Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
Comprendre l'humidité de l'huile de transformateur en ppm et en saturation relative, avec des méthodes de séchage, des seuils et des conseils de spécification.
L'humidité est le contaminant le plus répandu et le plus destructeur qui affecte les systèmes d'isolation des transformateurs de moyenne tension. Après 18 ans passés à diagnostiquer des défaillances de transformateurs et à superviser des opérations de séchage dans des installations industrielles et de services publics, j'ai pu constater de première main que des mesures d'humidité mal comprises conduisaient à des décisions catastrophiques, qu'il s'agisse du remplacement prématuré d'unités en état de marche ou de la poursuite de l'exploitation de transformateurs au bord de la défaillance.
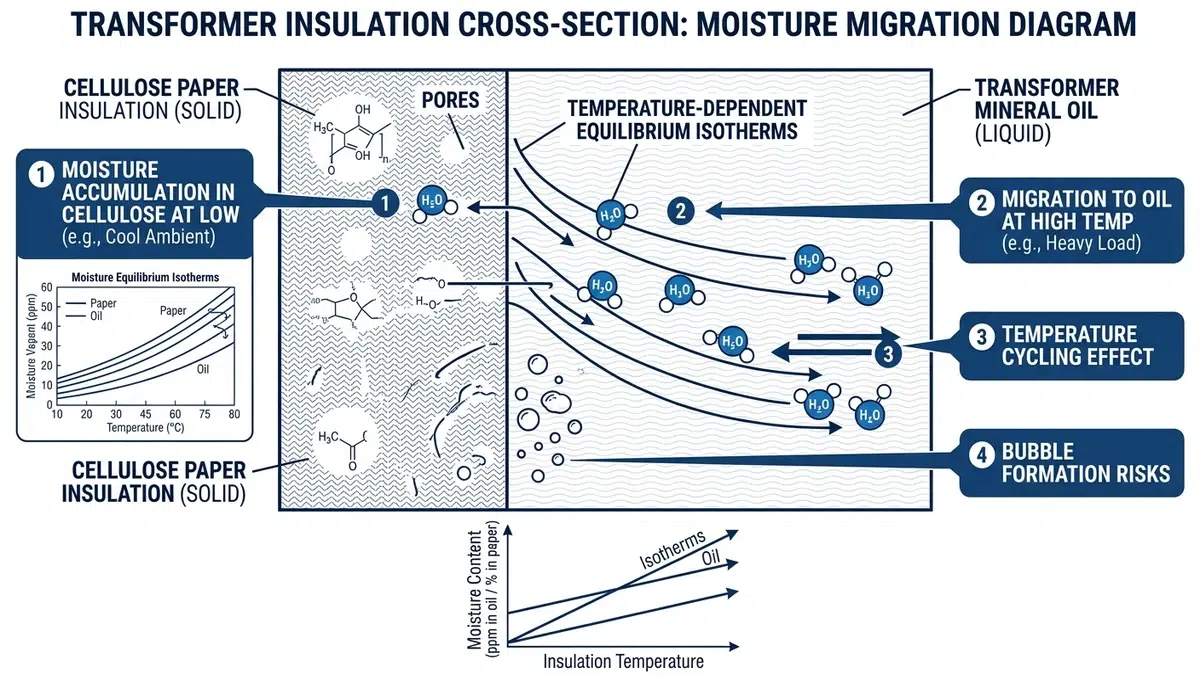
Le système d'isolation des transformateurs repose sur la relation synergique entre l'huile minérale (ou des fluides alternatifs) et le papier cellulosique. L'huile assure la rigidité diélectrique et le transfert de chaleur, tandis que le papier enveloppe les conducteurs et maintient les distances électriques. L'humidité compromet ces deux fonctions simultanément : elle réduit la tension de claquage diélectrique de l'huile, accélère le vieillissement thermique du papier et permet des décharges partielles à des concentrations étonnamment faibles.
La compréhension de la mesure de l'humidité n'est pas seulement théorique : elle a un impact direct sur les budgets de maintenance, la programmation des arrêts et les stratégies de prolongation de la durée de vie des actifs. Cet article fournit les bases techniques pour interpréter correctement les données d'humidité, sélectionner les méthodes d'assèchement appropriées et rédiger des spécifications qui protègent votre investissement.
