முழு விவரக்குறிப்புகள் வேண்டுமா?
அனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுகஅனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுகஅனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுக
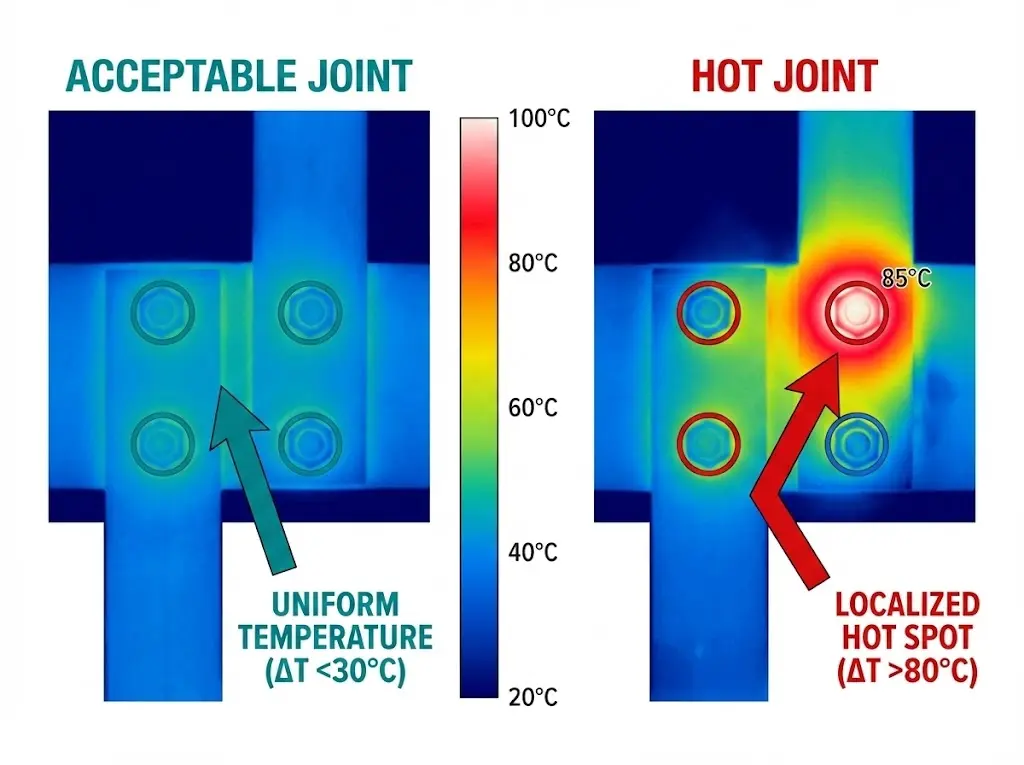
பஸ் பார் இணைப்புகள் படிப்படியாகத் தோல்வியடைகின்றன. சுத்தமான தொடர்புப் பரப்புகளுடன் சரியாக முறுக்கப்பட்ட ஒரு இணைப்பு, சுற்றுப்புற வெப்பநிலையை விட 30–40°C அதிகமாக மதிப்பிடப்பட்ட மின்னோட்டத்தைச் சுமக்கிறது. அதே இணைப்பு, 30% அளவுக்குக் குறைவாக முறுக்கப்பட்டால், சில மாதங்களுக்குள் நுண் இடைவெளிகள் உருவாகி, தொடர்பு மின்தடை அதிகரித்து, ஆக்சிஜனேற்றம் வேகமெடுப்பதால், சுற்றுப்புற வெப்பநிலையை விட 80–100°C அதிகமாகச் செயல்படுகிறது.
வெப்பமான பஸ் பார் இணைப்புகள், வெப்பக் கேமராக்கள் அவற்றைப் பிடிக்கும் வரை அல்லது அகச்சிவப்பு ஆய்வு வெப்பநிலை வேறுபாடுகளை வெளிப்படுத்தும் வரை, தாங்களாகவே அறிவித்துக் கொள்வதில்லை. அந்த நேரத்தில், சேதம் தொடங்கிவிடுகிறது: செம்பின் பக்குவமாதல் அதன் இயந்திர வலிமையைக் குறைக்கிறது, ஆக்சிஜனேற்றம் கடத்துத்திறனைக் குறைக்கிறது, வெப்பச் சுழற்சியால் படிப்படியாகத் தளர்வு ஏற்படுகிறது. ஒவ்வொரு வெப்பச் சுழற்சியுடனும், “சற்று சூடான” நிலையிலிருந்து பேரழிவுத் தோல்விக்கான பாதை குறுகுகிறது.
