Vous avez besoin des spécifications complètes ?
Téléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogueTéléchargez notre catalogue de produits 2025 pour obtenir les schémas détaillés et les paramètres techniques de tous les composants des appareillages de commutation.
Obtenir le catalogue

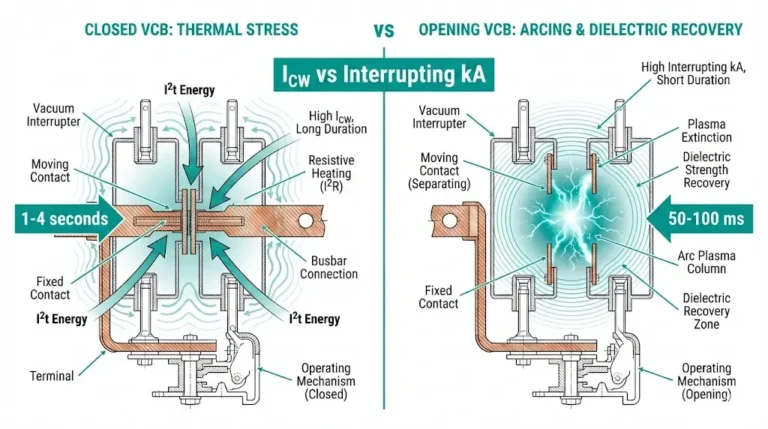
La résine époxy coulée constitue l'épine dorsale de l'isolation solide dans les appareillages de commutation moyenne tension. Elle encapsule disjoncteur à vide L'époxy est utilisée pour fixer les poteaux, soutenir les conducteurs de bus et former les douilles qui assurent la transition entre les compartiments. Lorsque l'époxy fait défaut, l'équipement fait de même, souvent pendant les périodes de pointe, lorsque les contraintes thermiques et électriques se combinent.
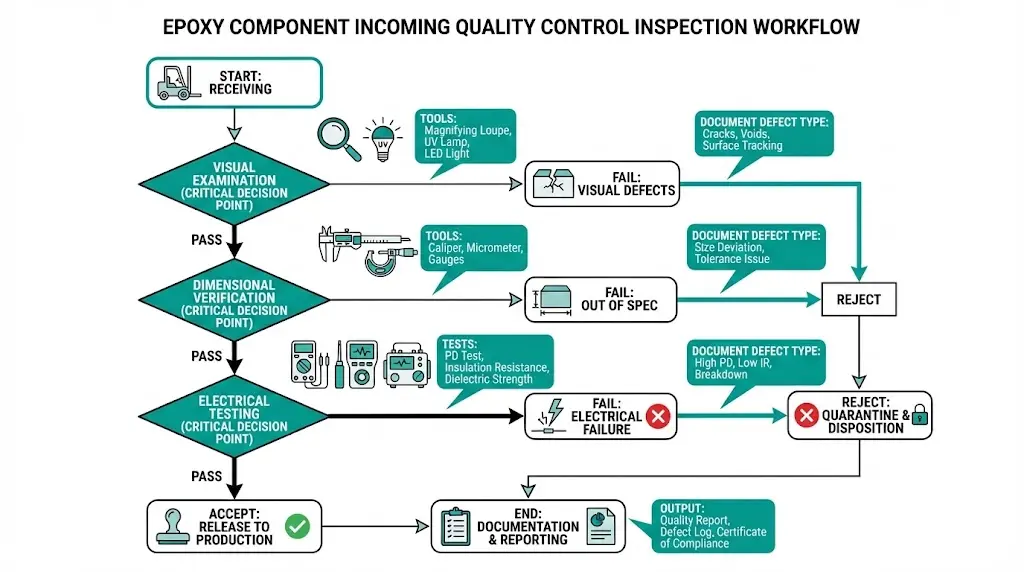
Ce guide de terrain fournit des méthodes d'inspection systématiques pour détecter les fissures, les vides et les traces dans les composants en époxy de 12 kV à 40,5 kV. Les techniques s'appliquent à l'inspection à l'arrivée, à la vérification de la mise en service et à l'évaluation périodique en service.
