முழு விவரக்குறிப்புகள் வேண்டுமா?
அனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுகஅனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுகஅனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுக
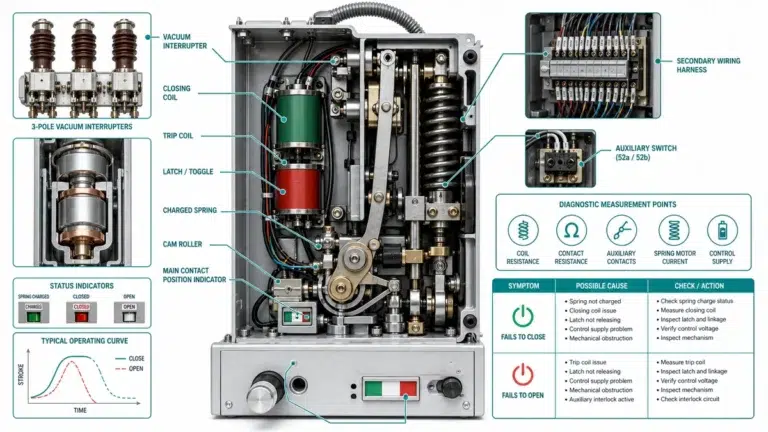
ஒவ்வொரு வெற்றிட சர்க்யூட் பிரேக்கர் மூடும் செயல்பாடும், தொடர்பு ஆயுள் மற்றும் மாற்றுவிசை நம்பகத்தன்மையில் நேரடியாகப் பாதிப்பை ஏற்படுத்தும் தவிர்க்க முடியாத இரண்டு நிகழ்வுகளைத் தூண்டுகிறது. 40-க்கும் மேற்பட்ட தொழில்துறை துணை மின் நிலையங்களில் கள மதிப்பீடுகளை மேற்கொண்டதில், இந்த நேர முரண்பாடுகள் நடுத்தர-வோல்டேஜ் பயன்பாடுகளில் சுமார் 35% முன்கூட்டிய தொடர்பு தேய்மானப் பிரச்சினைகளுக்குக் காரணமாக அமைகின்றன.
முன்வெடிப்பு சுருங்கும் தொடர்பு இடைவெளி முழுவதும் உள்ள மின்புலத்தின் தீவிரம், மீதமுள்ள வெற்றிட இடத்தின் மின்வேற்றுத்தன்மை தாங்கும் திறனை விஞ்சும்போது இது நிகழ்கிறது. மூடும்போது தொடர்புகள் 2–4 மிமீ தூரத்திற்குள் நெருங்கும்போது, பௌதீகத் தொடுதலுக்கு முன்பே ஒரு மின்விளிம்பு உருவாகிறது—இது திடமான தொடர்பு பரப்புகளுக்குப் பதிலாக அயனியாக்கப்பட்ட உலோகப் புகையின் வழியாக சுமை மின்னோட்டத்தை கடத்துகிறது. இந்த முன்-மின்விளிம்பு, சாதாரண சுவிட்ச்சிங் தேய்மானத்தை விட 3–5 மடங்கு அதிகமான விகிதத்தில் உள்ளூர்மயமாக்கப்பட்ட வெப்பம் மற்றும் துரிதப்படுத்தப்பட்ட அரிப்பை ஏற்படுத்துகிறது.
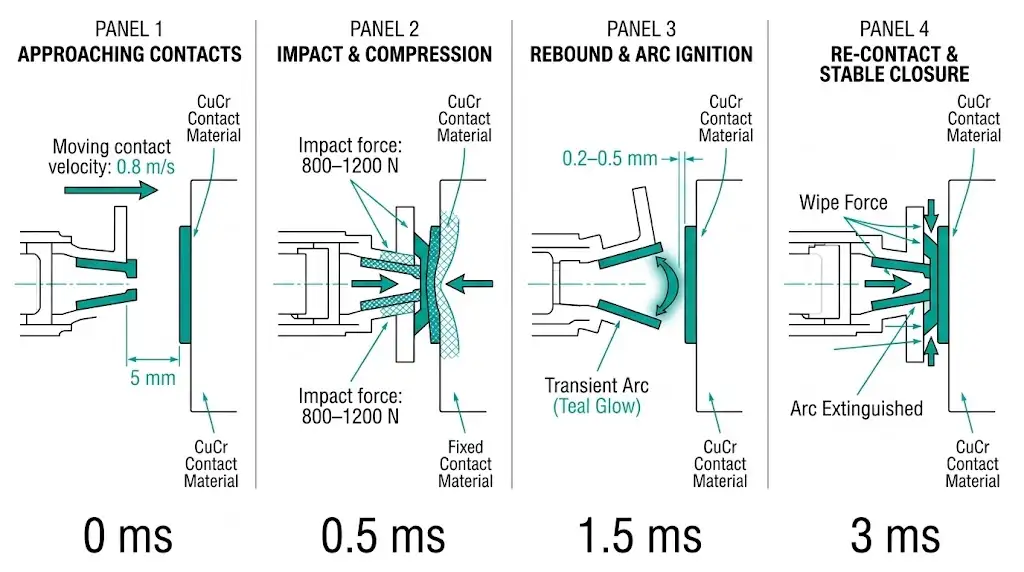
மூடும் துள்ளல் தொடர்புத் தொடுதலுக்குப் பிறகு உடனடியாக நிகழ்கிறது. 12 kV-க்கான 0.6–1.2 மீ/வினாடி வேகத்தில் பயணிக்கும் நகரும் தொடர்புக் குழுமம். வெற்றிட மின்சுற்றுத் துண்டிப்பான்கள், குறிப்பிடத்தக்க இயக்க ஆற்றலைக் கொண்டுள்ளது. மோதலின் போது, மீள் சிதைவு இந்த ஆற்றலை ஒரு கண நேரம் சேமித்து, பின்னர் அதை மீண்டும் துள்ளும் இயக்கமாக வெளியிடுகிறது. தொடர்புகள் சிறிது நேரம் பிரிந்து, மீண்டும் இணைந்து, 3–8 மில்லி வினாடிகளுக்குள் இந்தச் சுழற்சியை 2–5 முறை மீண்டும் செய்யக்கூடும். ஒவ்வொரு துள்ளலும் ஒரு தற்காலிக வளைவை உருவாக்கி, அது CuCr தொடர்புப் பரப்புகளை அரித்து, வெற்றிடத் துண்டிப்பான் அறைக்குள் உலோகத் துகள்களைப் படிவமாக வைக்கிறது.
