पूरी विशिष्टताएँ चाहिए?
सभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करें
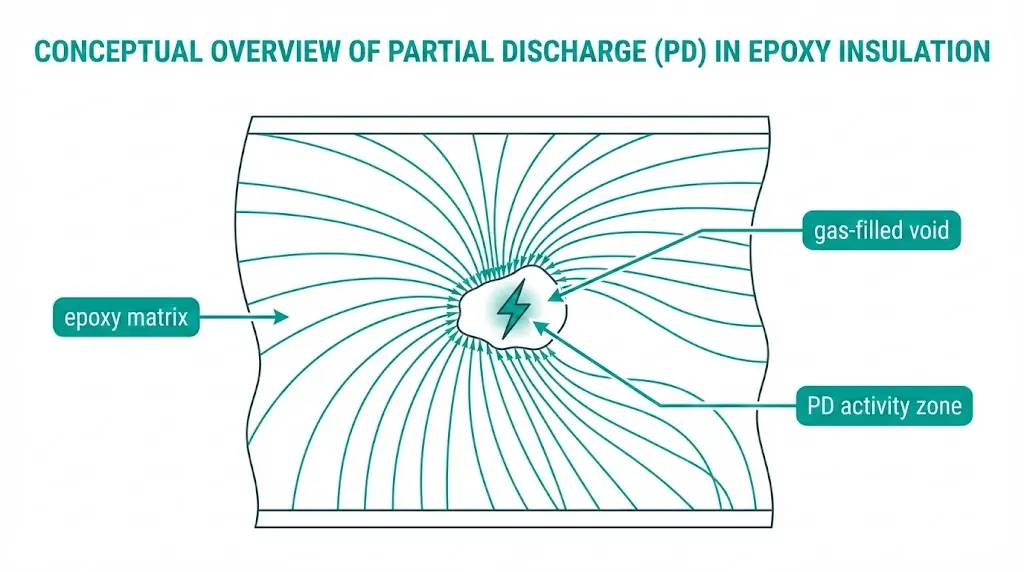
एपॉक्सी इन्सुलेशन में आंशिक निर्वहन का तात्पर्य गैस-भरे रिक्त स्थानों या दोषों के भीतर स्थानीय विद्युत विघटन से है, जो चालकों के बीच की इन्सुलेशन को पूरी तरह से नहीं जोड़ता। ये सूक्ष्म निर्वहन ऊर्जा उत्सर्जित करते हैं, जो आसपास के एपॉक्सी मैट्रिक्स को क्रमशः क्षीण कर देती है, और अंततः चालक मार्ग बना देती है, जिससे डाइइलेक्ट्रिक अखंडता प्रभावित होती है।.
मध्यम-वोल्टेज स्विचगियर कास्ट एपॉक्सी घटकों पर बहुत अधिक निर्भर करता है: वैक्यूम इंटरप्टर युक्त एम्बेडेड पोल, बुशिंग इंसुलेटर, करंट ट्रांसफॉर्मर आवरण, और संरचनात्मक समर्थन। बाहरी रूप से ये भाग ठोस और एकसमान प्रतीत होते हैं। हालांकि आंतरिक रूप से, निर्माण संबंधी दोष—फँसे हुए वायु के थैले, संकुचन गुहाएँ, इंटरफेस परत-विच्छेदन—ऐसे हालात उत्पन्न कर सकते हैं जो सामान्य परिचालन वोल्टेज पर PD (पार्टिकल डिस्चार्ज) को आरंभ करते हैं।.
रखरखाव इंजीनियरों और गुणवत्ता निरीक्षकों के लिए चुनौती पहचान में निहित है। आंशिक निर्वहन तब तक कोई दृश्यमान बाहरी क्षति नहीं उत्पन्न करता जब तक विफलता निकट न हो। तब तक एपॉक्सी की मोटी परत के भीतर कार्बनीकृत ट्रैकिंग मार्ग पहले ही विकसित हो चुके हो सकते हैं।.
यह लेख पीडी आरंभिक प्रक्रिया के पीछे के भौतिकी का विश्लेषण करता है, विभिन्न पता लगाने के तरीकों से देखी जा सकने वाली लक्षणों की पहचान करता है, और IEC तथा IEEE फ्रेमवर्क से प्राप्त स्वीकृति सीमाओं को स्पष्ट करता है। इंजीनियर जो विनिर्देशन या निरीक्षण कर रहे हैं वैक्यूम सर्किट ब्रेकर असेंबली आगमन वाले घटक निरीक्षण से लेकर सेवा-कालीन निगरानी तक, लागू होने वाले व्यावहारिक मार्गदर्शन मिलेंगे।.
एपॉक्सी भागों में आंशिक निर्वहन से तात्पर्य उस स्थानीय विद्युत विघटन से है जो एपॉक्सी इन्सुलेशन के भीतर या उसकी सतह पर होता है, बिना इलेक्ट्रोड को पूरी तरह से जोड़ने के। पूर्ण डाइइलेक्ट्रिक विफलता के विपरीत, आंशिक निर्वहन (PD) गतिविधि दोष स्थलों तक सीमित रहती है, जबकि आसपास की इन्सुलेशन अपनी अखंडता बनाए रखती है। यह स्थानीय आयनीकरण ऊर्जा पैकेट जारी करता है, जो आमतौर पर 1 pC से 1000 pC तक होते हैं, जो रिक्त स्थान के आकार और लगाए गए वोल्टेज की परिमाण पर निर्भर करते हैं।.
