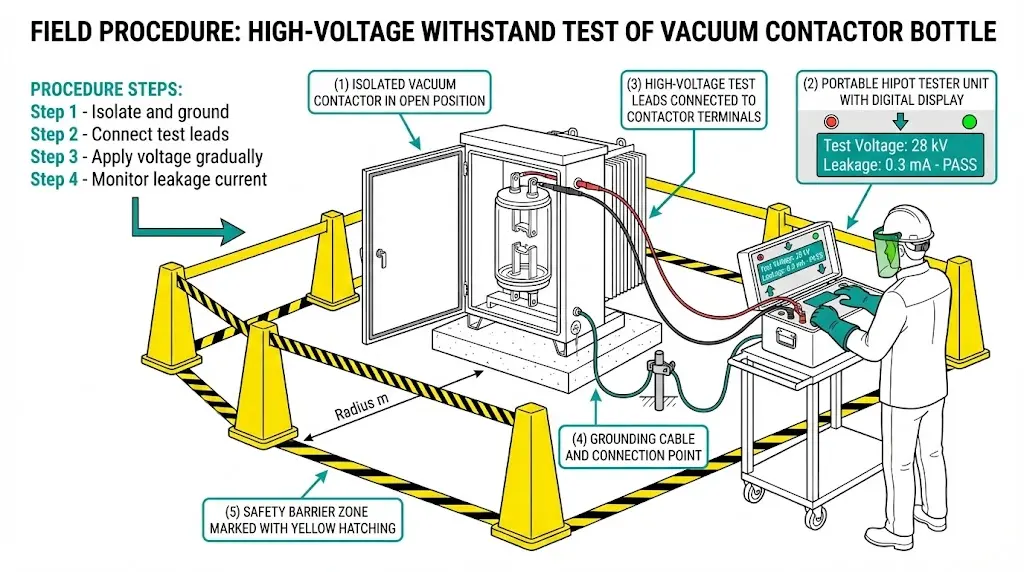
Il metodo più accessibile sul campo è il test di resistenza in corrente alternata o continua. Per un contattore sotto vuoto da 12 kV, si applica una tensione di prova di circa 28-32 kV sui contatti aperti per un minuto. [VERIFICARE LA NORMA: la norma IEC 62271-110 specifica i requisiti esatti di tensione di resistenza per i contattori di commutazione con carico induttivo].
Procedura sul campo:
Questo metodo rileva efficacemente la perdita di vuoto grossolana, ma presenta dei limiti. La degradazione parziale (pressione a 10-¹ Pa) può superare i test di resistenza, ma fallire in condizioni di guasto reali, dove l'estinzione dell'arco dipende in modo critico dalla qualità del vuoto.
Il test MAC rileva la degradazione del vuoto misurando l'emissione di raggi X quando i contatti si separano sotto tensione. Nelle bottiglie correttamente evacuate (pressione < 10-³ Pa), la ionizzazione è minima. All'aumentare della pressione, l'intensità dei raggi X aumenta proporzionalmente.
Le unità in campo funzionano tipicamente a 10-20 kV CC con una sensibilità tale da rilevare il degrado a 10-¹ Pa-well prima del guasto funzionale. Tuttavia, i tester MAC richiedono una formazione specializzata e un investimento in attrezzature che ne limita la disponibilità per la manutenzione ordinaria.
L'andamento della resistenza dei contatti fornisce un'indicazione indiretta della fine del ciclo di vita. I contatti nuovi in CuCr mostrano in genere una resistenza inferiore a 50 μΩ per polo. Nelle applicazioni con commutazioni frequenti che superano le 100.000 operazioni, i valori di resistenza che salgono a 150-200 μΩ indicano un'erosione significativa che richiede la sostituzione.
Questo metodo non misura direttamente il vuoto, ma segnala le condizioni che spesso accompagnano il degrado della tenuta.
[Expert Insight: Realtà dei test sul campo].
- I fattori ambientali influiscono significativamente sulla precisione: l'umidità superiore a 70% e le fluttuazioni di temperatura superiori a ±15°C compromettono l'affidabilità dei test ad alta tensione.
- Un singolo risultato “passato” fornisce solo una sicurezza puntuale, non una garanzia a lungo termine.
- Combinare più metodi quando possibile: hipot + resistenza di contatto + conteggio delle operazioni produce un valore predittivo migliore di qualsiasi singolo test.