கடுமையின் உறவு கணிக்கக்கூடிய முறைகளைப் பின்பற்றுகிறது. அதிக மூடும் திணியங்கள் தாக்குதலுக்கு முந்தைய காலத்தை குறைக்கின்றன, ஆனால் துள்ளல் வீச்சை அதிகரிக்கின்றன. மெதுவான அணுகுமுறைகள் துள்ளலைக் குறைக்கின்றன, ஆனால் தாக்குதலுக்கு முந்தைய வளைவு நேரத்தை நீட்டிக்கின்றன. உகந்த இயந்திர அமைப்புச் சீரமைப்புக்கு, இயக்க அளவுருக்களின் முறையான சரிசெய்தல் மூலம் இந்தப் போட்டி காரணிகளைச் சமநிலைப்படுத்துவது அவசியமாகும்.
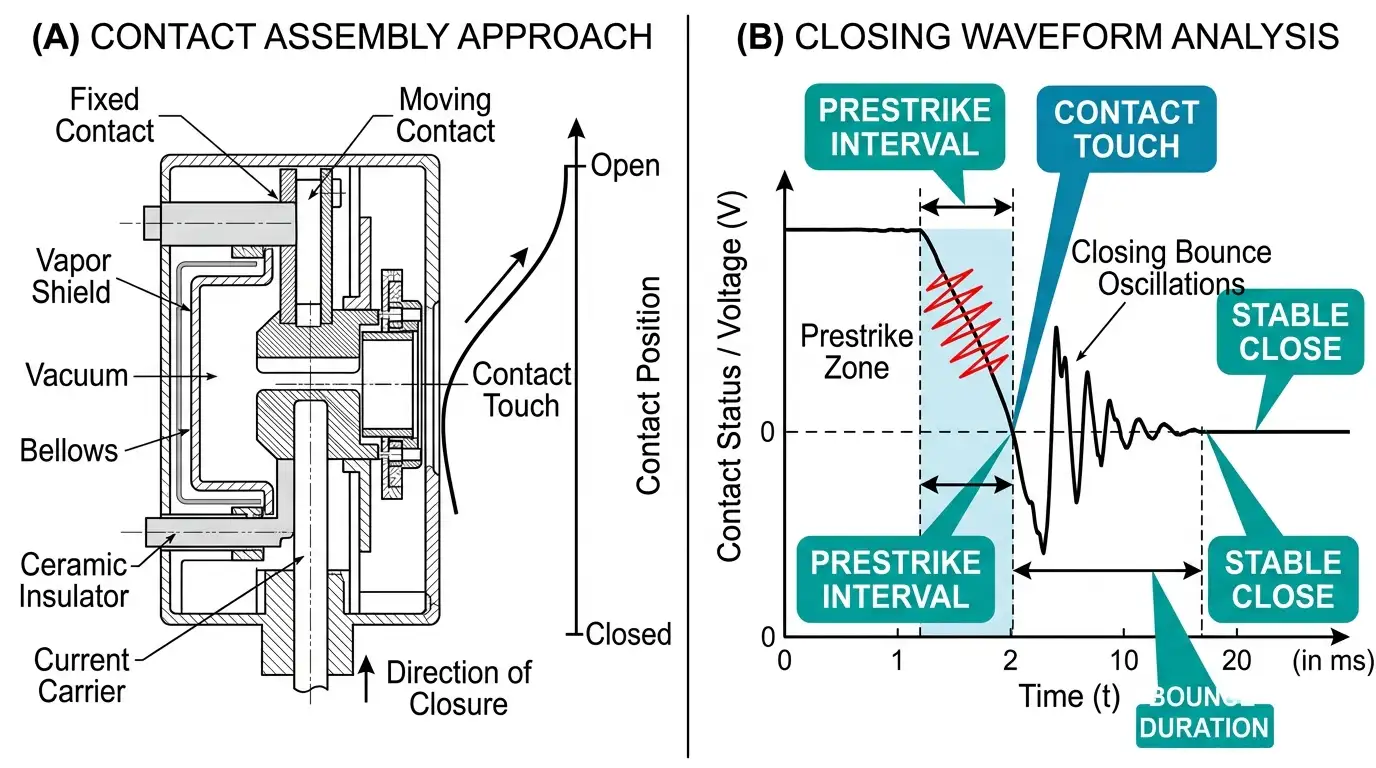
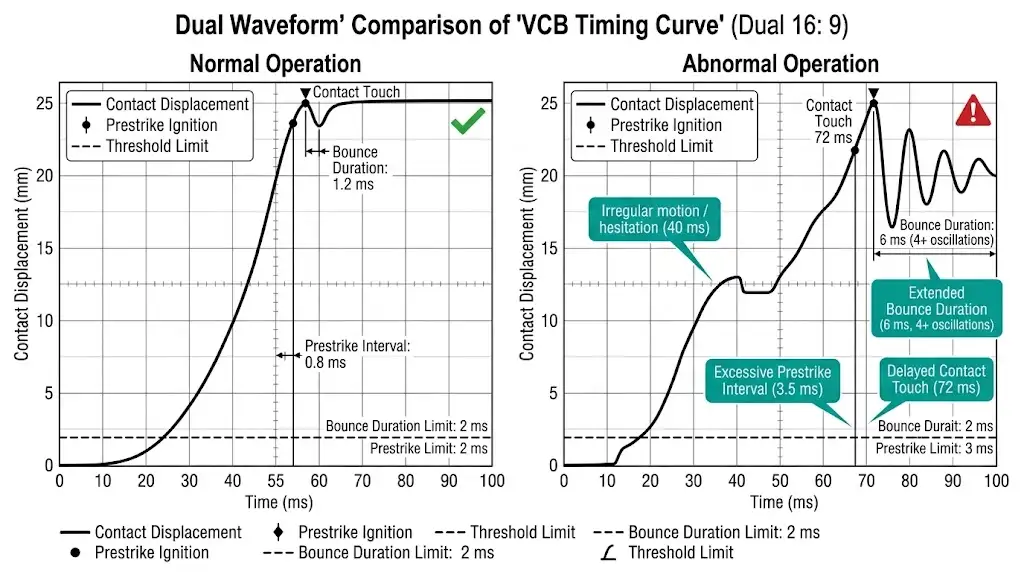
விசை-நேர (F-T) வளைவுகள், மூடும்போது ஏற்படும் துள்ளல் மற்றும் தாக்குதலுக்கு முந்தைய நடத்தை ஆகியவற்றைக் கண்டறிவதற்கான அடிப்படை கண்டறியும் முறையாகும். இந்த நேர வளைவுகள், மூடும் செயல்பாடுகளின் போது, கடந்த நேரத்திற்கு எதிராக தொடர்பு விசையை வரைபடமாக்குகின்றன, இது சாதாரண மின்சார சோதனைகளில் தெரியாத இயந்திரக் குறைபாடுகளை வெளிப்படுத்துகிறது.
