¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
Conozca la humedad del aceite del transformador en ppm y saturación relativa, con métodos de secado, umbrales y consejos de especificación.
La humedad es el contaminante más penetrante y destructivo que afecta a los sistemas de aislamiento de los transformadores de media tensión. Tras 18 años diagnosticando averías en transformadores y supervisando operaciones de secado en instalaciones industriales y de servicios públicos, he sido testigo directo de cómo las mediciones erróneas de la humedad conducen a decisiones catastróficas, tanto a la sustitución prematura de unidades reparables como al funcionamiento continuado de transformadores al borde de la avería.
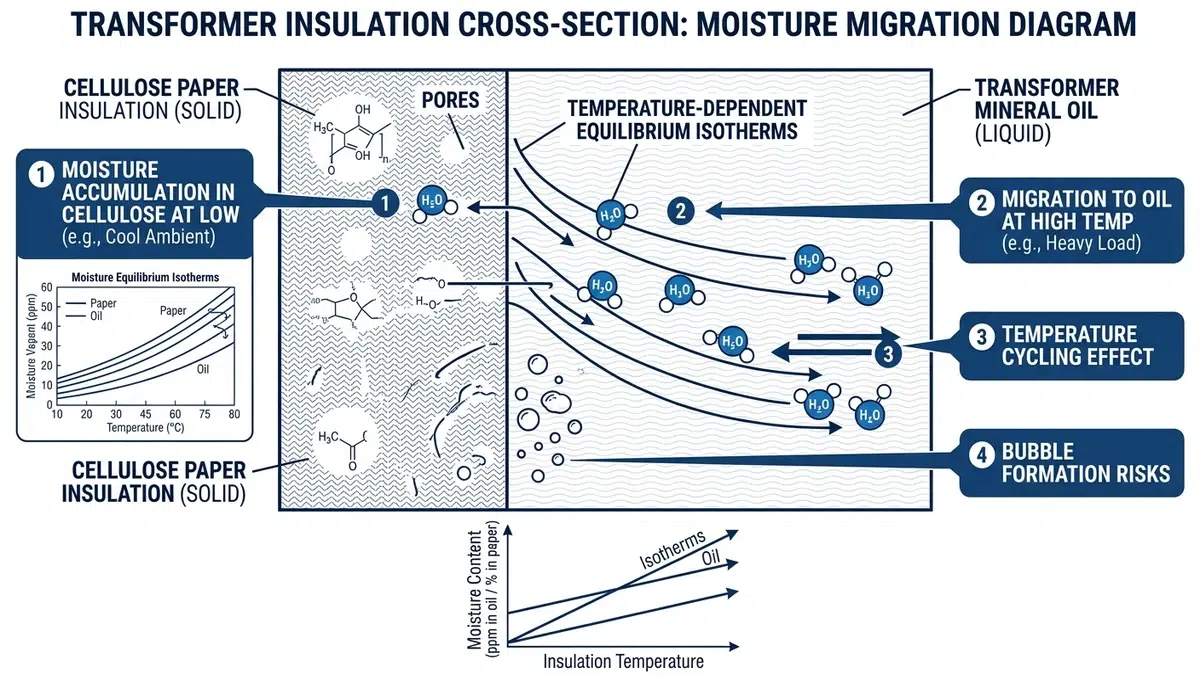
El sistema de aislamiento de los transformadores se basa en la relación sinérgica entre el aceite mineral (o fluidos alternativos) y el papel de celulosa. El aceite proporciona resistencia dieléctrica y transferencia de calor, mientras que el papel envuelve a los conductores y mantiene las separaciones eléctricas. La humedad compromete ambas funciones simultáneamente: reduce la tensión de ruptura dieléctrica del aceite, acelera el envejecimiento térmico del papel y permite la actividad de descarga parcial en concentraciones sorprendentemente bajas.
Comprender la medición de la humedad no es meramente académico: afecta directamente a los presupuestos de mantenimiento, a la programación de las paradas y a las estrategias de prolongación de la vida útil de los activos. Este artículo proporciona la base técnica para interpretar correctamente los datos de humedad, seleccionar los métodos de secado adecuados y redactar especificaciones que protejan su inversión.
