Hai bisogno delle specifiche complete?
Scarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogoScarica il nostro Catalogo prodotti 2025 per disegni dettagliati e parametri tecnici di tutti i componenti dei quadri elettrici.
Richiedi il catalogo
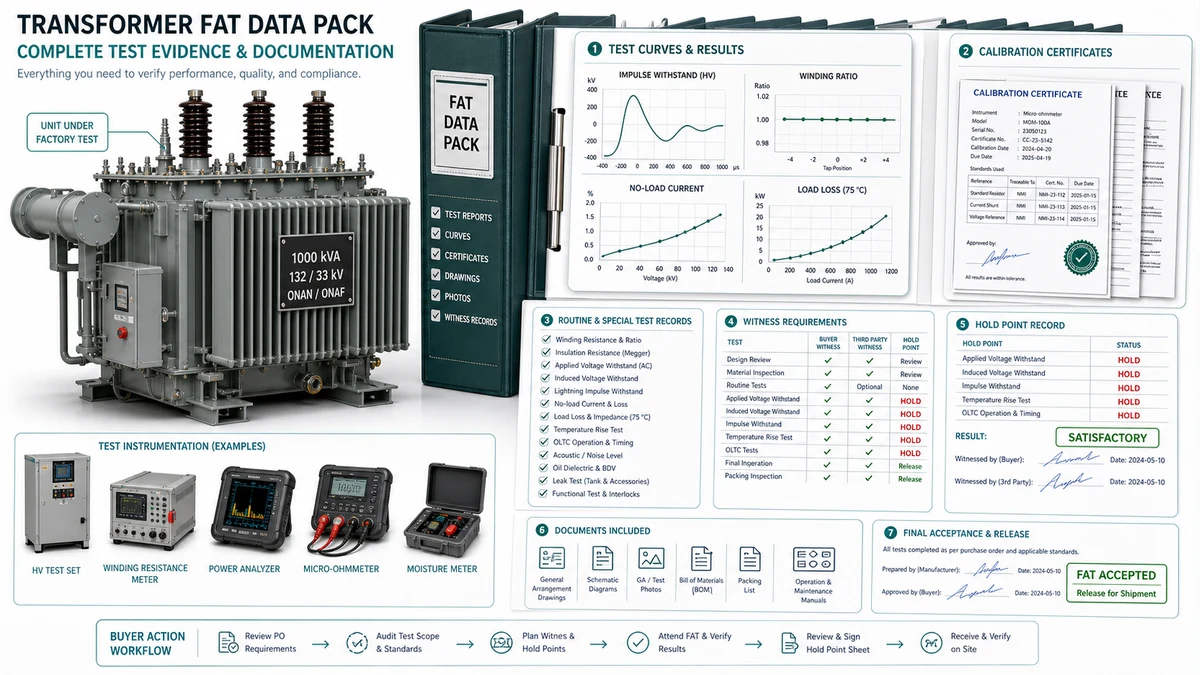
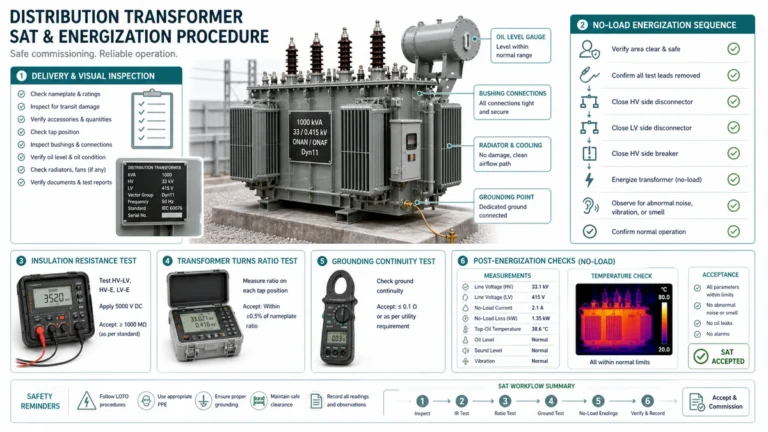
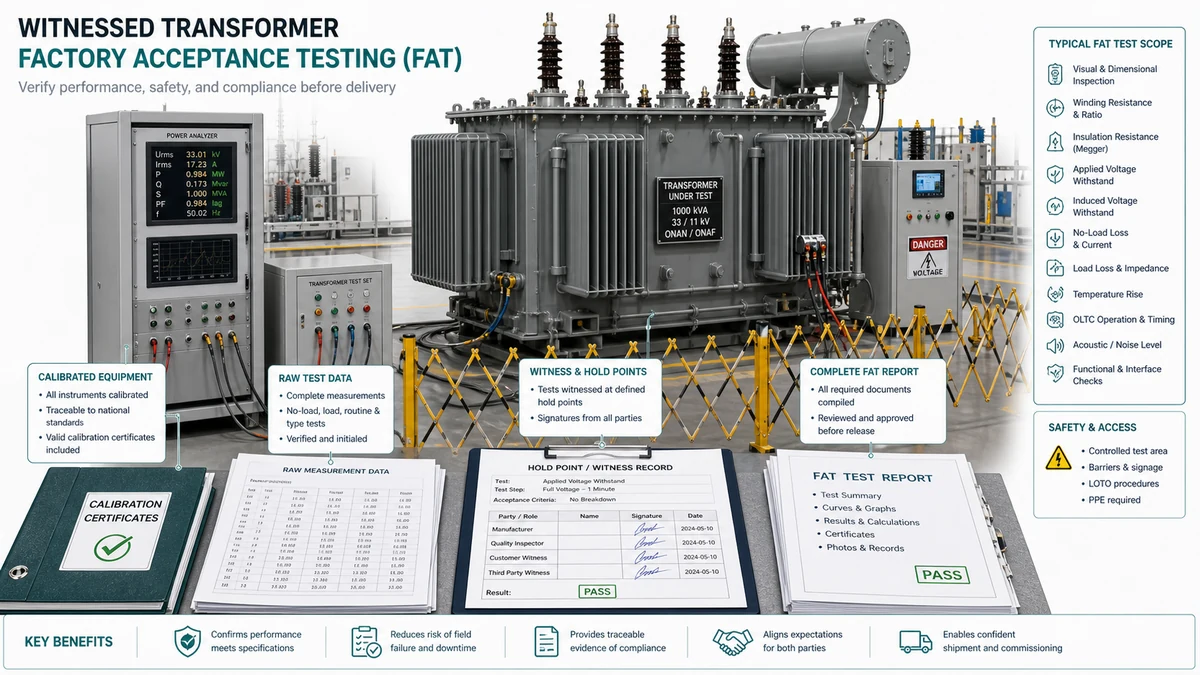
Il fascicolo tecnico di collaudo in fabbrica (FAT) di un trasformatore è l'insieme completo di verbali di prova, curve di misura, certificati di taratura e documenti di approvazione firmati in presenza di testimoni che il produttore redige durante il collaudo in fabbrica (FAT) di un trasformatore di potenza prima della spedizione. Esso funge da prova tecnica primaria del fatto che l'unità così come costruita soddisfa le specifiche contrattuali, la norma applicabile (tipicamente la serie IEC 60076 o IEEE C57) ed eventuali deviazioni specifiche del progetto concordate in anticipo.
Risposta sintetica: Un fascicolo tecnico del trasformatore (FAT) è un fascicolo cartaceo o digitale contenente i risultati delle prove di routine e di tipo, le curve di prestazione misurate, i certificati dei materiali e dei componenti, nonché le firme dei testimoni che confermano che il trasformatore ha superato tutti i criteri di accettazione contrattuali prima di lasciare la fabbrica.