भौतिकी दोषों पर विद्युत क्षेत्र के संवर्धन पर केंद्रित है। जब वोल्टेज तनाव स्थानीय विद्युत-रोधी ताकत—आमतौर पर हवा-भरे रिक्त स्थानों के लिए 3–5 kV/mm—से अधिक हो जाता है, तो आयनीकरण शुरू हो जाता है। 12–36 kV रेटेड मध्यम-वोल्टेज स्विचगियर इंस्टॉलेशनों में किए गए क्षेत्र परीक्षण लगातार दिखाते हैं कि PD आंतरिक गुहाओं में 2–5 kV/mm के क्षेत्र तीव्रता पर आरंभ होती है, जो ठोस एपॉक्सी की 15–25 kV/mm ब्रेकडाउन थ्रेशोल्ड से काफी नीचे है।.
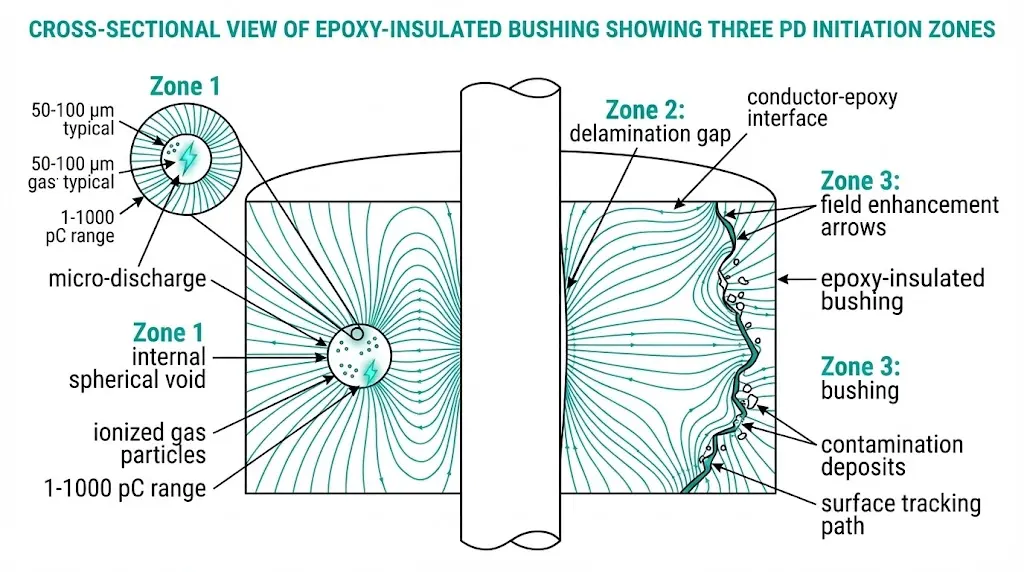
एपॉक्सी इन्सुलेशन प्रणालियों में आंशिक निर्वहन को तीन प्राथमिक दोष श्रेणियाँ उत्पन्न करती हैं:
आंतरिक रिक्तियाँ और गुहाएँ कास्टिंग के दौरान, जब गैस निष्कासन अधूरा रहता है या थर्मल साइक्लिंग एपॉक्सी और एम्बेडेड कंडक्टर्स के बीच सूक्ष्म अलगाव उत्पन्न कर देती है, तब ये voids बनते हैं। 50 μm जितने छोटे गैस-भरे voids भी डिस्चार्ज गतिविधि आरंभ कर सकते हैं, क्योंकि हवा की डाइइलेक्ट्रिक ताकत (~3 kV/mm) क्योर किए गए एपॉक्सी (~20–25 kV/mm) की तुलना में काफी कम होती है।.
अंतरसंपृक्त परत पृथक्करण विकसित होता है जहाँ एपॉक्सी धात्विक इन्सर्ट, बुशिंग या सुदृढ़ीकरण सामग्री से जुड़ता है। एपॉक्सी (लगभग 50–70 × 10⁻⁶/°C) और तांबे के चालक (17 × 10⁻⁶/°C) के बीच भिन्न तापीय विस्तार गुणांक इन इंटरफेसों में क्रमशः यांत्रिक तनाव उत्पन्न करते हैं।.
सतही संदूषण और ट्रैकिंग यह तब होता है जब चालक जमाव—नमी, धूल, या रासायनिक अवशेष—नमीयुक्त या प्रदूषित वातावरण के संपर्क में आई एपॉक्सी सतहों पर निर्वहन मार्ग बनाते हैं।.
