Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
Un transformateur de distribution quitte l'usine sous la forme d'un bien testé et certifié. Ce qui se passe entre l'expédition et la première mise sous tension détermine souvent la valeur de cette certification.
Les données recueillies sur le terrain par les équipes de mise en service révèlent une tendance constante : 15-20% des défaillances précoces des transformateurs ne sont pas dues à des défauts de conception ou de fabrication, mais à des dommages dus au transport, à un stockage inadéquat ou à des erreurs d'installation. Ces défaillances entraînent des coûts qui vont bien au-delà de l'unité elle-même : retards dans les projets, achats d'urgence, litiges entre entrepreneurs et complications liées à la garantie, qui épuisent les ressources pendant des mois.
Ce guide aborde les aspects non liés aux essais de la pré-alimentation des transformateurs. Le cadre de la liste de contrôle vise les transformateurs de distribution de 10 kV à 35 kV, de 100 kVA à 2500 kVA, qui sont les chevaux de bataille des installations industrielles, des bâtiments commerciaux et des réseaux de distribution des services publics. Chaque phase permet de se préparer aux essais électriques qui suivent. Si vous sautez une étape, les résultats des tests ne sont plus fiables. Exécutez-la minutieusement et la mise en service se déroulera sans surprise.
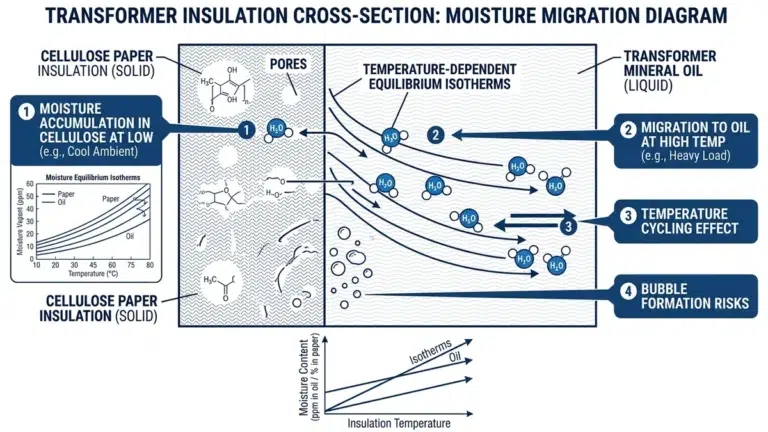
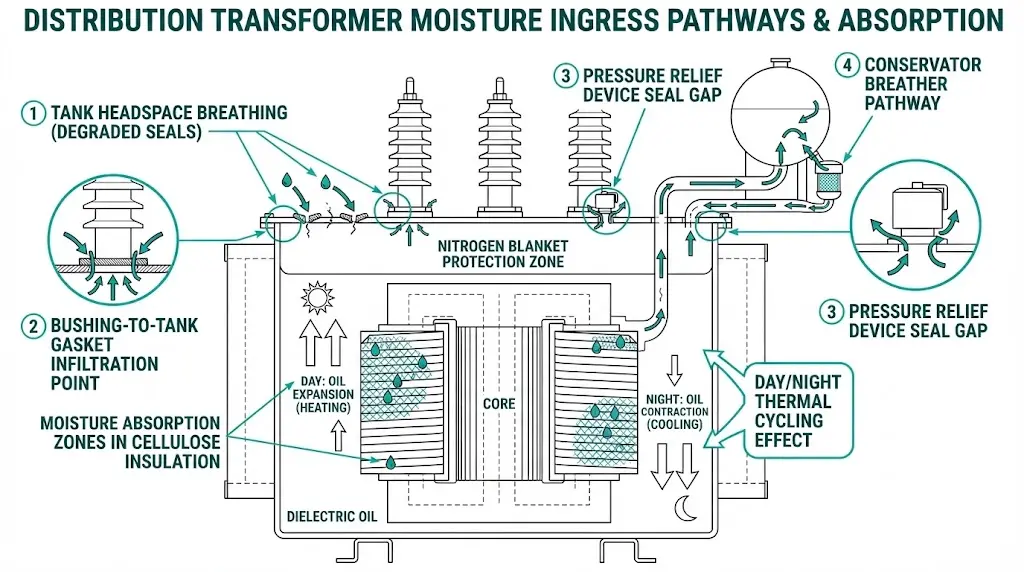
La pénétration d'humidité représente la principale menace pour l'intégrité de l'isolation des transformateurs pendant les phases de pré-alimentation. Lors d'évaluations sur le terrain dans plus de 80 sous-stations de services publics, les transformateurs stockés de manière inappropriée pendant des périodes supérieures à 6 mois présentent systématiquement une teneur en humidité élevée dans les échantillons d'huile - atteignant souvent 25 à 35 ppm par rapport au seuil acceptable de ≤10 ppm pour un équipement neuf.
