Нужны полные технические характеристики?
Загрузите наш каталог продукции 2025 года, чтобы ознакомиться с подробными чертежами и техническими параметрами всех компонентов распределительного устройства.
Получить каталогЗагрузите наш каталог продукции 2025 года, чтобы ознакомиться с подробными чертежами и техническими параметрами всех компонентов распределительного устройства.
Получить каталогЗагрузите наш каталог продукции 2025 года, чтобы ознакомиться с подробными чертежами и техническими параметрами всех компонентов распределительного устройства.
Получить каталог
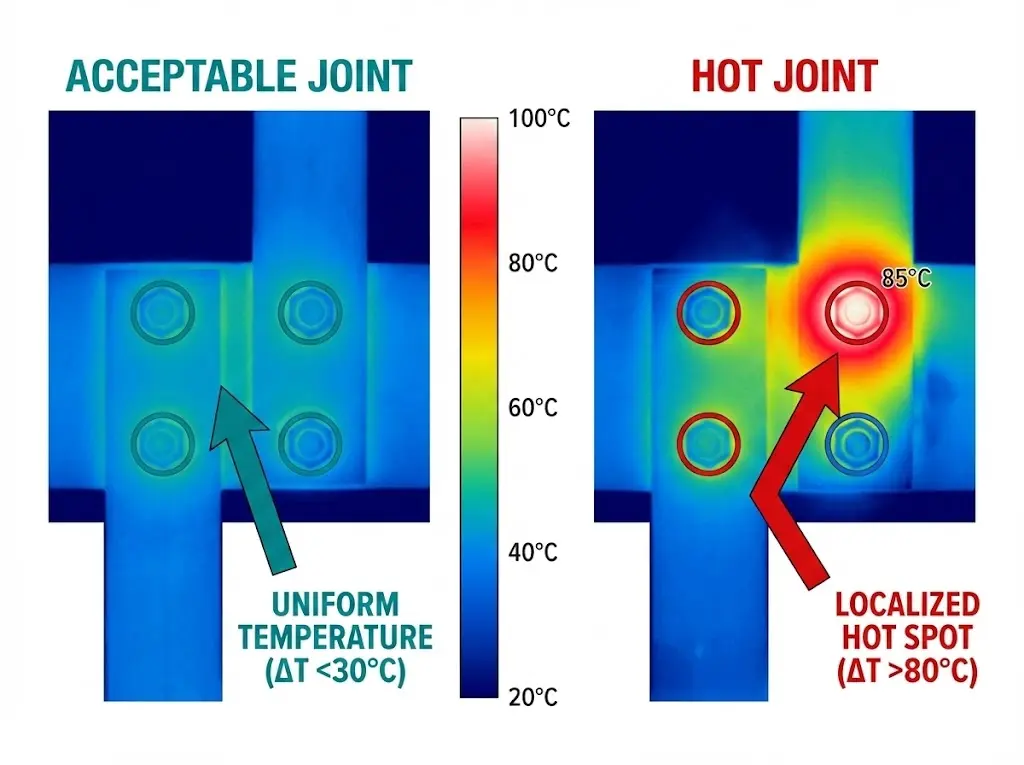
Соединения шин выходят из строя постепенно. Правильно затянутое соединение с чистыми контактными поверхностями пропускает номинальный ток при температуре 30-40°C выше окружающей среды. То же самое соединение, недотянутое до 30%, работает при температуре 80-100°C выше окружающей среды в течение нескольких месяцев, поскольку образуются микрозазоры, увеличивается контактное сопротивление и ускоряется окисление.
Горячие соединения шин не дают о себе знать, пока их не зафиксируют тепловизоры или инфракрасный контроль не выявит разницу температур. К этому времени повреждения уже начались: отжиг меди снижает механическую прочность, окисление снижает проводимость, прогрессирующее ослабление от термоциклирования. Путь от “чуть теплого” до катастрофического разрушения сокращается с каждым термоциклом.
Соединения шин распределительных устройств среднего напряжения работают при токах от 630 А до 4 000 А. При таких уровнях тока увеличение сопротивления контакта на 50% - с 10 мкОм до 15 мкОм - приводит к увеличению тепловыделения в 2,25 раза (P = I²R). Соединение, работающее при 60 °C выше температуры окружающей среды при токе 1 600 А, потребляет примерно 400 Вт, что достаточно для заметного свечения при тепловидении и быстрого разрушения как шины, так и болтового соединения.
