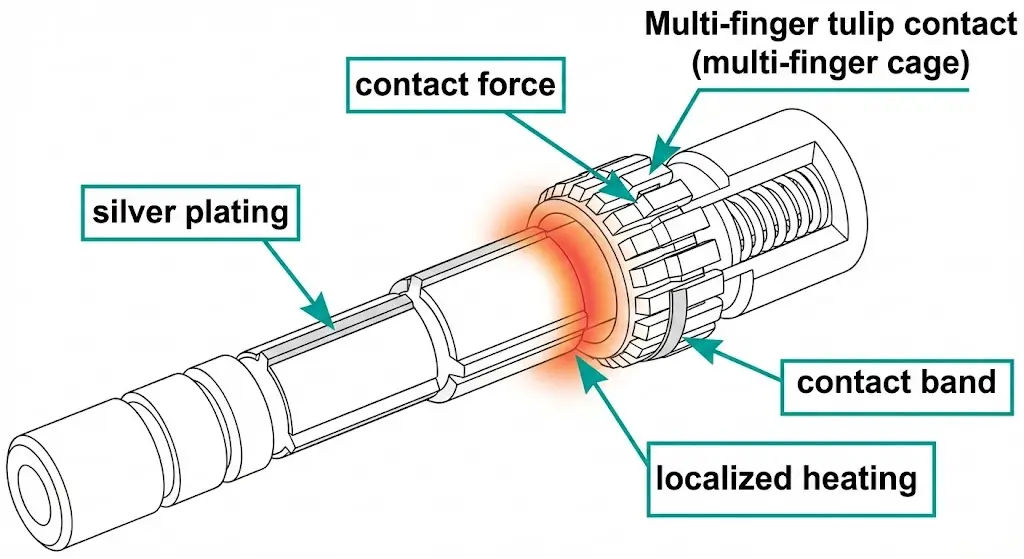
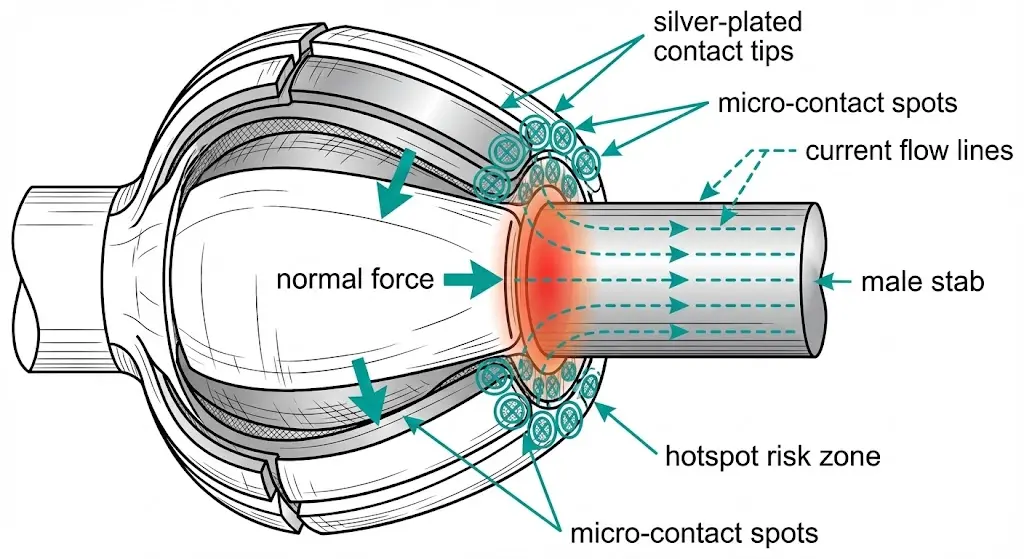
ट्यूलिप कॉन्टैक्ट्स ड्रॉआउट एमवी उपकरणों में प्रयुक्त अलग किए जा सकने वाले उच्च-धारा इंटरफ़ेस हैं: चलने वाला प्राथमिक स्टैब स्थिर पक्ष पर स्थित कई तांबे की उंगलियों (“पंखुड़ियों”) वाले स्प्रिंग “केज” में जुड़ता है। यह डिज़ाइन धारा को कई सूक्ष्म-संपर्क बिंदुओं पर फैलाता है, जिससे यह जोड़ कंपन, तापीय चक्रण और बार-बार डालने-निकालने को सहन कर सकता है—जब तक कि बल या सतह की स्थिति खो न जाए।.