Le papier isolant à base de cellulose qui enveloppe les enroulements des transformateurs agit comme un matériau hygroscopique avec une affinité significative pour l'humidité. Dans des conditions ambiantes typiques de 25°C et de 60% d'humidité relative, le papier kraft atteint une teneur en humidité d'équilibre d'environ 6-8% en poids. Cette absorption d'humidité accélère la dégradation diélectrique par hydrolyse, réduisant à la fois le degré de polymérisation et la résistance mécanique du système d'isolation.
Pendant le transport, les cycles thermiques créent la voie d'accès à l'humidité la plus problématique. Les différences de température entre le jour et la nuit - souvent de l'ordre de 15 à 25°C - entraînent des cycles de respiration dans l'espace de tête de la cuve du transformateur. L'humidité atmosphérique pénètre par des joints inadéquats pendant les périodes de refroidissement, lorsque la pression interne tombe en dessous de la pression ambiante. Le maintien d'une pression d'azote positive de 20 à 35 kPa dans les réservoirs scellés empêche ce mécanisme d'infiltration.
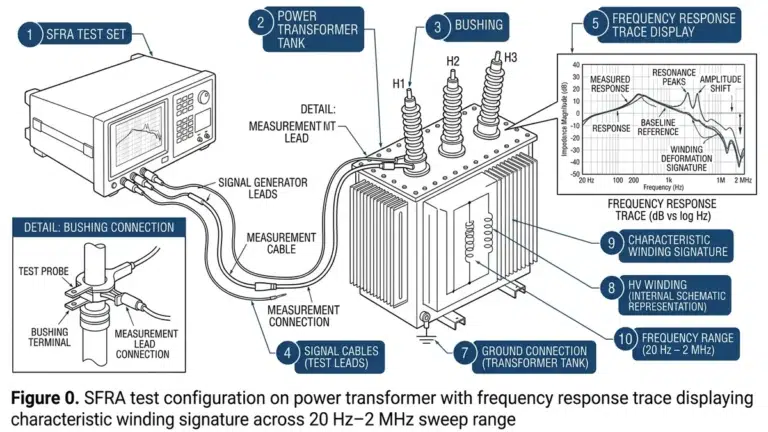
Les contraintes mécaniques aggravent les problèmes d'humidité. Les fréquences des vibrations de transit sont généralement comprises entre 5 et 200 Hz, ce qui peut desserrer les structures de serrage du noyau et modifier la position des enroulements. Les dommages dus à l'impact se manifestent dans trois catégories principales : le déplacement de l'enroulement détectable par l'analyse de la fonction de transfert, la compression des joints due aux cycles thermiques et la pénétration de la contamination par des dispositifs de décharge de pression mal scellés. La brochure technique 445 du CIGRE montre que 12% des défaillances de transformateurs au cours de la première année sont liées à des procédures inadéquates de vérification avant la mise sous tension.