நடுத்தர-வோல்டேஜ் சுவிட்ச்கியர் பஸ்பார் இணைப்புகள் 630 A முதல் 4,000 A வரையிலான மின்னோட்டங்களில் செயல்படுகின்றன. இந்த மின்னோட்ட அளவுகளில், தொடர்பு மின்தடத்தில் ஏற்படும் 50% அதிகரிப்பு—10 μΩ-லிருந்து 15 μΩ-ஆக—2.25× அதிக வெப்பத்தை உருவாக்குகிறது (P = I²R). 1,600 A-வில் சுற்றுப்புற வெப்பநிலையை விட 60°C அதிகமாக இயங்கும் ஒரு இணைப்பு, தோராயமாக 400 W ஆற்றலை உட்கொள்கிறது. இது வெப்பப் பதிவியக்கப் படங்களின் கீழ் கண்ணுக்குத் தெரியும்படி ஒளிரச் செய்வதற்கும், பஸ் பார் மற்றும் போல்ட் இணைப்பு ஆகிய இரண்டையும் விரைவாகச் சிதைப்பதற்கும் போதுமானது.
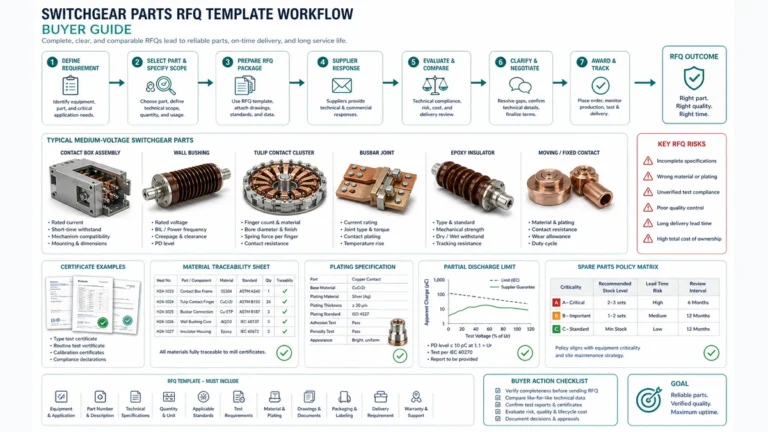
வெப்பமான இணைப்புகளைத் தடுக்க மூன்று கூறுகள் சரியாகச் செயல்படுத்தப்பட வேண்டும்: சரியான மேற்பரப்புத் தயாரிப்பு (ஆக்சிஜனேற்றத்தை அகற்றி, உலோகத்திற்கும் உலோகத்திற்கும் இடையே நேரடிக் தொடர்பை ஏற்படுத்துதல்), சரியான முறுக்குவிசைப் பயன்பாடு (இழைகளைச் சேதப்படுத்தாமல் போதுமான தொடர்பு அழுத்தத்தை உருவாக்குதல்), மற்றும் தொடர்ச்சியான வெப்பக் கண்காணிப்பு (பழுதடைவதற்கு முன்பே அதன் அறிகுறிகளைக் கண்டறிதல்).
இந்த வழிகாட்டி, பஸ் பார் இணைப்புகளை நிறுவவும் பராமரிக்கவும் தேவையான குறிப்பிட்ட நடைமுறைகள், டார்க் மதிப்புகள் மற்றும் ஆய்வு அளவுகோல்களை பராமரிப்புப் பொறியாளர்களுக்கு வழங்குகிறது. வெற்றிட மின்சுற்று முறிப்பி 12–40.5 kV என மதிப்பிடப்பட்ட சுவிட்ச் கியர் மற்றும் MV விநியோக அமைப்புகள்.
