पूरी विशिष्टताएँ चाहिए?
सभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करें
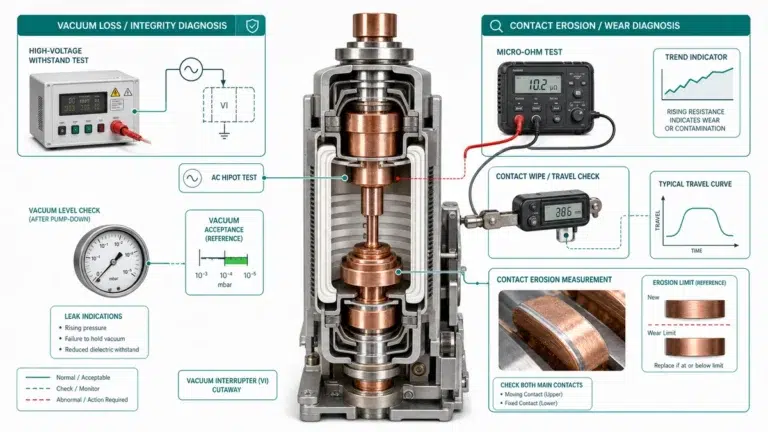
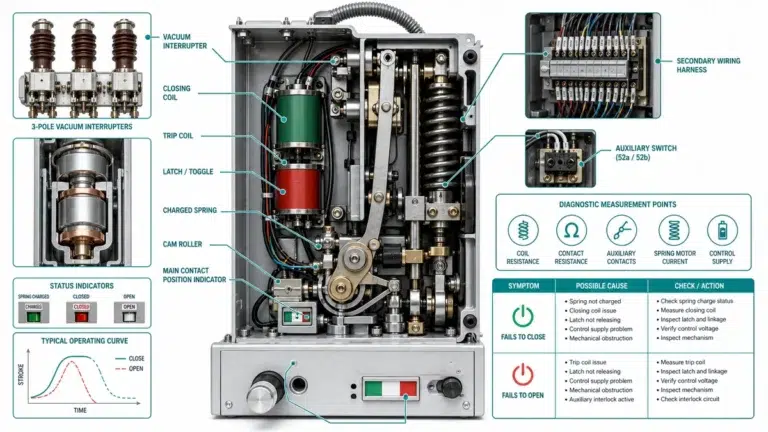
एक वैक्यूम कॉन्टैक्टर का इंटरप्टिंग चैंबर आंतरिक दबाव को 10⁻³ Pa से नीचे बनाए रखता है ताकि विश्वसनीय आर्क विलुप्ति के लिए आवश्यक डाइइलेक्ट्रिक मजबूती प्राप्त की जा सके। जब यह वैक्यूम धीमी रिसाव या संपर्क क्षरण के कारण बिगड़ जाता है, तो कॉन्टैक्टर सुरक्षित रूप से लोड धाराओं को विरामित करने की अपनी क्षमता खो देता है। विफलता होने से पहले वैक्यूम बोतल के रिसाव का पता लगाना मध्यम-वोल्टेज मोटर नियंत्रण और कैपेसिटर स्विचिंग अनुप्रयोगों पर काम करने वाली रखरखाव टीमों के लिए मुख्य चुनौती है।.
वैक्यूम अपघटन दो प्राथमिक मार्गों का अनुसरण करता है: यांत्रिक सील विफलता और धात्विक विघटन।.
यांत्रिक रिसाव आमतौर पर सिरेमिक और धातु के बीच ब्रेज़ेड जोड़ों पर होते हैं। तापीय चक्रण इन हर्मेटिक सीलों में सूक्ष्म दरारें उत्पन्न करता है, जिन्हें सामान्य स्विचिंग ड्यूटी के दौरान 80–120 °C के तापमान अंतर को सहना होता है, साथ ही पूरे उपकरण के परिचालन जीवनकाल में रिसाव दर 10⁻¹⁰ Pa·m³/s से कम बनाए रखनी होती है। औद्योगिक मोटर नियंत्रण अनुप्रयोगों में मैदानी मूल्यांकन के दौरान, इन सीलों की विफलताएँ समयपूर्व निर्वात हानि का अधिकांश कारण होती हैं।.