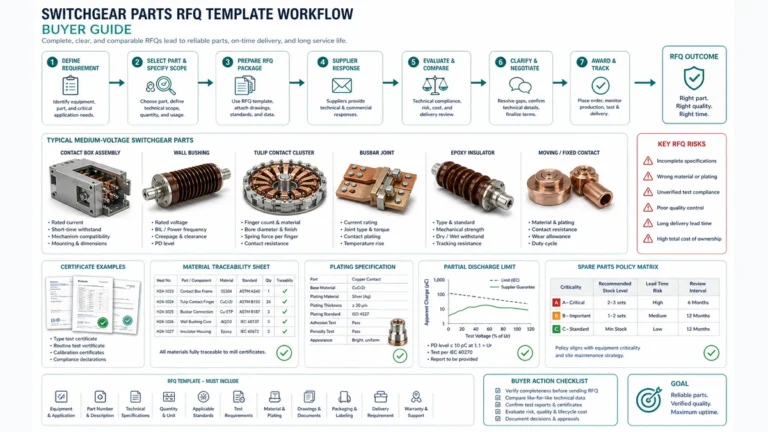
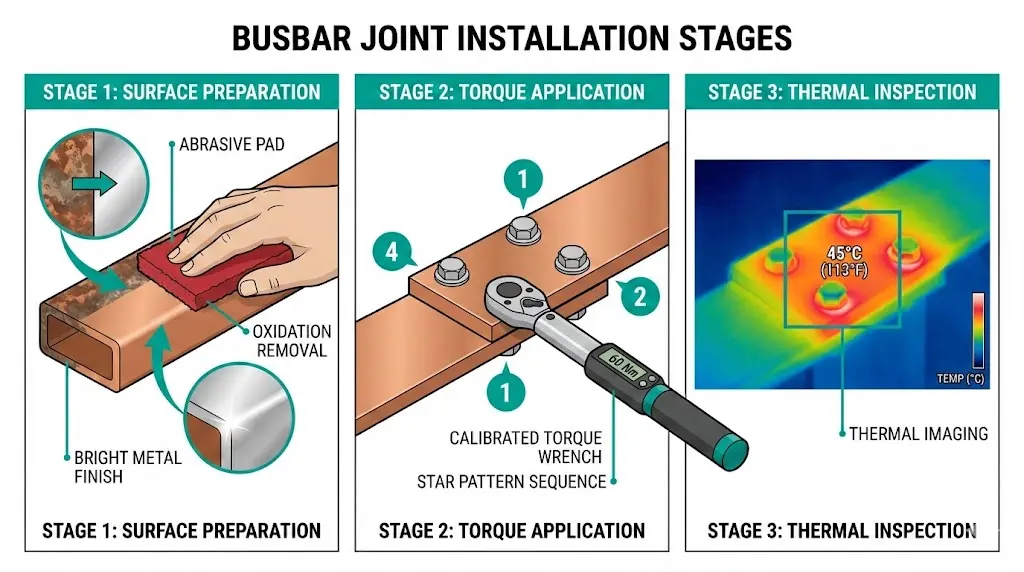
Для предотвращения горячих соединений требуется правильное выполнение трех элементов: надлежащая подготовка поверхности (удаление окисления и обеспечение контакта металла с металлом), правильное приложение крутящего момента (создание достаточного контактного давления без повреждения резьбы) и постоянный тепловой контроль (выявление ухудшения до разрушения).
В данном руководстве приведены конкретные процедуры, значения крутящих моментов и критерии проверки, необходимые инженерам по техническому обслуживанию для установки и поддержания надежных соединений шин в вакуумный выключатель распределительные устройства и распределительные сети среднего напряжения 12-40,5 кВ.
