Hai bisogno delle specifiche complete?
Scarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogo
Comprendere l'umidità dell'olio del trasformatore in ppm e saturazione relativa, con metodi di essiccazione, soglie e suggerimenti sulle specifiche.
L'umidità è il contaminante più pervasivo e distruttivo per i sistemi di isolamento dei trasformatori di media tensione. Dopo 18 anni di diagnosi di guasti ai trasformatori e di supervisione delle operazioni di essiccazione in impianti industriali e di pubblica utilità, ho potuto constatare in prima persona come misurazioni errate dell'umidità portino a decisioni catastrofiche, sia per la sostituzione prematura di unità riparabili sia per la prosecuzione del funzionamento di trasformatori sull'orlo del guasto.
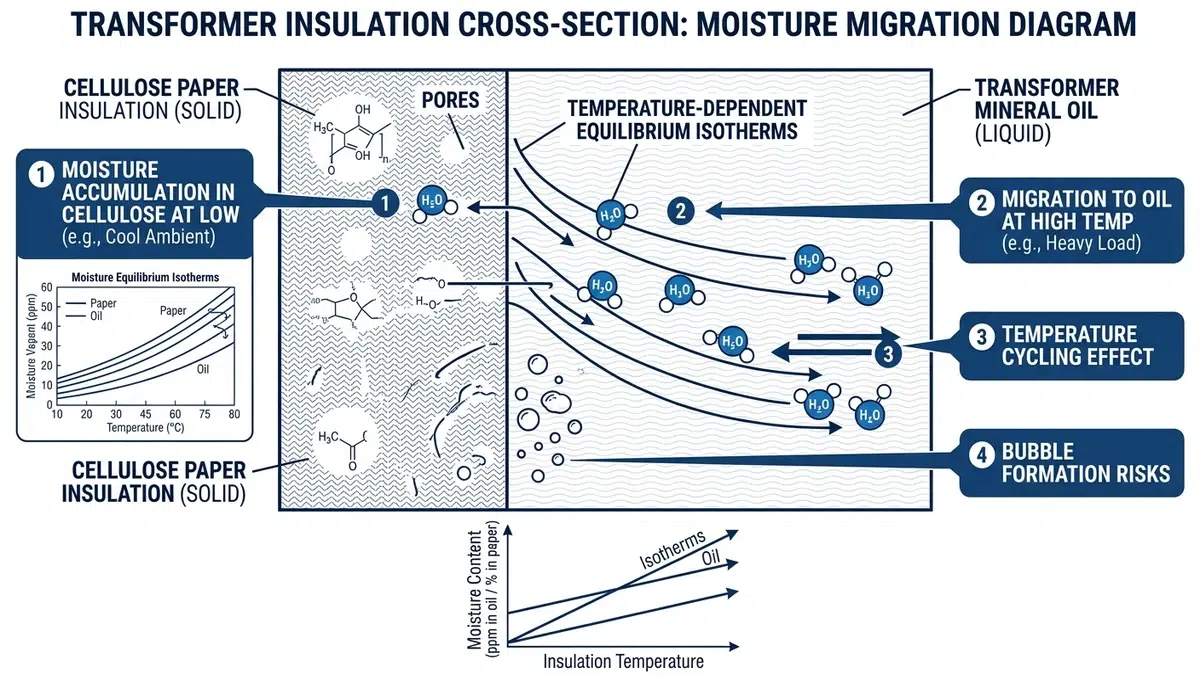
Il sistema di isolamento dei trasformatori si basa sulla relazione sinergica tra olio minerale (o fluidi alternativi) e carta di cellulosa. L'olio fornisce la rigidità dielettrica e il trasferimento di calore, mentre la carta avvolge i conduttori e mantiene le distanze elettriche. L'umidità compromette entrambe le funzioni contemporaneamente: riduce la tensione di rottura dielettrica dell'olio, accelera l'invecchiamento termico della carta e consente l'attività di scarica parziale a concentrazioni sorprendentemente basse.
La comprensione della misurazione dell'umidità non è solo accademica: ha un impatto diretto sui bilanci di manutenzione, sulla programmazione delle interruzioni e sulle strategie di estensione della vita utile degli impianti. Questo articolo fornisce le basi tecniche per interpretare correttamente i dati sull'umidità, selezionare i metodi di asciugatura appropriati e scrivere specifiche che proteggano il vostro investimento.