दूसरा तंत्र संपर्क सामग्री की खपत से संबंधित है। कॉन्टैक्टर-ग्रेड वैक्यूम बोटलों में 200–600 A धारा सीमा के लिए अनुकूलित CuCr या AgWC (चांदी-टंगस्टन कार्बाइड) संपर्क संरचनाओं का उपयोग किया जाता है। प्रत्येक स्विचिंग ऑपरेशन में लगभग 0.1–0.5 μg संपर्क सामग्री क्षयित होती है, जिससे धात्विक वाष्प संघनित होकर आंतरिक कक्ष की सतहों पर जमा हो जाती है। यह क्षय सैकड़ों हजारों संचालनों के दौरान संचित हो जाता है।.
वैक्यूम दबाव और डाइइलेक्ट्रिक क्षमता के बीच संबंध पाशेन के नियम का अनुसरण करता है। 10⁻¹ Pa से अधिक दबाव पर गैस अणुओं का औसत मुक्त पथ इतना छोटा हो जाता है कि यह निरंतर आयनीकरण का समर्थन कर सकता है, जिससे ब्रेकडाउन वोल्टेज 30 kV से अधिक से घटकर संभावित रूप से कॉन्टैक्टर की रेटेड वोल्टेज से भी नीचे आ जाता है। यह सीमा सेवा योग्य और असफल के बीच की सीमा को चिह्नित करती है। वैक्यूम इंटरप्टर असेंबलीज़.
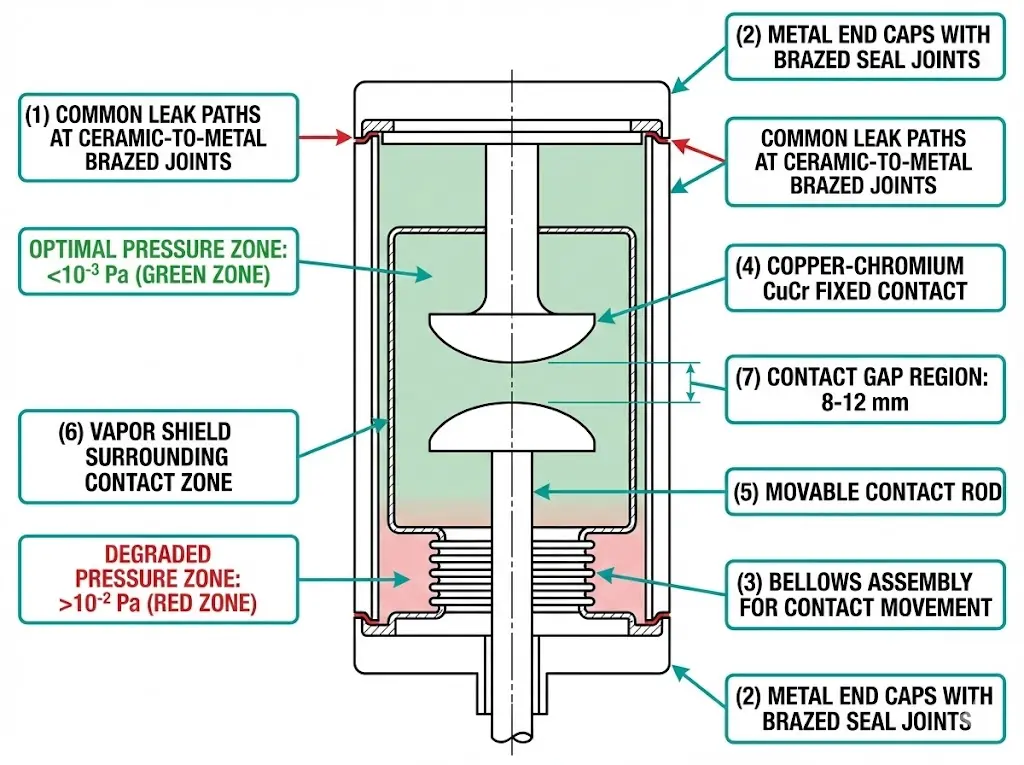
व्यवस्थित क्षेत्र परीक्षण विनाशकारी विफलता से पहले निर्वात में गिरावट का पता लगाता है। जब निर्वात दबाव 10⁻² Pa से ऊपर चला जाता है, तो विद्युतरोधी ताकत नाटकीय रूप से घट जाती है, जिससे आर्क बुझाने की क्षमता और कर्मियों की सुरक्षा दोनों प्रभावित होती हैं।.