இயற்பியல் எளிமையானது: தொடர்புகள் அவற்றின் விமர்சன இடைவெளி தூரத்திற்குள்—12 kV வெற்றிட சர்க்யூட் பிரேக்கர்களில் பொதுவாக 2–8 மிமீ—அணுகும்போது, இயந்திரரீதியான தொடுதலுக்கு முன்பே முன்கிளர்வு மின்னல் தொடக்கம் நிகழ்கிறது. F-T வளைவு இந்த நிகழ்வுகளின் வரிசையை மைக்ரோவினாடித் துல்லியத்துடன் படம்பிடிக்கிறது, மின்சார மற்றும் இயந்திர நிகழ்வுகளுக்கு இடையிலான துல்லியமான உறவை வெளிப்படுத்துகிறது.
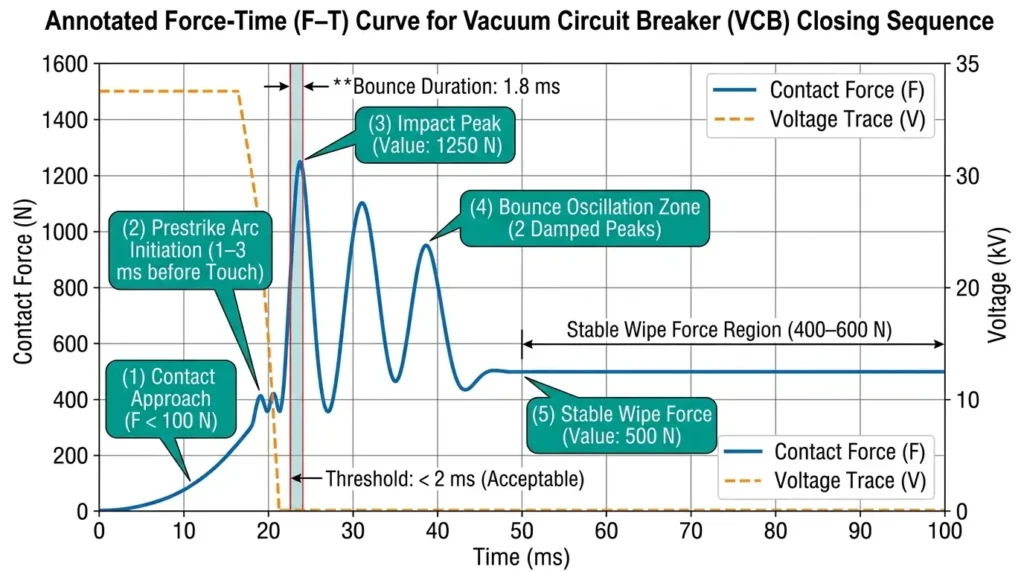
ஒரு ஆரோக்கியமான மூடும் செயல்பாடு ஒரு தனித்துவமான சுயவிவரத்தை உருவாக்குகிறது. நெருங்கும்போது படிப்படியான விசை அதிகரிப்பு ஏற்படுகிறது, அதைத் தொடர்ந்து உற்பத்தியாளரின் வடிவமைப்பைப் பொறுத்து 800–1,500 N வரையிலான வரையறுக்கப்பட்ட தாக்க உச்சம் தொடர்புத் தொடுதலில் ஏற்படுகிறது. பின்னர், நிலையான துடைப்பு விசை தொடர்பு அழுத்தத்தை பராமரிக்கிறது. ஆரம்பத் தொடுதலுக்குப் பிறகு 0.5–5 ms வரம்பில் பல ஆட்டங்களாக தொடர்புத் துள்ளல் தோன்றுகிறது, அதே நேரத்தில், இயந்திரவியல் விசைக் கையொப்பம் பௌதீகத் தொடர்பைக் குறிக்கும் 1–3 ms முன்பு மின் கடத்துதல் தொடங்குவதை முன்-தாக்குதல் நேரக்கணிப்பு காட்டுகிறது.
