Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue
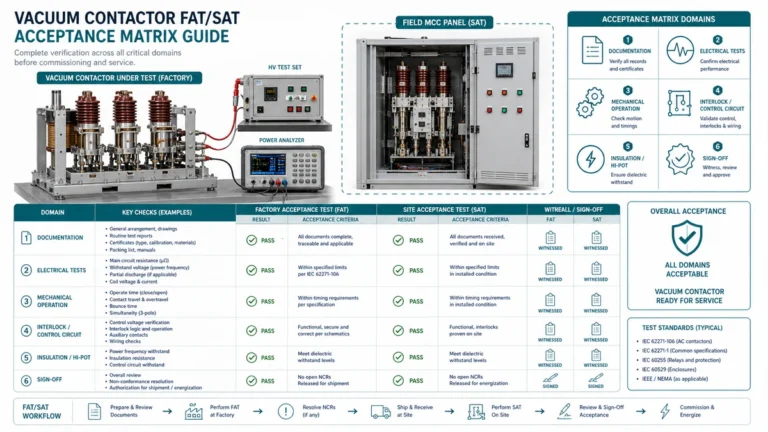
Planifier la modernisation d'un contacteur air-vide en vérifiant l'ajustement, les caractéristiques nominales, le câblage de commande, la protection contre les surtensions et la mise en service.
Le passage des contacteurs à air aux contacteurs à vide représente l'une des mises à niveau les plus importantes disponibles pour les centres de commande de moteurs moyenne tension et les installations de commutation. Après avoir passé près de vingt ans à mettre en service et à dépanner ces modernisations dans des usines pétrochimiques, des installations de traitement des eaux et des opérations de fabrication, je peux affirmer en toute confiance que cette mise à niveau offre des avantages opérationnels substantiels, mais uniquement lorsqu'elle est effectuée avec une attention méticuleuse à la compatibilité, aux modifications du circuit de commande et aux procédures de mise en service adéquates.
Les contacteurs d'air, bien que fiables à leur époque, posent des problèmes croissants aux installations modernes. Leurs exigences de maintenance plus élevées, leur empreinte physique plus importante et leurs capacités d'interruption limitées en font des candidats au remplacement, en particulier dans les installations datant des années 1970 à 1990. Les contacteurs à vide offrent une interruption d'arc supérieure, des intervalles de maintenance considérablement réduits et une sécurité opérationnelle accrue.
Cet article fournit une feuille de route technique détaillée pour les ingénieurs, les professionnels de la maintenance et les chefs de projet qui entreprennent de moderniser les contacteurs air-vide. S'appuyant sur l'expérience de projets réels et les pratiques industrielles établies, nous examinerons chaque aspect critique de ce processus de mise à niveau.
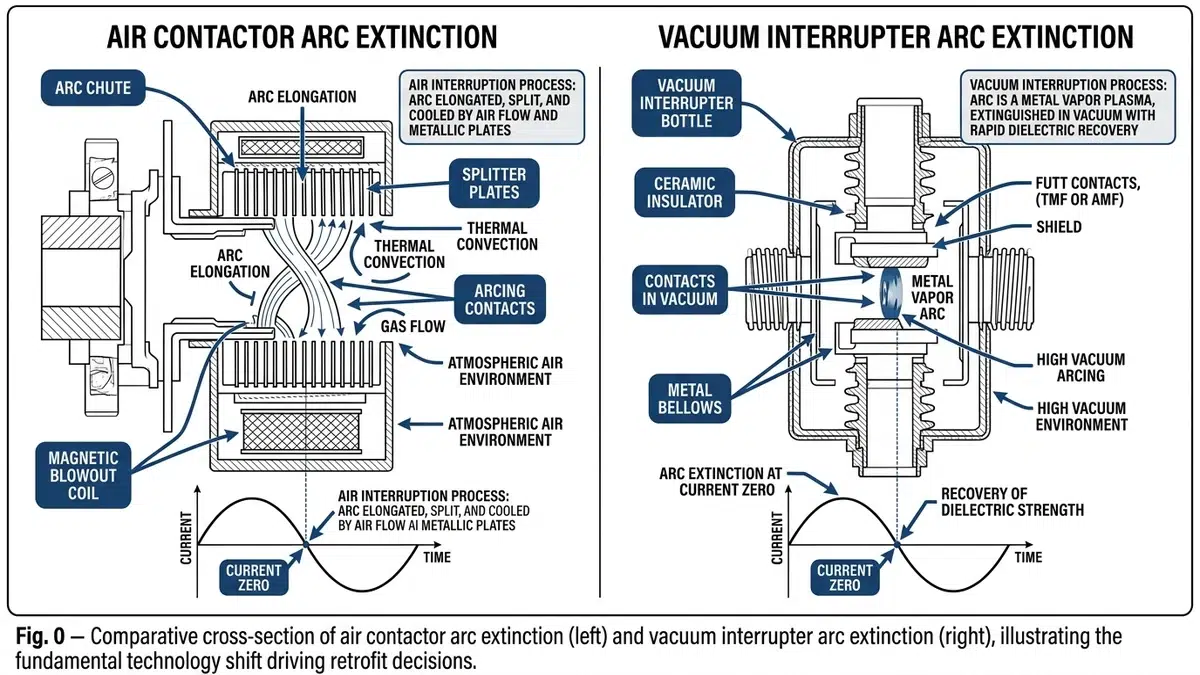
Les contacteurs pneumatiques utilisent des goulottes d'arc avec plusieurs plaques de séparation pour refroidir et allonger l'arc pendant la séparation des contacts. L'arc s'éteint lorsque le courant passe par zéro, mais le processus génère d'importants gaz ionisés et une érosion des contacts. Ce mécanisme limite les contacteurs à air à environ 50 000 opérations avant de nécessiter une maintenance importante.