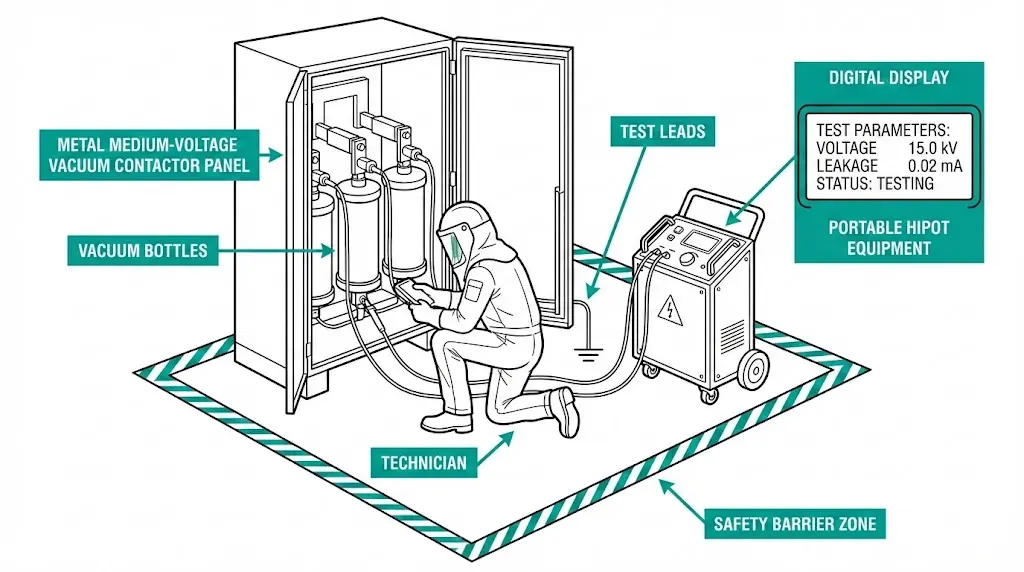
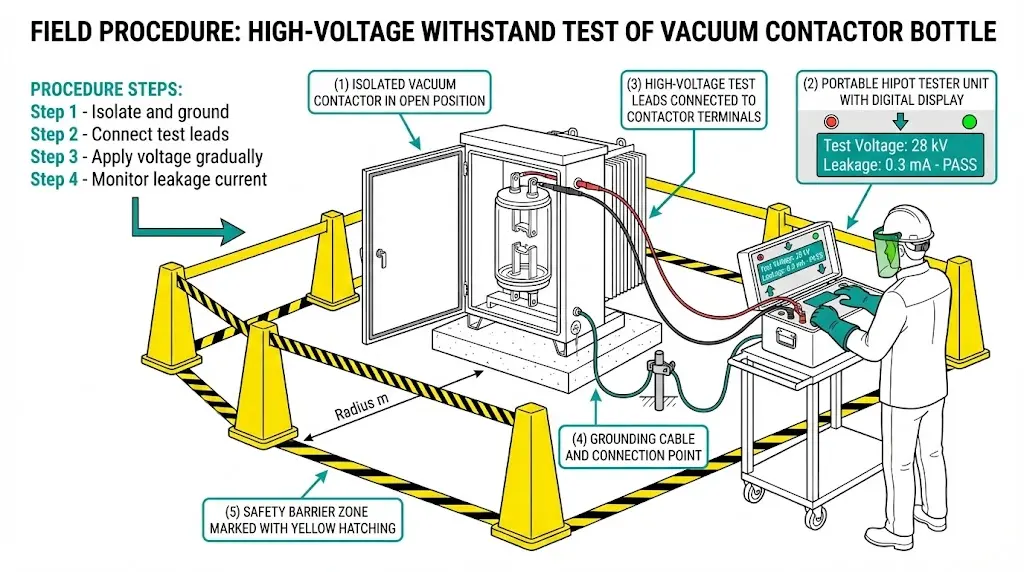
सबसे सुलभ क्षेत्रीय विधि एसी या डीसी सहनशीलता परीक्षण है। 12 kV के वैक्यूम कॉन्टैक्टर के लिए, खुले संपर्कों पर लगभग 28–32 kV का परीक्षण वोल्टेज एक मिनट के लिए लगाया जाता है।.