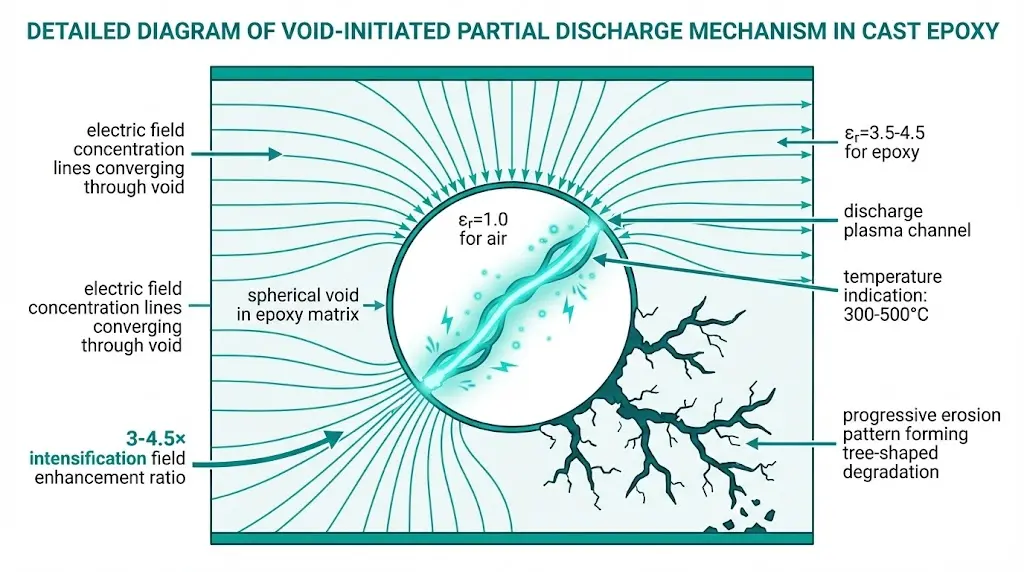
आंशिक निर्वहन तंत्र एक पूर्वानुमेय भौतिक अनुक्रम का पालन करता है। जब वैकल्पिक वोल्टेज एपॉक्सी इन्सुलेशन पर लगाया जाता है, तो किसी भी आंतरिक रिक्ति में विद्युत क्षेत्र की सांद्रता बढ़ जाती है। रिक्ति की सापेक्ष परमिटिविटी (वायु के लिए लगभग 1.0) की तुलना आसपास की एपॉक्सी (εr ≈ 3.5–4.5) से करने पर दोष के भीतर 3× से 4.5× तक के क्षेत्र वृद्धि अनुपात उत्पन्न होते हैं।.
डिस्चार्ज आरंभ वोल्टेज उस संबंध का अनुसरण करता है जहाँ आंतरिक गुहा तनाव = (εएपॉक्सी / εरिक्त) × लागू क्षेत्र। जब यह स्थानीयकृत तनाव वायुमंडलीय दबाव पर वायु-भरे रिक्त स्थानों में लगभग 3 kV/mm से अधिक हो जाता है, तो पाशेन ब्रेकडाउन होता है। प्रत्येक निर्वहन पल्स आमतौर पर 10 जारी करता है।-12 दस तक-8 कूलॉम (1 पीसी से 10 एनसी), रिक्त स्थान की ज्यामिति और लगाए गए वोल्टेज के परिमाण पर निर्भर करता है।.
50–100 μm जितने छोटे वॉइड आकार भी 50/60 Hz की परिचालन आवृत्तियों पर आवर्ती PD गतिविधि को बनाए रख सकते हैं। प्रत्येक AC चक्र संभावित रूप से कई डिस्चार्ज घटनाओं को उत्प्रेरित करता है—माप दिखाते हैं कि गंभीर परिस्थितियों में प्रति सेकंड 10³ से 10⁵ पल्स तक डिस्चार्ज पुनरावृत्ति दरें पहुँच जाती हैं।.
विनाशकारी श्रृंखला तब शुरू होती है जब आवर्ती निर्वहन आयन बमबारी, यूवी विकिरण और निर्वहन चैनल में 300–500°C तक पहुंचने वाली स्थानीय ऊष्मा के माध्यम से आसपास की एपॉक्सी सामग्री को क्षयित करते हैं। इससे क्रमिक गुहा विस्तार होता है, जिससे विशिष्ट वृक्ष-आकार के क्षरण पैटर्न बनते हैं। 1000 pC से ऊपर सतत PD गतिविधि आमतौर पर तीव्र इन्सुलेशन उम्र बढ़ने का संकेत देती है, जिसके लिए रखरखाव हस्तक्षेप आवश्यक होता है।.
[विशेषज्ञ की अंतर्दृष्टि: पीडी की प्रगति पर क्षेत्रीय अवलोकन]
- प्रारंभिक पीडी गतिविधि अक्सर महीनों तक स्थिर दिखती है, फिर तेज़ी से बढ़ती है—नियमित प्रवृत्ति विश्लेषण विफलता से पहले गिरावट को प्रकट करता है।
- दिन/रात के संचालन के बीच थर्मल चक्रण बाहरी इंस्टॉलेशन में इंटरफ़ेस डेलैमिनेशन को तेज़ कर देता है।
- एम्बेडेड पोलों में वॉइड-प्रेरित PD यदि अनसुलझा रह जाए तो आमतौर पर 2–5 वर्षों के भीतर ट्रैकिंग विफलता तक बढ़ जाता है।
- दूषित सतह पीडी सफाई से अच्छी तरह ठीक हो जाता है, जबकि आंतरिक रिक्तियों के लिए घटक प्रतिस्थापन आवश्यक होता है।
निर्माण प्रक्रिया नियंत्रण सीधे ढले हुए एपॉक्सी घटकों में रिक्तियों की प्रचलता को निर्धारित करता है। 200 से अधिक ढले हुए रेज़िन ट्रांसफॉर्मर घटकों का परीक्षण दोष निर्माण में सुसंगत पैटर्न प्रकट करता है।.