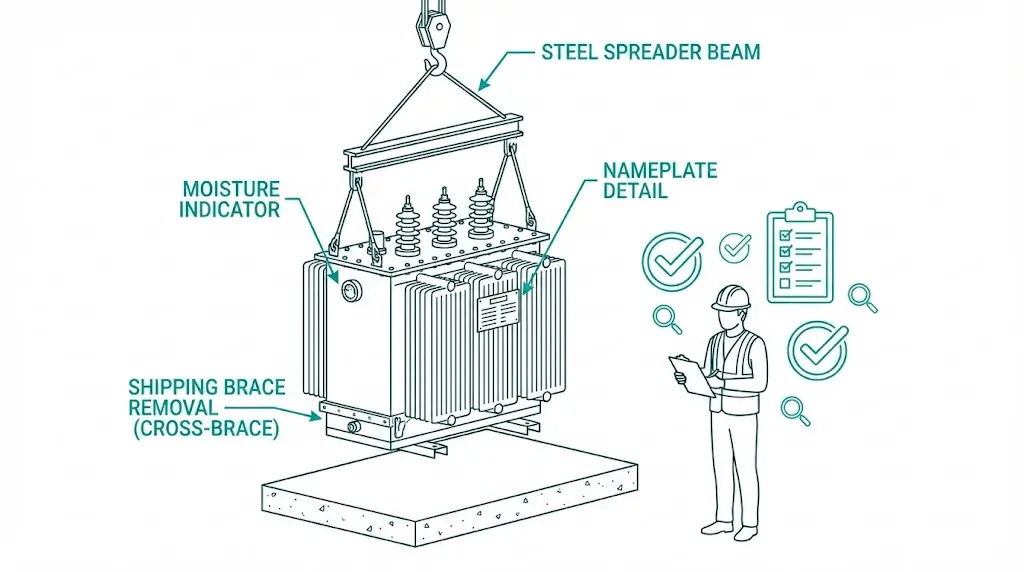
Dès l'arrivée d'un transformateur, l'inspection commence - pendant que l'unité reste sur le véhicule de transport. Cette séquence est importante car le déchargement peut masquer ou aggraver des dommages existants.
Évaluation avant déchargement :
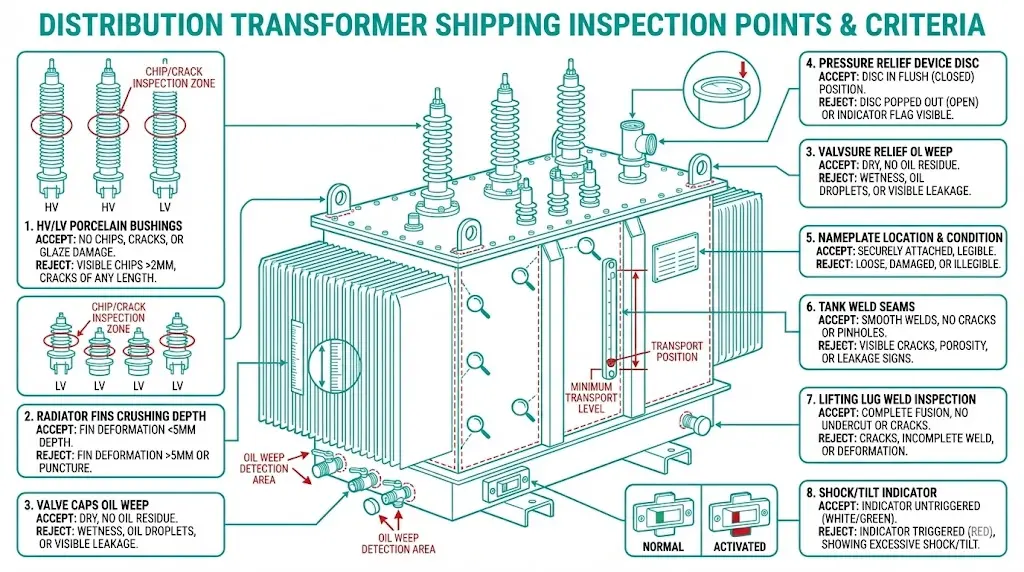
Inspection des composants après déchargement :
| Composant | Point d'inspection | Critères d'acceptation/de rejet |
|---|---|---|
| Bagues HV/LV | Surface en porcelaine | Pas d'ébréchures, de fissures ou de dommages à la glaçure |
| Radiateurs/Ailettes | Alignement physique | Pas d'écrasement >5mm de profondeur |
| Vannes | Présence d'une casquette | Tous les bouchons sont installés, pas de suintement d'huile |
| Dispositif de décompression | Position du disque | Assis, pas d'indication de rupture |
| Plaque signalétique | Lisibilité | Correspond aux spécifications du bon de commande |
| Coutures du réservoir | Aspect de la soudure | Pas de fissures ou de suintements visibles |
| Œillets de levage | Intégrité de la soudure | Pas de fissures ni de déformations |
Pour les unités remplies d'huile, vérifiez l'indicateur magnétique de niveau d'huile - l'aiguille doit indiquer la zone “froide” ou “transport”. Examinez la chambre de collecte du relais Buchholz pour vérifier qu'il n'y a pas d'accumulation de gaz. Les transformateurs à sec sont livrés avec des cartes indicatrices d'humidité visibles à travers les fenêtres d'inspection. Le bleu indique des niveaux d'humidité acceptables inférieurs à 30% RH. Le rose signale une infiltration d'humidité qui doit être corrigée avant la mise sous tension.
La documentation photographique s'avère essentielle pour les réclamations de fret et les discussions sur la garantie du fabricant. Inclure les étiquettes d'expédition et tous les relevés d'indicateurs dans le jeu de photos. Pour des spécifications complètes sur la construction des transformateurs de distribution, voir Ressources techniques de XBRELE pour les transformateurs de distribution.
[Regard d'expert : Observations sur le terrain concernant les dommages causés par le transport maritime].
- Les microfissures des bagues en porcelaine n'apparaissent souvent que sous un éclairage oblique - inspectez sous plusieurs angles.