क्षेत्र प्रक्रिया:
यह विधि बड़े वैक्यूम हानि का प्रभावी ढंग से पता लगाती है, लेकिन इसकी सीमाएँ हैं। आंशिक क्षरण (10⁻¹ Pa पर दबाव) सहनशीलता परीक्षण पास कर सकता है, फिर भी वास्तविक दोष स्थितियों में विफल हो सकता है, जहाँ आर्क विलुप्ति वैक्यूम की गुणवत्ता पर अत्यधिक निर्भर करती है।.
MAC परीक्षण वोल्टेज के तहत संपर्कों के अलग होने पर एक्स-रे उत्सर्जन को मापकर निर्वात क्षरण का पता लगाता है। उचित रूप से निर्वातित बोतलों (दबाव < 10⁻³ Pa) में न्यूनतम आयनीकरण होता है। जैसे-जैसे दबाव बढ़ता है, एक्स-रे तीव्रता समानुपात में बढ़ती है।.
फील्ड इकाइयाँ आमतौर पर 10–20 kV DC पर काम करती हैं और 10⁻¹ Pa पर क्षरण का पता लगाने में संवेदनशील होती हैं—कार्यात्मक विफलता से काफी पहले। हालांकि, MAC टेस्टर्स के लिए विशेष प्रशिक्षण और उपकरणों में निवेश की आवश्यकता होती है, जो उनकी नियमित रखरखाव में उपलब्धता को सीमित कर देती है।.
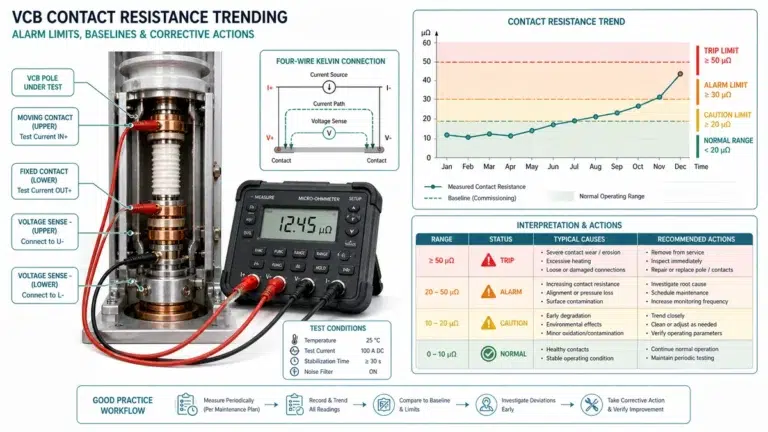
संपर्क प्रतिरोध प्रवृत्ति अप्रत्यक्ष रूप से जीवन-अंत का संकेत देती है। नए CuCr संपर्कों में आमतौर पर प्रति पोल 50 μΩ से कम प्रतिरोध होता है। 100,000 से अधिक संचालन वाले बार-बार स्विचिंग वाले अनुप्रयोगों में प्रतिरोध मान 150–200 μΩ तक बढ़ने पर महत्वपूर्ण क्षरण का संकेत मिलता है, जिसके लिए प्रतिस्थापन आवश्यक है।.
यह विधि सीधे वैक्यूम को मापती नहीं है, बल्कि उन परिस्थितियों को इंगित करती है जो अक्सर सील के क्षरण के साथ जुड़ी होती हैं।.
[विशेषज्ञ की अंतर्दृष्टि: क्षेत्र परीक्षण की हकीकतें]
- पर्यावरणीय कारक सटीकता को महत्वपूर्ण रूप से प्रभावित करते हैं: 70% से अधिक आर्द्रता और ±15°C से अधिक तापमान में उतार-चढ़ाव उच्च-वोल्टेज परीक्षण की विश्वसनीयता को प्रभावित करते हैं।
- एकल “पास” परिणाम केवल समय-विशेष का आत्मविश्वास प्रदान करता है—दीर्घकालिक आश्वासन नहीं।
- संभव हो तो कई विधियों को मिलाकर उपयोग करें: हाइपोथेटिक परीक्षण + संपर्क प्रतिरोध + संचालन की गिनती किसी भी एकल परीक्षण की तुलना में बेहतर पूर्वानुमान मूल्य प्रदान करते हैं।
- आयोगन के समय आधारभूत मानों को दस्तावेज़ित करें; प्रवृत्ति डेटा निरपेक्ष सीमाओं की तुलना में अधिक मूल्यवान होता है।
कोई भी एकल क्षेत्रीय विधि प्रारंभिक रिसाव का पता लगाने की गारंटी नहीं देती। प्रत्येक तकनीक के विशिष्ट लाभ और सीमाएँ होती हैं, जिन्हें रखरखाव टीमों को उपलब्ध संसाधनों और विफलता के परिणामों के आधार पर तौलना चाहिए।.