अपूर्ण निर्वात अपशिष्टहरण विशेषकर ज्यामितीय रूप से जटिल ढलाईओं में, यह फंसे हुए वायु बुलबुले छोड़ देता है। उचित गैस निष्कासन के लिए, राल की चिपचिपाहट और घटक के आकार के आधार पर, ढालने से पहले और ढालने के दौरान 15–30 मिनट तक वैक्यूम स्तर को 1 mbar से नीचे बनाए रखना आवश्यक है।.
क्योर के दौरान ऊष्मीय ढलान जब बाहरी सतहें आंतरिक क्षेत्रों से पहले ठोस हो जाती हैं, तो संकुचन रिक्तियाँ उत्पन्न होती हैं। 25 मिमी से अधिक मोटी ढलाई के लिए समान बहुलककरण सुनिश्चित करने हेतु तापमान को नियंत्रित ढंग से बढ़ाया जाना आवश्यक है—आमतौर पर प्रति घंटे 2–3°C।.
अनुपयुक्त मोल्ड रिलीज या सतह तैयारी एम्बेडेड कंडक्टरों और धात्विक इन्सर्ट्स के उचित रूप से गीले होने को रोकता है। तेल, ऑक्साइड या नमी से सतह की संदूषण इंटरफ़ेस दोष उत्पन्न करती है, जो तापीय या यांत्रिक तनाव के तहत डेलैमिनेशन स्थल बन जाते हैं।.
भरने वाले पदार्थ का बैठना सिलिका या एलुमिना कणों के जेल बनने से पहले अलग हो जाने पर भरे हुए एपॉक्सी सिस्टम में यह घटना होती है। इससे ऊपरी कास्टिंग खंडों में रिक्तियों-प्रवण क्षेत्रों के साथ घनत्व ढलान उत्पन्न होते हैं।.
| दोष का प्रकार | मूल कारण | सामान्य स्थान | पीडी जोखिम स्तर |
|---|---|---|---|
| सिकुड़न रिक्तियाँ | असमान उपचार तापमान | मोटे खंड, ज्यामितीय संक्रमण | उच्च |
| फँसी हुई हवा | अपर्याप्त गैस निकासी समय | चालक के पास, नुकीले कोने | उच्च |
| परत अलग होना | सतह की खराब तैयारी | कंडक्टर-एपॉक्सी इंटरफ़ेस | आलोचनात्मक |
| भरने वाले पदार्थ का बैठना | लंबी मिश्रण अवधि, अनुचित मिश्रण | ऊपरी कास्टिंग भाग | मध्यम |
| नमी के थैले | दूषित पदार्थ, आर्द्र वातावरण | यादृच्छिक वितरण | मध्यम |
के लिए वैक्यूम सर्किट ब्रेकर निर्माता, एम्बेडेड पोल असेंबलीज़ विशेष चुनौतियाँ प्रस्तुत करती हैं। वैक्यूम इंटरप्टर के धातु फ्लैंज, लचीले कंडक्टर कनेक्शन और ऑपरेटिंग रॉड के प्रवेश सभी ऐसे इंटरफेस बनाते हैं जिनके लिए सटीक एपॉक्सी एनकैप्सुलेशन और मान्य सतह तैयारी प्रक्रियाओं की आवश्यकता होती है।.
खोज पद्धति का चयन उपकरण की उपलब्धता, आवश्यक संवेदनशीलता और स्वीकार्य डाउनटाइम पर निर्भर करता है।.
विद्युत पता लगाने के तरीके मात्रात्मक पीडी माप प्रदान करें:
प्रकट आवेश मापन प्रति आईईसी 60270 (उच्च-वोल्टेज परीक्षण तकनीकें – आंशिक निर्वहन माप) स्वीकृति परीक्षण के लिए यह संदर्भ मानक बना हुआ है। प्रयोगशाला की परिस्थितियों में शील्ड किए गए परीक्षण कोशिकाओं और कम शोर वाले एम्पलीफायरों का उपयोग करके 1–5 pC की संवेदनशीलता प्राप्त की जाती है। क्षेत्रीय मापों में पर्यावरणीय विद्युत-चुंबकीय हस्तक्षेप के कारण आमतौर पर 10–50 pC की संवेदनशीलता प्राप्त होती है।.