அளவீட்டு அமைப்புக்கு துல்லியமான சென்சார் அமைப்பு தேவை. டைனமிக் ரெஸ்பான்ஸ் (பேண்ட்விட் ≥ 10 kHz) திறனுக்காக மதிப்பிடப்பட்ட ஃபோர்ஸ் டிரான்ஸ்யூசர்கள், தொடர்புத் தண்டு அல்லது இயக்கக் கம்பியில் நேரடியாகப் பொருத்தப்படுகின்றன. மின்னோட்ட உட்செலுத்துதலுடன் ஒத்திசைப்பது, மின்சார முன்-அடி (Iவளைவு ஆரம்பம்) மற்றும் இயந்திர நிகழ்வுகள் (Fதொடர்பு கொள்ளுங்கள் உயர்வு). IEC 62271-100-இன் படி, மொத்த மூடும் நேரத்தின் சகிப்புத்தன்மை, உற்பத்தியாளரின் பெயரளவிலான மதிப்பிலிருந்து ±10%-க்குள் இருக்க வேண்டும், இது பொதுவாக ஸ்பிரிங்-இயக்கப்படும் அமைப்புகளுக்கு 40–80 ms ஆகும்.
F-T வளைவுகளிலிருந்து பிரித்தெடுக்கப்பட்ட மூன்று முக்கிய அளவுருக்கள் பராமரிப்பு முடிவுகளுக்கு வழிகாட்டுகின்றன:
வயல் அனுபவம், 3 ms-ஐ விட அதிகமான மீள்தவணை கால அளவு, முடுக்கப்பட்ட தொடர்பு தேய்மானத்துடன் வலுவாகத் தொடர்புடையது என்பதை நிரூபிக்கிறது. இது, மின்தேக்கி வங்கி மாற்றுதல் மற்றும் மோட்டார் தொடக்கப் பணிகள் போன்ற அதிக மாற்றுதல்கள் உள்ள பயன்பாடுகளில், வெற்றிடத் துண்டிப்பானின் சேவை ஆயுளை 15–25% வரை குறைக்கிறது.
[நிபுணர் பார்வை: நேரக்கோடு அளவீட்டிற்கான சிறந்த நடைமுறைகள்]
- துல்லியமான இயக்கப் பதிலைப் பெற, விசை மாற்றுரிகளைத் தொடர்பு இடைமுகத்திலிருந்து 50 மிமீக்குள் வைக்கவும்.
- இடைவெளிப் பிறழ்வுகளைக் கண்டறிய, குறைந்தபட்சம் 10 தொடர்ச்சியான மூடல் செயல்பாடுகளைப் பதிவு செய்யவும்.
- ஒவ்வொரு சோதனை அமர்வுடனும் சுற்றுப்புற வெப்பநிலையைப் பதிவு செய்யவும் — -25°C மற்றும் +40°C வெப்பநிலைகளுக்கு இடையில் இயந்திரத்தின் செயல்பாடு அளவிடக்கூடிய வகையில் மாறுகிறது.
- குறைந்த செயல்திறனுடன் எதிர்காலத்தில் ஒப்பிட, ஆணையிடுதலின் போது அடிப்படை வளைவுகளைச் சேமிக்கவும்.
பேரழிவுத் தோல்விக்கு முன்பு இயக்கவியல் கோளாறுகளைக் கண்டறிவதற்கான நோயறிதல் அடித்தளத்தை நேர வளைவுகள் வழங்குகின்றன. இந்த வரைகலை விளக்கங்கள், மாற்றுதல் செயல்பாடுகளின் போது தொடர்பு நிலையை நேரத்திற்கு எதிராகக் காட்டுகின்றன, மேலும் வழக்கமான ஆய்வுகளின் போது கண்ணுக்குத் தெரியாத இயக்கவியல் நடத்தையை வெளிப்படுத்துகின்றன.
சரியாகச் செயல்படும் வெற்றிடத் துண்டிப்பான், மூடும் இயக்கத்தின் போது மென்மையான முடுக்கத்துடன் ஒரு நேர அளவு வளைவை உருவாக்கி, உற்பத்தியாளரின் விவரக்குறிப்புகளுக்கு ஏற்ப தொடர்புத் தொடுதலை அடைகிறது—இயல்பாக, சுருள்-இயக்கப்படும் அமைப்புகளுக்கு இது பொதுவாக 45–80 மி.வி. ஆகும். தொடர்புத் தொடுதல் புள்ளியில், வளைவானது குறைந்தபட்ச ஆட்டத்தையே காட்ட வேண்டும், மேலும் துள்ளல் காலம் 2 மி.வி.யை விட அதிகமாக இருக்கக்கூடாது. VCB மதிப்பிடப்பட்ட அளவுருக்கள் மற்றும் இயக்க சகிப்புத்தன்மைகள்.
முதல் தொடர்பு ஏற்பட்ட உடனேயே அடக்கப்பட்ட ஆட்டங்களாக இறுதித் துள்ளல் வெளிப்படுகிறது. கண்டறியும் குறிகாட்டிகள் பின்வருமாறு:
–25°C முதல் +40°C வரையிலான வெப்பநிலை மாறுபாடுகள், துள்ளல் பண்புகளை 15–20% வரை மாற்றக்கூடும், இதனால் துல்லியமான போக்குகளைக் கண்டறிய வெப்பநிலை-ஈடுசெய்யப்பட்ட பகுப்பாய்வு தேவைப்படுகிறது.