Les parties par million en poids (ppm ou mg/kg) représentent la quantité absolue d'eau dissoute dans l'huile de transformateur. Un titrage Karl Fischer - la méthode de laboratoire standard selon ASTM D1533 - mesure directement cette quantité en faisant réagir l'eau avec de l'iode dans une solution de méthanol.
La mesure en ppm indique la quantité d'eau présente, mais ne révèle rien sur l'état réel de l'huile par rapport à son point de saturation. Cette distinction s'avère cruciale, car les caractéristiques de solubilité dans l'eau varient considérablement d'une huile à l'autre.
Solubilité typique de l'humidité par type d'huile à 25°C :
- Huile minérale : 55-65 ppm à saturation
- Ester naturel (FR3) : 1 100+ ppm à saturation
- Ester synthétique : 2 700+ ppm à saturation
Un taux d'humidité de 35 ppm dans une huile minérale représente une saturation relative d'environ 60%, ce qui est très préoccupant. Ces mêmes 35 ppm dans un ester naturel représentent environ 3% de saturation relative, ce qui est parfaitement acceptable. Si l'on ne comprend pas cette relation, les décisions d'entretien deviennent dangereusement arbitraires.
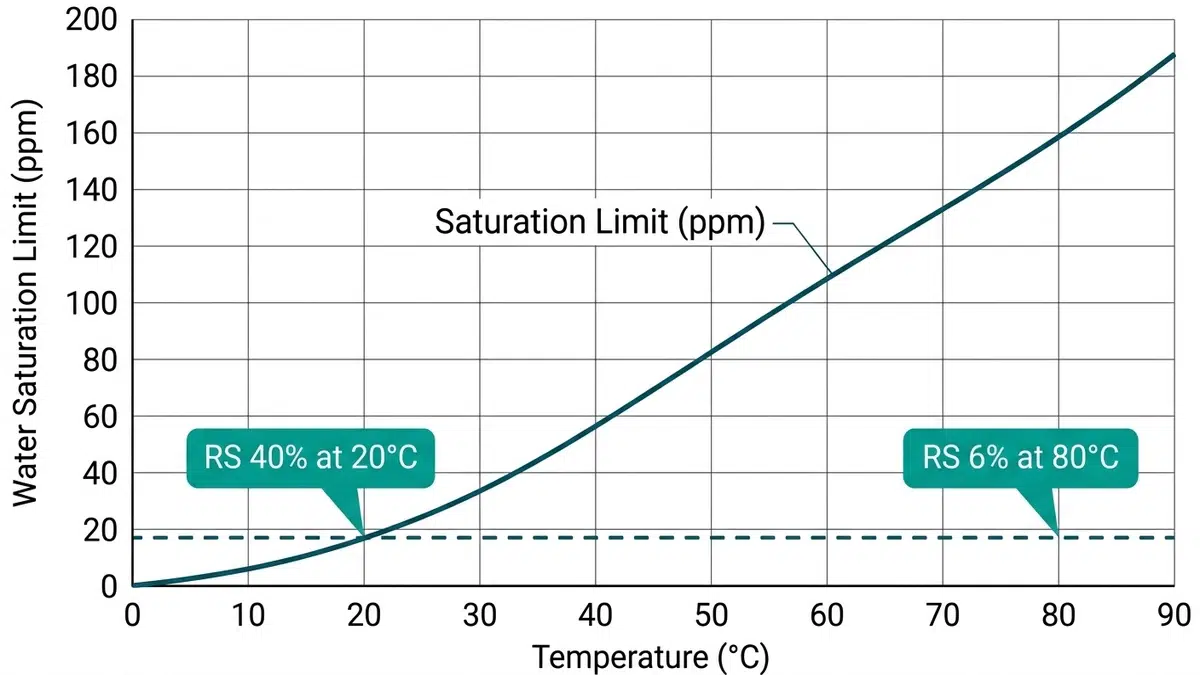
La saturation relative exprime la teneur en humidité en pourcentage de la capacité de saturation de l'huile à la température de mesure. Cette mesure est en corrélation directe avec :
Les capteurs d'humidité capacitifs modernes mesurent la saturation relative directement à la température de fonctionnement, ce qui permet de connaître en temps réel le risque diélectrique. La conversion de RS% en ppm nécessite de connaître la courbe de saturation de l'huile et la température au moment de la mesure.