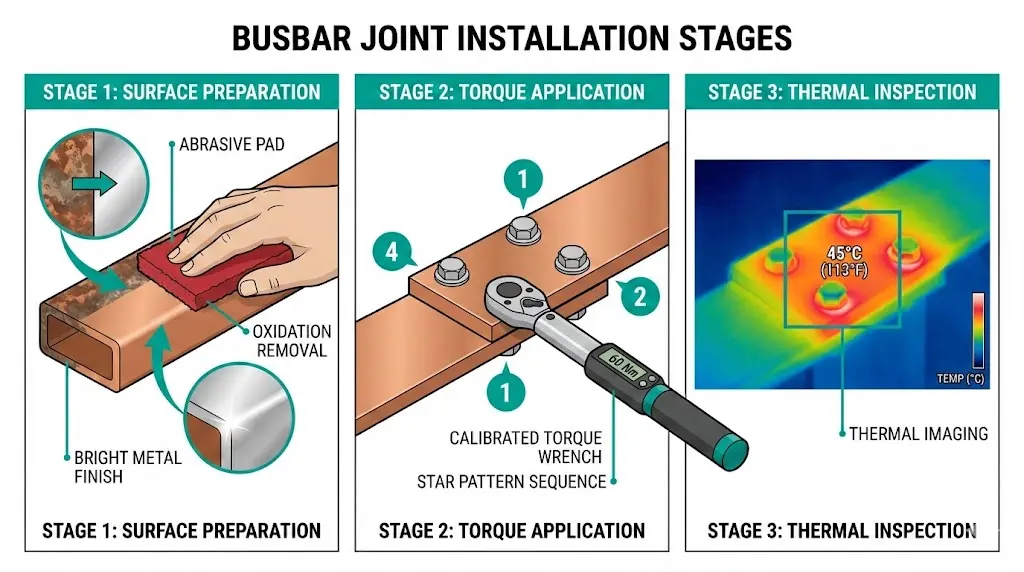
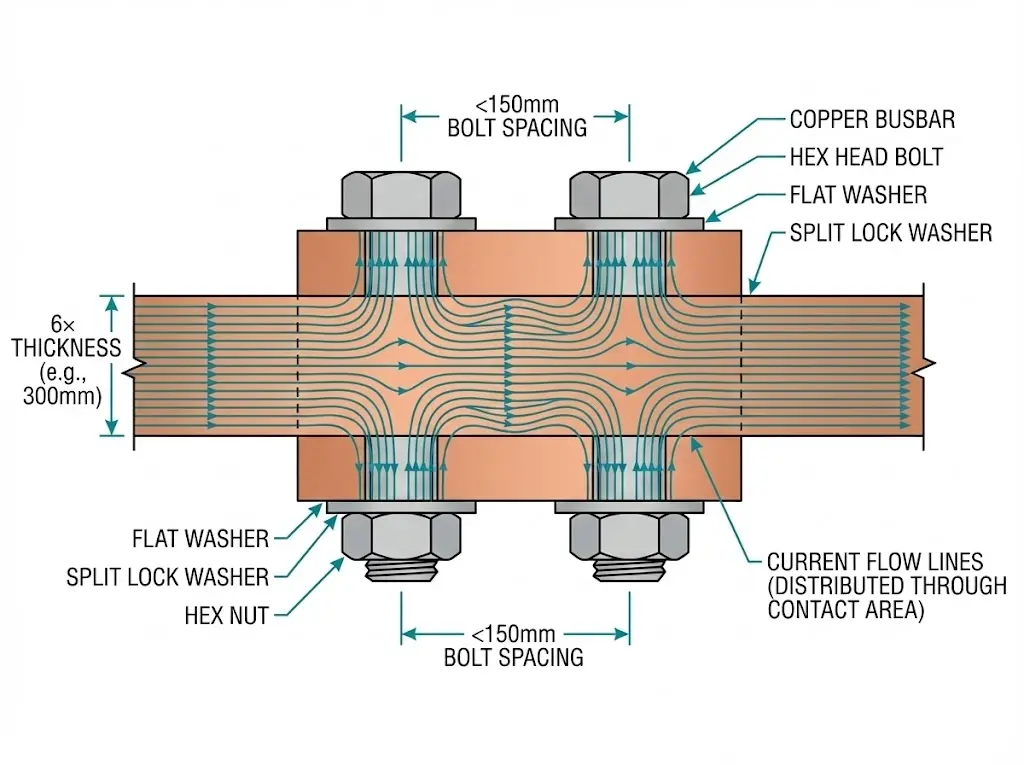
பொருத்தப்பட்ட ஒரு இணைப்பைக் கடக்கும் மின்சாரம், உலோகப் பரப்புகள் உண்மையில் தொடும் நுண்ணிய தொடர்புப் புள்ளிகள் வழியாகச் செல்ல வேண்டும். இயந்திரத்தால் செதுக்கப்பட்ட தட்டையான பரப்புகள் கூட, அவற்றின் முனைப்புள்ளிகளிலேயே தொடர்பு கொள்கின்றன—உண்மையான தொடர்புப் பரப்பளவு, இணைப்பின் தோராயமான பரப்பளவில் பொதுவாக 1–10⁻³ பங்கு மட்டுமே.
தொடர்பு மின்தடை உருவாகிறது:
வெப்ப உற்பத்தி:
இணைப்பில் சிதறும் ஆற்றல்: பி = ஐ² × ஆர்_தொடர்பு
1,600 A பஸ் பார் இணைப்புக்கு:
128 W ஒரு சிறிய இணைப்பு அளவில் குவிவதால், 150°C-ஐத் தாண்டிய உள்ளூர் வெப்பநிலைகள் உருவாகின்றன—இது செம்பைப் பக்குவப்படுத்தவும், பூச்சை உருகவும், ஆக்சிஜனேற்றத்தை விரைவுபடுத்தவும் போதுமானது.
வெப்பச் சுழற்சி சேதம்:
இந்த நேர்மறை பின்னூட்ட வளையம், சூடான இணைப்புகள் ஒருமுறை பழுதடையத் தொடங்கினால் ஏன் பன்மடங்காக மோசமடைகின்றன என்பதை விளக்குகிறது.
காற்றுப் படும்போது செம்பு நிமிடங்களில் ஆக்சிஜனேற்றம் அடைகிறது. அலுமினியம் இன்னும் வேகமாக ஆக்சிஜனேற்றம் அடைந்து, அதிக மின் எதிர்ப்புத்திறன் கொண்ட கடினமான அலுமினிய ஆக்சைடை (Al₂O₃) உருவாக்குகிறது.