- Le suintement d'huile au niveau des tiges de soupape indique souvent que les joints toriques ont été endommagés par les variations de température pendant le transport.
- Les indicateurs de chocs placés sur la base du transformateur détectent les impacts verticaux ; les unités montées sur le côté détectent les forces latérales - vérifiez les deux emplacements.
- Les écarts entre la plaque signalétique de l'unité expédiée et celle du bon de commande entraînent plus de retards de mise en service que de défauts réels.
Les délais des projets ne sont pas respectés. Les sous-stations ne sont pas prêtes. Les permis ne sont pas délivrés. Lorsqu'un transformateur doit attendre des semaines ou des mois avant d'être installé, les conditions de stockage ont un impact direct sur la réussite de la mise sous tension ou sur la nécessité d'un coûteux reconditionnement.
Seuils de stockage à l'intérieur :
L'entreposage à l'extérieur exige des mesures d'atténuation actives. Cette approche doit rester temporaire - idéalement moins de 30 jours.
Surélever les transformateurs sur des blocs de béton ou des caissons en bois, au minimum à 150 mm au-dessus du sol. Le contact avec de l'eau stagnante accélère la corrosion des réservoirs en quelques jours. Utiliser des bâches de qualité industrielle pour empêcher le vent de les soulever, mais laisser les bords inférieurs partiellement ouverts - les boîtiers entièrement scellés retiennent la condensation. Les capuchons de bagues installés en usine doivent rester en place pendant toute la durée du stockage.
| Type de stockage | Durée maximale | Limite d'humidité | Exigences clés |
|---|---|---|---|
| Intérieur (climatisé) | 12+ mois | <60% RH | Inspection visuelle mensuelle |
| Intérieur (non contrôlé) | 6 mois | <70% RH | Contrôle du dessiccateur, contrôle des reniflards |
| Extérieur (protégé) | 30 jours | Sans objet | Surélevée, bâchée, contrôle hebdomadaire de la pression |
Surveillance de la couverture d'azote s'applique aux unités de plus de 1000 kVA. Vérifier le manomètre chaque semaine. La plage acceptable se situe généralement entre 0,2 et 0,5 bar de pression positive, bien que les spécifications des fabricants varient. Si la pression tombe en dessous du seuil, contactez le fabricant avant d'essayer de recharger - une pureté d'azote ou une teneur en humidité incorrectes introduisent une contamination.