तीन चीज़ें यह निर्धारित करती हैं कि एक ट्यूलिप जॉइंट ठंडा और स्थिर बना रहे:
सामान्य बल: पंखुड़ियों को परिधि के चारों ओर दबाव बनाए रखना चाहिए। यदि बल ढीला हो जाए (थकान, पूर्व में अत्यधिक गर्मी, गलत स्टेब का आकार, विकृति), तो वास्तविक संपर्क क्षेत्र सिकुड़ जाता है और प्रतिरोध बढ़ जाता है।.
सतह की फिनिश (चांदी की परत): चांदी का व्यापक रूप से उपयोग किया जाता है क्योंकि यह कम इंटरफ़ेस प्रतिरोध को बनाए रखती है और स्लाइडिंग संपर्क के तहत अधिक सहिष्णु व्यवहार प्रदान करती है। व्यवहार में, अतिरिक्त ट्यूलिप संपर्कों को अक्सर चारों ओर चांदी की परत चढ़ाई जाती है। 8–12 माइक्रोमीटर, और सामान्य असेंबली कवर 630 A से 5000 A तक, ज्यामिति और कूलिंग के आधार पर।.
संलग्नता की गुणवत्ता: केंद्रण और प्रवेश गहराई यह तय करती हैं कि क्या सभी उंगलियों की अंगूठी में करंट साझा किया जाता है या एक सेक्टर पर अधिक भार पड़ जाता है।.
हीटिंग एक इंटरफ़ेस घटना है। संपर्क प्रतिरोध में थोड़ी सी वृद्धि उच्च धारा पर बड़ी ऊष्मीय लागत बन जाती है क्योंकि जोड़ का हानि I²R के अनुपात में होता है।.
मानक संदर्भ: एसी उच्च-वोल्टेज स्विचगियर और कंट्रोलगियर के लिए सामान्य आवश्यकताएँ इसके अंतर्गत शामिल हैं। आईईसी 62271-1. आईईसी वेबस्टोर
यदि आप प्रतिस्थापन कॉन्टैक्ट्स का स्रोत ढूंढ रहे हैं या उनका मिलान कर रहे हैं, तो यहाँ पुर्जों-स्तर के संदर्भ से शुरुआत करें: वैक्यूम सर्किट ब्रेकर पुर्जों की सूची
हीटिंग: “सामान्य गर्मी” को “नुकसान जारी” से अलग करें।”
एक स्वस्थ ट्यूलिप कनेक्शन गर्म महसूस हो सकता है। एक खराब कनेक्शन खुद को एक के साथ सूचित करता है। स्थानीयकृत, दोहराया जा सकने वाला हॉट स्पॉट जो एक ही इंटरफ़ेस को ट्रैक करता है।.