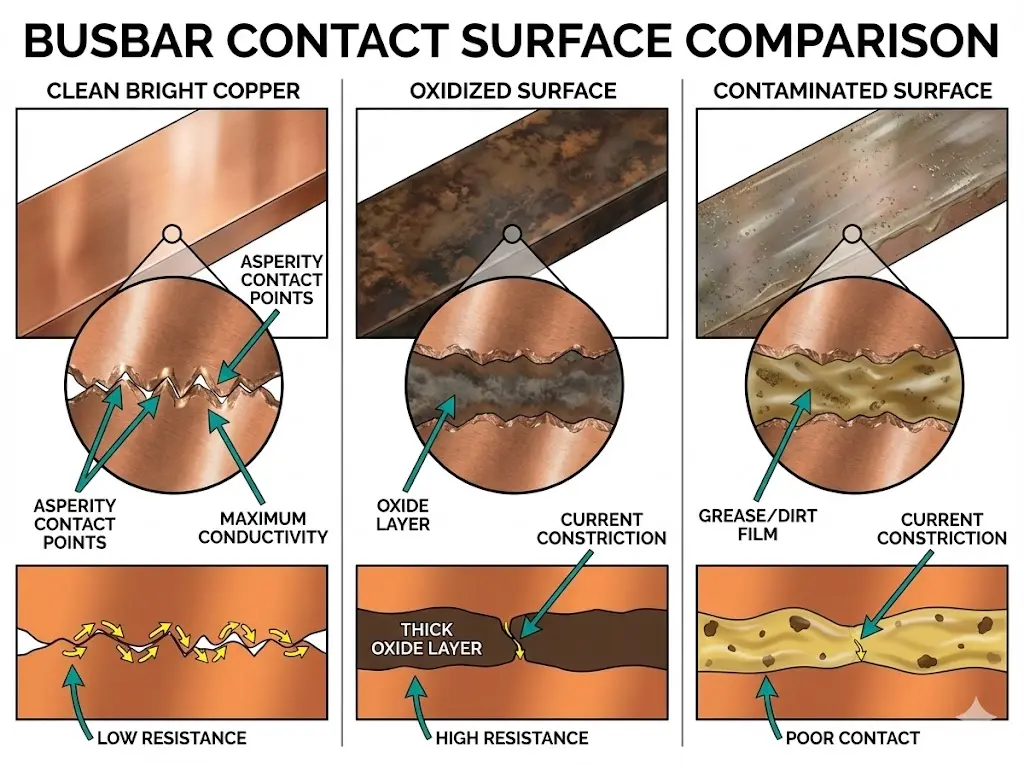
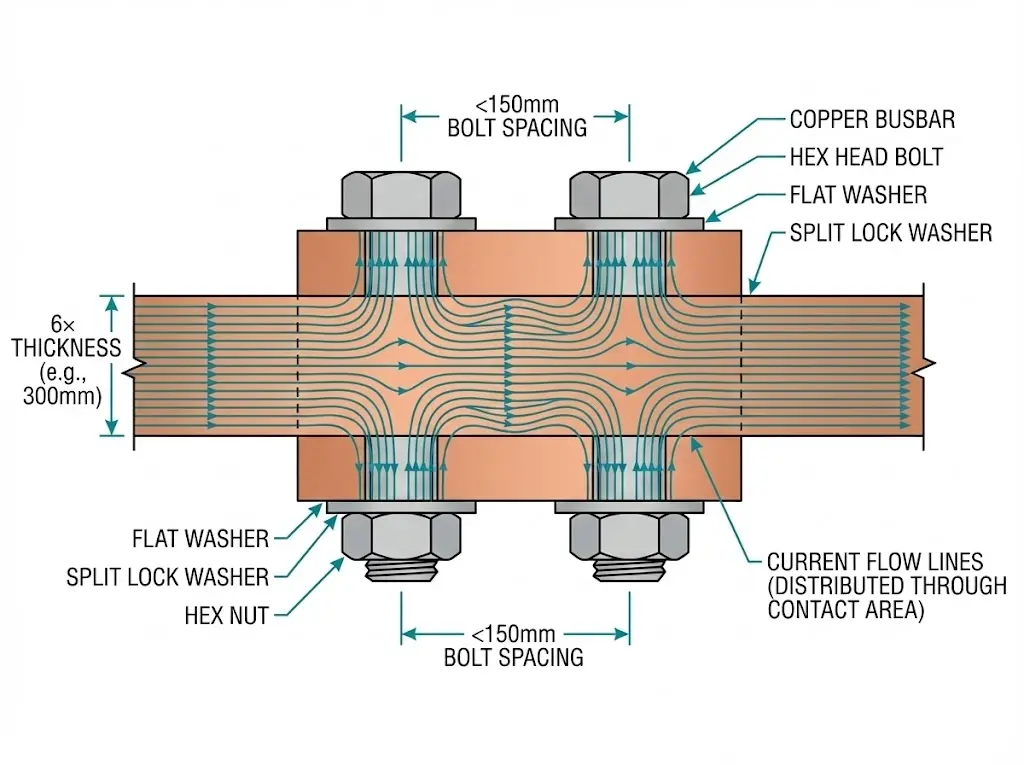
Электрический ток, проходящий через болтовое соединение, должен проходить через микроскопические точки контакта, где металлические поверхности действительно соприкасаются. Даже обработанные плоские поверхности соприкасаются только в пиках асперитов - фактическая площадь контакта обычно составляет 1-10% от видимой площади поверхности соединения.