Les contacteurs à vide fonctionnent selon un principe entièrement différent. Les contacts se séparent à l'intérieur d'un interrupteur à vide scellé (généralement de 10-⁶ à 10-⁸ torr), où l'absence de milieu ionisant provoque une extinction rapide de l'arc, souvent en l'espace d'un demi-cycle. La durée de vie des contacts peut ainsi atteindre 1 à 2 millions d'opérations mécaniques et plus de 100 000 opérations électriques au courant nominal.
| Paramètre | Contacteur pneumatique | Contacteur à vide |
|---|---|---|
| Durée de l'arc | 8-15 ms | 2-4 ms |
| Érosion des contacts par opération | 0,1-0,3 mm³ | 0,001-0,01 mm³ |
| Récupération diélectrique | Graduelle | Quasi instantané |
| Courant de coupure | 5-15 A | 3-8 A (modèles modernes) |
| Probabilité de redémarrage | Faible | Très faible |
La durée d'arc plus courte des contacteurs à vide permet de réduire l'énergie perdue pendant l'interruption, mais elle crée également un découpage plus rapide du courant qui peut générer des transitoires de tension - une considération critique que nous aborderons dans la section sur les modifications de la commande.
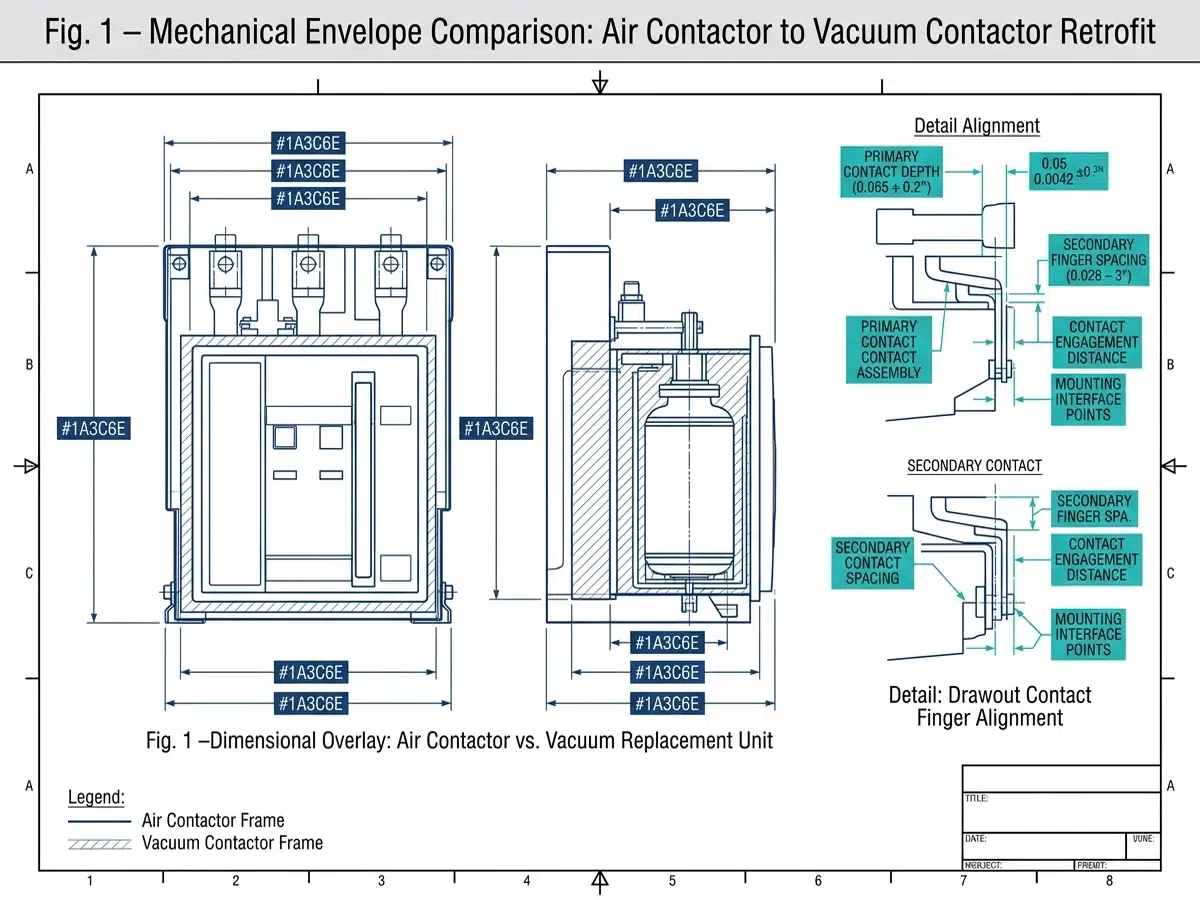
Avant de commander un équipement de remplacement, il convient de procéder à une étude dimensionnelle approfondie de l'installation existante. Les contacteurs à vide modernes sont généralement plus compacts que leurs homologues à air, mais les configurations de montage varient considérablement d'un fabricant à l'autre.