செப்பு பஸ்பார்களுக்கு:
அலுமினிய பஸ்பார்களுக்கு:
கடுமையான: சரியான இரு உலோக இணைப்பு வாஷர்கள்/பிளேட்டுகள் மற்றும் இணைப்பு கலவை இல்லாமல், வெவ்வேறு உலோகங்களை (செம்பு-அலுமினியம்) ஒருபோதும் இணைக்க வேண்டாம். கால்வனிக் அரிப்பு அத்தகைய இணைப்புகளை விரைவாகச் சிதைத்துவிடும்.
தட்டையான தன்மையைச் சரிபார்க்கவும் கூட்டுவதற்கு முன்:
வளைந்த பஸ்பார்கள் சீரற்ற தொடர்பு அழுத்தத்தை உருவாக்குகிறது—சில பகுதிகள் நல்ல தொடர்பை ஏற்படுத்தும்போது, மற்ற பகுதிகளில் இடைவெளி ஏற்பட்டு, சரியான ஒட்டுமொத்த முறுக்குவிசை இருந்தபோதிலும் உள்ளூர் வெப்ப மையங்களை உருவாக்குகிறது.
தவறான இணைப்பான்கள், கச்சிதமான மேற்பரப்புத் தயாரிப்பையும் பாழாக்கிவிடும்.
MV சுவிட்ச் கியர் பஸ் பார் இணைப்புகளுக்கு:
ஒருபோதும் பயன்படுத்த வேண்டாம்:
தட்டையான வழுக்கிகள்:
பூட்டு வட்டுகள்:
விண்ணப்பம்:
அலுமினிய பஸ்பார்களுக்கு:
எப்போது பயன்படுத்த வேண்டும்:
விண்ணப்பம்:
பொதுவான பொருட்கள்:
சரியான முறுக்குவிசை, திரிசகதியை சேதப்படுத்தாமல் உலோகத்திற்கும் உலோகத்திற்கும் இடையே சரியான அழுத்தத்தை உருவாக்குகிறது.
செப்பு பஸ் பார் இணைப்புகளுக்கு (உட்புற சுவிட்ச் கியர், சுத்தமான உலர்ந்த நிலைமைகள்):
| பவுல்ட் அளவு | தரம் 8.8/வகுப்பு 5 | தரம் 10.9/வகுப்பு 8 |
|---|---|---|
| எம்8 | 22–25 நியூட்டன் மீட்டர் | 30–35 நியூட்டன் மீட்டர் |
| எம்10 | 40–50 நியூட்டன் மீட்டர் | 55–65 நியூட்டன்-மீட்டர் |
| எம்12 | 70–85 நியூட்டன் மீட்டர் | 95–115 நியூட்டன்-மீட்டர் |
| எம்16 | 150–180 நியூட்டன்-மீட்டர் | 200–240 நியூட்டன்-மீட்டர் |
| எம்20 | 300–360 நியூட்டன்-மீட்டர் | 400–480 நியூட்டன் மீட்டர் |
அலுமினிய பஸ் பார் இணைப்புகளுக்கு:
செம்புக்கு ஒப்பிடும்போது முறுக்குவிசையை 15–20% குறைக்கிறது (மென்மையான உலோகம், சுமையின் கீழ் மெதுவாக உருமாறும்).
| பவுல்ட் அளவு | பரிந்துரைக்கப்பட்ட முறுக்குவிசை |
|---|---|
| எம்10 | 35–45 நியூட்டன் மீட்டர் |
| எம்12 | 60–75 நியூட்டன் மீட்டர் |
| எம்16 | 130–160 நியூட்டன்-மீட்டர் |
உற்பத்தியாளர் விவரக்குறிப்புகள் எப்போதும் முன்னுரிமை பெறும். இந்தப் பொதுவான மதிப்புகள்.
தேவையான உபகரணங்கள்:
முறை:
டார்க் ரெஞ்ச் நுட்பம்:
அதிக முறுக்குவிசை சேதம்:
குறைந்த டார்க்கின் விளைவுகள்:
சுமைக்கு கீழ் செம்பு மற்றும் அலுமினியம் இரண்டும் அழுத்தத் தளர்வு மற்றும் ஊர்வை வெளிப்படுத்துகின்றன.
ஆரம்ப முறுக்குதல்உலோகத்தில் மீளக்கூடிய சிதைவை உருவாக்குகிறது
சுமையின் கீழ்வெப்பநிலை சுழற்சிகள் காரணம்:
முடிவு: இயக்கத்தின் முதல் வாரங்களுக்குள் 10–25% இறுக்கும் விசையில் இழப்பு
முதலில் மீண்டும் இறுக்கவும்: ஆரம்ப ஆற்றல்மயமாக்கலுக்குப் பிறகு 48–72 மணிநேரம்
இரண்டாம் முறையாக முறுக்கு: பணியமர்த்திய 30 நாட்களுக்குப் பிறகு
பின்தொடர் இடைவெளிகள்:
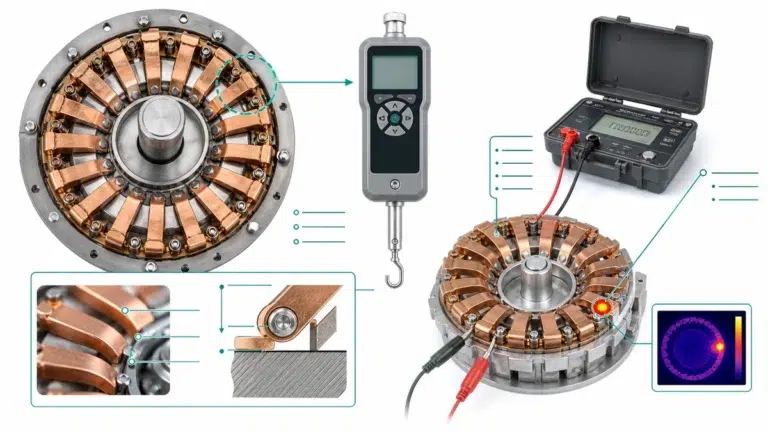
சரிபார்ப்பது எப்படி:
வெப்பப் படமெடுப்பு, பேரழிவுத் தோல்விக்கு முன்பே சிதைவைக் கண்டறிகிறது.