Контактное сопротивление развивается от:
Выработка тепла:
Мощность, рассеиваемая на стыке: P = I² × R_контакт
Для соединения шин на 1 600 А:
Эти 128 Вт, сконцентрированные в небольшом объеме соединения, создают локальные температуры, превышающие 150°C - достаточно для отжига меди, расплавления покрытия и ускорения окисления.
Повреждение при термоциклировании:
Эта петля положительной обратной связи объясняет, почему после начала работы горячие суставы разрушаются в геометрической прогрессии.
Медь окисляется за считанные минуты при контакте с воздухом. Алюминий окисляется еще быстрее, образуя прочный оксид алюминия (Al₂O₃) с высоким электрическим сопротивлением.
Для медных шин:
Для алюминиевых шин:
Критический: Никогда не соединяйте разнородные металлы (медь-алюминий) без соответствующих биметаллических переходных шайб/пластин и соединительного компаунда. Гальваническая коррозия быстро разрушает такие соединения.
Проверьте плоскостность перед сборкой:
Деформированные шины создают неравномерное контактное давление - одни участки имеют хороший контакт, а другие - зазор, что приводит к образованию локальных горячих точек даже при правильном общем крутящем моменте.
Неправильно подобранный крепеж может испортить даже идеальную подготовку поверхности.
Для соединений шин распределительных устройств среднего напряжения:
Никогда не используйте:
Плоские шайбы:
Стопорные шайбы:
Применение:
Для алюминиевых шин:
Когда использовать:
Применение:
Обычные продукты:
Правильный момент затяжки создает давление контакта металла с металлом, исключая повреждение резьбы.
Для соединения медных шин (закрытое распределительное устройство, чистые сухие условия):
| Размер болта | 8.8 класс/ 5 класс | 10,9 класс/ 8 класс |
|---|---|---|
| M8 | 22-25 N⋅m | 30-35 N⋅m |
| M10 | 40-50 N⋅m | 55-65 N⋅m |
| M12 | 70-85 N⋅m | 95-115 N⋅m |
| M16 | 150-180 N⋅m | 200-240 N⋅m |
| M20 | 300-360 N⋅m | 400-480 N⋅m |
Для соединений алюминиевых шин:
Снижение крутящего момента на 15-20% по сравнению с медью (более мягкий металл, проседает под нагрузкой)
| Размер болта | Рекомендуемый крутящий момент |
|---|---|
| M10 | 35-45 N⋅m |
| M12 | 60-75 N⋅m |
| M16 | 130-160 N⋅m |
Технические характеристики производителя всегда имеют приоритет эти общие значения.
Необходимое оборудование:
Процедура:
Техника работы с динамометрическим ключом:
Повреждение при чрезмерной затяжке:
Последствия занижения затяжки:
Медь и алюминий демонстрируют релаксацию напряжения и ползучесть под нагрузкой.
Первоначальное затягивание: Создает упругую деформацию в металле
Под нагрузкой: Причина температурных циклов:
Результат: 10-25% потеря силы зажима в течение первых недель эксплуатации
Первое повторное затягивание: 48-72 часа после первого включения
Второй повторный крутящий момент: 30 дней после ввода в эксплуатацию
Последующие интервалы:
Как проверить:
Тепловидение позволяет выявить деградацию до катастрофического разрушения.
Оборудование: Тепловизионная камера (FLIR, Fluke и др.)