- Documentate i valori di base al momento della messa in servizio; i dati di tendenza si rivelano più preziosi delle soglie assolute
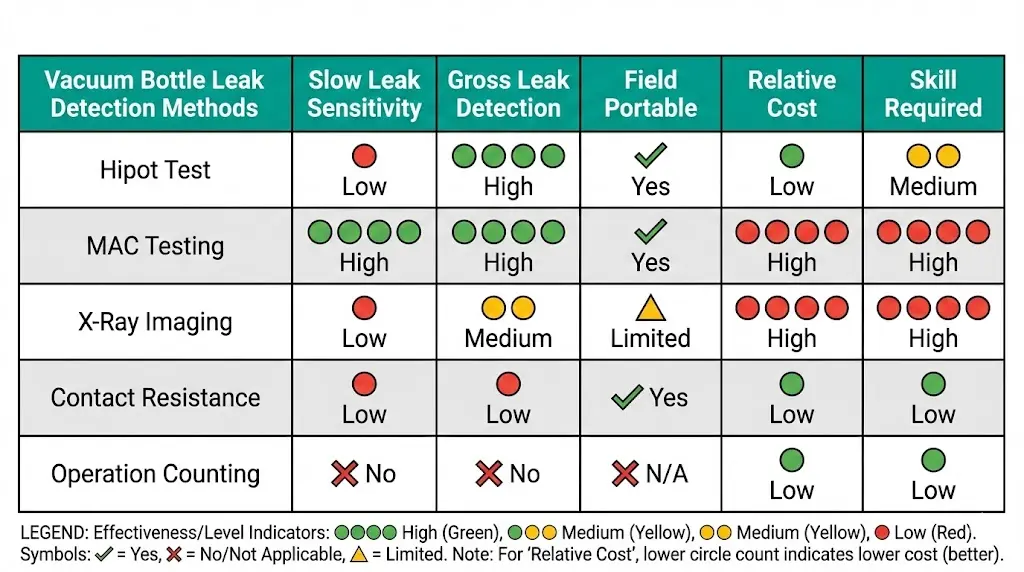
Nessun metodo sul campo garantisce l'individuazione di perdite incipienti. Ogni tecnica offre vantaggi e limiti specifici che le squadre di manutenzione devono soppesare rispetto alle risorse disponibili e alle conseguenze di un eventuale fallimento.
| Metodo di rilevamento | Rilevamento lento delle perdite | Rilevamento perdite lorde | Campo portatile | Costo relativo | Livello di abilità |
|---|---|---|---|---|---|
| AC/DC Hipot | Basso | Alto | Sì | Medio-basso | Medio |
| Test MAC | Medio-alto | Alto | Limitato | Alto | Alto |
| Imaging a raggi X | Alto | Alto | No | Molto alto | Specializzato |
| Resistenza di contatto | Solo indiretto | Solo indiretto | Sì | Basso | Basso |
| Operazione di conteggio | Predittivo | Predittivo | Sì | Minimo | Basso |
Per i programmi di manutenzione ordinaria, la combinazione pratica è costituita da test hipot, misurazione della resistenza di contatto e tracciamento del funzionamento. Questa triade individua la maggior parte delle modalità di guasto a costi ragionevoli. Riservate i metodi MAC o a raggi X alle applicazioni critiche in cui un'interruzione non programmata comporta gravi conseguenze: impianti di processo continui, alimentazione essenziale degli ospedali o linee di produzione ad alto valore.
L'esperienza sul campo ci ha insegnato che la valutazione delle bottiglie sottovuoto funziona meglio come analisi delle tendenze piuttosto che come determinazione di "pass/fail". Una bottiglia che mostra un calo della tensione di tenuta di 15% nell'arco di due anni merita un'attenzione maggiore rispetto a una che mantiene letture stabili, anche se entrambe superano attualmente le soglie minime.