Le parti per milione di peso (ppm o mg/kg) rappresentano la quantità assoluta di acqua disciolta nell'olio del trasformatore. Una titolazione Karl Fischer, il metodo di laboratorio standard secondo ASTM D1533, misura questa quantità direttamente facendo reagire l'acqua con lo iodio in una soluzione di metanolo.
La misura in ppm indica la quantità di acqua presente, ma non rivela nulla sulle condizioni effettive dell'olio rispetto al suo punto di saturazione. Questa distinzione è fondamentale perché oli diversi hanno caratteristiche di solubilità dell'acqua molto diverse.
Solubilità tipica dell'umidità in base al tipo di olio a 25°C:
- Olio minerale: 55-65 ppm a saturazione
- Estere naturale (FR3): 1.100+ ppm a saturazione
- Estere sintetico: 2.700+ ppm a saturazione
Un valore di umidità di 35 ppm in un olio minerale rappresenta circa 60% di saturazione relativa, un problema serio. Gli stessi 35 ppm nell'estere naturale rappresentano circa 3% di saturazione relativa, perfettamente accettabile. Senza comprendere questa relazione, le decisioni sulla manutenzione diventano pericolosamente arbitrarie.
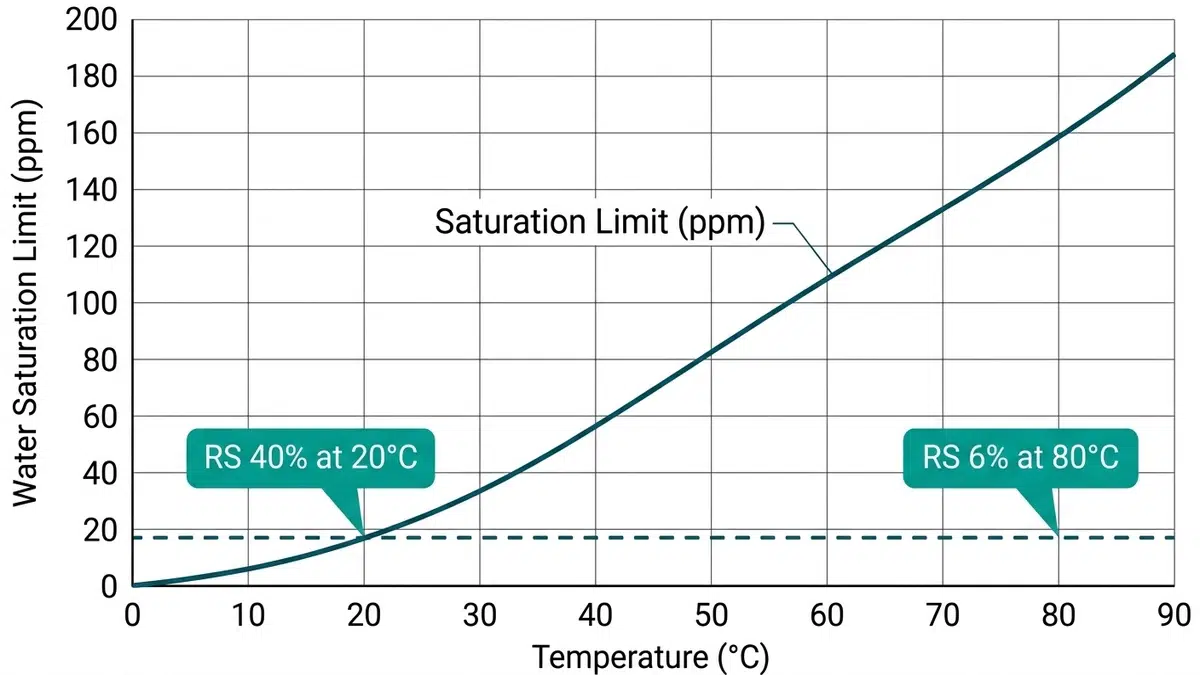
La saturazione relativa esprime il contenuto di umidità come percentuale della capacità di saturazione dell'olio alla temperatura di misurazione. Questa misura è direttamente correlata a:
I moderni sensori di umidità capacitivi misurano la saturazione relativa direttamente alla temperatura di esercizio, fornendo una visione in tempo reale del rischio dielettrico. Per convertire RS% in ppm è necessario conoscere la curva di saturazione dell'olio e la temperatura al momento della misurazione.