अपने थर्मल चेकों को तुलनीय बनाएँ:
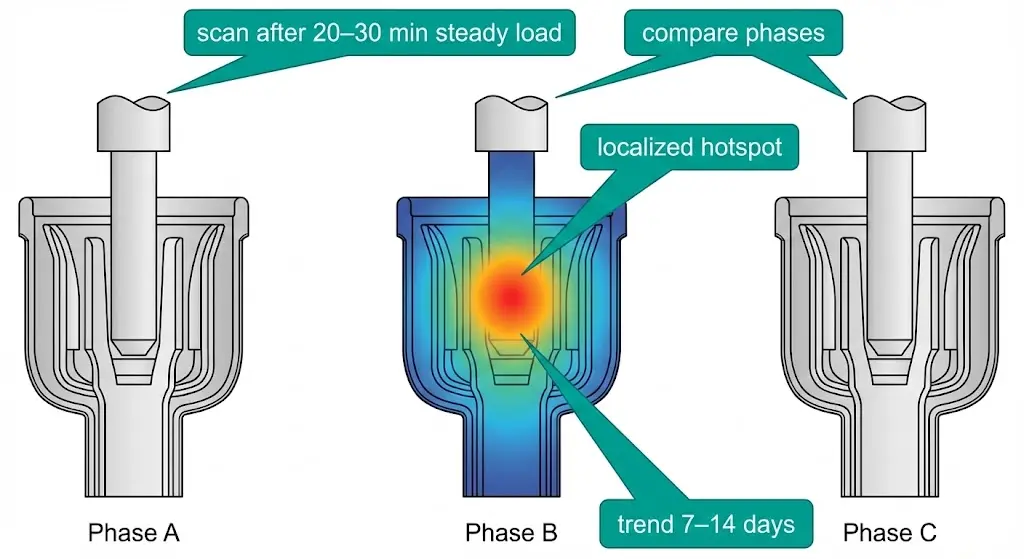
स्कैन के बाद 20–30 मिनट स्थिर लोड पर, और कैमरा दूरी/कोण को एकसमान रखें।.
लॉग वर्तमान (ए) और परिवेशीय (डिग्री सेल्सियस). एक जोड़ जो पर स्वीकार्य दिखता है 400 ए पर प्रमुख हॉटस्पॉट बन सकता है 1200 ए.
क्या देखना है:
स्थानीयकरण: “सामान्य गर्म” कंडक्टर पथ के साथ व्यापक होता है; एक खराब ट्यूलिप जोड़ मिलान बैंड के पास एक संकीर्ण गर्म स्थान होता है।.
चरण तुलना: समान लोडिंग के तहत, एक चरण चल रहा है। 10–20°C एक ही जोड़ स्थान पर अधिक गर्म होना आमतौर पर बल हानि, फिल्म संदूषण, या असमान संलग्नता का संकेत देता है—न कि “यादृच्छिक भार”।”
पुनरावृत्ति: यदि री-रैकिंग/री-सीटिंग के बाद हॉट स्पॉट स्थानांतरित हो जाता है, तो संरेखण या प्रवेश गहराई में खराबी का संदेह करें। यदि सावधानीपूर्वक री-सीट करने के बाद यह फिर से उसी स्थान पर आ जाता है, तो सतह/बल क्षति के स्थायी होने का संदेह करें।.
प्रवृत्ति: दो स्कैन 7–14 दिन अलग-अलग, समान कर्तव्य के तहत, एक एकल स्नैपशॉट की तुलना में अधिक कार्रवाई योग्य हैं।.
यदि हॉट पॉइंट इन्सुलेटेड स्पॉउट/संपर्क बॉक्स क्षेत्र के पास है (केवल धातु के जोड़ पर नहीं), तो संदूषण मार्गों और ट्रैकिंग के साक्ष्यों की समीक्षा यहाँ करें: एपॉक्सी संपर्क बॉक्स की मूल बातें
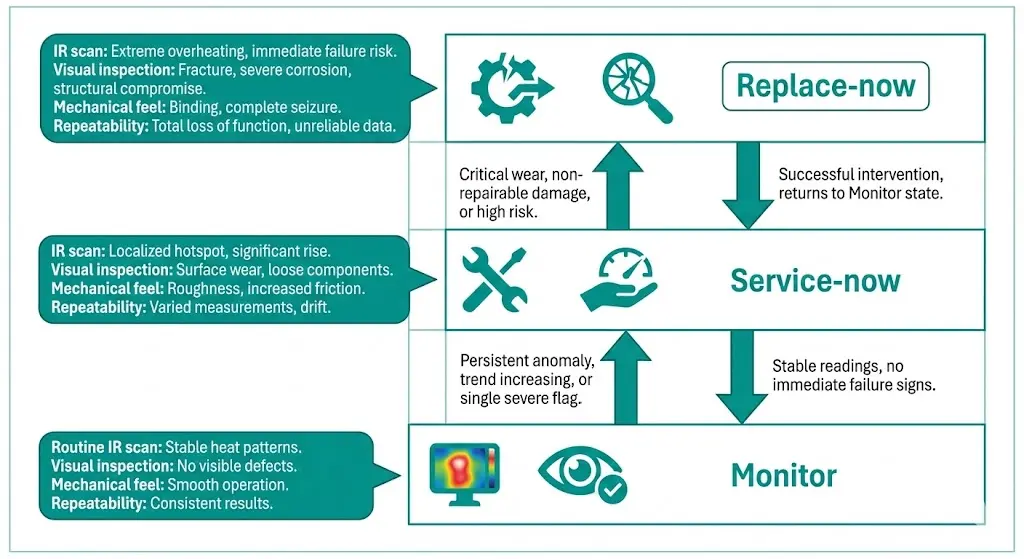
पैटर्न-आधारित थर्मोग्राफी आरेख जो समान चालक के गर्म होने की तुलना में स्थानीय हॉटस्पॉट्स को उजागर करता है।.