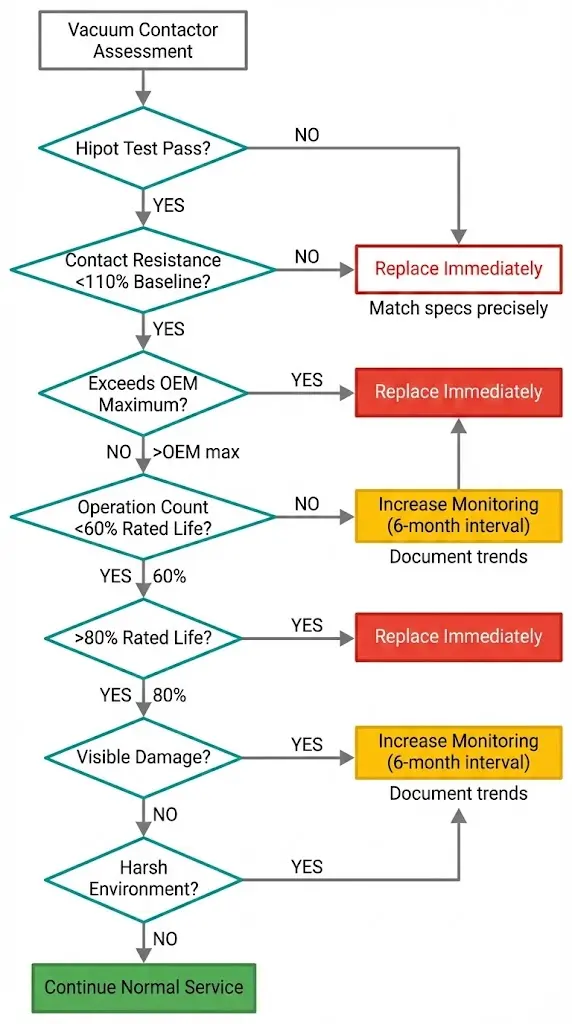
La traduzione dei risultati dei test in decisioni di manutenzione richiede criteri chiari. Il seguente quadro di riferimento si applica ai contattori sotto vuoto a media tensione in servizio industriale.
Tutte le condizioni devono essere soddisfatte:
Una qualsiasi di queste condizioni induce a un'osservazione più attenta:
Ogni singola condizione giustifica la sostituzione:
Le bottiglie sottovuoto sono sigillate in fabbrica e non sono ricondizionabili. La sostituzione sul campo comporta la sostituzione dell'intero gruppo di interruttori a vuoto. La lunghezza della corsa, la distanza tra i contatti e la tensione/corrente nominale corrispondono esattamente alle specifiche originali.
Tempi di consegna da produttori di contattori a vuoto in genere 8-16 settimane. Stock di gruppi di ricambio per applicazioni critiche in cui un'interruzione non programmata comporta conseguenze elevate.
Il riconoscimento onesto dei limiti dei test crea fiducia e impedisce un'eccessiva sicurezza nei risultati diagnostici.
Le microfessure possono propagarsi anche dopo i test. Una bottiglia sottovuoto che oggi supera tutti i test sul campo può fallire nel giro di pochi mesi se un difetto di tenuta si aggrava in seguito a continui cicli termici. Tutti i test sul campo forniscono istantanee in tempo reale, non garanzie predittive.
Le perdite lente a 10-⁴ Pa/anno possono non manifestare sintomi rilevabili per anni dopo il test iniziale. Quando il degrado diventa misurabile con metodi standard, la bottiglia potrebbe già avvicinarsi alla soglia critica di 10-² Pa.
La distanza di contatto, il design del soffietto, la composizione della ceramica e la geometria dello schermo al vapore differiscono in modo significativo tra i vari produttori. Le soglie di prova generiche potrebbero non essere applicabili a tutti. Fare sempre riferimento ai bollettini tecnici degli OEM per i modelli specifici.
Alcuni produttori offrono servizi di ri-test in fabbrica per le bottiglie rimosse, un'opzione preziosa per le applicazioni critiche in cui la conferma giustifica i costi logistici.
La norma IEC 62271-106 definisce i requisiti dei contattori a vuoto, ma non impone procedure specifiche di rilevamento delle perdite sul campo. IEEE C37.85 copre commutazione a vuoto metodi di prova dei dispositivi, ma si concentra principalmente sulle condizioni di laboratorio. I professionisti sul campo si affidano spesso alle linee guida dei produttori, combinate con le pubblicazioni dei gruppi di lavoro del settore di CIGRE e IEEE PES.
[VERIFICARE LA NORMA: IEC 62271-106 edizione attuale per le clausole specifiche relative ai requisiti di verifica dell'integrità del vuoto].
[Approfondimento degli esperti: quello che gli standard non vi dicono].
- I valori di resistenza IEC si basano su condizioni di laboratorio; le installazioni sul campo con sbalzi di temperatura, vibrazioni o contaminazione possono raggiungere prima il termine della vita utile.