Процедура проверки:
Критерии приемлемости:
| Повышение температуры (ΔT) | Оценка | Действие |
|---|---|---|
| <30°C | Приемлемый | Продолжайте наблюдение |
| 30-50°C | Повышенный | Исследуйте во время следующего отключения, планируйте повторное затягивание |
| 50-80°C | Горячий сустав | Запланируйте немедленные корректирующие действия |
| >80°C | Критический | Аварийное отключение, немедленный ремонт |
Сравнение фаз:
В трехфазных системах сравнивайте одинаковые соединения между фазами:
Равномерный нагрев вдоль шины: Нормально (I²R нагрев самого проводника)
Локализованная горячая точка на болте:
Смещение горячей точки от центра болта:
Один болт горячий, остальные нормальные в многоболтовом соединении:
Прогрессивный температурный градиент:
Ежегодный осмотр позволяет выявить деградацию до аварийного отказа.
Проверьте наличие:
Установки, подверженные вибрации:
Проверьте наличие:
Частота:
Процедура:
Документ:
Оборудование: Микроомметр (тестовый ток 100 A+)
Процедура:
Типичные значения:
Обычно не выполняется для стандартного технического обслуживания (тепловидение более практично), но полезно для поиска неисправностей в конкретных горячих соединениях или ввода в эксплуатацию критически важных объектов.
| Ошибка | Последствия | Профилактика |
|---|---|---|
| Пропуск очистки поверхности | Оксидный слой вызывает высокое контактное сопротивление | Перед сборкой всегда очищайте металл до блеска |
| Использование ударного гайковерта для окончательного затяжки | Избыточное усилие затяжки, повреждение резьбы, неравномерная нагрузка | Для окончательной обработки используйте калиброванный динамометрический ключ |
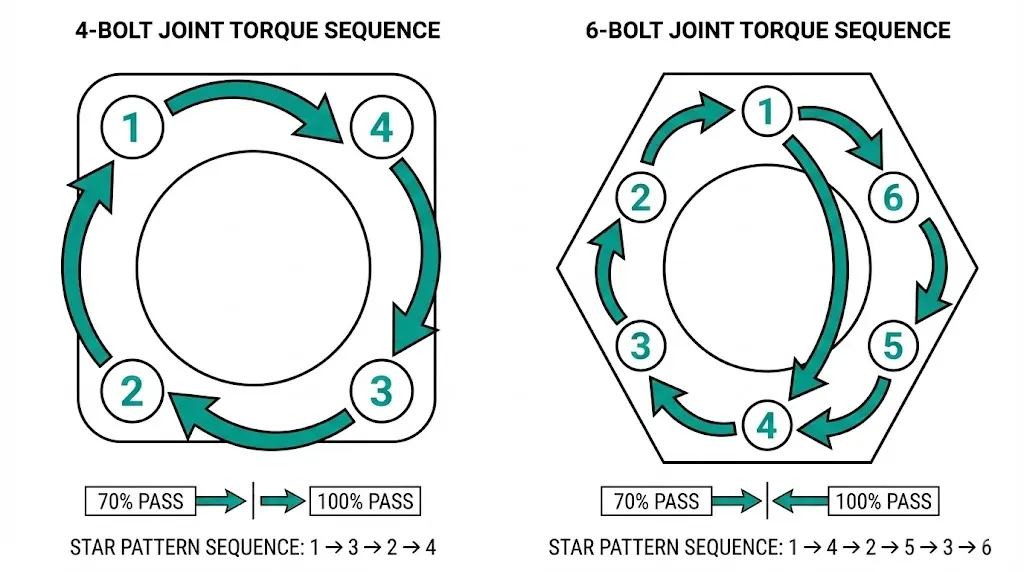
| Последовательное затягивание (1→2→3→4) | Деформация суставов, неравномерное контактное давление | Всегда используйте схему "звезда/крест". |
| Смешивание меди/алюминия без соединительного состава | Гальваническая коррозия, быстрое разрушение | Используйте биметаллические переходные пластины или алюминиевые шайбы + компаунд |
| Однопроходное затягивание | Неравномерное натяжение болтов в многоболтовых соединениях | Используйте двухпроходной метод (70% → 100%) |
| После ввода в эксплуатацию повторное затягивание не требуется | Термоциклирование ослабляет соединение | Повторное затягивание через 48-72 часа работы |
| Чрезмерное смазывание резьбы болтов | Достижение большего натяжения, чем предполагалось (спецификация крутящего момента предполагает сухую/легко смазанную резьбу) | Наносите состав только на контактные поверхности, НЕ на резьбу |
| Повторное использование деформированных шайб | Неравномерное распределение нагрузки, плохой контакт | Замените шайбы, если они заметно деформированы |
| Игнорирование указаний производителя по крутящему моменту | Неправильное усилие зажима для конкретной конструкции | Всегда используйте значения производителя, если они указаны |
Соединения, выдерживающие нагрузку > 2 000 А, требуют повышенного внимания.