| Umidità della carta (%) | Valutazione delle condizioni | Impatto sulla vita prevista |
|---|---|---|
| < 1,0% | Eccellente (nuovo/asciutto) | Vita utile completa |
| 1,0 - 2,0% | Buono | Accelerazione minima |
| 2,0 - 3,0% | Moderato | Accelerazione dell'invecchiamento 2-4× |
| 3,0 - 4,0% | Riguardo a | Accelerazione dell'invecchiamento 5-10× |
| > 4,0% | Critico | Necessità di un intervento immediato |
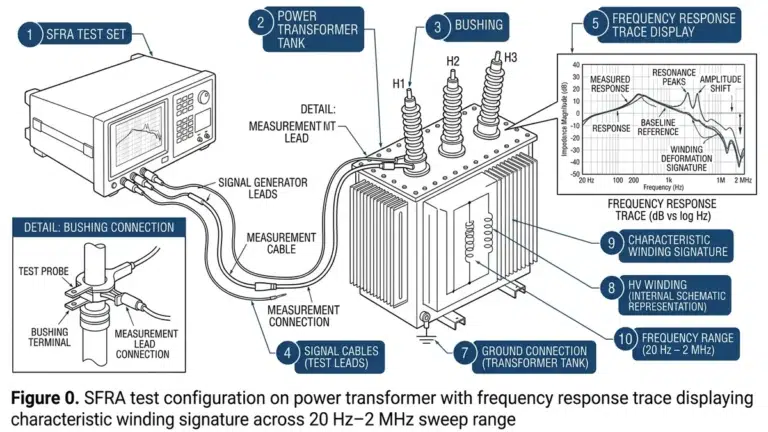
La valutazione dell'umidità della carta richiede metodi indiretti poiché il campionamento diretto distrugge l'isolamento. I calcoli di equilibrio effettuati su campioni di olio a temperatura nota, combinati con le misurazioni della risposta in frequenza dielettrica (DFR), forniscono stime affidabili.
Durante i cicli di carico, i trasformatori respirano l'umidità all'interno e all'esterno dei loro sistemi di isolamento. L'olio caldo assorbe l'umidità dalla carta durante i picchi di carico; l'olio freddo rilascia l'umidità durante i periodi di carico leggero. Questa migrazione continua distribuisce l'umidità nel sistema di isolamento nel corso del tempo.
I trasformatori sigillati e quelli di tipo conservatore si comportano in modo diverso. I sistemi con conservatore e gel di silice riducono al minimo l'ingresso di umidità atmosferica, ma richiedono una manutenzione diligente del gel. I trasformatori sigillati con coperte di azoto impediscono completamente l'ingresso di umidità, ma intrappolano l'umidità generata dall'invecchiamento della carta.
I nuovi trasformatori dovrebbero lasciare la fabbrica con un'umidità dell'olio inferiore a 10 ppm e un'umidità della carta inferiore a 0,5%. La realtà è spesso diversa: ho ricevuto unità con oltre 25 ppm da produttori d'oltreoceano che hanno privilegiato i tempi di spedizione rispetto a una corretta essiccazione. Stabilire criteri di accettazione e test di verifica protegge dall'ereditare le scorciatoie qualitative di qualcun altro.
I trasformatori invecchiati accumulano umidità da più fonti:
- Respirazione atmosferica (sistemi di conservazione)
- Degrado delle guarnizioni e delle tenute
- Decomposizione della cellulosa (produce acqua come sottoprodotto)
- Prodotti di ossidazione dell'olio
I risultati di laboratorio riportano l'umidità alla temperatura di prova (in genere 20-25°C), che può differire notevolmente dalla temperatura di campionamento. Richiedere la notazione della temperatura di campionamento sul modulo della catena di custodia per consentire una corretta interpretazione.
Per i sensori online che forniscono un monitoraggio continuo, stabilire i setpoint di allarme alla temperatura di esercizio, tenendo conto delle variazioni di temperatura dipendenti dal carico. Un trasformatore con una temperatura media dell'avvolgimento di 65°C tollera ppm assoluti più elevati di uno con 80°C prima di raggiungere una saturazione relativa equivalente.