- Circa il 12% dei guasti dei contattori a vuoto in ambito industriale è dovuto alla perdita di vuoto piuttosto che all'usura meccanica.
- La soglia di pressione di 10-² Pa è conservativa; il degrado funzionale inizia spesso a 10-¹ Pa in caso di commutazione ad alta corrente.
- Documentate tutto: una curva di tendenza crescente predice il fallimento in modo più affidabile di qualsiasi singola misura assoluta.
Una gestione efficace delle bottiglie sottovuoto combina una verifica sistematica con una pianificazione logistica pratica.
Per le applicazioni che richiedono interruttore automatico sottovuoto o soluzioni di contattori con prove documentate di integrità del vuoto, collaborare con produttori che forniscono certificati di prova in fabbrica e supporto tecnico per programmi di valutazione sul campo.
[INIZIO BLOCCO HTML]
Per le applicazioni con interruttori e contattori sotto vuoto, le soglie seguenti indicano condizioni di fine vita che richiedono la sostituzione immediata:
[FINE BLOCCO HTML]
| Tipo di applicazione | Metodi consigliati | Frequenza del test |
|---|---|---|
| Industria generale | Hipot + Resistenza di contatto | Annuale |
| Processo critico | Hipot + MAC + Resistenza di contatto | Semestrale |
| Sistemi di sicurezza | Suite completa, compresa la radiografia | Secondo le specifiche del produttore |
Riferimento esterno: IEC 62271-106 - Norma IEC 62271-106 per contattori in c.a.
D: Come si verifica la tenuta di una bottiglia di un contattore a vuoto sul campo?
A: Applicare una tensione di hipot CA o CC sui contatti aperti a 80% del livello di resistenza nominale mentre si monitora la corrente di dispersione. Valori superiori a 1 mA o flashover al di sotto della tensione di soglia indicano un degrado del vuoto che richiede ulteriori indagini o la sostituzione.
D: Quali sono le cause della perdita di vuoto delle bottiglie del contattore nel tempo?
R: I cicli termici sollecitano le guarnizioni brasate ceramica-metallo, creando microfessure che consentono un lento ingresso dell'aria. L'elevata frequenza di commutazione accelera l'affaticamento del soffietto, mentre l'erosione da contatto rilascia particelle metalliche che possono compromettere le superfici interne.
D: Quanto durano in genere le bottiglie dei contattori sottovuoto?
R: La maggior parte dei produttori valuta i contattori sotto vuoto per 1-3 milioni di operazioni meccaniche e 50.000-200.000 operazioni elettriche alla corrente nominale. La durata effettiva dipende in larga misura dalla frequenza di commutazione, dai livelli di corrente e dalle condizioni ambientali, compresa l'entità delle oscillazioni di temperatura.
D: Una bottiglia sottovuoto che supera il test hipot può comunque fallire in servizio?
R: Sì. Il test Hipot rileva la perdita di vuoto grossolana, ma può non notare una degradazione parziale. Una bottiglia con una pressione limite (circa 10-¹ Pa) potrebbe superare il test di resistenza ma non riuscire a interrompere la corrente di guasto, dove l'estinzione dell'arco dipende in modo critico dalla qualità del vuoto.
D: È possibile riparare o rimettere a nuovo una bottiglia sottovuoto che perde?
R: No. I gruppi di interruzione del vuoto sono unità sigillate in fabbrica che non possono essere ri-evacuate o riparate sul campo. La perdita di vuoto rilevata richiede la sostituzione completa del gruppo bottiglia del vuoto con un'unità corrispondente alle specifiche.
D: Quali fattori ambientali accelerano la degradazione del vuoto?
R: Le escursioni termiche giornaliere superiori a 40°C, l'umidità ambientale superiore a 85%, le vibrazioni significative causate dalle apparecchiature adiacenti e l'esposizione all'aria salata nelle installazioni costiere sollecitano le guarnizioni e ne accelerano il degrado oltre i tassi previsti in ambienti controllati.
D: In che modo i team di manutenzione devono dare priorità ai test del vuoto su più contattori?
R: La priorità si basa sulle conseguenze di un guasto e sul carico di lavoro accumulato. I contattori di processo critici, le unità con un elevato numero di operazioni che si avvicinano al 60% della vita nominale e le apparecchiature in ambienti difficili richiedono test più frequenti rispetto ai contattori generici in condizioni favorevoli.