| पहचान विधि | धीमी रिसाव का पता लगाना | कुल रिसाव का पता लगाना | मैदानी पोर्टेबल | सापेक्ष लागत | कौशल स्तर |
|---|---|---|---|---|---|
| एसी/डीसी हाइपोट | कम | उच्च | हाँ | निम्न–मध्यम | मध्यम |
| एमएसी परीक्षण | मध्यम–उच्च | उच्च | सीमित | उच्च | उच्च |
| एक्स-रे इमेजिंग | उच्च | उच्च | नहीं | बहुत अधिक | विशेषीकृत |
| संपर्क प्रतिरोध | केवल अप्रत्यक्ष | केवल अप्रत्यक्ष | हाँ | कम | कम |
| गणना अभियान | भविष्यसूचक | भविष्यसूचक | हाँ | न्यूनतम | कम |
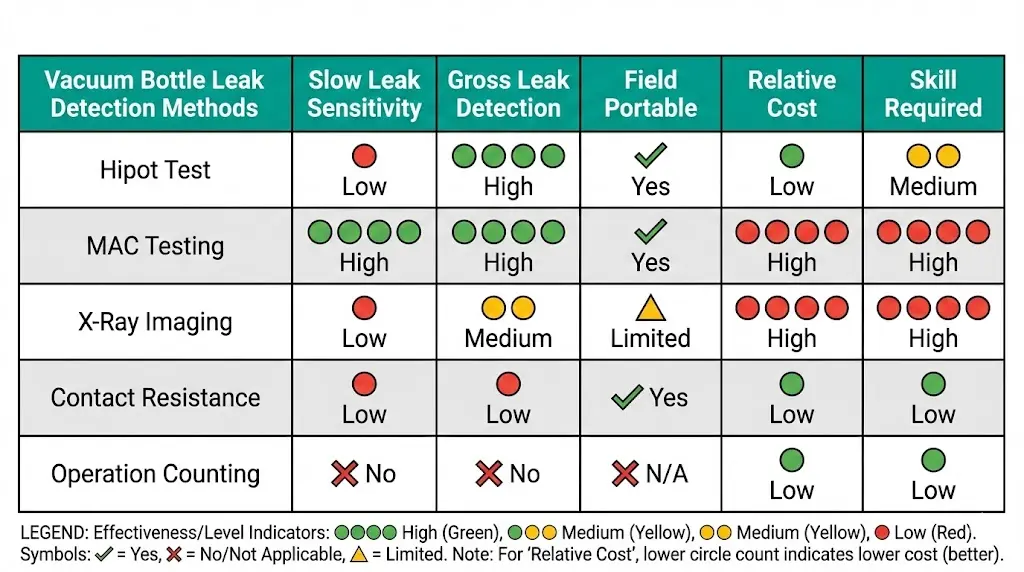
नियमित रखरखाव कार्यक्रमों के लिए व्यावहारिक संयोजन है हाइपोट परीक्षण, संपर्क प्रतिरोध मापन और संचालन ट्रैकिंग। यह त्रयी उचित लागत पर अधिकांश विफलता मोड्स को पकड़ लेती है। गंभीर अनुप्रयोगों के लिए आरक्षित रखें MAC या एक्स-रे विधियाँ, जहाँ अनियोजित रुकावट के गंभीर परिणाम हो सकते हैं—सतत प्रक्रिया संयंत्र, अस्पताल की आवश्यक बिजली, या उच्च-मूल्य उत्पादन लाइनें।.
मैदानी अनुभव से मिली मुख्य अंतर्दृष्टि: वैक्यूम बोतल का मूल्यांकन पास/फेल निर्धारण की बजाय प्रवृत्ति विश्लेषण के रूप में सबसे प्रभावी होता है। दो वर्षों में withstand voltage में 15% की गिरावट दिखाने वाली बोतल को स्थिर रीडिंग बनाए रखने वाली बोतल की तुलना में अधिक ध्यान देने की आवश्यकता है, भले ही दोनों वर्तमान में न्यूनतम सीमाओं से ऊपर हों।.