| Humidité du papier (%) | Évaluation de l'état | Impact sur la durée de vie prévue |
|---|---|---|
| < 1,0% | Excellent (neuf/sec) | Durée de vie totale de la conception |
| 1.0 - 2.0% | Bon | Accélération minimale |
| 2.0 - 3.0% | Modéré | Accélération du vieillissement de 2 à 4 fois |
| 3.0 - 4.0% | Concernant | Accélération du vieillissement de 5 à 10 fois |
| > 4.0% | Critique | Intervention immédiate nécessaire |
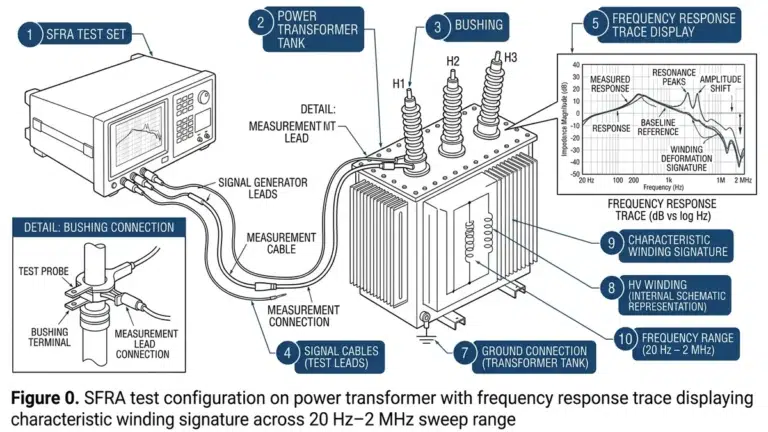
L'évaluation de l'humidité du papier nécessite des méthodes indirectes car l'échantillonnage direct détruit l'isolation. Les calculs d'équilibre à partir d'échantillons d'huile à des températures connues, combinés à des mesures de la réponse à la fréquence diélectrique (RFD), fournissent des estimations fiables.
Au cours des cycles de charge, les transformateurs respirent l'humidité à l'intérieur et à l'extérieur de leurs systèmes d'isolation. L'huile chaude absorbe l'humidité du papier pendant les pics de charge ; l'huile froide restitue l'humidité pendant les périodes de faible charge. Cette migration continue répartit l'humidité dans l'ensemble du système d'isolation au fil du temps.
Les transformateurs scellés et les transformateurs de type conservateur se comportent différemment. Les systèmes de conservateurs dotés de reniflards en gel de silice minimisent la pénétration de l'humidité atmosphérique, mais nécessitent un entretien assidu du gel. Les unités scellées sous couverture d'azote empêchent totalement la pénétration de l'humidité, mais retiennent l'humidité générée par le vieillissement du papier.
Les nouveaux transformateurs doivent quitter l'usine avec une humidité de l'huile inférieure à 10 ppm et une humidité du papier inférieure à 0,5%. La réalité est souvent différente - j'ai reçu des unités avec plus de 25 ppm de fabricants étrangers qui donnaient la priorité aux calendriers d'expédition plutôt qu'à un séchage adéquat. L'établissement de critères d'acceptation et de tests de vérification permet d'éviter d'hériter des raccourcis de qualité de quelqu'un d'autre.
Les transformateurs en service accumulent de l'humidité provenant de plusieurs sources :
- Respiration atmosphérique (systèmes de conservation)
- Dégradation des joints et des garnitures
- Décomposition de la cellulose (produit de l'eau)
- Produits d'oxydation de l'huile
Les résultats des laboratoires indiquent l'humidité à la température d'essai (généralement 20-25°C), qui peut être très différente de la température d'échantillonnage. Demandez que la température d'échantillonnage soit notée sur le formulaire de la chaîne de contrôle pour permettre une interprétation correcte.
Pour les capteurs en ligne assurant une surveillance continue, il convient d'établir des points de consigne d'alarme à la température de fonctionnement, en tenant compte des variations de température en fonction de la charge. Un transformateur dont la température moyenne du bobinage est de 65°C tolère des ppm absolus plus élevés qu'un transformateur dont la température moyenne du bobinage est de 80°C avant d'atteindre une saturation relative équivalente.