Les mesures essentielles sont les suivantes
– Dégagement vertical: Les contacteurs à vide ont souvent des exigences différentes en matière de hauteur en raison de la suppression intégrale des surtensions ou des modules de bobines électroniques.
– Schémas des trous de montage: Rarement identiques ; des plaques d'adaptation sont généralement nécessaires
– Espacement des phases: Doit correspondre aux configurations de bus existantes ou nécessiter des modifications de bus
– Dégagement de la porte: Certains contacteurs à vide ont des mécanismes de commande projetés vers l'avant.
Lors d'une rénovation récente dans une raffinerie de la côte du Golfe, nous avons découvert que les contacteurs à vide de remplacement nécessitaient un dégagement supplémentaire de 3 pouces en profondeur en raison des blocs de contact auxiliaires montés à l'arrière. Cela a nécessité le déplacement des borniers et l'extension du câblage de contrôle - un changement d'envergure qui a ajouté deux jours au calendrier du projet.
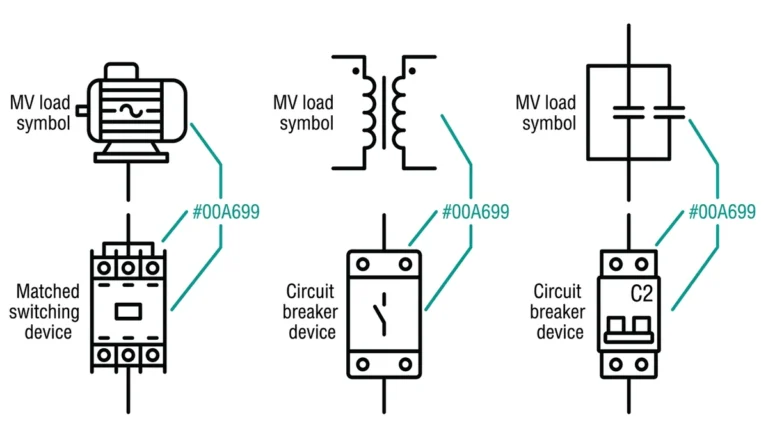
La compatibilité nominale va au-delà de la simple adaptation de la tension et du courant :
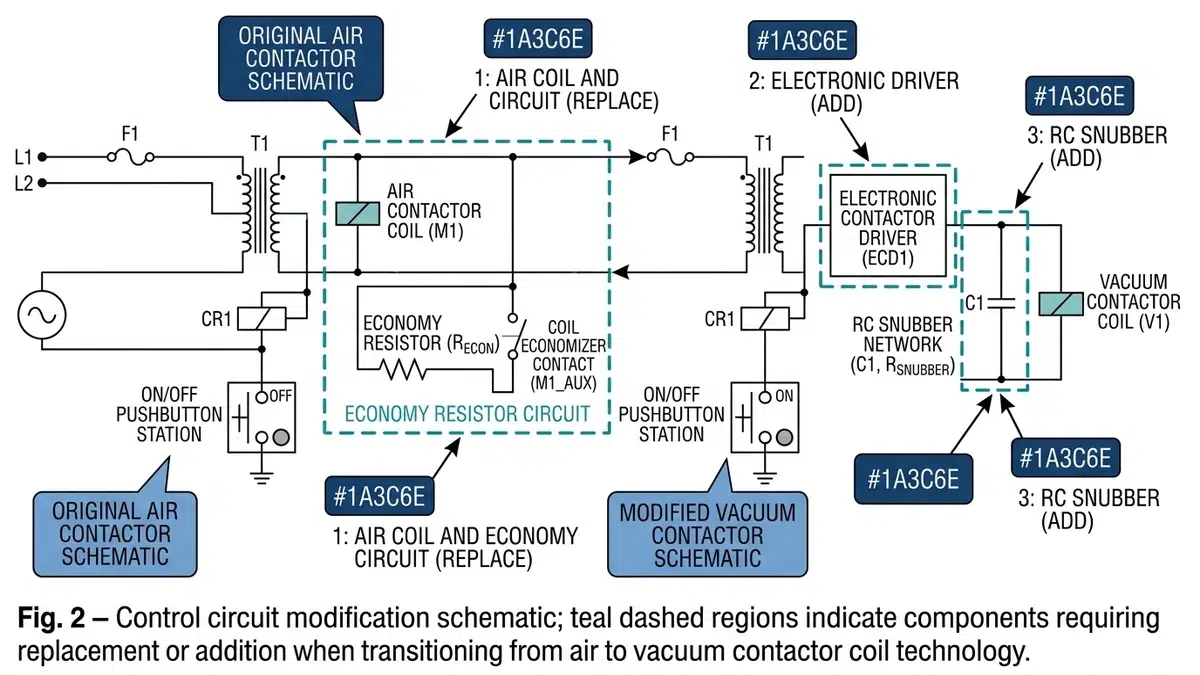
Les contacteurs à vide modernes intègrent souvent des modules de commande électroniques qui diffèrent fondamentalement des bobines électromagnétiques des contacteurs à air. Ces modules nécessitent généralement :
- Nettoyer les blocs d'alimentation en courant continu ou alternatif
- Largeurs d'impulsion minimales spécifiques pour un fonctionnement fiable
- Différentes séquences de synchronisation des contacts auxiliaires
- Vérification de la compatibilité avec la logique PLC ou relais existante