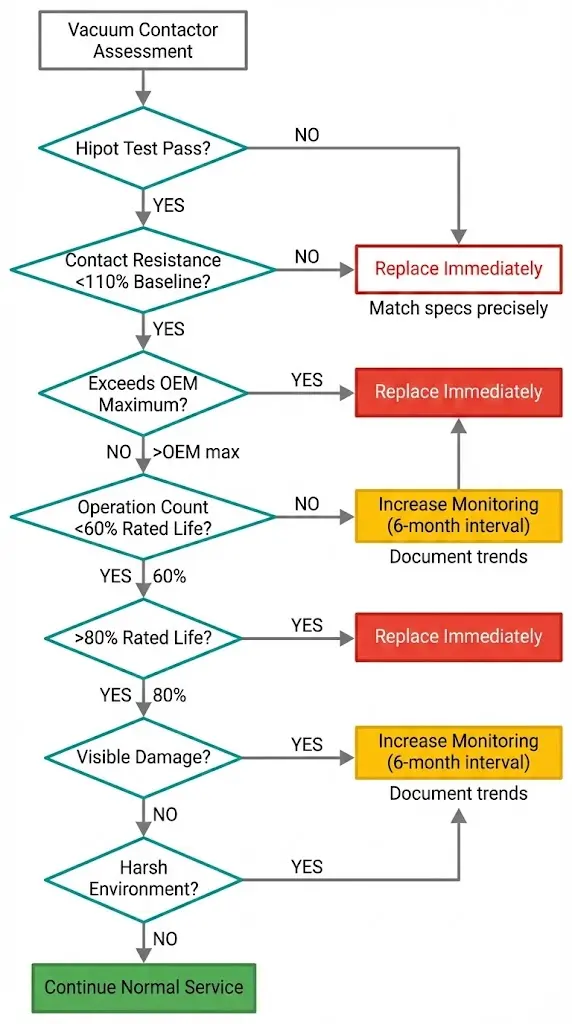
परीक्षण परिणामों को रखरखाव निर्णयों में बदलने के लिए स्पष्ट मानदंड आवश्यक हैं। निम्नलिखित ढांचा औद्योगिक सेवा में मध्यम-वोल्टेज वैक्यूम संपर्ककों पर लागू होता है।.
सभी शर्तें पूरी की जानी चाहिए:
इनमें से कोई भी स्थिति अधिक करीबी निरीक्षण को ट्रिगर करती है:
कोई भी एक स्थिति प्रतिस्थापन की मांग करती है:
वैक्यूम बोतलें फैक्टरी-सीलबंद होती हैं और पुनर्निर्मित नहीं की जा सकतीं। फील्ड प्रतिस्थापन का अर्थ है पूरी वैक्यूम इंटरप्टर असेंबली को बदलना। स्ट्रोक की लंबाई, संपर्क गैप, और रेटेड वोल्टेज/करंट को मूल विनिर्देशों के अनुसार सटीक रूप से मिलाएँ।.
से लीड समय वैक्यूम कॉन्टैक्टर निर्माता आमतौर पर 8–16 सप्ताह तक चलते हैं। उन महत्वपूर्ण अनुप्रयोगों के लिए स्पेयर असेंबली का स्टॉक रखें जहाँ अनियोजित रुकावट के गंभीर परिणाम होते हैं।.
परीक्षण की सीमाओं की ईमानदार स्वीकृति विश्वास पैदा करती है और निदान परिणामों में अतिआत्मविश्वास से बचाती है।.
परीक्षण के बाद सूक्ष्म दरारें फैल सकती हैं। एक वैक्यूम बोतल जो आज सभी क्षेत्र परीक्षणों में उत्तीर्ण हो जाती है, निरंतर तापीय चक्रण के तहत सील दोष बिगड़ने पर कुछ ही महीनों में असफल हो सकती है। सभी क्षेत्र परीक्षण केवल समय-विशेष की झलक प्रदान करते हैं, भविष्यसूचक गारंटी नहीं।.
10⁻⁴ Pa/वर्ष की धीमी रिसाव दरें प्रारंभिक परीक्षण के बाद वर्षों तक पहचान योग्य लक्षण प्रकट नहीं कर सकतीं। जब तक मानक तरीकों से क्षरण मापनीय हो जाता है, तब तक बोतल पहले ही 10⁻² Pa की महत्वपूर्ण सीमा के करीब पहुँच चुकी हो सकती है।.