L'évaluation de l'humidité ne doit pas reposer sur une seule mesure. Les diagnostiqueurs expérimentés procèdent par triangulation :
Un désaccord entre les méthodes indique soit des erreurs de test, soit des conditions inhabituelles nécessitant une investigation.
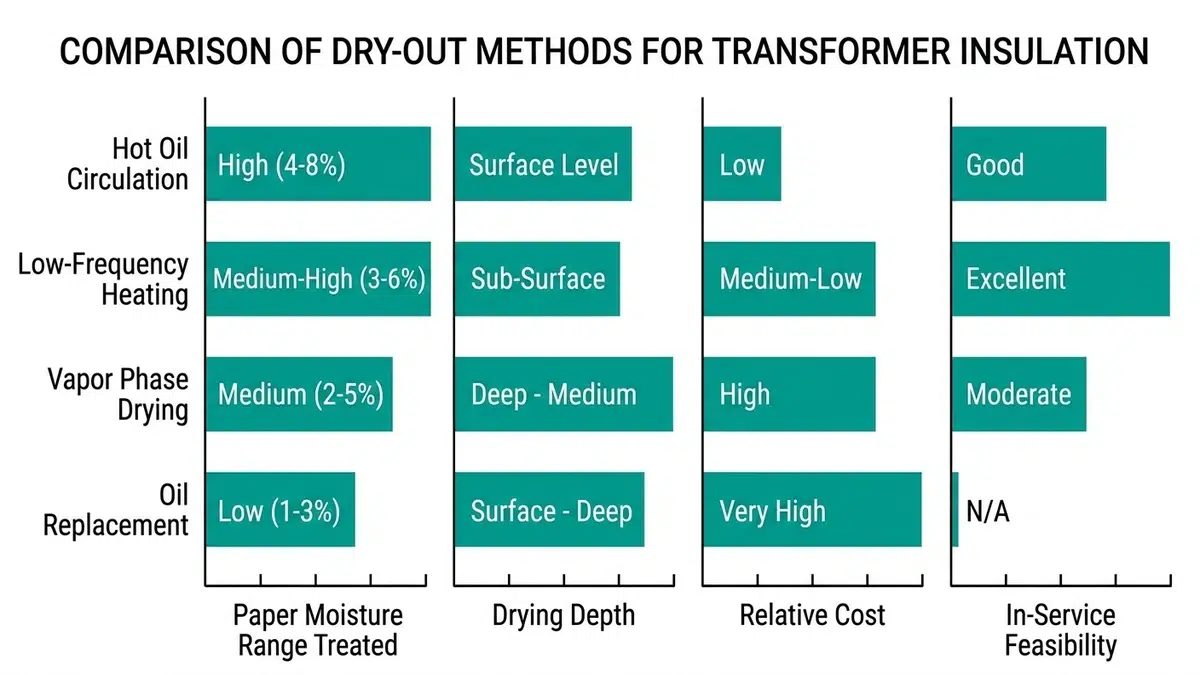
La circulation d'huile chaude représente la méthode de séchage la moins invasive pour les transformateurs en service. Le processus comprend
Efficacité: Réduit l'humidité de l'huile à < 10 ppm ; réduction limitée de l'humidité du papier (amélioration typique de 0,5-1,0% sur 2-4 semaines de circulation continue).
Meilleures applications: Unités modérément contaminées où l'humidité du papier reste inférieure à 3%
Limitations: Impossible de traiter le papier fortement saturé ; la durée prolongée immobilise l'équipement de traitement.
Le traitement sous vide accélère l'élimination de l'humidité en réduisant le point d'ébullition de l'eau dans l'isolant. Il existe deux variantes :
Traitement sous vide en ligne maintient un vide continu (0,5-5 torr) dans l'espace du conservateur ou de la couverture d'azote tout en faisant circuler l'huile à travers le traitement externe. Cette méthode convient aux transformateurs qui ne peuvent pas être mis hors tension pendant de longues périodes.
Traitement sous vide complet nécessite une mise hors tension et une vidange complètes. Le transformateur est chauffé de l'extérieur sous vide poussé (< 1 torr), ce qui permet de forcer l'humidité du papier isolant. Cette méthode permet d'obtenir une humidité du papier inférieure à 1,0% lorsqu'elle est correctement exécutée.