Les bobines traditionnelles des contacteurs d'air consomment un courant d'appel important (souvent 8 à 10 fois le courant scellé) suivi d'un courant de maintien constant. La bobine elle-même offre une résistance inhérente aux variations du circuit de commande. Les commandes électroniques des contacteurs à vide fonctionnent différemment :
Lors de la modernisation, vérifiez que les sources d'alimentation de contrôle peuvent fournir un courant adéquat pendant le fonctionnement simultané de plusieurs contacteurs - une situation courante pendant les transferts de bus de moteur.
Les contacteurs pneumatiques sont généralement dotés de blocs de contacts auxiliaires dédiés dont la temporisation est fixe par rapport au fonctionnement du contact principal. Les contacteurs à vide offrent une plus grande flexibilité mais nécessitent une configuration minutieuse :
Contacts de pré-alimentation doit se fermer avant les contacts du vide principal pour permettre aux circuits de protection contre les surtensions de s'armer. Contacts à sceller peut nécessiter des ajustements de temps pour tenir compte des différentes durées de fonctionnement. Contacts de retour d'état nécessité de vérifier que la capacité de transport de courant est suffisante pour les charges connectées.
Je recommande de créer un document détaillé de cartographie des contacts auxiliaires comparant les fonctions existantes avec les capacités des contacteurs de remplacement avant de commencer l'installation physique.
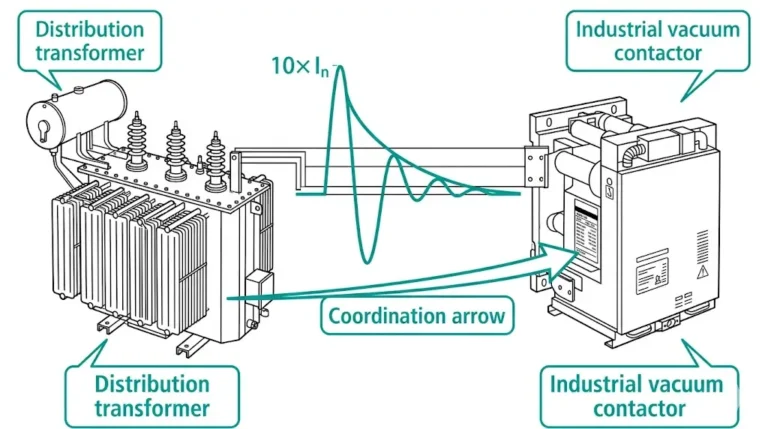
Les caractéristiques de commutation rapide des contacteurs à vide peuvent générer des transitoires de tension lors de l'interruption des courants du moteur. Ces transitoires, causés par les phénomènes de découpage du courant et de découpage virtuel du courant, peuvent solliciter l'isolation du moteur et provoquer des interférences dans le système de contrôle.
