Hai bisogno delle specifiche complete?
Scarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogo
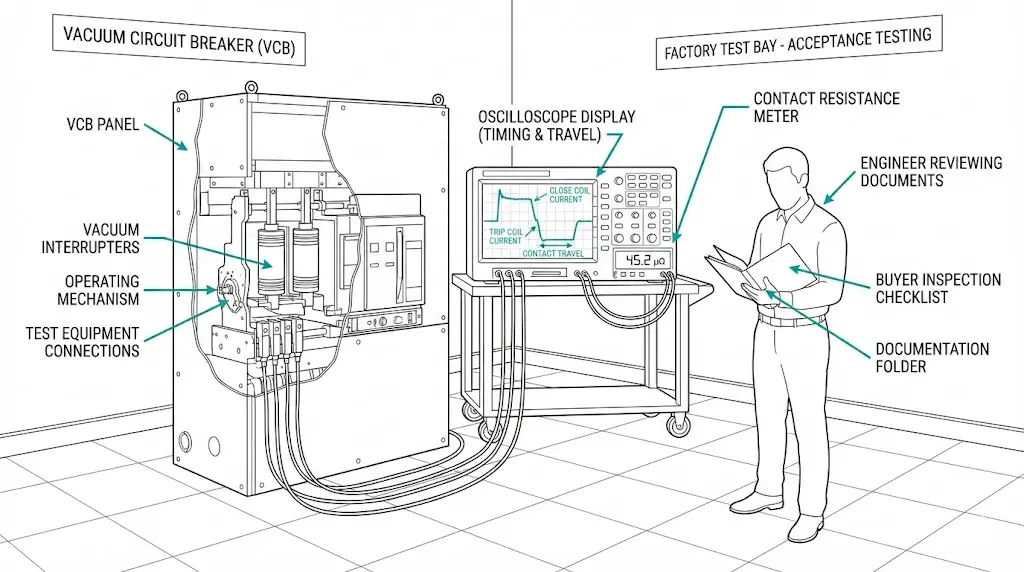
Un ingegnere addetto all'approvvigionamento entra nell'area di prova del produttore. Tre pannelli di interruttori sotto vuoto sono pronti per l'ispezione. L'ingegnere addetto ai test presenta una cartella di documentazione, ma c'è tutto dentro?
La mancanza di documenti al collaudo di accettazione in fabbrica crea problemi che si aggravano durante il ciclo di vita del progetto. Un certificato di collaudo assente ritarda la spedizione. I registri incompleti dei test di routine scatenano controversie durante la messa in servizio. Un numero di serie non corrispondente invalida le richieste di garanzia anni dopo.
Questa guida fornisce il quadro completo di accettazione FAT/SAT per l'acquisto di interruttori sotto vuoto. Troverete liste di controllo dei documenti, parametri dei fogli di prova con soglie di accettazione e un protocollo di firma dell'acquirente pronto per la prossima visita in fabbrica o per la messa in servizio del sito.
Un pacchetto di accettazione FAT/SAT per apparecchiature VCB rappresenta il portafoglio completo di documentazione che convalida le prestazioni degli interruttori in vuoto prima della spedizione e dopo l'installazione in loco. Per gli addetti agli acquisti che valutano i dispositivi di commutazione di media tensione, questo pacchetto di accettazione serve come prova contrattuale che l'interruttore in vuoto soddisfa i valori nominali specificati, che in genere coprono capacità di interruzione da 25 kA a 50 kA a classi di tensione di 12 kV, 24 kV o 36 kV.
Test di accettazione in fabbrica (FAT) avviene presso lo stabilimento del produttore, dove apparecchiature di prova specializzate convalidano la capacità di estinzione dell'arco elettrico dell'interruttore a vuoto. Circuiti di prova sintetici in grado di generare una corrente asimmetrica di picco di 100 kA verificano le prestazioni di interruzione in condizioni controllate. Test di accettazione del sito (SAT) conferma che il trasporto, la movimentazione e l'installazione non hanno compromesso l'integrità operativa.