Las partes por millón en peso (ppm o mg/kg) representan la cantidad absoluta de agua disuelta en el aceite del transformador. Una valoración Karl Fischer -el método de laboratorio estándar según ASTM D1533- mide esto directamente haciendo reaccionar el agua con yodo en una solución de metanol.
La medición en ppm indica la cantidad de agua existente, pero no revela nada sobre el estado real del aceite en relación con su punto de saturación. Esta distinción es fundamental porque los distintos aceites tienen características de solubilidad en agua muy diferentes.
Solubilidad típica de la humedad por tipo de aceite a 25°C:
- Aceite mineral: 55-65 ppm en saturación
- Ester natural (FR3): 1.100+ ppm en saturación
- Ester sintético: 2.700+ ppm en saturación
Una lectura de humedad de 35 ppm en aceite mineral representa aproximadamente 60% de saturación relativa - una seria preocupación. Esos mismos 35 ppm en éster natural representan aproximadamente 3% de saturación relativa, algo perfectamente aceptable. Sin comprender esta relación, las decisiones de mantenimiento se vuelven peligrosamente arbitrarias.
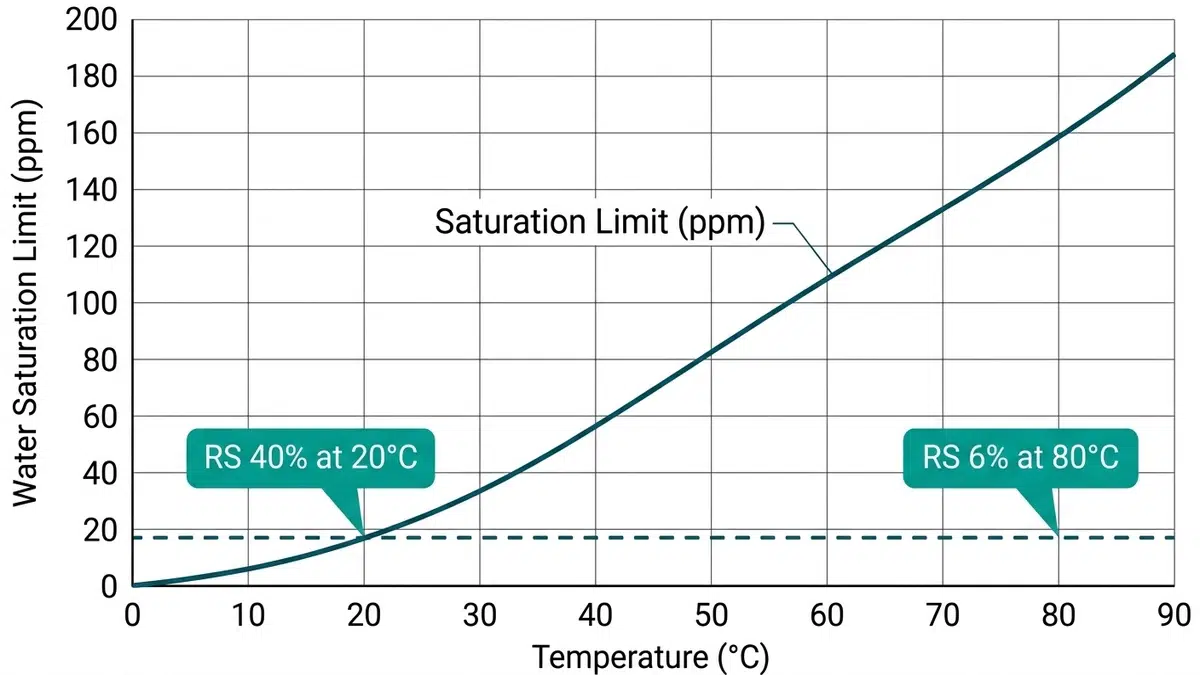
La saturación relativa expresa el contenido de humedad como porcentaje de la capacidad de saturación del aceite a la temperatura de medición. Esta medición se correlaciona directamente con:
Los modernos sensores capacitivos de humedad miden la saturación relativa directamente a la temperatura de funcionamiento, proporcionando información en tiempo real sobre el riesgo dieléctrico. La conversión de RS% a ppm requiere conocer la curva de saturación del aceite y la temperatura en el momento de la medición.