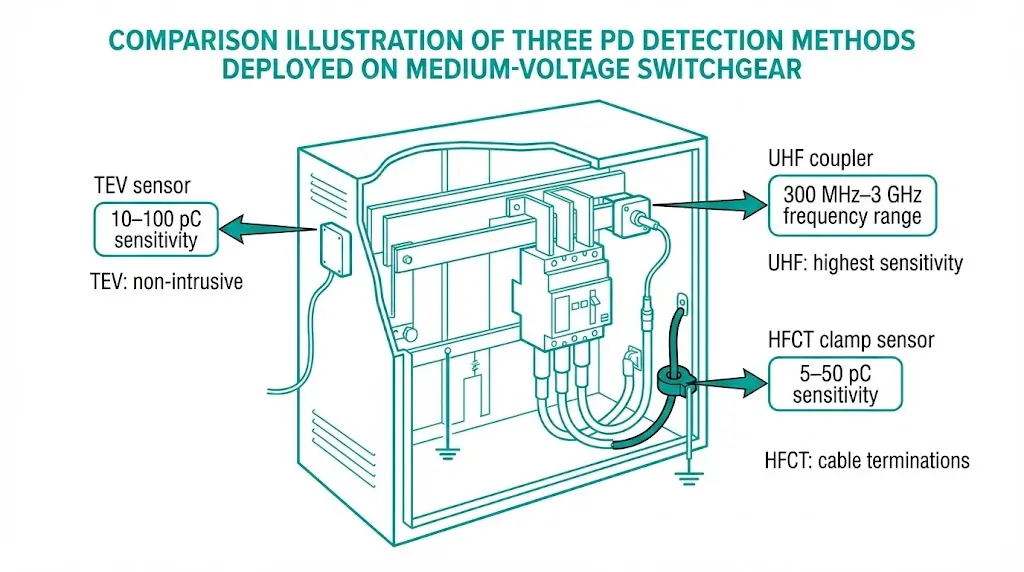
अल्ट्रा-हाई फ्रिक्वेंसी (यूएचएफ) डिटेक्शन तेज़ डिस्चार्ज करंट वृद्धि समयों से उत्पन्न 300 मेगाहर्ट्ज़–3 गीगाहर्ट्ज़ की विद्युतचुंबकीय उत्सर्जन को कैप्चर करता है। UHF विधियाँ विद्युत-शोरयुक्त औद्योगिक वातावरणों में उत्कृष्ट होती हैं, जहाँ पारंपरिक 50/60 हर्ट्ज़ माप हस्तक्षेप से प्रभावित होते हैं। धातु-आवृत स्विचगियर प्राकृतिक शील्डिंग प्रदान करता है, जो UHF सिग्नल-से-शोर अनुपात को बढ़ाता है।.
ध्वनिक उत्सर्जन संवेदन यह निर्वहन घटनाओं के दौरान गैस के विस्तार से उत्पन्न अल्ट्रासोनिक पल्स (20–300 kHz) का पता लगाता है। कई सेंसरों का उपयोग करके त्रिकोणमापन सुलभ उपकरणों में PD स्रोतों का ±50 मिमी की सटीकता के साथ पता लगाता है।.
भौतिक साक्ष्य पीडी गतिविधि तीव्र होने पर दिखाई देता है:
तापीय संकेत इन्फ्रारेड थर्मोग्राफी से निर्वहन स्थानों पर हॉट स्पॉट्स का पता चलता है। आधारभूत तापमान से 5–15°C की वृद्धि जांच की मांग करती है, हालांकि गहराई से निहित दोष सतही ताप उत्पन्न नहीं कर सकते।.
निर्धारित रुकावटों के दौरान ऑफ़लाइन परीक्षण नियंत्रित वोल्टेज अनुप्रयोग और उच्चतम मापन संवेदनशीलता की अनुमति देता है। ऑनलाइन निगरानी सेवा रुकावट के बिना रुझानों का पता लगाती है, लेकिन विद्युत्-संचालित उपकरणों के शोर के कारण इसकी संवेदनशीलता कम रहती है।.
ऑफ़लाइन परीक्षण प्रोटोकॉल:
महत्वपूर्ण स्विचगियर की स्थापना के 6 महीने के भीतर आधारभूत मापन किया जाना चाहिए। 3–5 वर्ष के अंतराल पर बाद का परीक्षण क्षय प्रवृत्तियों की पहचान करता है। किसी भी तापीय घटना, सुरक्षा संचालन, या असामान्य ध्वनियाँ या गंध जैसी रिपोर्ट की गई विसंगति के बाद अतिरिक्त परीक्षण किया जाता है।.
एकीकृत कपलिंग कैपेसिटरों वाले पोर्टेबल पीडी परीक्षण सिस्टम क्षेत्र में तैनाती के लिए उपयुक्त हैं। लागू किया गया वोल्टेज आमतौर पर IEC 60270 की सिफारिशों का पालन करता है: 60 सेकंड के लिए 1.1 × U₀ पर कंडीशनिंग, उसके बाद U₀ (फेज-टू-ग्राउंड संचालन वोल्टेज) पर मापन। पृष्ठभूमि शोर दस्तावेज़ीकरण मापन की विश्वसनीयता को प्रमाणित करता है।.