La distinzione è importante. Il FAT individua i difetti di produzione prima che l'apparecchiatura lasci la fabbrica. Il SAT identifica i danni da trasporto, gli errori di installazione e i problemi specifici del sito prima della messa in tensione.
| Parametro | GRASSO | SAT |
|---|---|---|
| Posizione | Area di prova del produttore | Sito del progetto |
| Tempistica | Prima della spedizione | Dopo l'installazione |
| Scopo primario | Verifica della qualità di produzione | Confermare l'integrità dell'installazione |
| Testimoni | Rappresentante dell'acquirente (facoltativo) | Acquirente + ingegnere addetto alla messa in servizio |
| Documenti generati | Certificati di prova di tipo, registri di prova di routine | Test di isolamento, coordinamento dei relè |

La struttura della documentazione del pacchetto di accettazione segue i requisiti delineati nella norma IEC 62271-100 per le apparecchiature di commutazione e controllo ad alta tensione, che prevede come documenti minimi da consegnare i rapporti di prova del tipo, i certificati di prova di routine e i manuali di istruzione. Per gli acquirenti che lavorano con produttori di interruttori automatici sottovuoto, La richiesta di questa documentazione completa in anticipo evita ritardi durante l'esecuzione del progetto.
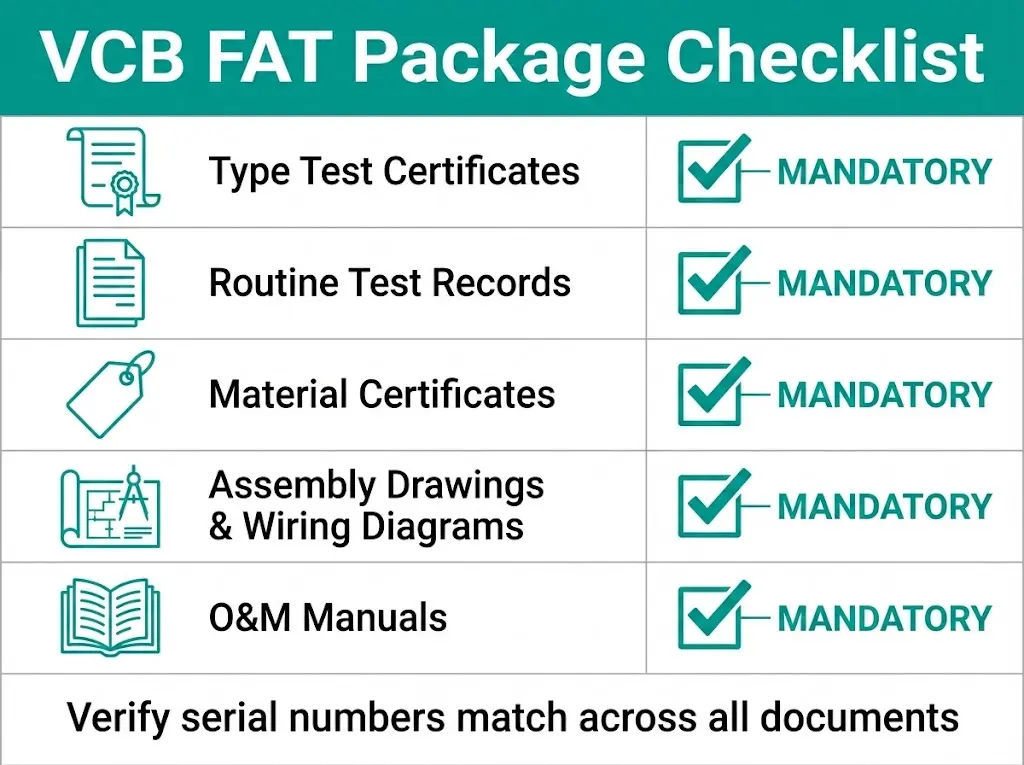
Un pacchetto FAT completo contiene cinque categorie di documenti. Ognuna di esse ha uno scopo di verifica distinto.
Certificati di prova del tipo convalidano che il progetto del VCB soddisfa i requisiti di resistenza dielettrica, capacità di interruzione dei cortocircuiti e limiti di resistenza meccanica. Questi certificati si applicano al progetto del prodotto, non alla singola unità. Verificare che la designazione del modello di certificato corrisponda esattamente all'ordine di acquisto. Un certificato per “VCB-12/630-25” non copre “VCB-12/1250-31.5”.”
Registri dei test di routine documentare i test eseguiti su ogni unità prodotta. Secondo la norma IEC 62271-100, i test di routine comprendono:
Certificati di materiale forniscono la tracciabilità dei componenti critici. I numeri di lotto delle interruzioni sotto vuoto, le certificazioni delle leghe di contatto in rame e cromo e le specifiche dei materiali di isolamento epossidico diventano essenziali per le richieste di garanzia e l'analisi dei guasti.
Disegni di montaggio e schemi di cablaggio includere diagrammi a linea singola, schemi dei circuiti di controllo e designazioni dei terminali secondo i simboli IEC 60617. Specificare i requisiti di formato dei disegni nel contratto d'acquisto: i produttori possono adottare standard locali che creano problemi di interpretazione durante la messa in servizio.