| Humedad del papel (%) | Evaluación del estado | Impacto esperado en la vida |
|---|---|---|
| < 1.0% | Excelente (nuevo/seco) | Vida útil completa |
| 1,0 - 2,0% | Bien | Aceleración mínima |
| 2,0 - 3,0% | Moderado | 2-4× aceleración del envejecimiento |
| 3,0 - 4,0% | En relación con | 5-10× aceleración del envejecimiento |
| > 4.0% | Crítico | Es necesaria una intervención inmediata |
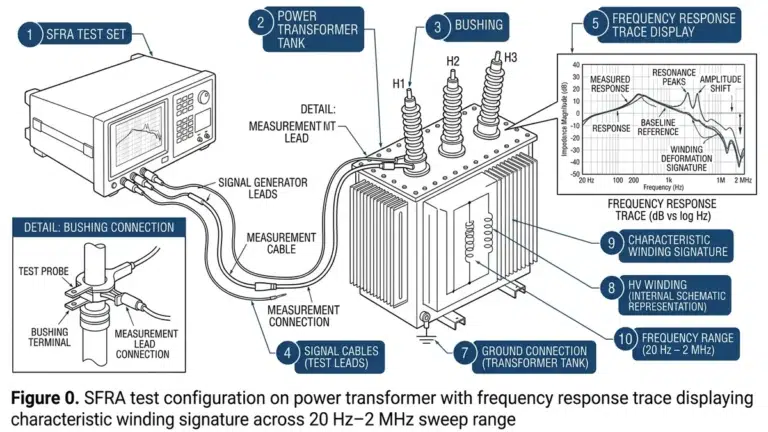
La evaluación de la humedad del papel requiere métodos indirectos, ya que el muestreo directo destruye el aislamiento. Los cálculos de equilibrio a partir de muestras de aceite a temperaturas conocidas, combinados con mediciones de respuesta de frecuencia dieléctrica (DFR), proporcionan estimaciones fiables.
Durante los ciclos de carga, los transformadores respiran la humedad que entra y sale de sus sistemas de aislamiento. El aceite caliente absorbe la humedad del papel durante los picos de carga; el aceite frío la devuelve durante los periodos de carga ligera. Esta migración continua distribuye la humedad por todo el sistema de aislamiento a lo largo del tiempo.
Los transformadores sellados y los de tipo conservador se comportan de forma diferente. Los sistemas conservadores con respiraderos de gel de sílice minimizan la entrada de humedad atmosférica, pero requieren un mantenimiento diligente del gel. Las unidades selladas con manta de nitrógeno evitan por completo la entrada de humedad, pero atrapan la generada por el envejecimiento del papel.
Los transformadores nuevos deben salir de fábrica con una humedad del aceite inferior a 10 ppm y una humedad del papel inferior a 0,5%. La realidad a menudo difiere: he recibido unidades con más de 25 ppm de fabricantes extranjeros que daban prioridad a los plazos de envío antes que a un secado adecuado. Establecer criterios de aceptación y pruebas de verificación protege contra la herencia de los atajos de calidad de otros.
Los transformadores viejos acumulan humedad de múltiples fuentes:
- Respiración atmosférica (sistemas de conservación)
- Degradación de juntas y sellos
- Descomposición de la celulosa (produce agua como subproducto)
- Productos de oxidación del aceite
Los resultados de laboratorio informan de la humedad a la temperatura de prueba (normalmente 20-25°C), que puede diferir significativamente de la temperatura de muestreo. Solicite la anotación de la temperatura de muestreo en el formulario de la cadena de custodia para permitir una interpretación adecuada.
Para los sensores en línea que proporcionan una supervisión continua, establezca los puntos de ajuste de alarma a la temperatura de funcionamiento, teniendo en cuenta las variaciones de temperatura dependientes de la carga. Un transformador que funcione a una temperatura media de devanado de 65 °C tolera ppm absolutas más altas que uno que funcione a 80 °C antes de alcanzar una saturación relativa equivalente.