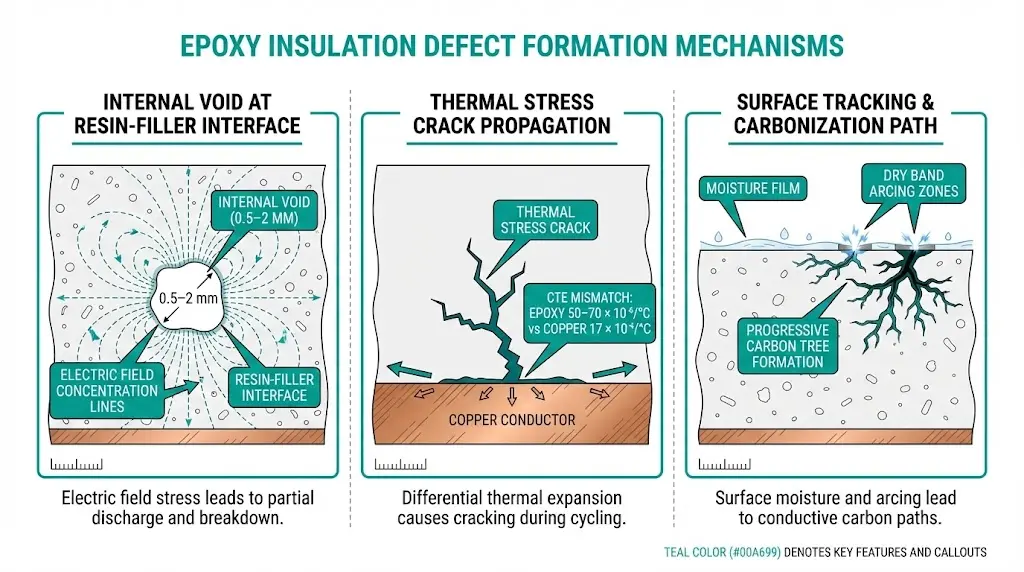
Comprendre l'origine des défauts permet de mieux cibler l'inspection. Chaque type de défaut suit une voie de formation distincte.
Des vides se forment pendant la coulée lorsque l'air ou les composés volatils piégés ne peuvent s'échapper avant que la résine ne se gélifie. Dans les évaluations de la qualité de plus de 200 lots d'isolateurs époxy, les vides de plus de 0,5 mm se concentrent systématiquement aux interfaces résine-charge, où le mouillage est incomplet. La réaction exothermique de durcissement génère des températures de 120 à 180°C, créant des gradients de pression qui génèrent des bulles de gaz.
Les conséquences diélectriques sont graves. L'époxy vierge résiste à 20-25 kV/mm. Un vide fait chuter la résistance au claquage locale à environ 3 kV/mm en raison des effets de la loi de Paschen dans les cavités gazeuses fermées. Les décharges partielles à l'intérieur de ces vides génèrent des températures supérieures à 500°C, ce qui élargit progressivement le défaut.
Les cycles thermiques entraînent la formation de fissures en raison de l'inadéquation du coefficient de dilatation thermique (CDT). L'époxy non chargé présente un CTE de 50-70 × 10-⁶/°C alors que les conducteurs en cuivre mesurent 17 × 10-⁶/°C. Ce décalage génère des contraintes interfaciales supérieures à 15 MPa à des écarts de température de 80°C. Les fissures se propagent à partir des angles vifs, des amas de charges et des interfaces des conducteurs.
L'expérience acquise sur le terrain avec des appareillages de commutation extérieurs montre que les cycles de température entre -25°C et +55°C produisent des microfissures aux points de concentration des contraintes dans les 8 à 12 ans de service.
Le suivi de la surface représente une carbonisation progressive sous une contrainte électrique soutenue combinée à l'humidité et aux contaminants. Lorsque la contamination de la surface crée des films d'humidité conducteurs, un courant de fuite circule. Le courant chauffe la surface de manière inégale, créant des bandes sèches où la résistance se concentre. L'arc électrique sur ces bandes sèches carbonise l'époxy, formant des chemins conducteurs permanents.
Les inspections des sous-stations côtières montrent que la contamination par le brouillard salin accélère l'apparition des traces, réduisant la résistance de l'isolation de surface en dessous de 10 MΩ dans les 18 mois suivant l'exposition.
[Regard d'expert : Indicateurs de qualité de fabrication]
- Le jaunissement de l'époxy suggère une surcharge ou une exposition aux UV pendant le stockage - inspectez plus attentivement pour détecter les tensions internes.
- Les marques d'écoulement sur les surfaces indiquent des problèmes de remplissage du moule qui correspondent à des groupes de vides internes.
- Les marques d'affaissement près des sections épaisses recouvrent souvent des vides souterrains.
- Les variations de couleur d'un lot à l'autre justifient une discussion sur la qualité des fournisseurs
L'inspection visuelle permet de détecter la plupart des défauts de fissuration lorsqu'elle est effectuée systématiquement avec un éclairage adéquat.