Le séchage en phase vapeur représente l'étalon-or pour l'élimination de l'humidité au niveau de l'usine et du dépôt. Le processus :
Cette méthode permet d'obtenir un taux d'humidité du papier inférieur à 0,5% - ce qui revient à remettre l'isolant à l'état neuf - mais elle nécessite un équipement spécialisé et n'est généralement utilisée que lors de la remise à neuf ou de l'assemblage en usine.
Pour les transformateurs qui ne disposent pas d'équipement de mise sous vide, l'injection continue d'air sec constitue une alternative plus lente mais efficace. De l'air de qualité instrumentale (point de rosée < -40°C) barbote dans l'huile, absorbant l'humidité et sortant par la décharge de pression ou des évents dédiés.
Efficacité: L'équilibre avec l'humidité du papier est atteint en 4 à 8 semaines ; l'humidité finale du papier est généralement comprise entre 1,5 et 2,51 TTP3T.
Meilleures applications: Lieux éloignés, situations à budget limité ou entretien entre deux interventions majeures.
Les spécifications doivent indiquer des limites d'humidité explicites et des exigences de vérification :
“La teneur en humidité de l'huile de transformateur ne doit pas dépasser 10 ppm lorsqu'elle est testée selon la norme ASTM D1533 à 20-25°C. La teneur en humidité de l'isolant en papier, estimée par un calcul d'équilibre ou par les registres de processus du fabricant, ne doit pas dépasser 0,5% en poids. Les essais de vérification doivent avoir lieu dans les 72 heures suivant la livraison, le transformateur étant à température ambiante pendant au moins 24 heures avant l'échantillonnage”.”
Inclure les conséquences de la non-conformité : “Les transformateurs qui dépassent les limites d'humidité doivent être soumis à un séchage supervisé par l'usine, aux frais du fabricant, avant d'être acceptés.”
Pour les transformateurs faisant l'objet d'une remise à neuf ou d'un traitement :
“Le traitement de séchage doit permettre d'obtenir une humidité de l'huile inférieure à 15 ppm et une humidité estimée du papier inférieure à 1,5%. Le contractant doit fournir des tests avant/après, y compris le titrage Karl Fischer et l'analyse de la réponse à la fréquence diélectrique. Les mesures finales doivent être prises au moins 48 heures après la fin du traitement pour permettre la stabilisation de l'équilibre.”
Lors de la spécification d'un contrôle continu de l'humidité :
“Les capteurs d'humidité doivent mesurer la saturation relative avec une précision de ±3% RS sur une plage de 0-100%. Les capteurs doivent compenser automatiquement la température et communiquer via Modbus RTU ou IEC 61850. Les points de consigne des alarmes doivent être configurés à 20% RS (prudence) et 30% RS (critique) avec un filtrage temporel pour éviter les alarmes intempestives pendant les transitions de charge”.”
Un transformateur de sous-station de 25 MVA a été testé à 28 ppm d'humidité au printemps - dans la limite des 35 ppm imposée par la compagnie d'électricité. À l'automne, un démarrage à froid à la suite d'un arrêt prolongé a entraîné une défaillance de l'enroulement. L'analyse post-mortem a révélé
La spécification ne fait référence qu'aux ppm absolus sans contexte de température, ce qui ne correspond pas à la situation réelle.
Un transformateur de 10 MVA datant de 1985 et installé dans une usine de fabrication présentait une humidité de 52 ppm avec une humidité du papier estimée à 3,2%. Plutôt que de procéder à un remplacement immédiat, l'usine a choisi :
L'analyse DFR de suivi a estimé l'humidité du papier à 2,1%. Le transformateur a été remis en service avec une durée de vie restante révisée de 10 ans, pour une fraction du coût de remplacement.