La valutazione dell'umidità non dovrebbe basarsi su un'unica misurazione. I diagnostici esperti triangolano:
Il disaccordo tra i metodi indica errori nei test o condizioni insolite che richiedono un'indagine.
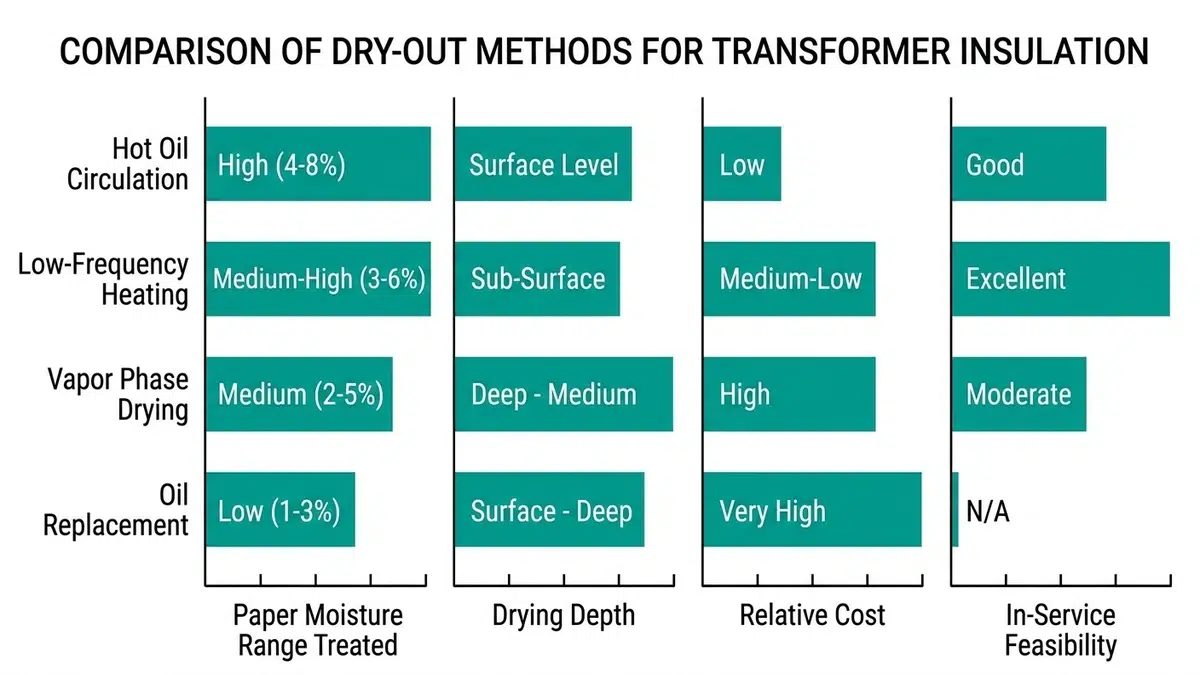
La circolazione dell'olio caldo rappresenta l'approccio meno invasivo per l'essiccazione dei trasformatori in servizio. Il processo prevede:
Efficacia: Riduce l'umidità dell'olio a < 10 ppm; riduzione limitata dell'umidità della carta (in genere miglioramento di 0,5-1,0% in 2-4 settimane di circolazione continua).
Le migliori applicazioni: Unità moderatamente contaminate in cui l'umidità della carta rimane inferiore a 3%
Limitazioni: Non è in grado di trattare carta molto satura; la durata prolungata blocca l'apparecchiatura di lavorazione.
La lavorazione sottovuoto accelera la rimozione dell'umidità riducendo il punto di ebollizione dell'acqua all'interno dell'isolamento. Esistono due varianti:
Lavorazione sottovuoto online mantiene un vuoto continuo (0,5-5 torr) sul conservatore o sullo spazio del mantello di azoto mentre circola l'olio attraverso il processo esterno. Questo metodo è adatto ai trasformatori che non possono essere disalimentati per periodi prolungati.
Trattamento a vuoto completo richiede la completa diseccitazione e lo svuotamento. Il trasformatore viene riscaldato esternamente sotto vuoto spinto (< 1 torr), forzando l'umidità dell'isolamento della carta. Questo metodo consente di ottenere un'umidità della carta inferiore a 1,0% se eseguito correttamente.