உபகரணங்கள்: வெப்பப் படமெடுப்புக் கேமரா (FLIR, ஃப்ளூக், முதலியன)
ஆய்வு நடைமுறை:
ஏற்றுக்கொள்ளும் அளவுகோல்கள்:
| வெப்பநிலை உயர்வு (ΔT) | மதிப்பீடு | செயல் |
|---|---|---|
| 30°C-க்குக் குறைவான | ஏற்றுக்கொள்ளக்கூடிய | தொடர்ந்து கண்காணிக்கவும் |
| 30–50°C | உயர்த்தப்பட்ட | அடுத்த முடக்கத்தின் போது ஆராய்ந்து, மீண்டும் இறுக்கும் திட்டமிடவும். |
| 50–80°C | சூடான இணைப்பு | உடனடி திருத்த நடவடிக்கை அட்டவணைப்படுத்துங்கள் |
| 80°செல்சியஸ் | கடுமையான | அவசரமாக நிறுத்தவும், உடனடியாக சரிசெய்யவும் |
கட்ட ஒப்பீடு:
மூன்று-கட்ட அமைப்புகளில், கட்டங்களுக்கு across உள்ள ஒத்த இணைப்புகளை ஒப்பிடவும்:
பஸ்பாரில் சீரான வெப்பமூட்டல்: இயல்புநிலை (நடத்துக்கியில் I²R வெப்பம்)
பொருத்தத்தில் உள்ளூர் வெப்பப் புள்ளி:
போல்ட் மையத்திலிருந்து விலகிய ஹாட் ஸ்பாட்:
பல-போல்ட் இணைப்பில் ஒன்று சூடாகவும் மற்றவை சாதாரணமாகவும் உள்ளன.:
முன்னேறும் வெப்பநிலை சரிவு:
வருடாந்திர ஆய்வு, அவசரக் காலத் தோல்விகளுக்கு முன்பே சிதைவைக் கண்டறிகிறது.
பரிசோதிக்க:
திடீர் அதிர்வுகளுக்கு ஆளாகக்கூடிய நிறுவல்கள்:
பரிசோதிக்க வேண்டியவை:
அலைவரிசை:
முறை:
ஆவணப்படுத்து:
உபகரணங்கள்: நுண்சென்சி மீட்டர் (100 A+ சோதனை மின்னோட்டம்)
முறை:
வழக்கமான மதிப்புகள்:
வழக்கமாகச் செய்யப்படுவதில்லை சாதாரண பராமரிப்புக்கு (வெப்பப் படமெடுப்பு மிகவும் நடைமுறைக்கு உகந்தது), ஆனால் குறிப்பிட்ட சூடான இணைப்புகளில் சிக்கல்களைக் கண்டறிய அல்லது முக்கியமான நிறுவல்களை ஆணையிடப் பயன்படுகிறது.