Manuali di funzionamento e manutenzione devono essere forniti nella lingua specificata nel contratto. Questi documenti comprendono i programmi di manutenzione, i punti di lubrificazione, gli elenchi delle parti di ricambio e le istruzioni di stoccaggio per i periodi di magazzino prolungati.
| Documento | Classificazione | Punto di verifica |
|---|---|---|
| Certificato di prova del tipo | Obbligatorio | La designazione del modello corrisponde a PO |
| Registri dei test di routine | Obbligatorio | Il numero di serie corrisponde all'unità |
| Certificati di materiale | Obbligatorio | Tracciabilità del lotto dei componenti |
| Disegni di montaggio | Obbligatorio | Revisione attuale, lingua corretta |
| Manuale O&M | Obbligatorio | Lingua del contratto, contenuto completo |
| Foto di fabbrica | Opzionale | Registrazione visiva dell'assemblaggio |
[Approfondimento degli esperti: verifica dei documenti FAT].
- Richiedete le copie del certificato di prova del tipo 2 settimane prima della visita FAT per verificare la corrispondenza del modello.
- Controllare le date di registrazione dei test di routine: i test eseguiti mesi prima della visita possono indicare la presenza di scorte rinnovate.
- Confermare che i numeri di lotto del certificato del materiale appaiano sulle targhette effettive dell'interruttore a vuoto
- Fotografare tutte le targhette durante la FAT per conservare i dati del progetto.
La comprensione della fisica alla base di ogni test di routine consente agli acquirenti di valutare i risultati in modo significativo, anziché limitarsi a spuntare le caselle.
Test di resistenza alla tensione di alimentazione in frequenza verifica la rigidità dielettrica dell'isolamento principale. Il test applica una tensione di un minuto sui contatti aperti e tra le fasi e la terra. Per i VCB da 12 kV, la tensione di prova raggiunge i 28 kV di frequenza di alimentazione e i 75 kV di impulso da fulmine [VERIFICARE LA NORMA: IEC 62271-1 Tabella 2 per i valori esatti per classe di tensione]. Criteri di superamento: nessun flashover, nessuna scarica parziale sostenuta.
Misurazione della resistenza di contatto conferma le basse perdite I²R alla corrente nominale. Il test inietta almeno 100 A CC attraverso i contatti principali mentre si misura la caduta di tensione. Per i VCB di classe 12 kV con contatti nuovi, i valori accettabili sono inferiori a 50 μΩ per fase. Letture più elevate indicano contaminazione della superficie dei contatti, pressione insufficiente o difetti di fabbricazione. Questo parametro influisce direttamente sull'aumento della temperatura durante il funzionamento in corrente continua.
Test di temporizzazione misura il tempo di apertura, il tempo di chiusura e la simultaneità delle fasi. I VCB a 12 kV azionati a molla mostrano tipicamente:
La tempistica influisce sul coordinamento della protezione. Un interruttore inaspettatamente lento può non riuscire a eliminare i guasti entro i margini di coordinamento dei relè a monte.
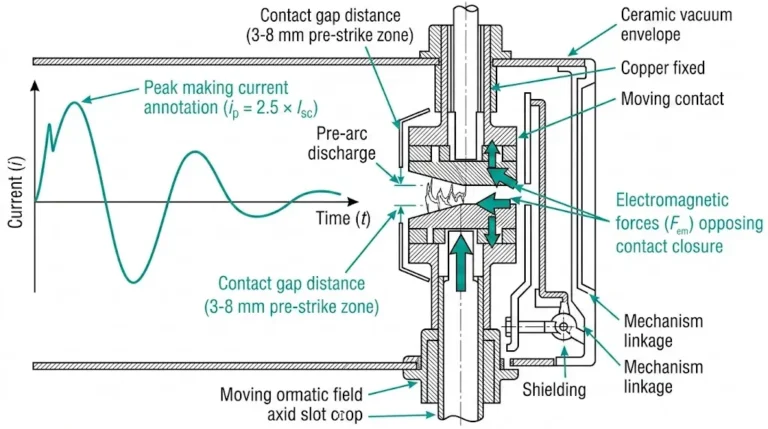
Controllo dell'integrità dell'interruttore del vuoto conferma che il mezzo di estinzione dell'arco rimane al di sotto della soglia di pressione richiesta, tipicamente 10-² Pa. Si applicano due metodi:
Per una comprensione più approfondita del processo di estinzione dell'arco voltaico, si consiglia di consultare il documento principio di funzionamento degli interruttori in vuoto.