L'essiccazione in fase di vapore rappresenta il gold standard per la rimozione dell'umidità a livello di fabbrica e di deposito. Il processo:
Questo metodo consente di ottenere un'umidità della carta inferiore a 0,5%, riportando in sostanza l'isolamento a condizioni pari al nuovo, ma richiede un'attrezzatura specializzata e in genere si verifica solo durante la rigenerazione o l'assemblaggio in fabbrica.
Per i trasformatori in cui non è disponibile un'apparecchiatura per il vuoto, l'iniezione continua di aria secca rappresenta un'alternativa più lenta ma efficace. L'aria strumentale (punto di rugiada < -40°C) bolle attraverso l'olio, assorbendo l'umidità e uscendo attraverso lo scarico della pressione o gli sfiati dedicati.
Efficacia: Raggiunge l'equilibrio con l'umidità della carta nell'arco di 4-8 settimane; l'umidità finale della carta è in genere 1,5-2,5%
Le migliori applicazioni: Luoghi remoti, situazioni con budget limitato o come manutenzione tra un intervento importante e l'altro.
Le specifiche devono indicare esplicitamente i limiti di umidità e i requisiti di verifica:
“Il contenuto di umidità dell'olio del trasformatore non deve superare i 10 ppm quando viene testato secondo la norma ASTM D1533 a 20-25°C. Il contenuto di umidità dell'isolante in carta, stimato attraverso il calcolo dell'equilibrio o le registrazioni del processo del produttore, non deve superare 0,5% in peso. Il test di verifica deve essere effettuato entro 72 ore dalla consegna, con il trasformatore a temperatura ambiente per un minimo di 24 ore prima del campionamento”.”
Includere le conseguenze in caso di non conformità: “I trasformatori che superano i limiti di umidità devono essere sottoposti a un'asciugatura controllata in fabbrica a spese del produttore prima dell'accettazione”.”
Per trasformatori in fase di ristrutturazione o lavorazione:
“Il processo di essiccazione deve raggiungere un'umidità dell'olio inferiore a 15 ppm e un'umidità stimata della carta inferiore a 1,5%”. L'appaltatore deve fornire test prima/dopo, tra cui la titolazione di Karl Fischer e l'analisi della risposta della frequenza dielettrica. Le misurazioni finali devono essere effettuate almeno 48 ore dopo il completamento della lavorazione per consentire la stabilizzazione dell'equilibrio".”