ऑनलाइन निगरानी प्रौद्योगिकियाँ:
| विधि | संवेदनशीलता | स्थापना | सर्वश्रेष्ठ आवेदन |
|---|---|---|---|
| टीईवी (अस्थायी पृथ्वी वोल्टेज) सेंसर | 10–100 pC सामान्यतः | गैर-हस्तक्षेप सतही माउंट | धातु आवरणयुक्त/संलग्न स्विचगियर |
| यूएचएफ आंतरिक कूपलर | 1–10 pC प्राप्त किया जा सकता है | डिज़ाइन एकीकरण या रेट्रोफ़िट विंडो की आवश्यकता है। | आलोचनात्मक भार, जीआईएस |
| HFCT (उच्च-आवृत्ति धारा रूपान्तरक) | 5–50 पीसी सामान्यतः | क्लैम्प-ऑन अर्थिंग कंडक्टर | केबल टर्मिनेशन, बुशिंग्स |
निरंतर निगरानी उन उपकरणों में निवेश को उचित ठहराती है जो महत्वपूर्ण लोड को सेवा प्रदान करते हैं, जहाँ अनियोजित रुकावटों के गंभीर परिणाम होते हैं। SCADA सिस्टम के साथ एकीकरण PD स्तरों के रुझान सीमाओं से अधिक होने पर स्वचालित अलार्म सक्षम करता है।.
समझना वैक्यूम इंटरप्टर का निर्माण निगरानी को प्राथमिकता देने में मदद करता है—इंटरप्टर स्वयं उच्च निर्वात में पीडी के प्रति अप्रभावित रूप से काम करता है, लेकिन इसकी एपॉक्सी एनकैप्सुलेशन और बाहरी कनेक्शन असुरक्षित बने रहते हैं।.
[विशेषज्ञ की अंतर्दृष्टि: व्यावहारिक पता लगाने संबंधी विचार]
- TEV सेंसर पेंट की हुई या कोटेड धातु की सतहों पर सबसे अच्छा काम करते हैं—नंगी धातु असंगत कूपलिंग प्रदान करती है।
- आयोगीकरण से पहले यूएचएफ पृष्ठभूमि शोर मानचित्रण मान्य अलार्म सीमाएँ स्थापित करता है।
- ध्वनिक विधियाँ बोल्टेड जोड़ और गैस्केट्स के कारण अपनी प्रभावशीलता खो देती हैं—सेंसर की स्थिति मायने रखती है।
- दो डिटेक्शन विधियों को संयोजित करने से एकल-विधि निगरानी की तुलना में झूठी सकारात्मक दरें 60–80% तक कम हो जाती हैं।
IEC 62271-1 (उच्च-वोल्टेज स्विचगियर और नियंत्रणगियर – सामान्य विनिर्देश) मध्यम और उच्च-वोल्टेज उपकरणों के लिए PD परीक्षण आवश्यकताओं को निर्धारित करता है। यह मानक IEC 60270 के अनुसार मापे गए प्रतीत होने वाले आवेश ≤10 pC की स्वीकृति सीमा के साथ प्रकार परीक्षण पद्धति को निर्दिष्ट करता है।.
IEC 62271-1 के अनुसार परीक्षण वोल्टेज अनुक्रम:
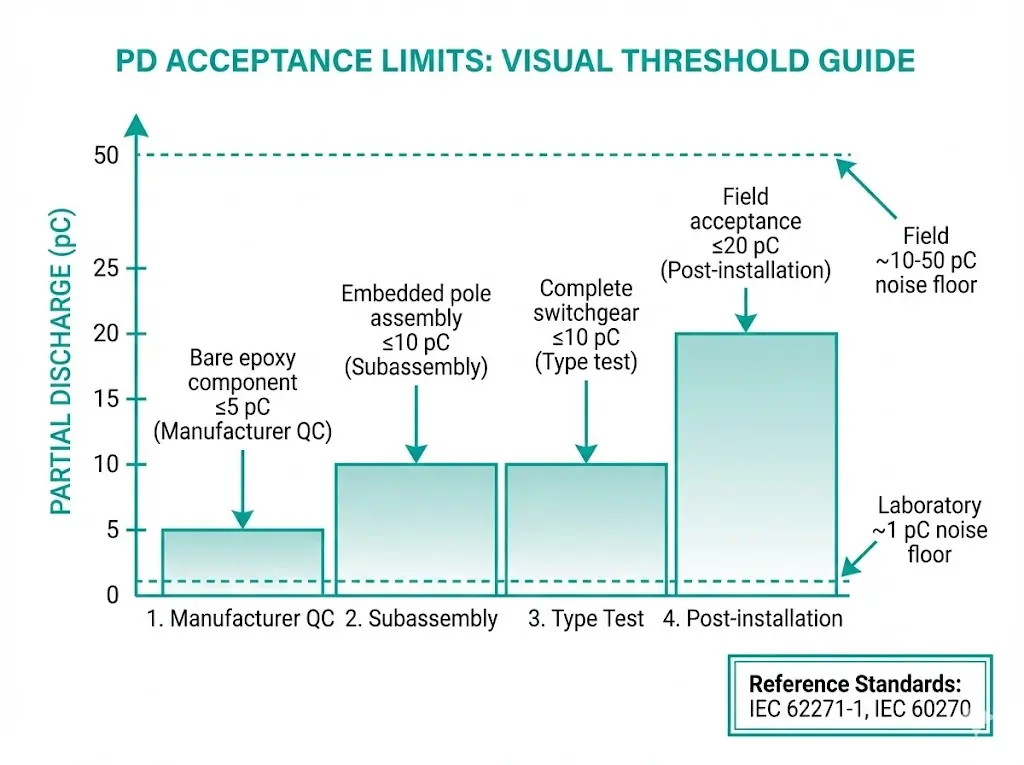
परीक्षण स्तर के अनुसार थ्रेशोल्ड पदानुक्रम:
| परीक्षा स्तर | स्वीकृति सीमा | आवेदन संदर्भ |
|---|---|---|
| नग्न एपॉक्सी घटक | ≤5 पीसी | निर्माता आगमन गुणवत्ता नियंत्रण |
| एम्बेडेड पोल असेंबली | ≤10 पीसी | उप-असेंबली सत्यापन |
| पूर्ण स्विचगियर | ≤10 पीसी | प्रकार परीक्षण, यदि निर्दिष्ट हो तो नियमित परीक्षण |
| क्षेत्र स्वीकृति | ≤20 पीसी | स्थापना के बाद (बढ़ा हुआ शोर स्तर) |
≤5 pC का रूढ़िवादी घटक-स्तरीय थ्रेशोल्ड असेंबली एकीकरण के दौरान उत्पन्न अतिरिक्त इंटरफेस और तनाव एकाग्रता के लिए मार्जिन प्रदान करता है। इस सीमा से अधिक वाले घटकों को स्विचगियर असेंबली में शामिल करने से पहले अस्वीकार या मूल कारण विश्लेषण की आवश्यकता होती है।.