Les reniflards en gel de silice sur les transformateurs de type conservateur doivent présenter une coloration bleue indiquant une teneur en humidité inférieure à la saturation 35%. Lorsque le gel devient rose, il faut le remplacer immédiatement pour éviter le transfert d'humidité vers le système de conservation de l'huile. Le système de conservation de l'huile doit être remplacé immédiatement. Série CEI 60076 fournit des orientations fondamentales sur les exigences en matière de manutention et de stockage des transformateurs.
Une bonne préparation du site permet d'éviter les bousculades qui conduisent à des compromis en matière d'installation. Les points suivants doivent être réglés avant la date de livraison du transformateur.
Spécifications des fondations selon leur cote :
| Puissance (kVA) | Gamme de poids (kg) | Épaisseur du tampon | Dimensions du tampon |
|---|---|---|---|
| 100-315 | 800-1,800 | 150 mm | 1,5m × 1,5m |
| 500-1,000 | 2,000-4,000 | 200mm | 2,0 m × 2,0 m |
| 1,250-2,500 | 4,500-8,000 | 250mm | 2,5m × 3,0m |
La tolérance de niveau ne doit pas dépasser ±5 mm sur toute la surface de la plaque. Vérifier l'emplacement des boulons d'ancrage par rapport aux plans du fabricant avant de couler le béton. Prévoir un temps de durcissement d'au moins 7 jours dans des conditions normales. Les dispositions relatives au confinement de l'huile - soit les murs du bac intégral, soit la connexion aux systèmes de séparateurs huile-eau - doivent être achevées avant la mise en place du transformateur.
Le gréement exige de la précision. N'utiliser que les œillets de levage prévus à cet effet. Ne jamais soulever par les bagues, les supports de radiateur ou les brides de soupape, quelles que soient les circonstances. Les unités de plus de 2 000 kg nécessitent des palonniers pour maintenir des angles d'élingage corrects. Maintenir un levage strictement vertical ; le chargement latéral des pattes risque de provoquer une rupture de la soudure.
Descendre lentement sur la fondation - pas de chute, même à partir d'une hauteur de 50 mm. Aligner les trous de la base avec les boulons d'ancrage avant le transfert complet du poids. Vérifier le niveau dans deux directions perpendiculaires. Poser les écrous des boulons d'ancrage en les serrant à la main dans un premier temps, puis en appliquant un couple de serrage final dans un ordre croisé, conformément aux spécifications du fabricant.
Séquence de connexion des douilles :

La compréhension de l'écosystème plus large de l'appareillage de connexion permet de replacer l'intégration des transformateurs dans son contexte. Les principes de fonctionnement du disjoncteur à vide faire preuve de la même attention à l'intégrité du système scellé lors de l'installation.
[Regard d'expert : Leçons d'installation tirées de plus de 200 projets de mise en service].
- Des fondations inégales provoquent des erreurs de jauge de niveau d'huile qui persistent pendant toute la durée de vie du transformateur - vérifier le niveau avant et après le serrage du boulon d'ancrage.
- Les valeurs de couple de serrage des raccords de douilles diffèrent selon que les bornes sont en aluminium ou en cuivre ; il convient de toujours se référer au matériau spécifique de la plaque signalétique.
- La tension exercée par les terminaisons de câble sur les bagues provoque plus de défaillances de la porcelaine que les dommages causés par le transport - utilisez un support de câble approprié à moins de 300 mm du point de connexion.
- Documenter photographiquement la position du changeur de prise tel qu'il est installé ; les opérateurs contestent souvent les réglages initiaux lors de l'équilibrage de la charge.