Commencez par placer la pièce à bout de bras sous une lumière ambiante diffuse. Tourner lentement sur 360°. Les fissures superficielles de plus de 3 mm apparaissent comme des lignes d'ombre, même sans grossissement.
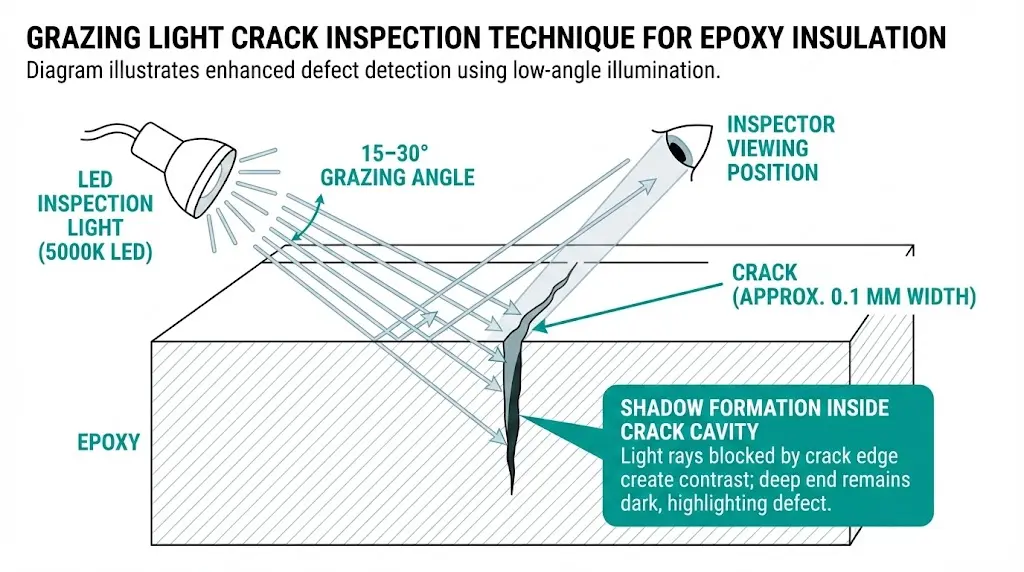
Pour un examen détaillé, placez la lumière LED à un angle rasant de 15-30° par rapport à la surface. Cet angle faible crée des ombres qui révèlent la profondeur et l'étendue des fissures. Effectuez un balayage systématique d'un bout à l'autre, en chevauchant les zones d'inspection.
L'inspection UV révèle les fissures invisibles à la lumière blanche. De nombreux fabricants ajoutent des traceurs fluorescents aux formulations époxy. Sous un éclairage de 365 nm, les fissures apparaissent comme des lignes lumineuses sur un fond plus sombre. Cette technique permet de détecter les fissures capillaires dans les géométries complexes.
Concentrez votre attention sur les zones les plus stressantes :
Toutes les fissures ne justifient pas un rejet. L'emplacement et la taille déterminent la réponse appropriée.
| Type de fissure | Emplacement | Maximum autorisé | Action |
|---|---|---|---|
| Ligne de démarcation <0,1 mm de largeur | Surface non sollicitée | Longueur de 5 mm | Acceptation avec documentation |
| Ligne de démarcation <0,1 mm de largeur | Près de l'insert métallique | 2 mm de longueur | Rejeter ou consulter le fabricant |
| Visible ≥0,1 mm de largeur | N'importe où | Non acceptable | Rejeter |
| Fissure traversante | N'importe où | Non acceptable | Rejeter immédiatement |
Les fissures à proximité des interfaces des conducteurs exigent une interprétation stricte. L'augmentation du champ électrique à la pointe d'une fissure accélère l'apparition des décharges partielles. Une fissure capillaire qui pourrait survivre des décennies sur une surface non sollicitée peut évoluer vers la rupture en quelques mois à proximité d'un conducteur à haute tension.
Documenter toutes les fissures acceptées à l'aide de photographies et de mesures dimensionnelles. Cette base de référence permet de dégager des tendances lors des inspections ultérieures.
Les vides internes nécessitent des méthodes de détection allant au-delà de l'inspection visuelle. Trois techniques s'appliquent aux réglages sur le terrain et en usine.
L'inspection par ultrasons à écho pulsé permet de détecter des vides d'un diamètre ≥0,3 mm dans de l'époxy d'une épaisseur allant jusqu'à 80 mm. La technique fonctionne parce que les vides créent des déséquilibres d'impédance acoustique qui réfléchissent l'énergie des ultrasons.