மெக்கானிக்கல் தொடர்பு ஏற்படுவதற்கு முன்பே நிகழும் மின் கடத்தலாக, பிரீஸ்ட்ரைக் டைமிங் வளைவுகளில் தோன்றுகிறது. நிலை மாற்றுப்பான்களுடன் ஒருங்கிணைக்கப்பட்ட மின்னோட்ட உணரிகள், மின்சார மூடுதலுக்கும் பௌதீக மூடுதல் புள்ளிகளுக்கும் இடையில் பொதுவாக 1–3 மிமீ இடைவெளியை வெளிப்படுத்துகின்றன.
முன்-தட்டல் இடைவெளிகள் தொடர்ந்து 2 ms-க்கு மேல் நீடித்தால், ஆய்வு மூடும் வேகம் (மிக மெதுவான), தொடர்பு இடைவெளி நிலை (அரிப்பு கள விநியோகத்தைப் பாதிப்பது), அல்லது வெற்றிடச் சீரழிவு (குறைந்த மின்தடை வலிமை) ஆகியவற்றில் கவனம் செலுத்த வேண்டும். IEEE C37.09-இன் படி, முழு இயக்க வரம்பில் உள்ள மின்னழுத்த-சார்பு முன்-தட்டல் நடத்தைகளைப் பதிவு செய்ய, நேர வளைவுப் பகுப்பாய்வு குறைந்தபட்ச மற்றும் அதிகபட்ச இயக்க மின்னழுத்தங்களை உள்ளடக்கியிருக்க வேண்டும்.
நேரக்கோடுகள் எதை வெளிப்படுத்துகின்றன என்பதைப் புரிந்துகொள்ள, இடப்பெயர்ச்சி அசாதாரணங்களை அடிப்படை இயந்திர அமைப்பின் நிலைகளுடன் தொடர்புபடுத்த வேண்டும். தொடர்பு துள்ளல் வடிவங்கள், தாக்குதலுக்கு முந்தைய அடையாளங்கள், மற்றும் வேக ஒழுங்கின்மைகள் ஒவ்வொன்றும் தனித்துவமான அலைவடிவப் பண்புகளை உருவாக்குகின்றன.
இடப்பெயர்ச்சி-நேர வளைவின் வித்தியாசமானது நோயறிதலுக்கு முக்கியமான வேகப் பண்புகளை வெளிப்படுத்துகிறது. நடுத்தர-வோல்டேஜ் வெற்றிட சர்க்யூட் பிரேக்கர்களில், தொடர்பு நேர்த்தியில் மூடும் வேகம் 0.4–1.2 மீ/வி வினுள் இருக்க வேண்டும். இந்த வரம்பிற்கு வெளியே வேகத்தைக் காட்டும் கால அளவு வளைவுகள், சரிசெய்தல் தேவைப்படும் இயந்திர அமைப்பின் தவறான சரிசெய்தலைக் குறிக்கின்றன.
தொடர்பு புள்ளிக்கு 5–10 மிமீ முன்பு திடீரென வேகம் குறைவது, பெரும்பாலும் மாசடைந்த அல்லது சேதமடைந்த இணைப்பு சுழல் புள்ளிகளைக் குறிக்கிறது. மாறாக, இந்தப் பகுதியில் வேகம் அதிகரிப்பது, ஸ்பிரிங் முன்சுமை சரிசெய்தல் சரியாக இல்லை என்பதைக் குறிக்கிறது.
| வளைவு அசாதாரணம் | முதன்மைக் காரணம் | இரண்டாம் நிலை விசாரணை |
|---|---|---|
| அதிக-அலைநீளத் துள்ளல் (>4 மிமீ) | அதிக மூடும் வேகம் | பஃபர் டேம்பர் நிலை |
| நீட்டிக்கப்பட்ட மீட்சி (>8 மி.வி) | பயன்படுத்தப்பட்ட கான்டாக்ட் பொருட்கள் | இலையுதிர்கால அழுத்தத்தை நீக்கு |
| ஒழுங்கற்ற துள்ளல் அமைப்பு | இணைப்பு தளர்வு | ஷாஃப்ட் பேரிங் நிலை |
| நீட்டிக்கப்பட்ட முன்-அடி (>2 மி.வி) | குறைந்த மூடும் திணியவேகம் | வெற்றிடத் துண்டிப்பான் ஒருமைப்பாடு |
| தொடுவதற்கு முந்தைய வேகத் தயக்கம் | மாசுபட்ட இணைப்பு | பூசனச் செயலிழப்பு |
பிரஸ்ட்ரைக் ஏற்படும்போது, வளைவுத் தொடக்கத்தில் உள்ள இடப்பெயர்ச்சி இடைவெளி—நேர அளவு வளைவுகளிலிருந்து நேரடியாக அளவிடப்பட்டது—வெற்றிடத் துண்டிப்பானில் மீதமுள்ள மின்மறுப்பு வரம்பைக் குறிக்கிறது. பிரஸ்ட்ரைக் தொடக்கத்தில் 6 மிமீ-க்குக் குறைவான இடைவெளி அளவீடுகள், மைதான செறிவூட்டலுக்கு வழிவகுக்கும் அதிகப்படியான அணுகுதல் வேகத்தைக் குறிக்கலாம், அல்லது உறுதிப்படுத்த X-கதிர் அல்லது காந்தக்கருவி சோதனை தேவைப்படும் மோசமடைந்த வெற்றிட நிலைகளைக் குறிக்கலாம்.
[நிபுணர் பார்வை: கள நோயறிதலுக்கான முன்னுரிமைகள்]
- பவுன்ஸ் கால அளவுப் போக்கு, தொடர்பு எதிர்ப்பு அளவீடுகளை விட முன்கூட்டியே எச்சரிக்கையை வழங்குகிறது.