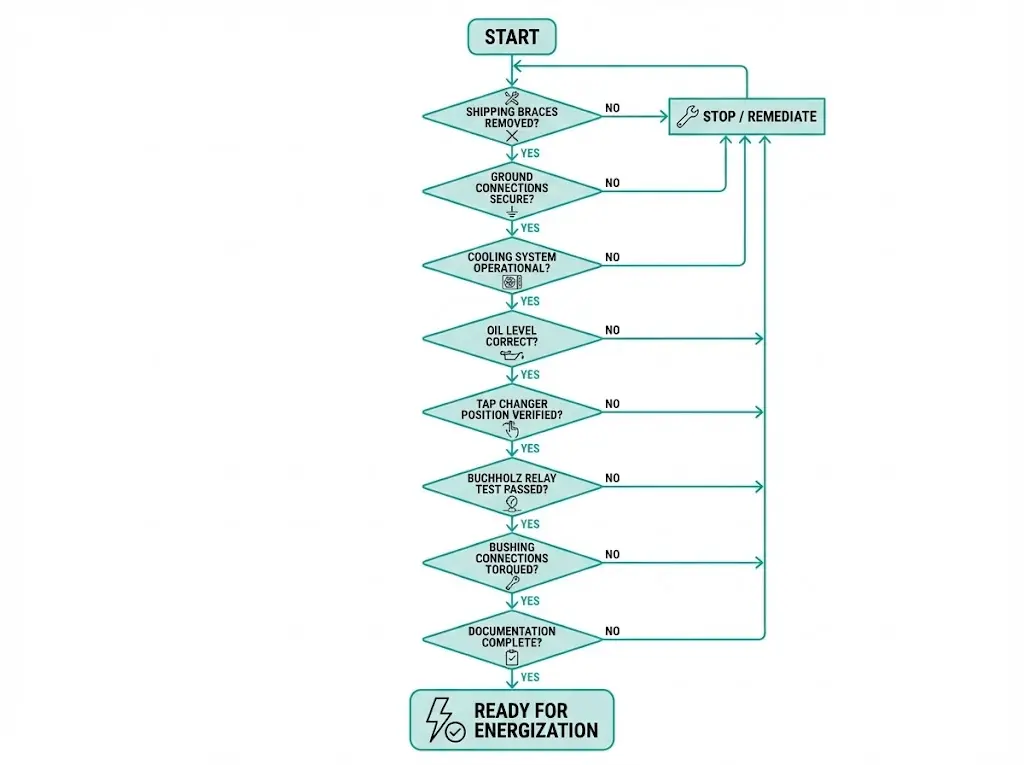
Avant d'appliquer la tension, parcourez cette séquence de confirmation. Chaque point représente un mode de défaillance observé lors de la mise en service sur le terrain.
Vérification Go/No-Go :
Assemblage du paquet de documentation soutient l'approbation de la mise en service et la maintenance future :
Cette documentation fait partie du dossier permanent du bien. En cas de réclamation au titre de la garantie ou d'enquête sur une défaillance, les enregistrements incomplets font peser la charge de la preuve sur le propriétaire. Pour des conseils sur l'intégration des composants de l'appareillage de connexion, L'expertise de XBRELE en matière de fabrication de composants fournit des ressources techniques supplémentaires.
L'expérience sur le terrain révèle des erreurs récurrentes que les listes de contrôle systématiques visent à éviter :
| Erreur | Conséquence | La prévention |
|---|---|---|
| Supports d'expédition laissés en place | Endommagement du noyau/de la bobine en cas de dilatation thermique | Vérifier l'enlèvement lors de l'installation - vérifier l'intérieur du réservoir s'il est accessible |
| Capuchons de douilles enlevés au début | Contamination par l'humidité et les débris | Retirer uniquement au moment de la connexion, jamais les jours précédents |
| Indicateur d'humidité rose ignoré | Rupture d'isolation sous charge, souvent en quelques heures | Assainissement obligatoire avant la mise sous tension |
| Fondations inégales | Stress du réservoir, erreurs de jauge d'huile, inefficacité du refroidissement | Vérification du niveau avant et après le placement |
| Valeurs de couple génériques appliquées | Connexions desserrées provoquant un échauffement ou des fissures dans la porcelaine | Utiliser exclusivement les spécifications du fabricant |
| La couverture d'azote n'est pas surveillée | Perte d'atmosphère inerte, infiltration d'humidité | Contrôles hebdomadaires du manomètre pendant le stockage |
Le champ d'application de l'inspection avant mise sous tension diffère fondamentalement des essais d'acceptation en usine. Les essais en usine vérifient la conformité de la conception dans des conditions contrôlées. Les inspections sur site confirment que le transport et le stockage n'ont pas compromis la disponibilité opérationnelle. Cette distinction exige que le personnel se concentre sur les changements d'état plutôt que sur les mesures de performances absolues.