Si prega di consultare questa tabella di risoluzione dei problemi prima di firmare qualsiasi liberatoria. Essa traduce le lacune riscontrate nel documento in un primo test, una causa probabile e l'azione successiva da intraprendere, in modo che l'acquirente possa presentare una richiesta di intervento correttivo mentre il trasformatore si trova ancora in fabbrica.
| Sintomo | Primo test | Probabile causa principale / causa probabile | Azione successiva |
|---|---|---|---|
| Il pacchetto dati contiene pagine relative al superamento/fallimento del test, ma non le curve di misurazione | Confronta l'indice con l'elenco dei risultati dei test di routine | Pagine di riepilogo generate automaticamente anziché dati di misurazione grezzi | Richiedere i file delle curve originali, le esportazioni in formato PDF firmate e i numeri di serie degli strumenti prima del rilascio |
| Certificati di taratura scaduti prima della data del FAT | Verificare che l'ID di ogni strumento rientri nel periodo di validità del certificato | Le apparecchiature di prova non erano soggette a un ciclo di taratura accreditato secondo la norma ISO/IEC 17025 | Sospendere la spedizione e richiedere un nuovo test o una giustificazione tecnica scritta |
| I numeri di serie riportati sui certificati e sulla targhetta identificativa non coincidono | Annotare il numero di serie, il numero di disegno e i dati tecnici del trasformatore su ogni pagina | Documentazione relativa alle unità affiliate o riutilizzo incontrollato dei documenti | Rifiutare il documento in questione e richiedere la correzione dei dati relativi a quella specifica unità |