- 3 ms-ஐ விட அதிகமான கட்டம்-கட்ட நேர விலகல், பொதுவான இயக்கச் சிக்கல்களைக் காட்டிலும், தனிப்பட்ட துருவ அமைப்பின் தேய்மானத்தையே பெரும்பாலும் குறிக்கிறது.
- அடிப்படை நிலையிலிருந்து ±15% அளவிலான வேகப் சுயவிவர மாற்றங்கள், பவுன்ஸ் அளவீடுகளைப் பொருட்படுத்தாமல் உடனடி இயந்திர ஆய்வு செய்ய வேண்டிய அவசியத்தை வலியுறுத்துகின்றன.
சிறந்த மூடும் வேகத்தை அடைவதற்கு, இரண்டு போட்டித் தேவைகளைச் சமநிலைப்படுத்துவது அவசியமாகும்: தொடர்பு ஸ்பிரிங் முன்சுமையை (பொதுவாக 150–300 N) கடக்கப் போதுமான உந்தத்தை உறுதி செய்வதும், அதே நேரத்தில் துள்ளல் நடத்தைக்குக் காரணமான மீள் ஆற்றலைக் குறைப்பதும் ஆகும்.
இந்த உறவு அடிப்படை இயக்க ஆற்றல் சமன்பாட்டைப் பின்பற்றுகிறது: Eஇயக்கவியல் = ½mv², இதில் வேகத்தைக் குறைப்பதன் மூலம் சுமார் 44% மீள் ஆற்றல் குறைகிறது. நடைமுறையில், டைமிங் வளைவுகள் அதிகப்படியான மீள்வு இருப்பதைக் காட்டும்போது, இயந்திரத்தின் மூடும் ஸ்பிரிங்கின் முன்சுமையை தொழிற்சாலை அமைப்பான 850 N-லிருந்து 720–780 N வரை குறைப்பது இதன் பொருள்.
இலையுதிர்காலத்தில் இயங்கும் இயக்ககங்களுடனான கள அனுபவம், 0.6–0.9 மீ/வி வேகங்களுக்கு இடையில் மூடும்போது, சரியாகச் சரிசெய்யப்பட்ட அலகுகளில் 1.2 மி விக்கும் குறைவான தாண்டுதல் காலங்களை உருவாக்குகிறது என்பதைக் காட்டுகிறது. நகரும் தொடர்புத் தொகுப்பு (பொதுவாக 2–4 கிகி நிறை) 1.2 மீ/வி-ஐத் தாண்டிய வேகத்தில் மோதுகையில், தாண்டுதல் காலங்கள் பொதுவாக 2 மி வி-க்கு அப்பால் நீடிக்கின்றன.
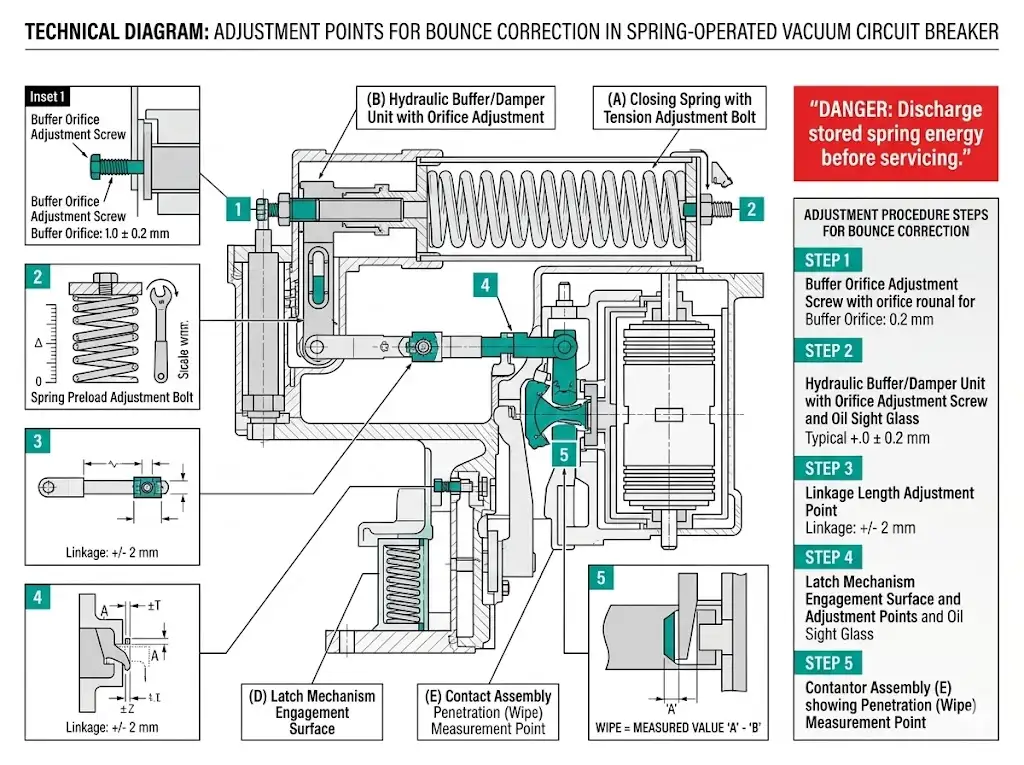
மூடும் வேக சரிசெய்தல் பொதுவாக ஸ்பிரிங் அமுக்க தூரத்தை அல்லது ஹைட்ராலிக் டேம்பர் அமைப்புகளை மாற்றுவதை உள்ளடக்கியது. VS1 வெற்றிட சுற்றுநொறுக்கி இயந்திர அமைப்பு இத்தொகுப்பு, ஸ்பிரிங்-இயக்கப்படும் நடுத்தர-வோல்டேஜ் பிரேக்கர்களில் காணப்படும் பொதுவான சரிசெய்தல் புள்ளிகளை விளக்குகிறது.