La evaluación de la humedad no debe basarse en una única medición. Los diagnosticadores experimentados triangulan:
Los desacuerdos entre métodos indican errores en las pruebas o condiciones inusuales que requieren investigación.
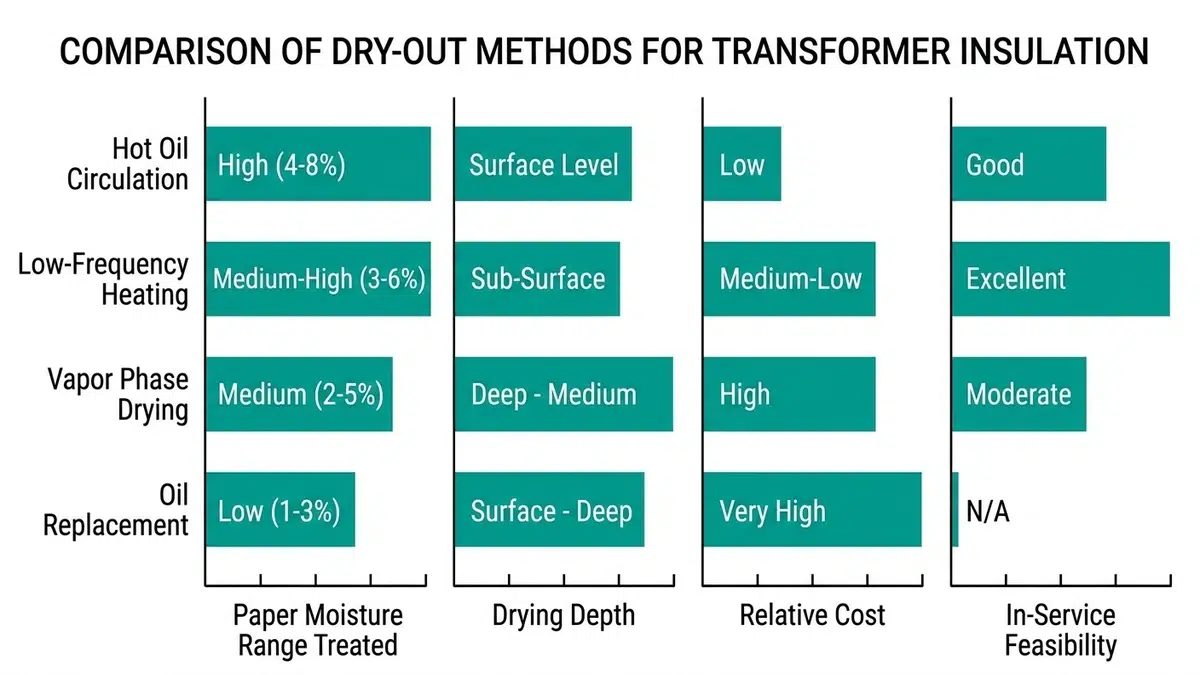
La circulación de aceite caliente representa el método de secado menos invasivo para los transformadores en servicio. El proceso implica:
Eficacia: Reduce la humedad del aceite a < 10 ppm; reducción limitada de la humedad del papel (mejora típica de 0,5-1,0% en 2-4 semanas de circulación continua).
Las mejores aplicaciones: Unidades moderadamente contaminadas en las que la humedad del papel se mantiene por debajo de 3%
Limitaciones: No se puede tratar papel muy saturado; la duración prolongada inutiliza el equipo de tratamiento
El tratamiento al vacío acelera la eliminación de la humedad al reducir el punto de ebullición del agua dentro del aislamiento. Existen dos variantes:
Tratamiento del vacío en línea mantiene un vacío continuo (0,5-5 torr) en el conservador o en el espacio de la manta de nitrógeno mientras hace circular el aceite a través del tratamiento externo. Este método es adecuado para transformadores que no pueden desenergizarse durante periodos prolongados.