[विशेषज्ञ की अंतर्दृष्टि]
एक “स्थिर” हॉटस्पॉट जो उसी अक्षीय बैंड में वापस आता है, का सामान्यतः मतलब होता है कि वास्तविक संलग्नता बैंड क्षतिग्रस्त है, सिर्फ गंदा नहीं।.
लोड संदर्भ (A, लोड समय, परिवेश) के बिना IR छवियाँ अक्सर गलत सुधारात्मक कार्रवाई की ओर ले जाती हैं।.
अगले पीक ड्यूटी साइकिल पर गायब हो जाने वाले री-सीट सुधार अक्सर सीमांत सामान्य बल का संकेत देते हैं।.
ट्यूलिप संपर्कों में उच्च प्रतिरोध उत्पन्न करने वाले मूल कारण
एक बार जब आप स्थानीय गर्मी बढ़ने की पुष्टि कर लेते हैं, तो इसके मूल कारण आमतौर पर इनमें से किसी एक इंटरफ़ेस के क्षय होते हैं:
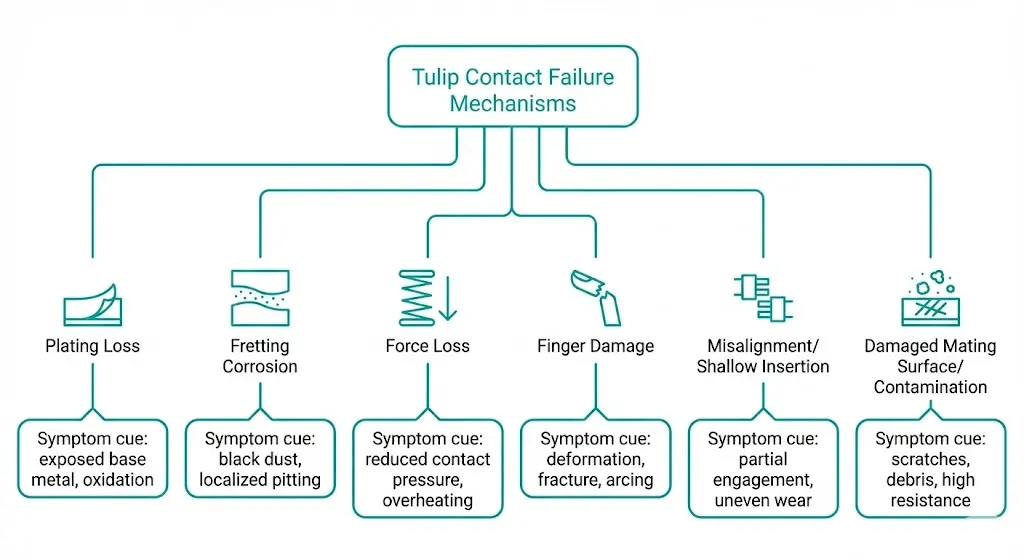
कार्यशील बैंड में प्लेटिंग हानि: जब स्टेब वास्तव में जहाँ बैठता है, उस जगह से सिल्वर घिस जाता है, तो जोड़ फिल्मों और घिसाव के मलबे के प्रति अधिक संवेदनशील हो जाता है।.