படி 1: அடிப்படை ஆவணப்படுத்தல்
எந்தவொரு சரிசெய்தல் செய்வதற்கு முன்பு, 5–10 செயல்பாடுகளில் தற்போதைய நேரவடிவங்களைப் பதிவு செய்யவும். ஒவ்வொரு கட்டம் үшін மூடும் நேரம், மீள்த நேரம், மீள்த எண்ணிக்கை மற்றும் தாக்குதலுக்கு முந்தைய இடைவெளி ஆகியவற்றைக் குறித்துக் கொள்ளவும்.
படி 2: டேம்பர் சரிசெய்தல்
இறுதி 8–12 மிமீ பயணத்தின் போது குறைக்கும் நேரத்தை நீட்டிக்க, ஹைட்ராலிக் டேம்பர் துளையின் குறுக்கத்தை 15–20% வரை அதிகரிக்கவும். இது குறைந்தபட்ச மூடும் நேரத் தேவைகளைப் பாதிக்காமல் தாக்க வேகத்தைக் குறைக்கிறது.
படி 3: ஸ்பிரிங் முன்சுமைத் திருத்தம்
டேம்பர் சரிசெய்தல் மட்டும் போதுமானதாக இல்லையென்றால், மூடும் நேரம் உற்பத்தியாளரின் விவரக்குறிப்புகளுக்குள் இருப்பதைக் கண்காணித்துக்கொண்டே, மூடும் ஸ்பிரிங்கின் முன்சுமையை படிப்படியாகக் குறைக்கவும்—பொதுவாக 50 N படிகளில்.
படி 4: சரிபார்ப்புச் சோதனை
ஒவ்வொரு சரிசெய்தலுக்குப் பிறகும் குறைந்தபட்சம் 10 மூடும் செயல்பாடுகளை மேற்கொள்ள வேண்டும். பிரேக்கரை சேவைக்குத் திருப்புவதற்கு முன், மூன்று நிலைகளும் ஒரே நேரத்தில் 2 ms-க்குக் குறைவான மீள் காலத்தைக் கொண்டிருக்க வேண்டும்.
சரிசெய்தலுக்குப் பிந்தைய சரிபார்ப்பு என்பது, எளிய நேர உறுதிப்படுத்தலைத் தாண்டிய முறையான சோதனைகளைக் கோருகிறது. இதன் நோக்கம், இயக்க நிலைமைகள் முழுவதும் இயந்திர அமைப்பின் நிலைத்தன்மையை உறுதி செய்வதோடு, எதிர்காலப் போக்குகளுக்கான புதுப்பிக்கப்பட்ட அடிப்படைக் கோடுகளை நிறுவுவதும் ஆகும்.
எந்தவொரு இயந்திர அமைப்பு சரிசெய்தலுக்குப் பிறகும்:
பராமரிப்புப் பதிவுகளில், சரிசெய்தலுக்கு முந்தைய நேர அட்டவணை வளைவுகள், செய்யப்பட்ட குறிப்பிட்ட சரிசெய்தல்கள், சரிசெய்தலுக்குப் பிந்தைய சரிபார்ப்புத் தரவுகள் மற்றும் தொழில்நுட்ப வல்லுநரின் அவதானிப்புகள் ஆகியவை இடம்பெற வேண்டும். இந்த ஆவணங்கள், எதிர்காலப் பராமரிப்புத் தேவைகளைக் கணிக்க உதவும் போக்குப் பகுப்பாய்வைச் சாத்தியமாக்குகின்றன.
சுற்றுச்சூழல் காரணிகள் குறிப்பிட்ட கவனத்திற்குரியவை. கோடை மாதங்களில் சரிசெய்யப்பட்ட அமைப்புகள், வெப்பநிலை குறையும்போது வேறுபட்ட பண்புகளை வெளிப்படுத்தக்கூடும். பரந்த வெப்பநிலை வரம்புகளில் வெற்றிட சர்க்யூட் பிரேக்கர்களை இயக்கும் வசதிகள், பருவகால உச்சநிலைகளில் நேரச் செயல்திறனைச் சரிபார்க்க வேண்டும்.
அலைவடிவ முறைகளைத் திறம்பட்ட திருத்த நடவடிக்கைகளாக மாற்றுவதற்கு, நேர வளைவு விளக்கத்திற்கு நோயறிதல் உபகரணங்கள் மற்றும் பொறியியல் நிபுணத்துவம் ஆகிய இரண்டும் தேவை. XBRELE, அடிப்படை ஆணையிடல் சோதனைகள் முதல் சிக்கலான நேர ஒழுங்கின்மைகளைச் சரிசெய்வது வரை, வெற்றிட சர்க்யூட் பிரேக்கர் இயந்திரவியல் பகுப்பாய்விற்கு விரிவான ஆதரவை வழங்குகிறது.
எங்கள் பொறியியல் குழு, களத் தரவுகளில் காணப்படும் பவுன்ஸ் மற்றும் பிரஸ்ட்ரைக் சிக்கல்களுக்கான மூல காரணங்களைக் கண்டறிந்து, டைமிங் வளைவு ஆய்வு சேவைகளை வழங்குகிறது. பாகங்களை மாற்றுவதற்குத் தேவைப்படும் இயக்கவியல்களுக்கு, நாங்கள் தொழிற்சாலை-விவரக்குறிப்பு பஃபர்கள், ஸ்பிரிங்குகள், இணைப்பு அமைப்புகள் மற்றும் முக்கிய உற்பத்தியாளர் வடிவமைப்புகளுடன் இணக்கமான முழுமையான தொடர்பு அமைப்புகளை வழங்குகிறோம்.