Tratamiento de vacío total requiere una desenergización y drenaje completos. El transformador se calienta externamente mientras está en vacío profundo (< 1 torr), forzando la humedad del aislamiento de papel. Este método consigue una humedad del papel inferior a 1,0% cuando se ejecuta correctamente.
El secado en fase vapor representa el estándar de oro para la eliminación de la humedad en fábricas y depósitos. El proceso:
Con este método se consigue que la humedad del papel sea inferior a 0,5%, es decir, que el aislamiento vuelva a estar como nuevo, pero requiere un equipo especializado y normalmente sólo se utiliza durante la refabricación o el montaje en fábrica.
Para los transformadores en los que no se dispone de equipos de vacío, la inyección continua de aire seco ofrece una alternativa más lenta pero eficaz. El aire de grado de instrumentación (punto de rocío < -40 °C) burbujea a través del aceite, absorbiendo la humedad y saliendo por el alivio de presión o por respiraderos específicos.
Eficacia: Alcanza el equilibrio con la humedad del papel en 4-8 semanas; la humedad final del papel suele ser de 1,5-2,5%
Las mejores aplicaciones: Lugares remotos, situaciones de presupuesto limitado o como mantenimiento entre intervenciones importantes.
Las especificaciones deben establecer límites explícitos de humedad con requisitos de verificación:
“El contenido de humedad del aceite del transformador no deberá superar 10 ppm cuando se ensaye según ASTM D1533 a 20-25°C. El contenido de humedad del aislamiento de papel, estimado mediante cálculo de equilibrio o registros de proceso del fabricante, no superará 0,5% en peso. Las pruebas de verificación se realizarán dentro de las 72 horas siguientes a la entrega, con el transformador a temperatura ambiente durante un mínimo de 24 horas antes de la toma de muestras.”
Incluir consecuencias en caso de incumplimiento: “Los transformadores que superen los límites de humedad deberán someterse a un secado supervisado en fábrica a cargo del fabricante antes de su aceptación.”
Para transformadores en proceso de renovación o transformación:
“El proceso de secado deberá conseguir una humedad del aceite inferior a 15 ppm y una humedad estimada del papel inferior a 1,5%. El contratista proporcionará pruebas antes/después incluyendo titulación Karl Fischer y análisis de respuesta de frecuencia dieléctrica. Las mediciones finales se realizarán como mínimo 48 horas después de la finalización del procesamiento para permitir la estabilización del equilibrio.”