घर्षण संक्षारण: सूक्ष्म-गति और तापीय चक्रण से उत्पन्न मलबे का व्यवहार प्रतिरोधी परत की तरह होता है और यह घिसाव को तेज कर देता है।.
सामान्य-बल हानि: वसंत शिथिलता या ऊष्मा-नरमी सूक्ष्म-संपर्क बिंदुओं की संख्या और स्थिरता को कम कर देती है, विशेष रूप से उच्च-कर्तव्य वाले जोड़ों में।.
उंगली की क्षति / असमान जुड़ाव: मुड़ी हुई या फटी पंखुड़ियाँ धारा को एक छोटे क्षेत्र में केंद्रित करती हैं और एक दोहराए जाने योग्य हॉट स्पॉट बनाती हैं।.
असंरेखण या उथला प्रवेश: परिधि का केवल एक हिस्सा ही धारा वहन करता है; जब यूनिट को पुनः स्थापित किया जाता है तो हॉटस्पॉट्स स्थानांतरित हो सकते हैं।.
क्षतिग्रस्त मिलान सतह: स्कोरिंग, पिटिंग, बर्स, या गोल से हटकर कटे हुए हिस्से प्लेटिंग को खुरचते हैं और ऊँचे हिस्से तथा मलबे पैदा करते हैं।.
विफलता तंत्र वृक्ष दिखाता है कि सतह की स्थिति और बल ह्रास कैसे संपर्क प्रतिरोध और ऊष्मा उत्पादन को प्रेरित करते हैं।.
क्षेत्र में चलाए जाने योग्य निरीक्षण एवं मापन कार्यप्रवाह
लक्ष्य पुनरावृत्ति योग्य साक्ष्य है, फिर नियंत्रित सुधार चरण।.
पहले संचालन संदर्भ को कैप्चर करें
रिकॉर्ड लोड वर्तमान (ए), परिवेशीय (डिग्री सेल्सियस), और लोड पर समय (मिन).
बाद में थर्मल छवियाँ लें 20–30 मिनट एक ही दृष्टिकोण से स्थिर ड्यूटी पर।.
दृश्य निरीक्षण (सुरक्षित पृथक्करण के बाद)
संपर्क क्षेत्र: घिसी हुई अंगूठी, रंग फीका पड़ना, गड्ढे, काले मलबे।.
फिंगर सिमेट्री: “एक तरफ़ भारी घिसाव” संरेखण या उथली ग्रिप का एक स्पष्ट संकेत है।.
समीपस्थ इन्सुलेशन: भूरापन, ट्रैकिंग निशान, नरम हो गया पॉलीमर, धूल के निशान।.
यांत्रिक जाँचें
धीमी पुनःस्थापना: खुरदरी पकड़ अक्सर मलबे या सतही क्षति का संकेत देती है।.
हार्डवेयर की खड़खराहट: थोड़ी सी ढीलीपन भी सूक्ष्म गति को बढ़ावा देती है → घिसाव → गर्मी।.
सफाई (केवल यदि OEM विधि द्वारा अनुमत हो) अवशेष रहित विधियों का उपयोग करें; प्लेटिंग हटाने वाले आक्रामक घर्षण से बचें। यदि फिल्म जल्दी लौट आती है, तो मान लें कि अंतर्निहित बल/सतह समस्या अभी भी मौजूद है।.
तुलनीय ड्यूटी के तहत पुनः परीक्षण यदि कोई हॉटस्पॉट एक बार गायब हो जाए और अगले समान लोड के तहत फिर से प्रकट हो, तो इसे सफलता न मानकर गिरावट के रुझान के रूप में लें। जब संभव हो, एक निम्न-प्रतिरोध मापन (DLRO) जोड़ें और संयुक्त मान को रिकॉर्ड करें। मिलिओम सुधार के पहले और बाद के चरण; निरपेक्ष संख्या डिज़ाइन के अनुसार बदलती रहती है, लेकिन परिवर्तन और पुनरावृत्ति ही मायने रखते हैं।.