| தவறு | விளைவு | தடுப்பு |
|---|---|---|
| மேற்பரப்பு சுத்தம் செய்வதைத் தவிர்த்தல் | ஆக்சைடு அடுக்கு அதிக தொடர்பு மின்தடையை ஏற்படுத்துகிறது | அசெம்பிள் செய்வதற்கு முன் எப்போதும் உலோகத்தை சுத்தம் செய்து பளபளப்பாக்கவும். |
| இறுதி முறுக்குவிசைக்கு இம்பாக்ட் ரெஞ்ச் பயன்படுத்துதல் | அதிக முறுக்குவிசை, திரிசூல் சேதம், சமமற்ற சுமை | இறுதிச் சுற்றுகளுக்கு அளவீடு செய்யப்பட்ட டார்க் ரெஞ்சைப் பயன்படுத்தவும். |
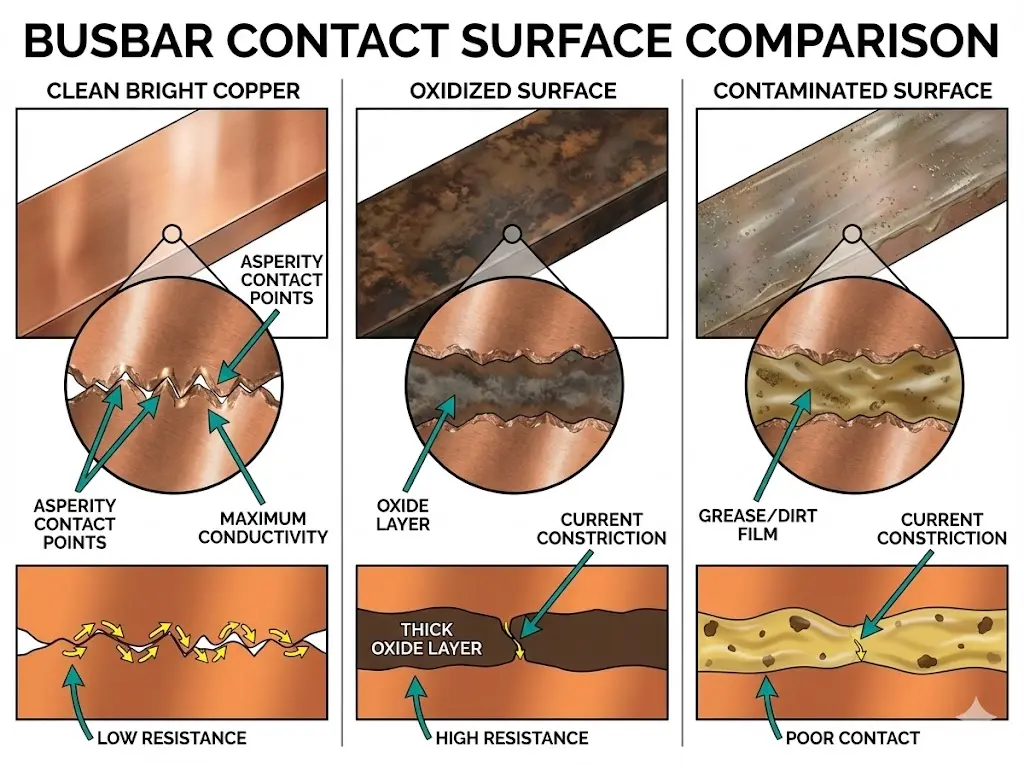
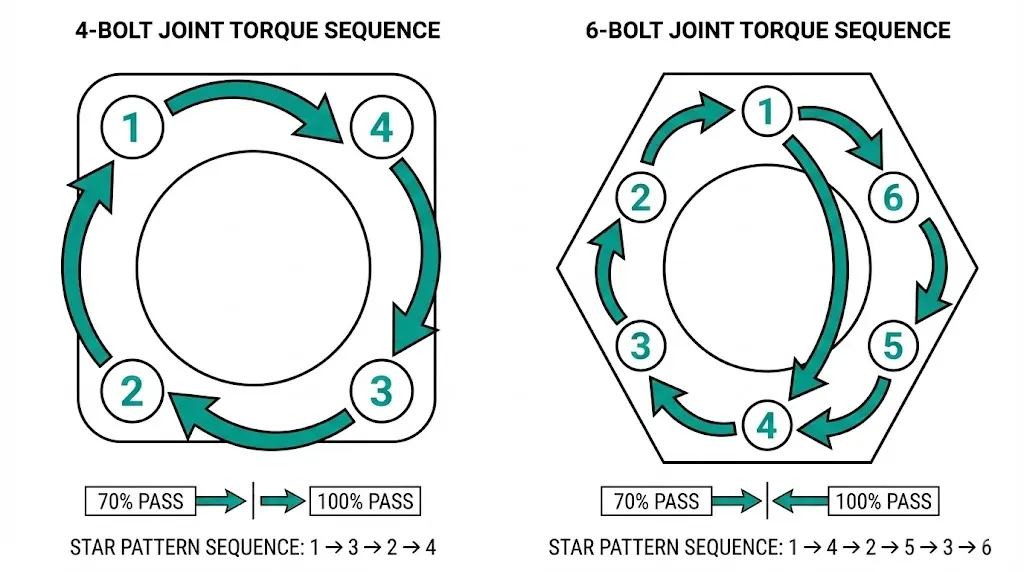
| தொடர் முறுக்குதல் (1→2→3→4) | இணைப்பு சிதைவு, சமமற்ற தொடர்பு அழுத்தம் | எப்போதும் நட்சத்திர/குறுக்கு வடிவத்தைப் பயன்படுத்தவும். |
| ஜாயிண்ட் கம்பவுண்ட் இல்லாமல் செம்பு/அலுமினியத்தை இணைத்தல் | கலன் மின்னோட்டச் சிதைவு, விரைவான செயலிழப்பு | இரு உலோகப் பரிமாற்றத் தகடுகள் அல்லது அலுமினிய வாஷர்கள் + கலவைப் பொருள் பயன்படுத்தவும். |
| ஒற்றைச் சுற்று முறுக்குவிசை | பல போல்ட் இணைப்புகளில் சமமற்ற போல்ட் இறுக்கம் | இரண்டு-கட்ட முறையைப் பயன்படுத்தவும் (70% → 100%) |
| பயணுக்குப் பிறகு மீண்டும் இறுக்க வேண்டாம் | வெப்பச் சுழற்சி மூட்டுகளைத் தளர்த்துகிறது | 48–72 மணிநேர இயக்கத்திற்குப் பிறகு மீண்டும் திருகு முறுக்கவும். |
| பொருத்தமற்ற அளவு மசகு பூசப்பட்ட போல்ட் இழைகள் | நோக்கப்பட்டதை விட அதிக இழுவிசை அடையும் (இயங்கு முறுக்குவிசை அளவு, உலர்ந்த/லேசாக மசகு பூசப்பட்ட திரிகளுக்கானது எனக் கருதப்படுகிறது) | கலவையைத் திரிபுப் பகுதிகளில் அல்லாமல், தொடர்பு கொள்ளும் பரப்புகளில் மட்டுமே பூசவும். |
| வடிவழகுபட்ட வாஷர்களை மீண்டும் பயன்படுத்துதல் | சீரற்ற சுமைப் பகிர்வு, மோசமான தொடர்பு | பார்க்கும்போது சிதைந்திருந்தால் வாஷர்களை மாற்றவும். |
| உற்பத்தியாளரின் டார்க் விவரக்குறிப்புகளைப் புறக்கணித்தல் | குறிப்பிட்ட வடிவமைப்பிற்கான தவறான இறுக்கும் விசை | வழங்கப்பட்டிருந்தால், எப்போதும் உற்பத்தியாளரின் மதிப்புகளைப் பயன்படுத்தவும். |