Pour une application sur le terrain :
Les essais de DP permettent d'identifier les vides électriquement actifs, c'est-à-dire ceux qui causent des dommages progressifs. Appliquer une tension de 1,5 à 2,0 fois la tension nominale phase-terre et mesurer l'ampleur de la décharge.
Le test de DP lors de l'inspection à la réception nécessite un équipement spécialisé et des conditions contrôlées. De nombreux établissements réservent cette méthode aux composants de grande valeur ou à l'échantillonnage aléatoire de lots importants.
L'inspection industrielle par rayons X révèle les vides indépendamment de l'activité électrique. Cette méthode convient aux composants de grande valeur pour lesquels la localisation des vides internes est aussi importante que leur présence. La technique identifie les vides près des surfaces des conducteurs - les endroits les plus risqués - que les méthodes ultrasoniques peuvent manquer en raison de la complexité géométrique.
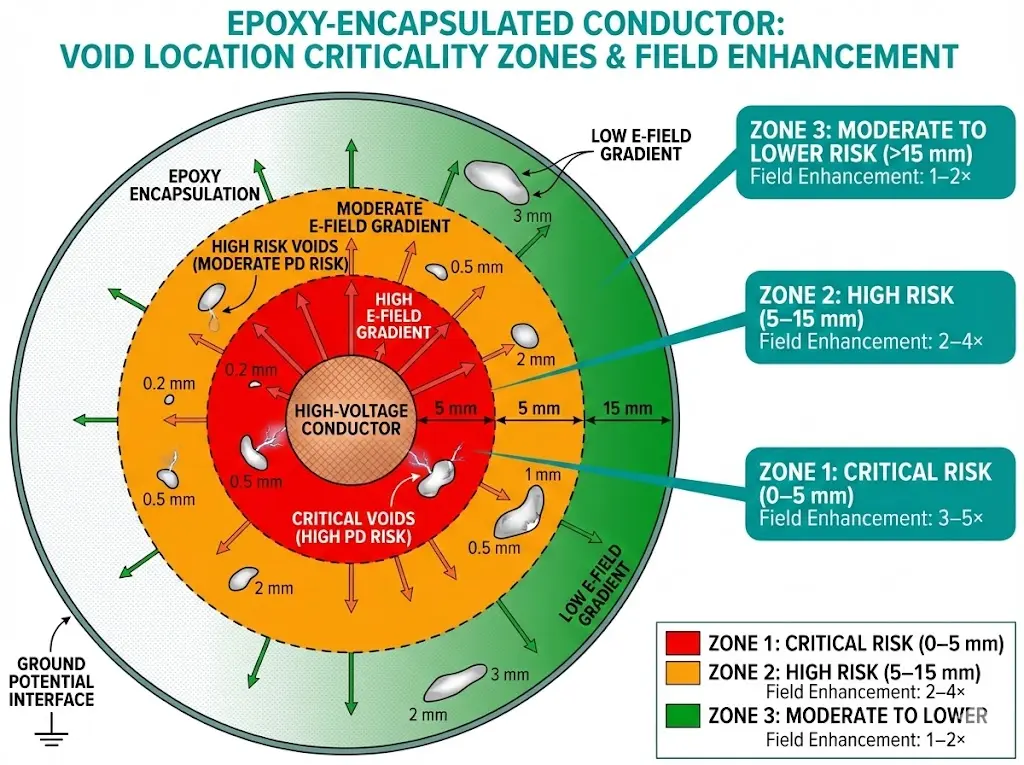
La position détermine les conséquences. Les vides à proximité des conducteurs subissent une augmentation du champ qui accélère les décharges partielles.
| Emplacement du vide | Risque relatif | Amélioration du champ |
|---|---|---|
| A moins de 5 mm du conducteur | Critique | 3-5× champ moyen |
| A l'interface de l'insert métallique | Élevé | 2-4× champ moyen |
| Centre de matériaux en vrac | Modéré | 1-2× champ moyen |
| Surface proche de la terre | Inférieur | 1-1,5× le champ moyen |
Rejeter tout composant présentant des vides à moins de 5 mm de la surface des conducteurs, quelle que soit la taille des vides.
[Point de vue d'expert : les réalités des tests de DP sur le terrain].
- Le bruit de fond dans les sous-stations en fonctionnement dépasse souvent 5 pC - utilisez le gating et le filtrage
- La température influe sur l'ampleur de la DP ; tester dans des conditions thermiques stables si possible.