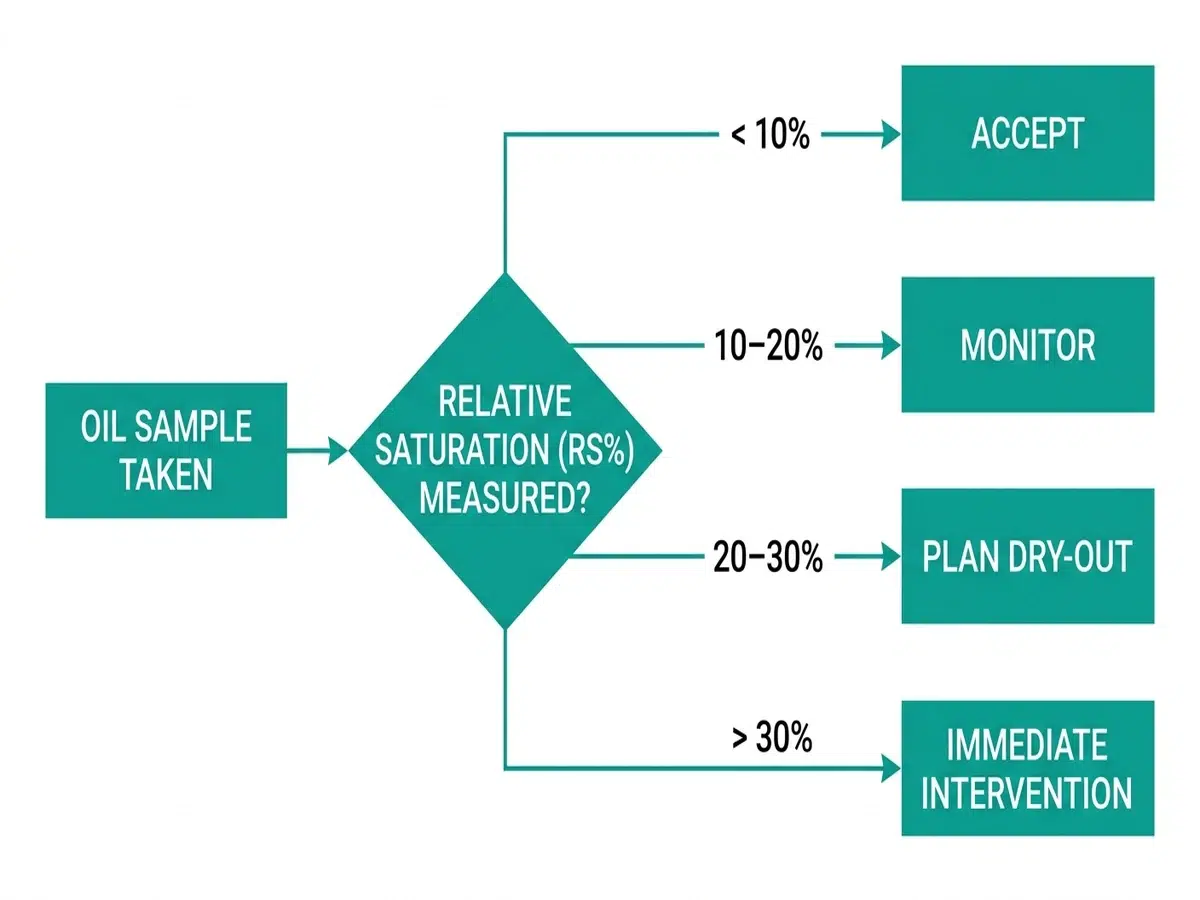
Pour les transformateurs à huile minérale, une humidité de l'huile supérieure à 35 ppm (à 25°C de référence) ou une saturation relative supérieure à 40% à la température de fonctionnement exige une investigation immédiate. Une humidité du papier supérieure à 3,5% indique un vieillissement accéléré nécessitant un plan de séchage dans les 6 à 12 mois. Une saturation relative supérieure à 50% ou de l'eau libre visible constitue une urgence - réduire la charge ou mettre hors tension jusqu'à ce qu'une solution soit trouvée.
Les transformateurs critiques (alimentation des hôpitaux, charges de processus continues) justifient une surveillance en ligne. Les autres doivent faire l'objet d'un échantillonnage annuel de l'huile au minimum, et d'un test dans les 30 jours suivant tout traitement de l'huile, tout remplacement de joint ou toute inspection interne. Les nouveaux transformateurs doivent faire l'objet d'un test de vérification avant d'être mis sous tension, puis à nouveau après 6 mois pour établir une base de référence.
Le séchage élimine l'humidité mais ne peut pas inverser la dégradation de la cellulose qui s'est déjà produite. Si le papier a perdu sa résistance mécanique à la suite d'années de vieillissement accéléré, l'élimination de l'humidité stabilise la durée de vie restante mais ne reconstruit pas ce qui a été perdu. L'analyse du degré de polymérisation (DP) par l'intermédiaire de l'analyse des furannes permet de déterminer si l'assèchement vaut la peine ou si le remplacement du papier est plus judicieux sur le plan économique.