La protection contre les surtensions requise comprend généralement
- des snubbers RC (réseaux de résistances et de condensateurs) sur chaque phase
- Varistances à oxyde métallique (MOV) adaptées à la tension du système et aux exigences d'absorption d'énergie
- Condensateurs de surtension pour les moteurs dotés de systèmes d'isolation améliorés
Pour les moteurs construits avant la fin des années 1990, qui peuvent avoir des niveaux d'isolation aux impulsions de base (BIL) inférieurs, la protection contre les surtensions est obligatoire. Calculez les besoins énergétiques en fonction de l'inductance du moteur et des niveaux de courant de découpage.
Mettre hors tension et verrouiller/étiqueter toutes les sources d'énergie, y compris la puissance de commande et les circuits de transformateurs potentiels. Vérifier l'état de zéro énergie à l'aide d'un équipement d'essai approprié.
Documentez toutes les connexions de câblage existantes à l'aide de photographies et d'un étiquetage détaillé avant de les déconnecter. Cette documentation s'avère précieuse lors du dépannage de la mise en service et permet de créer des enregistrements permanents pour les systèmes de documentation de l'installation.
Retirez d'abord les goulottes d'arc, puis les dispositifs auxiliaires et enfin le contacteur principal. Inspecter les traversées de cellules et les barres omnibus pour détecter les signes de surchauffe ou les dommages qui doivent être corrigés avant d'installer un nouvel équipement.
La plupart des modernisations nécessitent des plaques d'adaptation personnalisées pour correspondre aux schémas des trous de montage. Ces plaques doivent :
- Respecter l'espacement des phases et les lignes de fuite.
- Fournir un soutien mécanique adéquat aux forces opérationnelles
- Permettre un alignement adéquat avec les bus existants
- Tenir compte des différences d'emplacement du mécanisme de fonctionnement