Cuando se especifique un control continuo de la humedad:
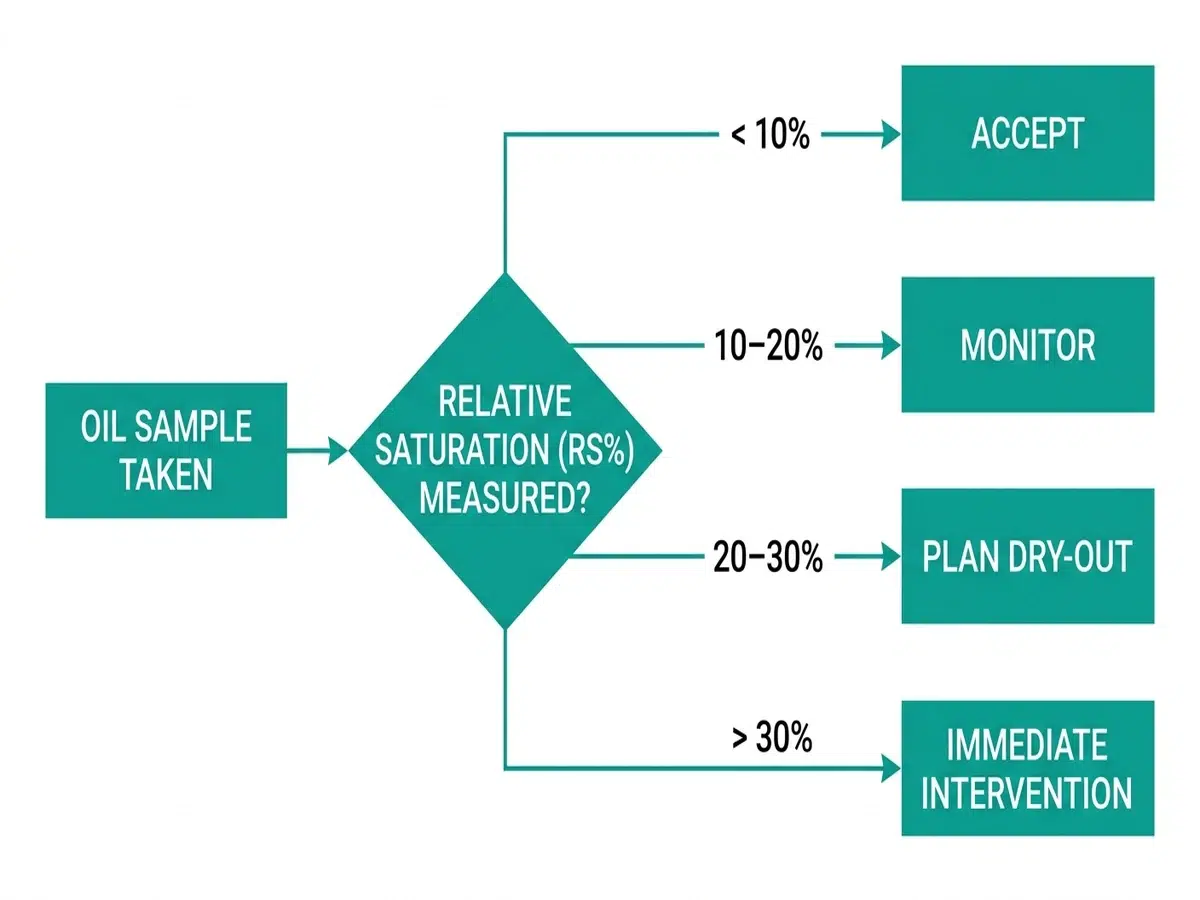
“Los sensores de humedad medirán la saturación relativa con una precisión de ±3% RS en un intervalo de 0-100%. Los sensores compensarán la temperatura automáticamente y se comunicarán mediante Modbus RTU o IEC 61850. Los puntos de consigna de alarma se configurarán en 20% RS (precaución) y 30% RS (crítico) con filtrado de retardo para evitar alarmas molestas durante las transiciones de carga.”
Un transformador de subestación de 25 MVA presentó 28 ppm de humedad en primavera, dentro del límite de 35 ppm establecido por la compañía eléctrica. Ese otoño, un arranque en frío tras una interrupción prolongada provocó el fallo del devanado. El análisis post-mortem reveló:
La especificación sólo hacía referencia a las ppm absolutas sin contexto de temperatura, por lo que no se tenía en cuenta la condición real.
Un transformador de 10 MVA de 1985 en una planta de fabricación mostraba 52 ppm de humedad con una humedad estimada del papel de 3,2%. En lugar de sustituirlo inmediatamente, la instalación optó por:
El análisis DFR de seguimiento estimó la humedad del papel en 2,1%. El transformador volvió al servicio con una esperanza de vida útil revisada de 10 años a una fracción del coste de sustitución.
Para los transformadores de aceite mineral, una humedad del aceite superior a 35 ppm (a 25°C de referencia) o una saturación relativa superior a 40% a la temperatura de funcionamiento exige una investigación inmediata. Una humedad del papel superior a 3,5% indica un envejecimiento acelerado que requiere una planificación de secado en un plazo de 6-12 meses. Una saturación relativa superior a 50% o agua libre visible constituye una emergencia: reduzca la carga o desconecte la alimentación eléctrica hasta que se solucione el problema.
Los transformadores críticos (alimentación de hospitales, cargas de proceso continuas) justifican la supervisión en línea. Los demás deben someterse a un muestreo anual del aceite como mínimo y a pruebas en los 30 días siguientes a cualquier tratamiento del aceite, sustitución de juntas o inspección interna. Los transformadores nuevos deben someterse a pruebas de verificación antes de la puesta en servicio y de nuevo a los 6 meses para establecer la línea de base.