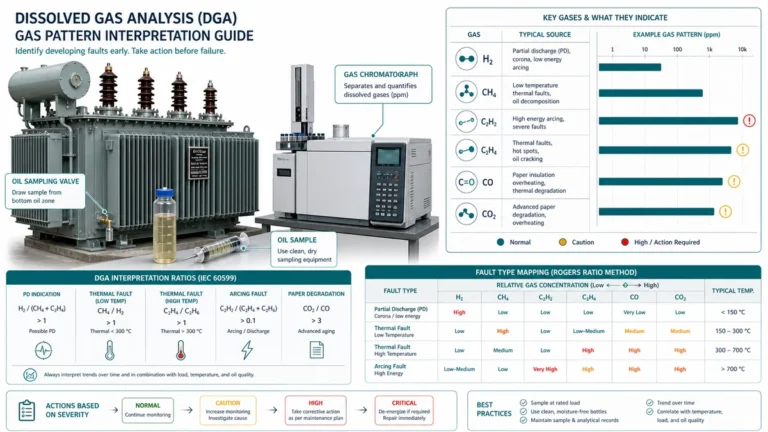
Une humidité élevée accélère le vieillissement du papier, produisant du dioxyde de carbone et du monoxyde de carbone. L'humidité permet également une activité de décharge partielle à une tension plus faible, générant de l'hydrogène et parfois de l'acétylène. L'examen des tendances des gaz dissous et de l'historique de l'humidité révèle souvent des relations de cause à effet qui expliquent une production de gaz autrement mystérieuse.
Absolument. Les esters naturels tolèrent une humidité absolue beaucoup plus élevée (200-400 ppm typiques en service) en raison de leur capacité de saturation élevée. Cependant, l'équilibre de l'humidité du papier est différent - les esters naturels retirent l'humidité du papier plus efficacement, ce qui peut améliorer la longévité du papier dans les applications de modernisation. Spécifier les limites de saturation relatives (< 25% RS) plutôt que les ppm absolus pour les fluides alternatifs.
Les capteurs capacitifs modernes fournissent une mesure fiable de la saturation relative lorsqu'ils sont correctement installés et entretenus. Une vérification annuelle par rapport aux résultats du laboratoire Karl Fischer confirme l'étalonnage. L'emplacement du capteur est important - il doit être installé dans la voie de circulation de l'huile du réservoir principal, et non dans les poches stagnantes. La durée de vie du capteur est de 5 à 7 ans avant que la dérive ne nécessite son remplacement.
Exigences : relevés initiaux de l'humidité (ppm d'huile, estimation papier %), enregistrement des paramètres du processus (températures, niveaux de vide, durée), relevés finaux de l'humidité avec une période de stabilisation de 48 heures, vérification de la qualité de l'huile (rigidité diélectrique, acidité, tension interfaciale), et certification que l'équipement de traitement a utilisé une huile propre répondant aux exigences des transformateurs ou les dépassant.
La gestion de l'humidité dans l'isolation des transformateurs nécessite de comprendre à la fois la teneur absolue (ppm) et la capacité fonctionnelle (saturation relative). Aucune des deux mesures ne donne à elle seule une image complète de la situation - une interprétation correcte exige un contexte de température, une connaissance de l'équilibre et une corrélation avec d'autres données de diagnostic.
Les principes essentiels à retenir :
Pour des conseils complets sur la méthodologie des tests d'isolation des transformateurs, consultez le document IEEE C57.152-2013, “IEEE Guide for Diagnostic Field Testing of Fluid-Filled Power Transformers, Regulators, and Reactors” (Guide IEEE pour les tests de diagnostic sur le terrain des transformateurs, régulateurs et réacteurs de puissance remplis de fluide).”
Une bonne gestion de l'humidité permet de prolonger la durée de vie des transformateurs de plusieurs dizaines d'années et d'éviter des défaillances inattendues qui se chiffrent en millions de dollars en dommages directs et en pertes indirectes. L'investissement dans la compréhension de ces principes est rentable tout au long de votre carrière dans la maintenance des systèmes électriques.