Les barres de bus des contacteurs à vide peuvent être différentes de celles des contacteurs à air. Vérifier la profondeur d'engagement et la pression de contact. Appliquer le lubrifiant de contact approprié selon les spécifications du fabricant. Serrer toutes les connexions aux valeurs spécifiées et documenter les relevés.
Créer un schéma de câblage complet comparant les désignations des bornes existantes avec les exigences des contacteurs de remplacement. Les principaux domaines nécessitant une attention particulière sont les suivants :
Les différences de temps de fonctionnement et de comportement des contacts auxiliaires peuvent nécessiter des modifications de la synchronisation logique :
Vérifier que les paramètres de protection du moteur existants restent appropriés. Certains contacteurs à vide comprennent des transformateurs de courant intégrés pour la protection électronique contre les surcharges, ce qui permet éventuellement de mettre au rebut des ensembles de TC et de relais discrets.
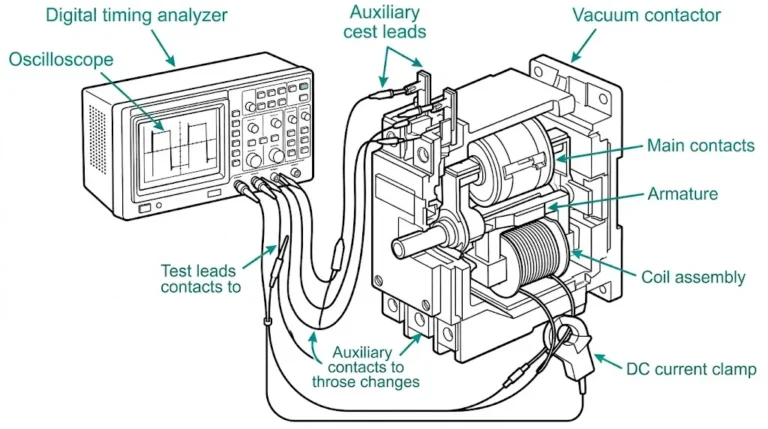
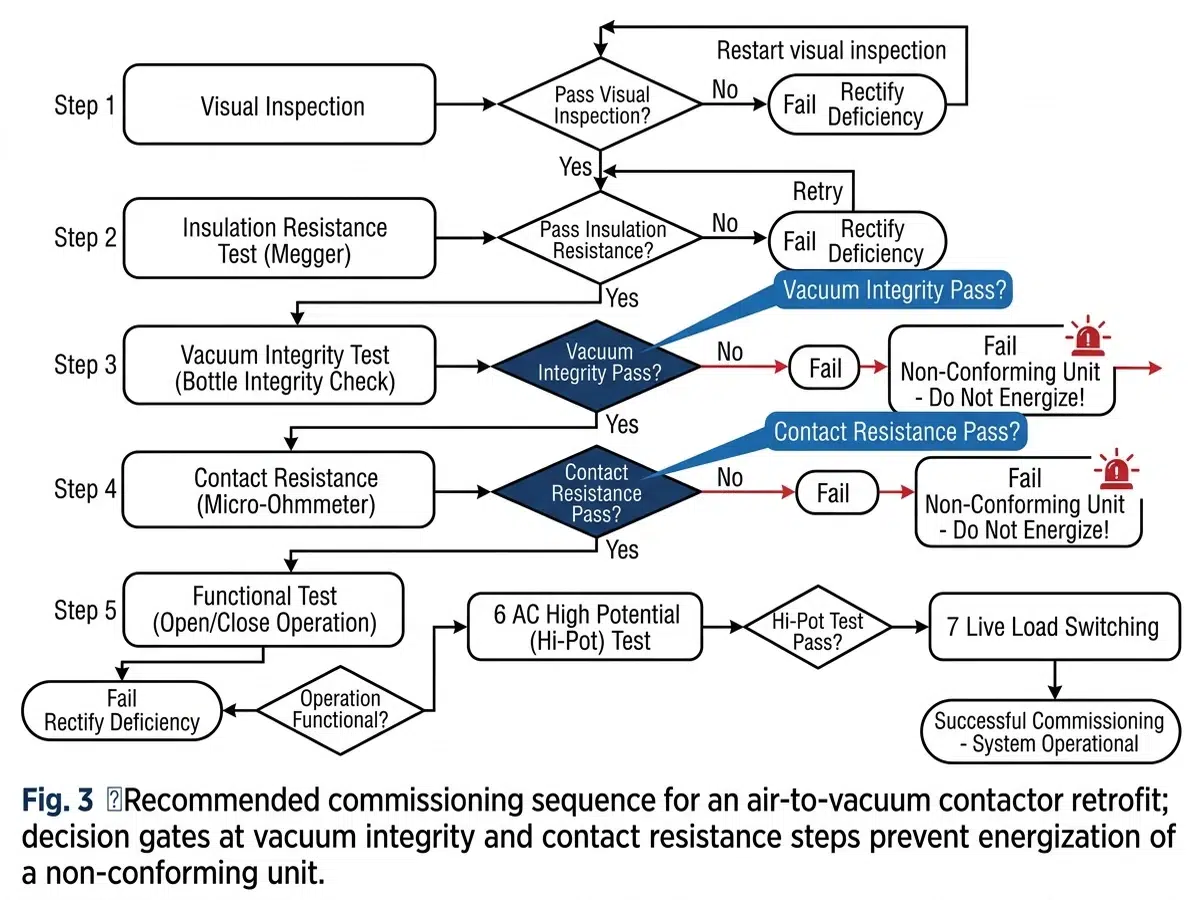
Avant de mettre l'appareil sous tension, procédez aux vérifications suivantes :
Ne mettre sous tension que l'alimentation de contrôle et vérifier :
- Tensions d'amorçage et de décrochage correctes de la bobine
- Séquence de temporisation des contacts auxiliaires
- Fonctionnalité de verrouillage avec l'équipement associé
- Intégrité du signal de retour PLC/DCS
- Fonctionnalité de contrôle local et à distance
Après avoir testé avec succès le circuit de commande, passez au test de charge :
Documenter tous les résultats des essais et les comparer aux spécifications du fabricant et aux exigences de base.
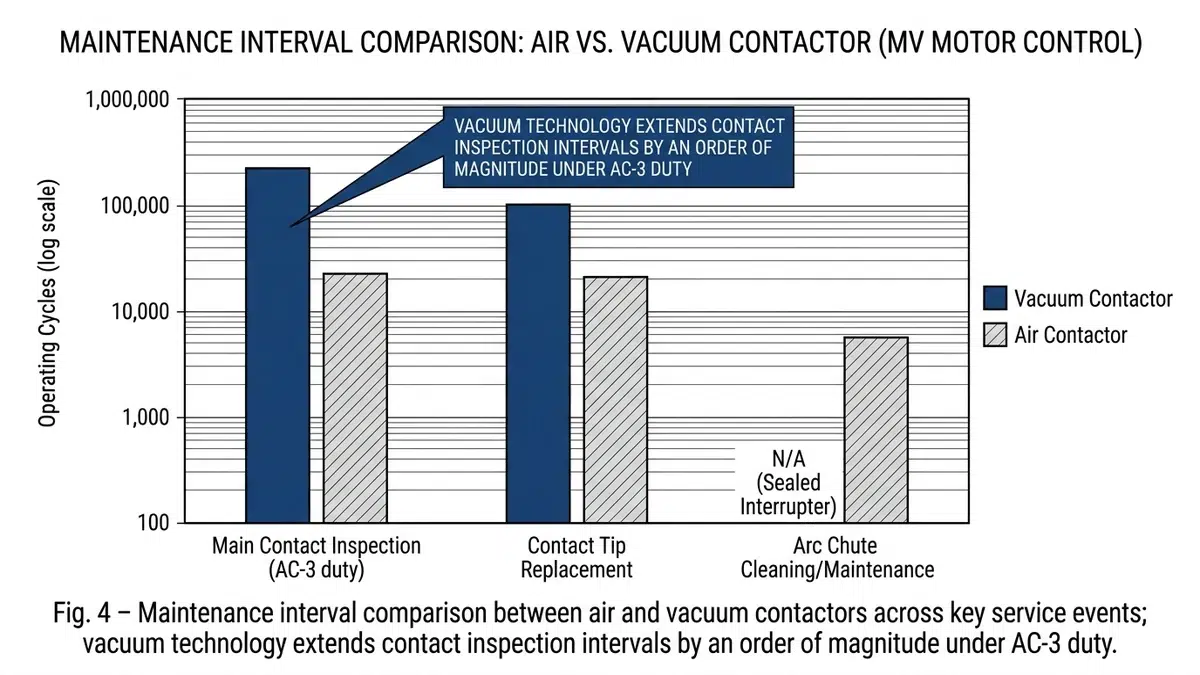
Les contacteurs à vide réduisent considérablement les besoins de maintenance par rapport aux contacteurs à air :
| Activité de maintenance | Contacteur pneumatique | Contacteur à vide |
|---|---|---|
| Inspection des contacts | 6-12 mois | 3-5 ans |
| Nettoyage de la goulotte de l'arc | 6-12 mois | Non applicable |
| Lubrification mécanique | Annuellement | 2-5 ans |
| Révision complète | 25 000-50 000 opérations | 500 000+ opérations |