- Un seul test de DP fournit un instantané ; les tendances dans le temps révèlent le taux de dégradation.
- La corrélation entre la détection des vides par l'UT et l'activité de la DP est d'environ 70% - certains vides restent inactifs pendant des années.
Le suivi des dommages laisse des traces visibles sur les surfaces en époxy. La reconnaissance permet d'intervenir avant que l'embrasement ne se produise.
Recherchez les indicateurs suivants :
Les zones d'inspection à haut risque comprennent les bagues extérieures, les composants dans des environnements industriels avec de la poussière conductrice et les pièces près des entrées de câbles où la condensation s'accumule.
Le CTI quantifie la résistance au cheminement. Le test IEC 60112 applique des gouttes de solution de chlorure d'ammonium entre les électrodes tout en augmentant la tension jusqu'à ce qu'il y ait un suivi. Les résultats guident la sélection des matériaux :
| Valeur CTI | Classification | Adéquation de l'application |
|---|---|---|
| ≥600 V | CTI 600 | Environnements extérieurs contaminés |
| 400-599 V | CTI 400 | Intérieur, environnements normaux |
| <400 V | Non recommandé | À éviter pour l'isolation MT |
Pièces en époxy de qualité provenant d'entreprises bien établies fabricants de composants d'appareillage de connexion spécifier un CTI ≥600 pour toute surface exposée à une contamination environnementale.
Pour les composants destinés à installations extérieures de VCB, Vérifier l'indice CTI en fonction de la gravité de la contamination du site. Les environnements côtiers, industriels et désertiques exigent un CTI minimum de 600.
La documentation systématique fait passer l'inspection d'une évaluation subjective à un enregistrement de qualité défendable.
Enregistrement pour chaque lot inspecté :
Cette documentation permet d'analyser les causes profondes en cas de défaillance sur le terrain et fournit des preuves pour les réclamations au titre de la garantie.
La qualité des composantes d'époxy commence à la fabrication. XBRELE applique des tests sur les matériaux entrants, le contrôle du processus de moulage sous vide et la vérification de la décharge partielle 100% à chaque pièce d'époxy.
Les spécifications standard comprennent
L'ingénierie d'application concerne les assemblages de pôles VCB, les boîtiers de contacteurs à vide, les isolateurs de support de bus et les composants de châssis d'appareillage de commutation sur mesure.
Contactez XBRELE pour les spécifications des composantes d'époxy, les certifications des matériaux et l'évaluation des échantillons.
Référence externe : IEC 60071 - IEC 60071 coordination de l'isolation
Les vides dus à des défauts de fabrication sont à l'origine de la majorité des défaillances en service, les fissures dues au cycle thermique étant le deuxième mécanisme le plus courant. Les défaillances dues à l'environnement se produisent principalement dans les installations extérieures ou contaminées où les indices CTI n'étaient pas adaptés aux conditions du site.
L'emplacement est plus important que la taille. Les fissures situées à moins de 5 mm de toute surface de conducteur ou aux interfaces des inserts métalliques présentent un risque diélectrique, quelles que soient les dimensions visibles. Les fissures sur les surfaces externes non sollicitées peuvent être acceptables si elles sont documentées et surveillées.
Des amplitudes de DP supérieures à 10 pC à 1,2 fois la tension nominale justifient généralement une investigation, bien que les limites acceptables varient en fonction du type de composant et des spécifications du fabricant. Les tendances sont plus utiles que les mesures individuelles - une augmentation de la DP au fil du temps indique une dégradation active.
Les méthodes ultrasoniques détectent de manière fiable les vides ≥0,3 mm dans les géométries accessibles, mais peuvent manquer des défauts à proximité d'inserts métalliques complexes ou dans des sections minces. La combinaison des essais par ultrasons avec les essais de DP améliore la fiabilité de la détection pour les composants critiques.
L'altitude plus élevée réduit la densité de l'air, ce qui diminue la tension d'embrasement externe mais n'affecte pas le comportement des vides internes. La distance de fuite devient plus critique au-dessus de 1000 m d'altitude. Les critères d'acceptation des défauts internes restent inchangés.
L'inspection visuelle annuelle permet de détecter les dégradations importantes. Les essais de DP effectués tous les 3 à 5 ans, ou à la suite de défaillances importantes, permettent une évaluation quantitative de l'état. Les environnements difficiles avec des cycles de température ou une exposition à la contamination peuvent justifier une évaluation plus fréquente.