IEEE C37.20.2 (मेटल-क्लैड स्विचगियर) और C37.20.3 (मेटल-एन्क्लोज्ड स्विचगियर) तेजी से IEC की कार्यप्रणाली और सीमाओं के साथ समन्वय कर रहे हैं। दोनों मानक मापन प्रक्रियाओं और कैलिब्रेशन आवश्यकताओं के लिए IEC 60270 का संदर्भ देते हैं।.
प्रभावी खरीद विनिर्देश स्पष्ट आवश्यकताएँ स्थापित करते हैं जिन्हें आपूर्तिकर्ता सत्यापित और प्रलेखित कर सकते हैं।.
आवश्यक RFQ आवश्यकताएँ:
आपूर्तिकर्ता प्रतिक्रिया चेतावनी संकेत:
द वीसीबी आरएफक्यू चेकलिस्ट एपॉक्सी-संलग्न पोल असेंबली और संबंधित स्विचगियर घटकों पर लागू व्यापक विनिर्देशन टेम्पलेट प्रदान करता है।.
आगमन निरीक्षण प्रोटोकॉल:
दृश्य निरीक्षण सतही दोषों, संदूषण और आयामी अनुपालन की पहचान करता है। निर्माता की नियमित परीक्षण प्रक्रिया के अनुसार डाइइलेक्ट्रिक परीक्षण—आमतौर पर 1 मिनट के लिए पावर आवृत्ति सहन क्षमता—मूल इन्सुलेशन अखंडता को सत्यापित करता है। सहन क्षमता परीक्षण के दौरान या बाद में पीडी मापन यह पुष्टि करता है कि आंतरिक दोष स्तर विनिर्देशों के भीतर बने रहते हैं।.
दस्तावेज़ों को बनाए रखने में सेवा जीवन के दौरान वारंटी सहायता और विफलता जांच के लिए परीक्षण रिपोर्ट, कैलिब्रेशन प्रमाणपत्र और सामग्री की ट्रेसबिलिटी रिकॉर्ड शामिल होने चाहिए।.
एपॉक्सी इन्सुलेशन में आंशिक निर्वहन पूर्वानुमेय भौतिकी का पालन करता है: निर्माण संबंधी रिक्तियाँ विद्युत क्षेत्रों को केंद्रित करती हैं, स्थानीय विघटन सामूहिक पदार्थ की ताकत से कहीं कम तनाव स्तरों पर आरंभ होता है, और प्रगतिशील क्षरण अंततः डाइइलेक्ट्रिक अवरोध को परास्त कर देता है। रोकथाम निर्माण अनुशासन से शुरू होती है—नियंत्रित परिस्थितियों में वैक्यूम कास्टिंग, उचित डीगैसिंग अवधि, सत्यापित इंटरफ़ेस तैयारी, और उपयुक्त क्योर तापमान प्रोफाइल।.
डिटेक्शन खरीद के दौरान स्वीकृति परीक्षण को आवधिक फील्ड मूल्यांकन और महत्वपूर्ण अनुप्रयोगों के लिए निरंतर ऑनलाइन निगरानी के साथ जोड़ता है। नए एमवी उपकरण के लिए ≤10 pC की सीमा IEC मानकों में संहिताबद्ध उद्योग के दशकों के अनुभव का प्रतिनिधित्व करती है।.
खरीद के लिए IEC 60270 अनुपालन को स्पष्ट रूप से निर्दिष्ट करें। शून्य निर्माण जोखिमों को संबोधित करने वाली निर्माण प्रक्रिया दस्तावेज़ीकरण की आवश्यकता रखें। स्थापना के बाद मापन आधाररेखाएँ स्थापित करें और सेवा जीवन के दौरान रुझानों को ट्रैक करें। जब आंशिक निर्वहन गतिविधि दिखाई दे—चाहे विद्युत पता लगाने, भौतिक साक्ष्य, या थर्मल इमेजिंग के माध्यम से—तुरंत जांच करें। प्रारंभिक हस्तक्षेप अनियंत्रित PD प्रगति के बाद होने वाली विनाशकारी विफलताओं को रोकता है।.