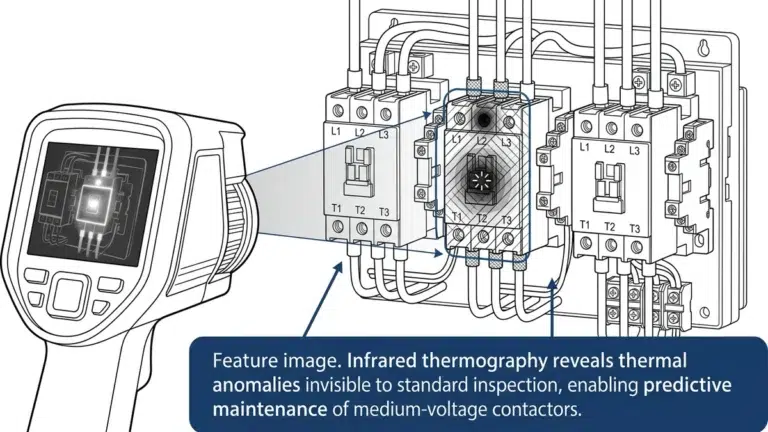
Malgré une maintenance réduite, certains paramètres nécessitent une surveillance continue :
– Comptoir des opérations: Opérations de suivi par rapport à la durée de vie nominale
– Indicateurs d'érosion de contact: De nombreux contacteurs à vide modernes comportent des indicateurs d'usure
– Intégrité du vide: Essais périodiques si l'unité n'est pas équipée d'un système de surveillance intégré.
– Condition du contact auxiliaire: Ils s'usent plus rapidement que les contacts à vide principaux
Maintenir un stock de pièces de rechange approprié :
- Interrupteurs à vide de remplacement complets
- Modules d'entraînement de bobines électroniques
- Blocs de contacts auxiliaires
- Composants de protection contre les surtensions (snubbers RC, MOV)
D'après les projets que j'ai gérés dans divers secteurs d'activité, le retour sur investissement se produit généralement dans les 2 à 4 ans. Le calcul tient compte de la réduction de la main-d'œuvre de maintenance (généralement de 4 à 8 heures par contacteur et par an), de l'élimination des coûts de remplacement des goulottes d'arc ($500-1 500 par unité), de la réduction des temps d'arrêt pour la maintenance et de l'amélioration de la protection des moteurs, ce qui réduit les coûts de réparation de ces derniers. Pour les installations fonctionnant en continu et ayant fait l'objet de plusieurs rénovations, le délai de récupération est souvent de 18 mois.
Un remplacement direct est rarement possible sans modifications. Bien que les contacteurs à vide soient généralement plus petits, les différences dans les configurations de montage, les exigences des circuits de commande et les dispositions des barres de bus nécessitent généralement des plaques d'adaptation et des modifications de câblage. Toutefois, les fabricants proposent des kits de mise à niveau spécialement conçus pour simplifier l'installation dans les centres de commande de moteurs les plus courants. Vérifiez toujours la compatibilité avec le fabricant du contacteur et le fabricant du MCC d'origine.