2,000 A-க்கு மேல் தாங்கும் இணைப்புகளுக்குக் கூடுதல் கவனம் தேவை.
பல-பொருத்து இணைப்புகள்:
பல போல்ட்கள் தேவைப்படும் அகலமான பஸ்பார்களுக்கு:
பஸ் பார் மேல்நிரை நீளம்:
நீண்ட ஓவர்லேப் மின்னோட்டத்தைப் பரப்புகிறது, விளிம்புகளில் மின்னோட்ட அடர்த்தியைக் குறைக்கிறது:
வெள்ளி அல்லது ஈயம் பூசுதல்:
அதிக மின்னோட்டமுள்ள பஸ்பார்கள் பெரும்பாலும் முலாம் பூசப்பட்டிருக்கும்:
திர்ணக்கத்திற்கான நெகிழ்வான பின்னல்கள்:
திடமான பஸ்பார் இணைப்புகள் அதிர்வுச் சூழல்களில் (ஜெனரேட்டர்கள், reciprocating உபகரணங்கள்) சோர்வினால் விரிசல் ஏற்படுகிறது:
வெளிப்புறக் குறிப்பு: ஐஇசி 62271-100 — உயர் மின்னழுத்த சுவிட்ச்ஜியருக்கான IEC 62271-100 தரநிலை
கே1: பஸ் பார் இணைப்பை விரைவுபடுத்த நான் இம்பாக்ட் ரெஞ்ச் பயன்படுத்தலாமா?
A: ஆரம்பத்தில் இறுக்கமிட மட்டுமே இம்பாக்ட் ரெஞ்ச் பயன்படுத்தவும் (30% இறுதி டார்க்கு). இறுதி டார்க் சுற்றுகளுக்கு எப்போதும் அளவீடு செய்யப்பட்ட டார்க் ரெஞ்சைப் பயன்படுத்தவும்—இம்பாக்ட் ரெஞ்சுகள் சீரற்ற டார்க்கை வழங்குகின்றன மற்றும் அடிக்கடி அதிகமாக இறுக்கமிட்டு, திரிகளைச் சேதப்படுத்தி, போல்ட்களைப் பழுதடையச் செய்கின்றன.
கே2: செப்பு பஸ்பார்களில் ஆக்சிஜனேற்றம் காரணமாக தொடர்பு எதிர்ப்பு எவ்வளவு அதிகரிக்கிறது?
A: சுத்தமான பிரகாசமான செம்பு: ~5 μΩ தொடர்பு எதிர்ப்பு. லேசான பளபளப்பு இழப்பு: 15–25 μΩ. அதிக ஆக்ஸிஜனேற்றம் (கருப்பு/கருஞ்சிவப்பு): 50–200 μΩ. இந்த 10–40 மடங்கு அதிகரிப்பு, மேற்பரப்பைச் சுத்தம் செய்வது ஏன் கட்டாயம் என்பதை விளக்குகிறது—ஆக்ஸிஜனேற்றமே, முறுக்குவிசை எவ்வளவு இருந்தாலும், இணைப்புத் தோல்வியை ஏற்படுத்தக்கூடும்.
கே3: அலுமினிய பஸ்பார்களில் உள்ள துருப்பிடிக்காத எஃகு போல்ட்களுக்கு நான் என்ன முறுக்குவிசையைப் பயன்படுத்த வேண்டும்?