| Mancano i dati relativi a PD, SFRA o all'aumento di temperatura | Esaminare le specifiche del progetto e la procedura FAT concordata | L'ambito del contratto è stato ridotto durante l'esecuzione oppure il test non è stato effettuato | Segnalare come non conformità contrattuale e definire la ripetizione del test o l'approvazione della deroga |
| Il foglio di firma dei testimoni non è firmato o è retrodatato | Confronta il registro delle presenze, i timestamp grezzi dei test e l'elenco dei firmatari | L'analisi documentale è stata presentata come una verifica con testimoni | Richiedere una versione aggiornata del verbale dei testimoni e una nota sulle azioni correttive approvata dall'acquirente |
| Prima della spedizione non è presente il rapporto di riferimento sull'olio/DGA | Verificare il certificato dell'olio, i tempi di prelievo dei campioni a caldo e la data del rapporto DGA | Il riempimento dell'olio è stato accettato senza un valore di riferimento di messa in servizio | Richiedere la linea di base DGA e conservarla insieme alla documentazione relativa alla manutenzione |
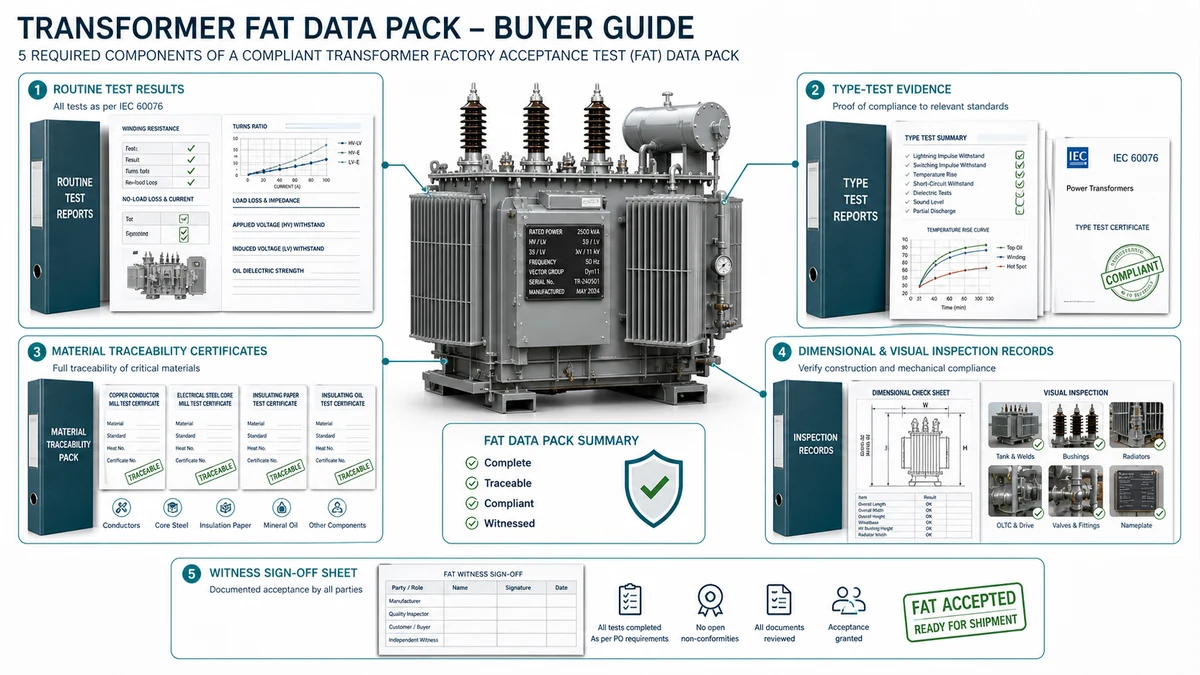
Un fascicolo tecnico FAT conforme relativo a un trasformatore deve contenere documenti appartenenti a cinque categorie distinte. L'assenza di una qualsiasi di queste categorie costituisce una non conformità alla clausola 10 della norma IEC 60076-1 o ai requisiti di accettazione equivalenti della norma IEEE C57.12.00.
1. Risultati dei test di routine con curve di misurazione
2. Certificati di prova di tipo o equivalenti che attestino la conformità del progetto
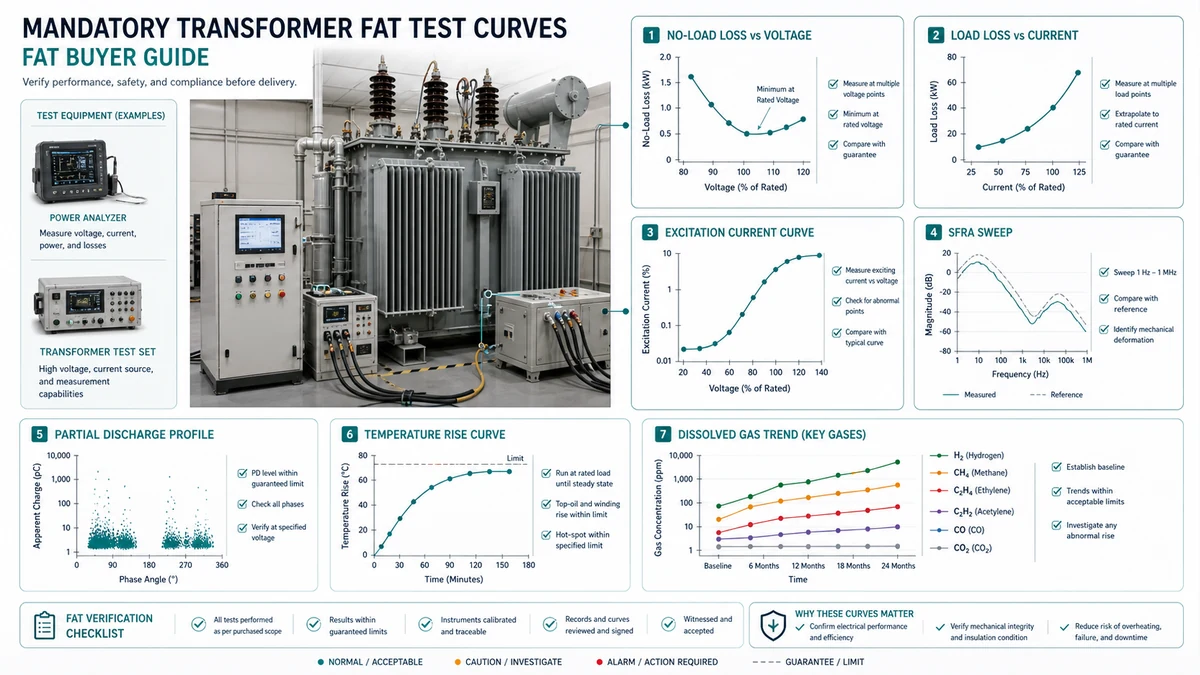
I timbri "superato/non superato" grezzi confermano che l'unità ha raggiunto una soglia in un determinato giorno; le curve calibrate consentono di rilevare eventuali scostamenti, confrontare le unità all'interno di una flotta e stabilire un punto di riferimento per il monitoraggio delle condizioni.