संपर्क गैप, बेलोज़ डिज़ाइन, सिरेमिक संरचना, और वाष्प शील्ड ज्यामिति निर्माताओं के बीच काफी भिन्न होती हैं। सामान्य परीक्षण सीमाएँ सार्वभौमिक रूप से लागू नहीं हो सकतीं। विशिष्ट मॉडलों के लिए हमेशा OEM तकनीकी बुलेटिनों का संदर्भ लें।.
कुछ निर्माता निकाली गई बोतलों के लिए फैक्टरी पुनः-परीक्षण सेवाएँ प्रदान करते हैं—यह उन महत्वपूर्ण अनुप्रयोगों के लिए एक मूल्यवान विकल्प है जहाँ पुष्टि लॉजिस्टिक्स लागत को उचित ठहराती है।.
IEC 62271-106 वैक्यूम कॉन्टैक्टर की आवश्यकताओं को परिभाषित करता है, लेकिन विशिष्ट फील्ड लीक डिटेक्शन प्रक्रियाओं को अनिवार्य नहीं करता। IEEE C37.85 कवर करता है। शून्य स्विचिंग डिवाइस परीक्षण विधियाँ हैं, लेकिन ये मुख्यतः प्रयोगशाला की परिस्थितियों पर केंद्रित होती हैं। क्षेत्रीय प्रैक्टिशनर अक्सर निर्माता के मार्गदर्शन और CIGRE तथा IEEE PES के उद्योग कार्यसमूह प्रकाशनों पर निर्भर करते हैं।.
[विशेषज्ञ की अंतर्दृष्टि: मानक आपको क्या नहीं बताते]
- IEC एंड्योरेंस रेटिंग्स प्रयोगशाला की परिस्थितियों पर आधारित होती हैं—तापमान में उतार-चढ़ाव, कंपन या संदूषण वाली फील्ड इंस्टॉलेशन में उपकरण जल्दी ही जीवन-अंत तक पहुँच सकते हैं।
- औद्योगिक सेवा में लगभग 12% वैक्यूम कॉन्टैक्टर विफलताएँ यांत्रिक घिसाव की बजाय वैक्यूम हानि के कारण होती हैं।
- 10⁻² Pa का दबाव थ्रेशोल्ड रूढ़िवादी है; उच्च-धारा स्विचिंग के तहत कार्यात्मक गिरावट अक्सर 10⁻¹ Pa पर शुरू होती है।
- सब कुछ दस्तावेज़ करें—एक बढ़ता हुआ प्रवृत्ति वक्र किसी भी एकल निरपेक्ष माप की तुलना में विफलता की भविष्यवाणी अधिक विश्वसनीय रूप से करता है।
प्रभावी वैक्यूम बोतल प्रबंधन व्यवस्थित परीक्षण को व्यावहारिक लॉजिस्टिक्स योजना के साथ जोड़ता है।.
उन अनुप्रयोगों के लिए जिनके लिए वैक्यूम सर्किट ब्रेकर या दस्तावेजीकृत वैक्यूम अखंडता परीक्षण वाले कॉन्टैक्टर समाधान, ऐसे निर्माताओं के साथ काम करें जो फैक्ट्री परीक्षण प्रमाणपत्र और फील्ड मूल्यांकन कार्यक्रमों के लिए तकनीकी सहायता प्रदान करते हैं।.
वैक्यूम सर्किट ब्रेकर और कॉन्टैक्टर अनुप्रयोगों के लिए, निम्नलिखित सीमाएँ जीवन-अंत की स्थितियों को इंगित करती हैं जिनके लिए तत्काल प्रतिस्थापन आवश्यक है:
| आवेदन का प्रकार | अनुशंसित विधियाँ | परीक्षण आवृत्ति |
|---|---|---|
| सामान्य औद्योगिक | हाइपोट + संपर्क प्रतिरोध | वार्षिक |
| आलोचनात्मक प्रक्रिया | हाइपोट + मैक + संपर्क प्रतिरोध | अर्धवार्षिक |
| सुरक्षा प्रणालियाँ | एक्स-रे सहित पूरा सुइट | निर्माता के विनिर्देश के अनुसार |
बाहरी संदर्भ: आईईसी 62271-106 — एसी कॉन्टैक्टर्स के लिए IEC 62271-106 मानक
प्रश्न: आप फील्ड में लीक के लिए वैक्यूम कॉन्टैक्टर बोतल का परीक्षण कैसे करते हैं?