प्रतिस्थापन मानदंड: जब सफाई/कसना पर्याप्त नहीं रहता
निर्णय लेने के लिए पुनरावृत्ति और स्थिति का उपयोग करें।.
स्तर ए — निगरानी
स्थिर तापीय प्रोफ़ाइल; कोई स्थायी स्थानीय हॉटस्पॉट नहीं।.
केवल हल्के पॉलिश के निशान; कोई गड्ढे या भारी मलबा नहीं।.
सुगम, सममित संलग्नता।.
ट्रेंड चेक: स्थिरता की पुष्टि करें 7–14 दिन इसी तरह के कर्तव्य के अधीन.
स्तर बी — सर्विस-नाउ (सही, फिर सत्यापित करें)
स्थानीय स्तर पर गर्माहट जो पुनः स्थापित/नियंत्रित सफाई के बाद बेहतर हो जाती है, लेकिन उच्च ड्यूटी (जैसे, ~1200 ई. चलर भार.
आंशिक प्लेटिंग हानि, मध्यम फ्रेटिंग निशान, प्रारंभिक रंगहीनता।.
असमान संलग्नता पैटर्न या संदिग्ध उथली प्रवेश।.
बाद में दोबारा स्कैन करें 20–30 मिनट स्थिर भार पर।.
स्तर C — अभी बदलें
नियंत्रित री-सीट/क्लीन के बाद भी हॉटस्पॉट बना रहता है और उसी स्थान पर दोहराता है; ड्यूटी-टू-ड्यूटी में यह और भी खराब होता जा रहा है।.
गहरे गड्ढे, भारी काले मलबे, दिखाई देने वाली चाप के निशान, गंभीर रंग फीका पड़ना, गुम/टूटे हुए पंखुड़े।.
कमजोर “स्नैप” अनुभव या स्पष्ट विकृति; मिलान सतह पर स्पष्ट खरोंच या गोलता खो गई।.
प्रतिस्थापन के लिए पुनरावृत्ति-आधारित और स्थिति-आधारित मानदंडों का सारांश देने वाली निर्णय सीढ़ी।.
[विशेषज्ञ की अंतर्दृष्टि]
यदि मिलान स्टैब सतह क्षतिग्रस्त हो, तो केवल ट्यूलिप संपर्क को बदलने से अक्सर अगले हॉटस्पॉट तक पहुँचने का समय कम हो जाता है।.
“रिप्लेस-नाउ” आमतौर पर एक बार के उच्च तापमान की तुलना में दोहराव (एक ही स्थान, एक ही लक्षण) से अधिक सक्रिय होता है।.
विभाजन से पहले संपर्क पट्टी की स्थिति की तस्वीर लें; यह उथली संलग्नता को सतह क्षरण से अलग करने में मदद करता है।.
प्रतिस्थापन योजना जो दोबारा विफलताओं (पुर्जे + इंटरफ़ेस मिलान) से बचाती है।
एक ट्यूलिप संपर्क प्रतिस्थापन तब काम करता है जब आप इसे एक इंटरफ़ेस सिस्टम के रूप में मानते हैं, न कि एकल स्पेयर पार्ट के रूप में। कई बार दोबारा हीटिंग की समस्या इसलिए होती है क्योंकि बल और सतह अनुकूलता कभी सत्यापित नहीं की जाती, जिससे नया संपर्क जल्दी ही घिसने लगता है और हॉटस्पॉट फिर से उभर आता है। 30–60 दिन शिखर शुल्क के अधीन.
एक RFQ-तैयार “प्रतिस्थापन डेटा पैक” भेजें:
तस्वीरें: काम कर रहे बैंड का क्लोज़-अप, कोई भी गड्ढे/रंगत बदल, साथ ही एक पूर्ण दृश्य जिसमें संरेखण और डालने की दिशा दिखाई गई हो।.
विद्युत कर्तव्य: सामान्य और चरम वर्तमान (ए); स्थिर बनाम आवर्ती भार।.