Le condizioni del sito differiscono in modo sostanziale dalle aree di prova della fabbrica. Le variazioni di temperatura, l'umidità, l'altitudine e la contaminazione influiscono sulle prestazioni dell'isolamento. Il trasporto introduce stress meccanici. L'installazione comporta errori umani.
Ispezione visiva pre-commissione catturare i danni da trasporto prima di eseguire il test elettrico. Verificare la presenza di:
Misura della resistenza di isolamento utilizza un megger da 5 kV CC per apparecchiature di classe 12 kV. Le letture accettabili superano i 1.000 MΩ a 20°C ambiente. La temperatura e l'umidità influiscono sui risultati - le installazioni sulla costa durante la stagione dei monsoni possono mostrare letture più basse che richiedono una correzione della temperatura. Documentare le condizioni ambientali insieme ai valori misurati.
Test di iniezione primaria verifica il rapporto e la polarità del TA utilizzando un set di test ad alta corrente. In questo modo si conferma che i relè di protezione ricevono l'entità della corrente e il rapporto di fase corretti. L'inversione della polarità del TA provoca il malfunzionamento della protezione direzionale.
Verifica del coordinamento dei relè di protezione utilizza l'iniezione secondaria per confermare che le impostazioni di scatto corrispondono allo studio di coordinamento. Documentare i valori di prelievo effettivi e confrontarli con le specifiche di progetto.
Test del circuito di interblocco e controllo verifica:

Per le installazioni al di sopra dei 1.000 m di altitudine, applicare fattori di declassamento ai livelli di tensione del test di isolamento. I siti ad alta quota presentano una densità dell'aria ridotta, che abbassa le soglie di flashover esterno. Il Guida alla scelta tra VCB indoor e outdoor affronta in dettaglio le considerazioni ambientali.
[Approfondimento degli esperti: realtà del campo SAT].
- Programmare il SAT in condizioni di tempo stabile: la pioggia ritarda di giorni le prove sui quadri elettrici esterni.
- Portare batterie megger di riserva; l'alimentazione del sito potrebbe non essere disponibile durante la pre-commissione.
- Le letture di basso isolamento dopo la spedizione via mare spesso si riprendono dopo 24-48 ore in condizioni di asciutto.
- Fotografare tutte le targhette e le configurazioni di prova per i registri di risoluzione delle controversie.
La lista di controllo da firmare trasforma il test di accettazione da osservazione in impegno contrattuale. Una volta firmata, la responsabilità passa dal produttore all'acquirente.
Verifica della completezza dei documenti conferma che ogni elemento del pacchetto FAT è presente, correttamente datato e abbinato ai numeri di serie delle unità. Utilizzare un formato a matrice:
| Documento | Presente | Corrispondenza seriale | Rev. attuale | Firma di accettazione |
|---|---|---|---|---|
| Tipo Test Cert | ☐ | ☐ | ☐ | _______ |
| Registro dei test di routine | ☐ | ☐ | ☐ | _______ |
| Certificati di materiale | ☐ | ☐ | ☐ | _______ |
| Disegni | ☐ | ☐ | ☐ | _______ |
| Manuale O&M | ☐ | ☐ | ☐ | _______ |
Firma dell'ispezione visiva La verifica riguarda l'accuratezza della targhetta, la qualità della verniciatura, le condizioni delle boccole e il funzionamento della maniglia del meccanismo. Azionare la maniglia di chiusura/apertura manuale durante la testimonianza FAT: ciò rivela la presenza di legature o disallineamenti prima della spedizione.
Conferma del testimone del test documenta la vostra presenza durante i test di routine. La maggior parte dei contratti prevede il diritto di testimoniare con 2-4 settimane di anticipo. Portate con voi la copia dell'ordine di acquisto, le specifiche tecniche e la macchina fotografica. Alcuni produttori richiedono la documentazione della presenza del testimone per l'attivazione della garanzia.
Gestione dei rapporti di non conformità (NCR) risolvere i fallimenti dei test o le lacune nella documentazione:
Prima della presenza di FAT, prepararsi utilizzando l'opzione Lista di controllo VCB RFQ per verificare la completezza dell'ordine di acquisto.

L'esperienza sul campo di decine di test di accettazione VCB rivela problemi ricorrenti. Anticipando queste carenze si evita l'impatto sulla pianificazione.