Многоболтовые соединения:
Для широких шин, требующих нескольких болтов:
Длина перекрытия шин:
Более длинное перекрытие распределяет ток, уменьшая плотность тока на краях:
Серебряное или оловянное покрытие:
Токоведущие шины часто имеют покрытие:
Гибкие оплетки для защиты от вибрации:
Неподвижные соединения шин в условиях вибрации (генераторы, поршневое оборудование) трескаются от усталости:
Внешняя ссылка: МЭК 62271-100 - Стандарт IEC 62271-100 для высоковольтных распределительных устройств
Q1: Можно ли использовать ударный гайковерт для ускорения монтажа шинных соединений?
О: Используйте ударный гайковерт только для первоначальной затяжки (окончательный момент затяжки 30%). ВСЕГДА используйте калиброванный динамометрический ключ для окончательной затяжки - ударные гайковерты обеспечивают неравномерный крутящий момент и часто перетягивают, повреждая резьбу и выкручивая болты.
Вопрос 2: Насколько увеличивается сопротивление контактов из-за окисления на медных шинах?
A: Чистая блестящая медь: ~5 мкОм контактного сопротивления. Легкое потускнение: 15-25 μΩ. Сильное окисление (темно-коричневое/черное): 50-200 μΩ. Это 10-40-кратное увеличение объясняет, почему очистка поверхности обязательна - само по себе окисление может привести к разрушению соединения независимо от крутящего момента.
Вопрос 3: Какой момент затяжки следует использовать для болтов из нержавеющей стали в алюминиевых шинах?
О: Уменьшите стандартный крутящий момент для алюминия на дополнительные 10% (в общей сложности на 25-30% ниже, чем у меди). Нержавеющая сталь имеет более высокий коэффициент трения, чем оцинкованная сталь, что позволяет достичь более высокого усилия зажима при том же приложенном моменте - риск разрушения алюминия при приложении полного момента.
В4: Как часто следует проводить тепловизионное обследование соединений шин?
A: Минимум раз в год при установке внутри помещений, раз в полгода при установке вне помещений или в суровых условиях. Проводите дополнительную проверку после любого сбоя, перегрузки или технического обслуживания соседнего оборудования. Критически важные объекты (центры обработки данных, больницы) можно проверять ежеквартально.
Q5: Можно ли отремонтировать горячее соединение простым повторным затягиванием без разборки?
О: Если ΔT 50°C или болты не проворачиваются (что указывает на окисление/загрязнение, а не на ослабление болтов), необходимо разобрать, очистить поверхности до чистого металла и снова собрать должным образом. Попытка устранить сильное окисление только с помощью крутящего момента сжимает слой окиси, но не удаляет его.
Q6: В чем разница между соединительной смесью и антисептиком для резьбы?
О: Соединительный компаунд (например, Penetrox) содержит токопроводящие частицы (цинк, медь) и предотвращает окисление контактных поверхностей - нанесите на поверхности шин. Антисептик для резьбы (на основе меди или никеля) предотвращает заклинивание резьбы и облегчает последующий демонтаж - нанесите на резьбу болтов. НЕ путайте - использование резьбового антисептика на контактных поверхностях не дает электрических преимуществ и может увеличить сопротивление контакта.
Q7: Как обрабатывать соединения из разнородных металлов (медный шинопровод с алюминиевой клеммой оборудования)?
A: Используйте биметаллическую переходную шайбу/пластину (с одной стороны медь, с другой - алюминий, скрепленные взрывом или механически соединенные). Нанесите на алюминиевую сторону герметик для соединения с алюминием. В качестве альтернативы используйте полностью алюминиевую фурнитуру (шайбы, болты, если возможно) и наносите компаунд на обе поверхности. Никогда не прикручивайте медь непосредственно к алюминию без перехода - гальваническая коррозия разрушает соединение за несколько месяцев.