तापीय साक्ष्य: परिस्थितिजन्य IR छवियाँ (डिग्री सेल्सियस) और लोड पर समय (मिन).
यांत्रिक नोट्स: डालने का एहसास (चिकना/खुरदरा), कोई ढीलापन, क्या हॉटस्पॉट दोबारा सेट करने के बाद खिसकता है।.
युग्मन सतह की स्थिति: स्टैब/स्पाउट पर स्कोरिंग/बर्स/अंडाकारता; यदि संभव हो, तो अनुमानित एंगेजमेंट लंबाई शामिल करें (एमएम).
पर्यावरण: धूल, नमक की धुंध, रासायनिक संपर्क, और बे के अंदर वेंटिलेशन।.
डेटा पैक XBRELE के साथ साझा करें और हम संपर्क विन्यास और प्रतिस्थापन दायरे (केवल संपर्क बनाम संपर्क और मिलान सतह सेवा) को मेल कराने में मदद करेंगे ताकि दोबारा गर्म होने से रोका जा सके।.
अक्सर पूछे जाने वाले प्रश्न
1) यह पुष्टि करने का सबसे तेज़ तरीका क्या है कि ट्यूलिप-जॉइंट समस्या स्थानीयकृत है? समान ड्यूटी के तहत विभिन्न चरणों में उसी जोड़ की तुलना करें; एक सुसंगत आउटलायर आमतौर पर इंटरफ़ेस समस्या का संकेत देता है।.
2) क्या एक जॉइंट साफ दिखने के बाद भी ज़्यादा गर्म हो सकता है? हाँ—कम सामान्य बल या असमान संपर्क स्पष्ट संदूषण के बिना उच्च प्रतिरोध उत्पन्न कर सकता है।.
3) पुनः स्थापित करने पर कभी-कभी तापमान अस्थायी रूप से क्यों कम हो जाता है? यह संपर्क बिंदुओं को पुनर्वितरित कर सकता है, लेकिन यह घिसी हुई प्लेटिंग या कमजोर स्प्रिंग व्यवहार को बहाल नहीं कर सकता।.
4) क्या केवल एक थर्मल स्कैन प्रतिस्थापन को उचित ठहराने के लिए पर्याप्त है? अक्सर यह बेहतर होता है कि तुलनीय भार के तहत पुनरावृत्ति की पुष्टि की जाए, जब तक कि स्पष्ट यांत्रिक क्षति या गंभीर सतही क्षरण न हो।.
5) कौन सी जानकारी गलत प्रतिस्थापन कॉन्टैक्ट ऑर्डर करने से सबसे अच्छी तरह रोकती है? वर्किंग-बैंड की तस्वीरें, लोड संदर्भ (वर्तमान, ड्यूटी पैटर्न) और स्पष्ट फिट/एंगेजमेंट नोट्स आमतौर पर अधिकांश अस्पष्टता को दूर कर देते हैं।.
6) नए कॉन्टैक्ट्स प्रतिस्थापन के तुरंत बाद क्यों विफल हो जाते हैं? एक सामान्य कारण क्या है? एक क्षतिग्रस्त मिलान सतह या संरेखण समस्या इंटरफ़ेस को लगातार खुरचती रह सकती है और सही नए पुर्जे के बावजूद घिसावट को बढ़ावा दे सकती है।.
हन्ना XBRELE में प्रशासक और तकनीकी सामग्री समन्वयक हैं। वह MV/HV स्विचगियर, वैक्यूम ब्रेकर्स, कॉन्टैक्टर्स, इंटरप्टर्स और ट्रांसफॉर्मर्स के लिए वेबसाइट संरचना, उत्पाद दस्तावेज़ीकरण और ब्लॉग सामग्री की देखरेख करती हैं। उनका ध्यान स्पष्ट, विश्वसनीय और इंजीनियर-अनुकूल जानकारी प्रदान करने पर है, ताकि वैश्विक ग्राहक आत्मविश्वास के साथ तकनीकी और खरीद निर्णय ले सकें।.