தொடர்பு எக்ஸ்பிஆர்இஎல்இ-யின் வெற்றிட மின்சுற்று முறிப்பான் தொழில்நுட்பக் குழு இயந்திரவியல் பகுப்பாய்வு ஆலோசனை அல்லது மாற்று உதிரிபாகங்களின் விவரக்குறிப்புகளுக்கு.
கே: வெற்றிட சர்க்யூட் பிரேக்கருக்கு இயக்கச் சரிசெய்தல் தேவை என்பதை அதன் மீள்தல் காலம் எப்போது குறிக்கும்?
A: பல சோதனைச் செயல்பாடுகளில் பவுன்ஸ் காலம் தொடர்ந்து 2 மி.வி-க்கு மேல் இருந்தால், பொதுவாக அதன் வழிமுறையை ஆய்வு செய்ய வேண்டும். இருப்பினும் உற்பத்தியாளரின் விவரக்குறிப்புகள் மாறுபடும்—சில வடிவமைப்புகள் திருத்த நடவடிக்கை தேவைப்படுவதற்கு முன்பு 3 மி.வி வரை தாங்கும்.
கே: சாதாரண செயல்பாடுகளின் போதும் பிரஸ்ட்ரைக் சேதத்தை ஏற்படுத்தும் தொடர்புகளைத் தாக்குமா?
ஆம், இயந்திர அமைப்பின் நிலையைப் பொருட்படுத்தாமல், ஒவ்வொரு மின்னேற்றப்பட்ட மூடும் செயல்பாட்டின் போதும் முன்-மின்னல் வளைவு அரிப்பு ஏற்படுகிறது, இருப்பினும், முறையாகச் சரிசெய்யப்பட்ட இயந்திர அமைப்புகள், சேர்வய்ப்பைக் குறைக்க முன்-மின்னல் காலத்தைச் சுருக்கமாகின்றன.
கே: சுற்றுப்புற வெப்பநிலை, டைமிங் வளைவு அளவீடுகளை எவ்வாறு பாதிக்கிறது?
A: மசகுப் பொருளின் பாகுத்தன்மை மாற்றங்கள் மற்றும் ஸ்பிரிங் விகித மாறுபாடுகளால், -25°C முதல் +40°C வரையிலான வெப்பநிலை மாறுபாடுகள், மூடும் நேரத்தை 8–12% வரையிலும், மீள் தன்மைகளை 15–20% வரையிலும் மாற்றக்கூடும்.
கே: கால இடைவெளி வளைவுகள் வெற்றிடத் துண்டிப்பானின் சிதைவைக் கண்டறிய முடியுமா?
A: நேர அளவு வளைவுகள் மறைமுகமான குறிகாட்டிகளை வெளிப்படுத்துகின்றன—குறைந்த மின்னழுத்தங்களில் நீட்டிக்கப்பட்ட முன்-அடிப்பு, வெற்றிடத்தின் ஒருமைப்பாடு குறைந்துவிட்டதைக் குறிக்கலாம்—ஆனால் உறுதியான வெற்றிட மதிப்பீட்டிற்கு மக்னெட்ரான் அல்லது எக்ஸ்-கதிர் சோதனை முறைகள் தேவை.
கே: நேரக்கோடு பகுப்பாய்வு எவ்வளவு அடிக்கடி செய்யப்பட வேண்டும்?
A: பெரும்பாலான பராமரிப்புத் திட்டங்கள், ஒவ்வொரு 2,000–5,000 செயல்பாடுகளுக்கும் அல்லது ஒவ்வொரு 2–3 ஆண்டுகளுக்கும், எது முதலில் வருகிறதோ அதற்கு ஏற்ப, நேரச் சோதனைகளைக் குறிப்பிடுகின்றன. மின்தேக்கி மாற்றுதல் போன்ற அதிக சுழற்சி பயன்பாடுகளுக்கு மேலும் அடிக்கடி சோதனை செய்யப்படும்.
கே: மூன்று-கட்ட பிரேக்கர்களில் கட்டத்திற்கும் கட்டத்திற்கும் இடையிலான நேர இடைவெளி விலகலுக்கு என்ன காரணம்?
A: கட்டங்களுக்கு இடையில் 2–3 மி.விக்கு மேல் விலகுவது என்பது பொதுவான இயக்க வழிமுறைப் பிரச்சினைகளைக் காட்டிலும், தனிப்பட்ட துருவ வழிமுறைத் தேய்மானம், சமமற்ற ஸ்பிரிங் இறுக்கம் அல்லது இணைப்புச் சரிசெய்தல் வேறுபாடுகளைக் குறிக்கிறது.
கே: ஆணையிடலின் போது நேரக்கோடுகள் பதிவு செய்யப்பட வேண்டுமா?
A: ஆணையிடலின் போது பதிவுசெய்யப்பட்ட அடிப்படை நேரக்கோடுகள், எதிர்கால ஒப்பீட்டிற்கு அவசியமான குறிப்புத் தரவுகளை வழங்குகின்றன, மேலும் அளவுருக்கள் ஏற்றுக்கொள்ளக்கூடிய வரம்புகளை மீறுவதற்கு முன்பே படிப்படியான இயக்கவியல் சிதைவைக் கண்டறிய உதவுகின்றன.
ஆணையக் குறிப்பு: நிலையான வரையறைகள் மற்றும் சோதனைச் சூழலுக்கு, பார்க்கவும் IEC 62271-100 வெளியீட்டுப் பக்கம்.