A: நிலையான அலுமினிய முறுக்குவிசையைக் கூடுதலாக 10% குறைக்கவும் (மொத்தம் செப்பு விவரக்குறிப்புக்குக் கீழே 25–30%). துருப்பிடிக்காத எஃகு, துத்தநாகம் பூசப்பட்ட எஃகை விட அதிக உராய்வுக் குணகத்தைக் கொண்டுள்ளது, இது அதே முறுக்குவிசைக்கு அதிக இறுக்கும் விசையை அளிக்கிறது—முழு முறுக்குவிசையும் பயன்படுத்தினால் அலுமினியம் நசுக்கப்படும் அபாயம் உள்ளது.
கே4: பஸ்பார் இணைப்புகளில் நான் எவ்வளவு அடிக்கடி வெப்பப் படமெடுப்பு செய்ய வேண்டும்?
A: உள்ளக நிறுவல்களுக்கு ஆண்டுக்கு ஒரு முறையாவது, வெளிப்புற அல்லது கடினமான சூழல்களுக்கு ஆறு மாதங்களுக்கு ஒரு முறை. ஏதேனும் பழுது நிகழ்வு, அதிகப்படியான சுமை நிலை அல்லது அருகிலுள்ள உபகரணங்களில் பராமரிப்புப் பணி செய்த பிறகு கூடுதல் ஆய்வை மேற்கொள்ளவும். முக்கிய வசதிகள் (தரவு மையங்கள், மருத்துவமனைகள்) காலாண்டுக்கு ஒரு முறை ஸ்கேன் செய்யலாம்.
கே5: பிரிக்காமலேயே மீண்டும் முறுக்குவிசை அளிப்பதன் மூலம், ஒரு இணைப்பை சரிசெய்ய முடியுமா?
A: ΔT 50°C ஆக இருந்தாலோ அல்லது போல்ட்கள் திரும்பவில்லை என்றாலோ (இது போல்ட்கள் தளர்வதைக் காட்டிலும் ஆக்சிஜனேற்றம்/அசுத்தத்தைக் குறிக்கிறது), அதைக் கழற்றி, பரப்புகளைப் பளபளக்கும் உலோக நிறம் வரும் வரை சுத்தம் செய்து, சரியாக மீண்டும் பொருத்த வேண்டும். கடுமையான ஆக்சிஜனேற்றத்தை டார்க்கிங் மூலம் மட்டும் சரிசெய்ய முயற்சிப்பது, ஆக்சைடு அடுக்கை அழுத்துகிறது ஆனால் அதை அகற்றாது.
கே6: ஜாயிண்ட் கம்பவுண்ட் மற்றும் திரெட் ஆன்டி-சீஸ் ஆகியவற்றுக்கு என்ன வித்தியாசம்?
A: ஜாயிண்ட் கலவை (எ.கா., பெனெட்ராக்ஸ்) கடத்தும் துகள்களை (சோகை, செம்பு) கொண்டுள்ளது மற்றும் தொடர்புப் பரப்புகளில் ஆக்சிஜனேற்றத்தைத் தடுக்கிறது—பஸ் பார் பரப்புகளில் தடவவும். திரெட் ஆன்டி-சீஸ் (செம்பு அல்லது நிக்கல் அடிப்படையிலானது) திரெட்கள் தேய்வதைத் தடுக்கிறது மற்றும் எதிர்காலத்தில் பிரித்தெடுப்பதை எளிதாக்குகிறது—போல்ட் திரெட்களில் தடவவும். குழப்பிக் கொள்ளாதீர்கள்—தொடர்புப் பரப்புகளில் திரெட் ஆன்டி-சீஸ் பயன்படுத்துவது எந்த மின்சாரப் பயனையும் அளிக்காது மற்றும் தொடர்பு மின்தடையை அதிகரிக்கக்கூடும்.
கே7: மாறுபட்ட உலோக இணைப்புகளை (செப்பு பஸ் பார் முதல் அலுமினிய உபகரண முனையம் வரை) நான் எவ்வாறு கையாள்வது?
A: இரு உலோகப் பரிവർத்தன வாஷர்/பிளேட்டைப் பயன்படுத்தவும் (ஒரு பக்கம் செம்பு, மறுபக்கம் அலுமினியம், வெடிப்பொட்டு இணைப்பு அல்லது இயந்திர ரீதியாக இணைக்கப்பட்டது). அலுமினியப் பக்கத்தில் அலுமினியத்திற்கான ஜாயிண்ட் கலவையைப் பூசவும். மாற்றாக, முழுமையான அலுமினிய உபகரணங்களைப் பயன்படுத்தவும் (வாஷர்கள், முடிந்தால் போல்ட்கள்) மற்றும் இரண்டு பரப்புகளிலும் கலவையைப் பூசவும். பரிവർத்தன இணைப்பு இல்லாமல் செம்பை நேரடியாக அலுமினியத்துடன் போல்ட் செய்ய வேண்டாம்—கலவியல் அரிப்பு சில மாதங்களிலேயே இணைப்பை அழித்துவிடும்.