प्रश्न: एपॉक्सी इन्सुलेशन में आंशिक निर्वहन शुरू होने का क्या कारण है?
A: PD तब आरंभ होता है जब गैस-भरे रिक्त स्थानों या इंटरफ़ेस गैपों में विद्युत क्षेत्र का तनाव लगभग 3 kV/mm से अधिक हो जाता है—जो वायु का ब्रेकडाउन थ्रेशोल्ड है। फँसे हुए बुलबुले, संकुचन गुहाएँ और कंडक्टर डेलैमिनेशन जैसी निर्माण दोष इन संवेदनशील स्थलों का निर्माण करते हैं।.
प्रश्न: क्या ऑनलाइन निगरानी आवधिक ऑफ़लाइन पीडी परीक्षण की जगह ले सकती है?
ऑनलाइन निगरानी प्रवृत्तिगत परिवर्तनों और तीव्र घटनाओं का पता लगाती है, लेकिन आमतौर पर नियंत्रित ऑफ़लाइन मापों की तुलना में इसकी संवेदनशीलता 5–10 गुना कम होती है। अधिकांश रखरखाव कार्यक्रम दोनों दृष्टिकोणों को मिलाते हैं—प्रारंभिक चेतावनी के लिए निरंतर निगरानी और मात्रात्मक मूल्यांकन के लिए आवधिक ऑफ़लाइन परीक्षण।.
प्रश्न: आंशिक निर्वहन एपॉक्सी इन्सुलेशन को कितनी तेजी से नुकसान पहुँचाता है?
A: प्रगति निर्वहन की तीव्रता और पुनरावृत्ति दर के आधार पर व्यापक रूप से भिन्न होती है। निम्न-स्तरीय गतिविधि (100 pC से नीचे) न्यूनतम क्षरण के साथ वर्षों तक बनी रह सकती है, जबकि 1000 pC से ऊपर का निरंतर निर्वहन आमतौर पर कुछ महीनों के भीतर मापनीय क्षरण और 2–5 वर्षों के भीतर ट्रैकिंग विफलता उत्पन्न करता है।.
प्रश्न: कौन से पीडी स्तर पर तत्काल कार्रवाई की आवश्यकता होती है, जबकि अन्य पर निरंतर निगरानी पर्याप्त है?
क्षेत्रीय परिस्थितियों में 20 pC से नीचे के माप सामान्यतः मानक अंतरालों पर निरंतर निगरानी की आवश्यकता दर्शाते हैं। 20–100 pC के स्तर त्वरित निरीक्षण आवृत्ति और मूल कारण की जांच का संकेत देते हैं। 100 pC से ऊपर की निरंतर गतिविधि आमतौर पर अगली रखरखाव खिड़की के भीतर नियोजित प्रतिस्थापन या मरम्मत की मांग करती है।.
प्रश्न: क्या उच्च ऑपरेटिंग वोल्टेज हमेशा पीडी जोखिम को बढ़ाता है?
A: उच्च वोल्टेज से क्षेत्रीय तनाव समानुपातिक रूप से बढ़ता है, लेकिन इन्सुलेशन का डिज़ाइन भी उसी अनुपात में होना चाहिए। उचित दूरी और बिना रिक्तियों वाला अच्छी तरह निर्मित 36 kV घटक दोषयुक्त 12 kV घटक की तुलना में, जो अपनी डिज़ाइन सीमाओं के पास संचालित हो रहा हो, कम PD जोखिम प्रस्तुत करता है।.
प्रश्न: क्या एपॉक्सी में आंशिक निर्वहन को घटक प्रतिस्थापन के बिना ठीक किया जा सकता है?
A: संदूषण से सतह पर होने वाले ट्रैकिंग को सफाई और पुनः कोटिंग से ठीक किया जा सकता है। आंतरिक रिक्तियाँ और बड़े दोष सेवा के दौरान मरम्मत योग्य नहीं होते—प्रभावित घटकों को बदलना आवश्यक होता है। कुछ निर्माता नवीनीकरण के बाद पुनःप्रमाणन परीक्षण प्रदान करते हैं, लेकिन यह मुख्यतः आंतरिक दोष सुधार के बजाय बाहरी सतह पुनर्स्थापना पर लागू होता है।.
प्रश्न: फील्ड पीडी माप कारखाने के परीक्षणों की तुलना में उच्च सीमाएँ क्यों अनुमति देते हैं?
क्षेत्रीय वातावरण संचालित उपकरणों से विद्युत चुम्बकीय हस्तक्षेप उत्पन्न करते हैं, जिससे व्यावहारिक माप संवेदनशीलता कम हो जाती है। ≤20 pC की क्षेत्र स्वीकृति सीमा इस बढ़े हुए शोर स्तर को ध्यान में रखती है, साथ ही दोष पहचान की सार्थक क्षमता बनाए रखती है। नियंत्रित परिस्थितियों में कारखाना परीक्षण प्रकार परीक्षणों के लिए निर्दिष्ट ≤10 pC की सीमा को प्राप्त करता है।.