XBRELE conçoit des transformateurs de distribution pour un déploiement fiable sur le terrain dans les applications industrielles, commerciales et de services publics. Les protocoles d'essai en usine et les trousses de documentation complètes facilitent le processus de mise en service.
L'assistance technique va au-delà de la livraison de l'équipement. Les questions relatives à la mise sous tension, les conseils d'installation et l'assistance au dépannage permettent aux équipes de mise en service de travailler en toute confiance.
Explorer spécifications des transformateurs de distribution et soutien à l'ingénierie d'application pour votre prochain projet.
Q : Combien de temps un transformateur peut-il rester stocké à l'extérieur avant de devoir être reconditionné ?
R : Le stockage extérieur protégé ne doit pas dépasser 30 jours ; au-delà de cette période, le risque de pénétration de l'humidité augmente considérablement et les tests d'isolation révèlent généralement un taux d'humidité élevé nécessitant des procédures de traitement ou de séchage de l'huile.
Q : Que signifie un indicateur d'humidité rose sur un transformateur à sec ?
R : La coloration rose indique que l'humidité relative à l'intérieur de l'enceinte a dépassé 30%, signalant une infiltration d'humidité qui compromet l'intégrité de l'isolation - les procédures de séchage doivent être achevées avant la mise sous tension.
Q : Pourquoi est-il essentiel d'enlever les supports d'expédition avant la première mise sous tension ?
R : Les entretoises internes limitent le mouvement du noyau et des enroulements pendant le transport ; lorsque le transformateur chauffe sous l'effet de la charge, les composants se dilatent et heurtent les entretoises fixes, causant des dommages mécaniques aux enroulements et aux structures de serrage du noyau.
Q : Les valeurs de couple standard peuvent-elles être utilisées pour les raccordements par douilles ?
R : Les bagues sans porcelaine ont des limites de contrainte spécifiques aux matériaux, et les exigences de couple diffèrent entre les bornes en aluminium et en cuivre ; des valeurs incorrectes entraînent soit des connexions à haute résistance, soit des fissures dans la porcelaine qui peuvent ne pas se manifester jusqu'à ce que le cycle thermique commence.
Q : Quel niveau d'huile doit afficher un transformateur rempli d'huile nouvellement livré ?
R : Le niveau d'huile est généralement légèrement inférieur à la marque de fonctionnement normale, car les fabricants compensent la dilatation thermique pendant le transport à travers les différentes zones climatiques ; il faut s'attendre à ce que le niveau augmente lorsque le transformateur atteint la température ambiante du site.
Q : À quelle fréquence la pression du matelas d'azote doit-elle être contrôlée lors d'un stockage prolongé ?
R : Des relevés hebdomadaires du manomètre sont une pratique courante ; une baisse de la pression en dessous de la plage spécifiée par le fabricant (généralement 0,2-0,5 bar positif) indique une dégradation du joint d'étanchéité qui doit être examinée avant la recharge.
Q : Quelle documentation doit accompagner un transformateur lors de sa mise en service ?
R : Conservez les rapports d'essai de l'usine, les photos d'inspection à l'expédition, les certificats d'huile à l'arrivée, les relevés de couple d'installation, les mesures de mise à la terre et toutes les notes de non-conformité - ce dossier permet de faire valoir la garantie et fournit des données de base pour les comparaisons de diagnostic futures.