Quando si specifica il monitoraggio continuo dell'umidità:
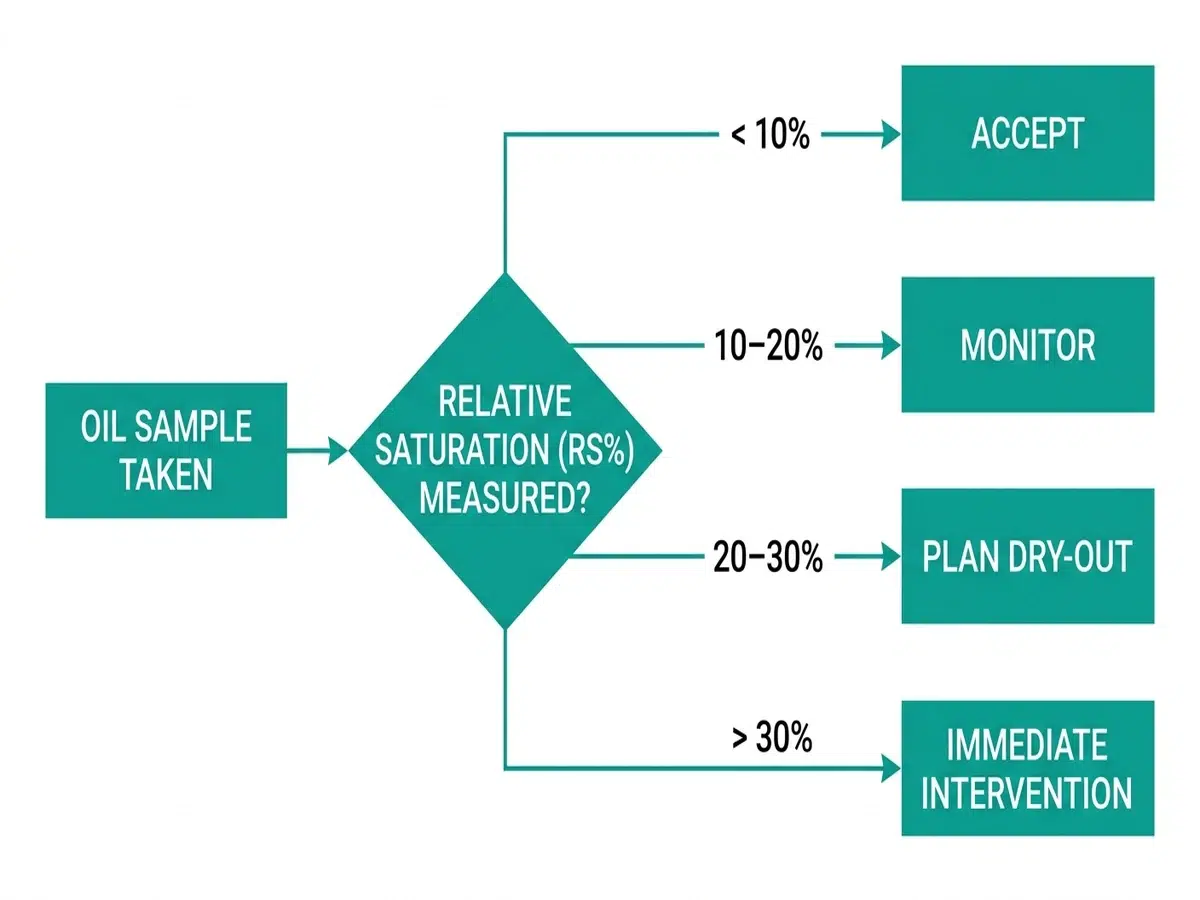
“I sensori di umidità misureranno la saturazione relativa con una precisione di ±3% RS nell'intervallo 0-100%. I sensori devono compensare automaticamente la temperatura e comunicare tramite Modbus RTU o IEC 61850. I setpoint di allarme devono essere configurati a 20% RS (cautela) e 30% RS (critico) con filtro a tempo per evitare allarmi indesiderati durante le transizioni di carico”.”
In primavera, un trasformatore di una sottostazione da 25 MVA è risultato avere 28 ppm di umidità, entro il limite di 35 ppm fissato dall'azienda. In autunno, un avviamento a freddo dopo un'interruzione prolungata ha provocato un guasto all'avvolgimento. L'analisi post-mortem ha rivelato:
La specifica fa riferimento solo ai ppm assoluti senza il contesto della temperatura, mancando la condizione reale.
Un trasformatore da 10 MVA del 1985 presso un impianto di produzione presentava un'umidità di 52 ppm con un'umidità stimata della carta di 3,2%. Piuttosto che sostituire immediatamente il trasformatore, l'impianto ha scelto di sostituirlo:
L'analisi DFR successiva ha stimato l'umidità della carta a 2,1%. Il trasformatore è tornato in servizio con un'aspettativa di vita residua riveduta di 10 anni a una frazione del costo di sostituzione.
Per i trasformatori in olio minerale, un'umidità dell'olio superiore a 35 ppm (a 25°C di riferimento) o una saturazione relativa superiore a 40% alla temperatura di esercizio richiedono un'indagine immediata. Un'umidità della carta superiore a 3,5% indica un invecchiamento accelerato che richiede una pianificazione dell'asciugatura entro 6-12 mesi. Una saturazione relativa superiore a 50% o acqua libera visibile costituisce un'emergenza: ridurre il carico o togliere l'alimentazione fino a quando non si interviene.
I trasformatori critici (alimentazioni ospedaliere, carichi di processo continui) richiedono un monitoraggio online. Gli altri dovrebbero essere sottoposti a un campionamento dell'olio almeno annuale, con test entro 30 giorni da qualsiasi lavorazione dell'olio, sostituzione della guarnizione o ispezione interna. I nuovi trasformatori devono essere sottoposti a test di verifica prima della messa in tensione e di nuovo a 6 mesi per stabilire la linea di base.