Certificati di prova del tipo mancanti o non corrispondenti sono le carenze FAT più frequenti. I produttori talvolta forniscono certificati per modelli simili anziché per l'esatta variante ordinata. Prevenzione: specificare l'esatta designazione del modello nell'ordine di acquisto e richiedere una copia del certificato prima del viaggio.
Deviazioni temporali oltre la soglia di tolleranza indicano problemi di regolazione del meccanismo, affaticamento della molla o degrado del lubrificante. I VCB nuovi di fabbrica che mostrano tempi fuori tolleranza richiedono un'indagine prima dell'accettazione. Prevenzione: assistere personalmente al test di temporizzazione e richiedere una nuova regolazione e un nuovo test se al limite.
Problemi di lingua e formato della documentazione creare ritardi nella messa in servizio quando i manuali arrivano in una lingua che il team di manutenzione non è in grado di leggere o i disegni utilizzano standard di simboli sconosciuti. Prevenzione: specificare esplicitamente nel contratto di acquisto la lingua della documentazione e lo standard dei disegni (IEC 60617).
Scoperti danni da trasporto al SAT rappresenta il difetto più costoso: l'apparecchiatura è già stata spedita, l'installazione è stata completata e poi sono stati riscontrati dei danni. Le boccole incrinate a causa delle vibrazioni, l'ingresso di umidità a causa di un imballaggio inadeguato o il disallineamento del meccanismo dovuto a un uso improprio richiedono una valutazione da parte del produttore e una potenziale spedizione di ritorno. Prevenzione: specificare i requisiti di imballaggio, richiedere un'assicurazione per la spedizione e condurre un'ispezione al ricevimento prima dell'installazione.
XBRELE fornisce interruttori sottovuoto con pacchetti di accettazione FAT/SAT completi che soddisfano gli standard di approvvigionamento internazionali. Il nostro pacchetto di documentazione comprende:
Il supporto tecnico va oltre la consegna. La nostra guida alla messa in servizio assiste il vostro team durante l'esecuzione del SAT, mentre i tecnici dell'assistenza sul campo restano a disposizione per gli scenari di installazione più complessi.
Contattate XBRELE per ottenere quotazioni di VCB che includano le specifiche della documentazione di accettazione in base ai requisiti del vostro progetto.
Riferimento esterno: IEC 60071 - Coordinamento dell'isolamento IEC 60071
Qual è la differenza tra FAT e SAT per gli interruttori sotto vuoto?
Il FAT verifica la qualità della produzione in fabbrica prima della spedizione, mentre il SAT conferma che il trasporto e l'installazione non hanno degradato le prestazioni sul sito del progetto: entrambe le fasi catturano diverse categorie di difetti.
Con quanto anticipo gli acquirenti devono programmare la partecipazione ai testimoni FAT?
La maggior parte dei produttori richiede un preavviso di 2-4 settimane per la programmazione dei test di verifica, anche se per progetti complessi con più pannelli VCB possono essere necessarie più di 6 settimane per coordinare le sequenze di produzione con la disponibilità degli acquirenti.
Quale valore di resistenza di contatto indica un problema in un nuovo VCB da 12 kV?
Valori superiori a 50 μΩ per fase giustificano un'indagine; valori superiori a 80 μΩ richiedono tipicamente un'ispezione della superficie di contatto o una regolazione della pressione del meccanismo prima dell'accettazione.
La documentazione FAT può sostituire il test SAT?
No-SAT verifica specificamente che il trasporto, la manipolazione e l'installazione non abbiano introdotto nuovi difetti; i risultati dei test di fabbrica non possono prevedere le condizioni successive alla spedizione.
Quali sono le possibilità di ricorso se il produttore si rifiuta di correggere le carenze della FAT?
Gli acquirenti possono trattenere il rilascio della pietra miliare del pagamento, invocare le clausole penali del contratto o ricorrere alla risoluzione formale delle controversie; documentare tutte le carenze fotograficamente e per iscritto durante la visita FAT.
Per quanto tempo deve essere conservata la documentazione di accettazione della VCB?
Conservare i registri FAT/SAT completi per l'intera durata di vita dell'apparecchiatura, in genere 20-30 anni, poiché questi documenti supportano le richieste di garanzia, le indagini sui guasti e l'eventuale pianificazione della sostituzione.
L'altitudine influisce sui criteri di accettazione del test SAT?
Sì - Le installazioni al di sopra dei 1.000 m richiedono fattori di declassamento per le tensioni di prova dell'isolamento e possono presentare prestazioni termiche diverse; fare riferimento alle tabelle di correzione dell'altitudine del produttore durante la valutazione SAT.