El secado elimina la humedad, pero no puede invertir la degradación de la celulosa que ya se ha producido. Si el papel ha perdido resistencia mecánica debido a años de envejecimiento acelerado, la eliminación de la humedad estabiliza la vida útil restante, pero no reconstruye lo perdido. La prueba del grado de polimerización (DP) mediante el análisis de furano ayuda a evaluar si merece la pena el secado o si la sustitución tiene más sentido desde el punto de vista económico.
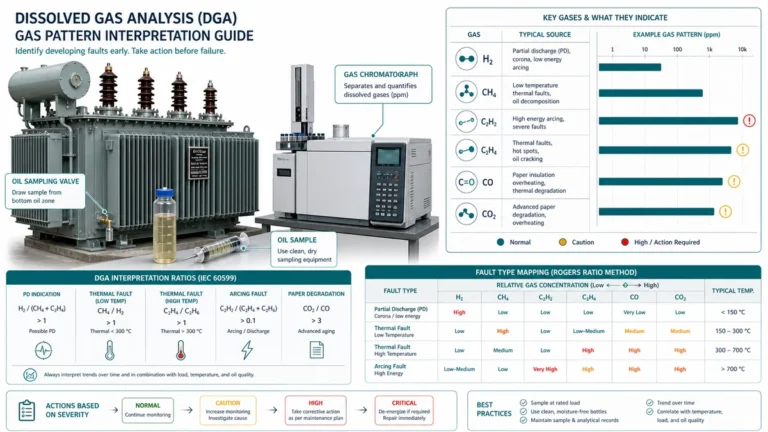
Una humedad elevada acelera el envejecimiento del papel, produciendo dióxido de carbono y monóxido de carbono. La humedad también permite la actividad de descarga parcial a menor tensión, generando hidrógeno y a veces acetileno. La revisión de las tendencias de los gases disueltos junto con el historial de humedad suele revelar relaciones causa-efecto que explican la generación de gases, que de otro modo resultaría misteriosa.
Absolutamente. Los ésteres naturales toleran una humedad absoluta mucho mayor (200-400 ppm típicas en servicio) debido a su alta capacidad de saturación. Sin embargo, el equilibrio de humedad del papel es diferente: los ésteres naturales extraen la humedad del papel de forma más eficaz, lo que puede mejorar la longevidad del papel en aplicaciones de reequipamiento. Especifique límites de saturación relativos (< 25% RS) en lugar de ppm absolutas para fluidos alternativos.
Los modernos sensores capacitivos proporcionan una medición fiable de la saturación relativa cuando se instalan y mantienen correctamente. La verificación anual con los resultados Karl Fischer de laboratorio confirma la calibración. La ubicación del sensor es importante: instálelo en la vía de circulación del aceite del depósito principal, no en bolsas estancadas. La vida útil del sensor es de 5 a 7 años antes de que la deriva requiera su sustitución.
Se requieren: lecturas iniciales de humedad (ppm de aceite, papel estimado %), registro de parámetros del proceso (temperaturas, niveles de vacío, duración), lecturas finales de humedad con período de estabilización de 48 horas, verificación de la calidad del aceite (rigidez dieléctrica, acidez, tensión interfacial) y certificación de que el equipo de procesamiento utilizó aceite limpio que cumple o supera los requisitos del transformador.
La gestión de la humedad en el aislamiento de transformadores requiere conocer tanto el contenido absoluto (ppm) como la capacidad funcional (saturación relativa). Ninguna de las mediciones por sí sola cuenta la historia completa: una interpretación adecuada requiere un contexto de temperatura, conocimiento del equilibrio y correlación con otros datos de diagnóstico.
Los principios fundamentales que hay que recordar:
Para una orientación completa sobre la metodología de pruebas de aislamiento de transformadores, consulte IEEE C57.152-2013, “IEEE Guide for Diagnostic Field Testing of Fluid-Filled Power Transformers, Regulators, and Reactors”.”
Una gestión adecuada de la humedad prolonga la vida útil de los transformadores durante décadas y evita fallos inesperados por valor de millones en daños directos y pérdidas consecuenciales. La inversión en la comprensión de estos principios le reportará dividendos a lo largo de su carrera en el mantenimiento de sistemas de energía.