L'essiccazione rimuove l'umidità ma non può invertire la degradazione della cellulosa già avvenuta. Se la carta ha perso resistenza meccanica a causa di anni di invecchiamento accelerato, la rimozione dell'umidità stabilizza la vita residua ma non ricostruisce ciò che è stato perso. Il test del grado di polimerizzazione (DP) attraverso l'analisi del furano aiuta a valutare se il dry-out è utile o se la sostituzione ha più senso dal punto di vista economico.
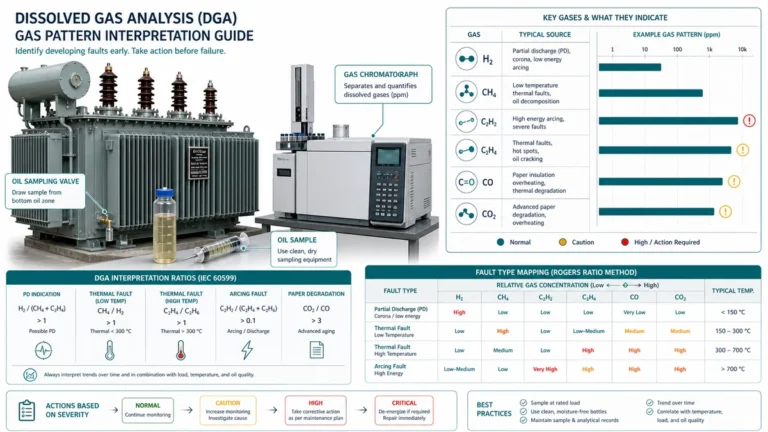
L'elevata umidità accelera l'invecchiamento della carta, producendo anidride carbonica e monossido di carbonio. L'umidità consente anche l'attività di scarica parziale a tensioni inferiori, generando idrogeno e talvolta acetilene. L'analisi dei trend dei gas disciolti insieme alla storia dell'umidità spesso rivela relazioni di causa-effetto che spiegano una generazione di gas altrimenti misteriosa.
Assolutamente sì. Gli esteri naturali tollerano un'umidità assoluta molto più elevata (200-400 ppm tipici in servizio) grazie alla loro elevata capacità di saturazione. Tuttavia, l'equilibrio dell'umidità della carta è diverso: gli esteri naturali estraggono l'umidità dalla carta in modo più efficace, migliorando potenzialmente la durata della carta nelle applicazioni di retrofit. Per i fluidi alternativi, specificare i limiti di saturazione relativa (< 25% RS) piuttosto che i ppm assoluti.
I moderni sensori capacitivi forniscono una misura affidabile della saturazione relativa se installati e mantenuti correttamente. La verifica annuale con i risultati del laboratorio Karl Fischer conferma la calibrazione. La posizione del sensore è importante: installarlo nel percorso di circolazione dell'olio del serbatoio principale, non in sacche stagnanti. Si prevede una durata del sensore di 5-7 anni prima che la deriva ne richieda la sostituzione.
Richiedono: letture iniziali dell'umidità (ppm di olio, carta stimata %), registro dei parametri di processo (temperature, livelli di vuoto, durata), letture finali dell'umidità con un periodo di stabilizzazione di 48 ore, verifica della qualità dell'olio (rigidità dielettrica, acidità, tensione interfacciale) e certificazione che l'apparecchiatura di lavorazione ha utilizzato olio pulito conforme o superiore ai requisiti del trasformatore.
La gestione dell'umidità nell'isolamento dei trasformatori richiede la comprensione sia del contenuto assoluto (ppm) che della capacità funzionale (saturazione relativa). Nessuna delle due misure da sola racconta la storia completa: una corretta interpretazione richiede il contesto della temperatura, la consapevolezza dell'equilibrio e la correlazione con altri dati diagnostici.
I principi critici da ricordare:
Per una guida completa sulla metodologia di verifica dell'isolamento dei trasformatori, consultare IEEE C57.152-2013, “IEEE Guide for Diagnostic Field Testing of Fluid-Filled Power Transformers, Regulators, and Reactors”.”
Una corretta gestione dell'umidità allunga la vita dei trasformatori di decenni e previene guasti imprevisti per un valore di milioni in danni diretti e perdite conseguenti. L'investimento nella comprensione di questi principi paga per tutta la vostra carriera nella manutenzione dei sistemi di potenza.