A: 80% पर रेटेड प्रतिरोध स्तर के खुले संपर्कों पर AC या DC हाइपोट वोल्टेज लागू करें और रिसाव धारा की निगरानी करें। 1 mA से अधिक मान या थ्रेशोल्ड वोल्टेज से नीचे फ्लैशओवर होने पर वैक्यूम क्षरण का संकेत मिलता है, जिसके लिए आगे की जांच या प्रतिस्थापन आवश्यक है।.
प्रश्न: समय के साथ कॉन्टैक्टर बोतलों में वैक्यूम ह्रास का क्या कारण है?
A: थर्मल साइक्लिंग सेरेमिक-टू-मेटल ब्रेज़्ड सील्स पर तनाव डालती है, जिससे सूक्ष्म दरारें उत्पन्न होती हैं जो धीरे-धीरे हवा के प्रवेश की अनुमति देती हैं। उच्च स्विचिंग आवृत्ति बेलोज़ की थकान को तेज करती है, जबकि संपर्क अपक्षय धातु कणों को मुक्त करता है जो आंतरिक सतहों को प्रभावित कर सकते हैं।.
प्रश्न: वैक्यूम कॉन्टैक्टर बोतलें आमतौर पर कितने समय तक चलती हैं?
A: अधिकांश निर्माता वैक्यूम कॉन्टैक्टर्स को नाममात्र धारा पर 1–3 मिलियन यांत्रिक संचालन और 50,000–200,000 विद्युत संचालन के लिए रेट करते हैं। वास्तविक सेवा जीवन स्विचिंग आवृत्ति, धारा स्तरों और तापमान उतार-चढ़ाव की तीव्रता सहित पर्यावरणीय परिस्थितियों पर बहुत अधिक निर्भर करता है।.
प्रश्न: क्या हाइपोट परीक्षण पास करने वाली वैक्यूम बोतल सेवा के दौरान फिर भी विफल हो सकती है?
A: हाँ। हिपोट परीक्षण मोटे वैक्यूम हानि का पता लगाता है लेकिन आंशिक क्षरण को चूक सकता है। सीमांत दबाव (लगभग 10⁻¹ Pa) पर एक बोतल सहनशीलता परीक्षण पास कर सकती है, फिर भी दोष धारा को विरामित करने में विफल हो सकती है, जहाँ आर्क विलुप्ति वैक्यूम की गुणवत्ता पर अत्यधिक निर्भर करती है।.
प्रश्न: क्या रिसाव वाली वैक्यूम बोतल की मरम्मत या नवीनीकरण करना संभव है?
A: नहीं। वैक्यूम इंटरप्टर असेंबली फैक्ट्री-सीलबंद इकाइयाँ हैं जिन्हें फील्ड में पुनः निर्वातित या मरम्मत नहीं किया जा सकता। पता चलने पर वैक्यूम हानि के लिए वैक्यूम बॉटल असेंबली को मेल खाने वाली विनिर्देशों वाली इकाई से पूरी तरह बदलना आवश्यक है।.
प्रश्न: कौन से पर्यावरणीय कारक वैक्यूम के क्षरण को तेज करते हैं?
A: दैनिक तापमान में 40°C से अधिक उतार-चढ़ाव, 85% से अधिक की आसपास की आर्द्रता, निकटवर्ती उपकरणों से उत्पन्न महत्वपूर्ण कंपन, और तटीय प्रतिष्ठानों में लवणयुक्त वायु का संपर्क सभी सील पर तनाव डालते हैं और नियंत्रित वातावरण में अपेक्षित दरों से अधिक क्षरण को तेज करते हैं।.
प्रश्न: रखरखाव टीमों को कई कॉन्टैक्टर्स में वैक्यूम परीक्षण को प्राथमिकता कैसे देनी चाहिए?
A: विफलता के परिणाम और संचित दायित्व के आधार पर प्राथमिकता निर्धारित करें। महत्वपूर्ण प्रक्रिया संपर्क उपकरण, उच्च संचालन संख्या वाली इकाइयाँ जिनकी निर्धारित आयु 60% के करीब पहुँच रही है, और कठोर वातावरण में स्थित उपकरणों का परीक्षण अनुकूल परिस्थितियों में सामान्य-उद्देश्य संपर्क उपकरणों की तुलना में अधिक बार किया जाना चाहिए।.