Les installations de modernisation nécessitent souvent une protection plus importante contre les surtensions car les moteurs des installations existantes peuvent avoir des systèmes d'isolation plus anciens avec des capacités de résistance aux surtensions plus faibles. Les moteurs fabriqués avant 1995, en particulier ceux enroulés avant l'adoption des normes d'isolation pour les onduleurs, sont plus sensibles aux transitoires de commutation des contacteurs à vide. Je recommande une protection contre les surtensions pour tout moteur dont l'état ou l'âge de l'isolation est incertain, indépendamment des valeurs nominales BIL théoriques.
Le personnel de maintenance doit recevoir une formation spécifique au fabricant portant sur la manipulation des interrupteurs à vide (point critique - ne jamais tenter de démonter les bouteilles à vide), le diagnostic et le remplacement des bobines électroniques, les procédures de test appropriées pour l'intégrité du vide et les considérations de sécurité spécifiques à l'équipement installé. L'investissement dans la formation permet d'éviter des erreurs coûteuses et d'assurer la sécurité du personnel autour des équipements à moyenne tension.
Il existe plusieurs méthodes pour vérifier l'intégrité du vide : les tests à haut potentiel (la résistance indique un vide adéquat), les tests magnétron (un équipement spécialisé mesure la pression interne), l'observation par rayons X (montre l'érosion de l'arc interne) et les indicateurs intégrés par le fabricant (certaines conceptions incluent des indicateurs de durée de vie). Pour les applications critiques, je recommande d'établir une base de référence avec un test magnétron lors de la mise en service, suivi d'une vérification périodique à des intervalles de 5 ans.
Une documentation complète doit comprendre une évaluation de l'état de l'équipement avant rénovation et des photographies, des schémas de câblage détaillés comparant les configurations existantes et nouvelles, des dessins de plaques d'adaptation avec les dimensions et les spécifications de couple, les résultats des essais de mise en service (résistance d'isolement, résistance de contact, synchronisation, mesures de surtension), des dessins unifilaires et schématiques mis à jour reflétant les conditions telles que construites, et des révisions des procédures de maintenance pour les exigences des contacteurs à vide. Cette documentation permet d'assurer la maintenance future, de satisfaire aux exigences réglementaires et de faciliter le dépannage.
Certaines applications méritent d'être évaluées avec soin avant de procéder : les applications de commutation à très haute fréquence (certains contacteurs pneumatiques gèrent mieux les scénarios d'enfoncement/de débranchement), les installations où le courant de défaut du système dépasse les valeurs nominales des contacteurs à vide disponibles, les situations où l'intégration du système de contrôle présente des défis de compatibilité insurmontables, et les installations qui prévoient le remplacement complet à court terme du centre de contrôle du moteur lorsque l'économie de la modernisation devient défavorable.
La modernisation des contacteurs à air en contacteurs à vide offre des avantages mesurables en termes de fiabilité, de réduction de la maintenance et de sécurité opérationnelle lorsqu'elle est correctement exécutée. Le succès dépend d'une évaluation préalable approfondie de la compatibilité des systèmes physiques, électriques et de commande.
Les facteurs critiques de succès sont les suivants :
Évaluation complète de la compatibilité avant l'acquisition de l'équipement, y compris les dimensions physiques, les caractéristiques électriques et les exigences en matière de circuits de commande
Conception adéquate de la protection contre les surtensions en fonction de l'âge du moteur, de l'état de l'isolation et des exigences en matière de service de commutation
Documentation détaillée sur le câblage créé lors de la suppression et utilisé pour guider la réinstallation
Mise en service systématique suivre un protocole structuré qui vérifie la fonctionnalité des systèmes mécaniques, électriques et de protection
Mise à jour des procédures de maintenance qui exploitent les avantages des contacteurs à vide tout en maintenant des intervalles de contrôle appropriés
Formation du personnel veiller à ce que le personnel d'entretien comprenne les différentes caractéristiques et exigences de la technologie du vide
L'investissement dans une planification et une exécution correctes porte ses fruits tout au long du cycle de vie de l'équipement. Les installations qui abordent ces rénovations de manière systématique font état d'une réduction significative des temps d'arrêt imprévus, des coûts de maintenance et des incidents liés à la sécurité.
Pour obtenir des conseils techniques supplémentaires sur la modernisation des équipements moyenne tension, il convient de consulter la norme IEEE C37.09 relative au test des disjoncteurs haute tension en courant alternatif, qui fournit des protocoles pertinents applicables à la mise en service des contacteurs à vide. Les ressources internes sur [la coordination de la protection des moteurs], [la maintenance de l'appareillage de commutation moyenne tension], [la conception du système de protection contre les surtensions] et [les procédures de test des contacteurs à vide] fournissent des informations supplémentaires permettant de mener à bien les projets de modernisation.