| Curva | Norma di prova | Punti dati minimi | Criterio di superamento/insuccesso | Rischio se manca |
|---|---|---|---|---|
| Perdite a vuoto in funzione della tensione | IEC 60076-1 / IEEE C57.12.00 | 7 livelli di tensione, modelli 90%–112% | Entro ±101 TP3T dal valore garantito | Non è possibile rilevare il rischio di sovraeccitazione né difetti del nucleo |
| Perdita di carico in funzione della corrente | IEC 60076-1 / IEEE C57.12.00 | 5 fasi di corrente, 25%–100% (valore nominale) | Entro i limiti di tolleranza concordati, nessuna non linearità anomala | Punti critici di perdite parassite nascosti; impossibile il ridimensionamento armonico |
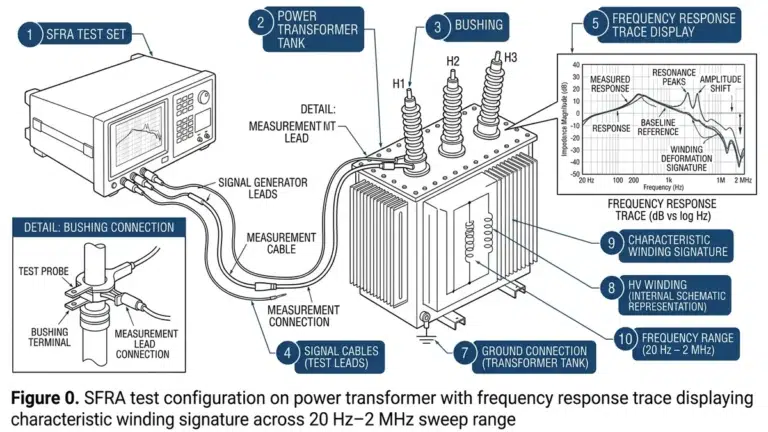
| Impedenza in funzione della frequenza | IEC 60076-1 | Curva completa alla frequenza nominale; gradino per gradino se è presente un OLTC | Entro ±7,51 TP3T del valore dichiarato (±101 TP3T per gli avvolgimenti multipli) | Mancanza di un punto di riferimento per rilevare la deformazione dell'avvolgimento dopo il trasporto |
| Corrente di eccitazione in funzione della tensione | IEC 60076-1 | Gli stessi passaggi della curva delle perdite a vuoto | Regolare, in aumento monotono; nessuna inflessione al di sotto di 100% V | Faglie parziali del nucleo nascoste |
| Linee guida SFRA | IEC 60076-18 / CIGRE TB 342 | Banda completa, 20 Hz–2 MHz; set trifase | Simmetria di fase; riferimento per il confronto post-trasporto | Deformazione dovuta al trasporto non rilevabile senza i valori di riferimento di fabbrica |
| Curve di aumento della temperatura | IEC 60076-2 / IEEE C57.12.91 | Registrato ogni 15 minuti fino al raggiungimento dell'equilibrio termico; carico 100% e 110% | Aumento della temperatura nel punto caldo ≤ limite dichiarato (in genere 78 K per ONAN Classe A) | Il modello termico per il sistema SCADA non può essere convalidato |
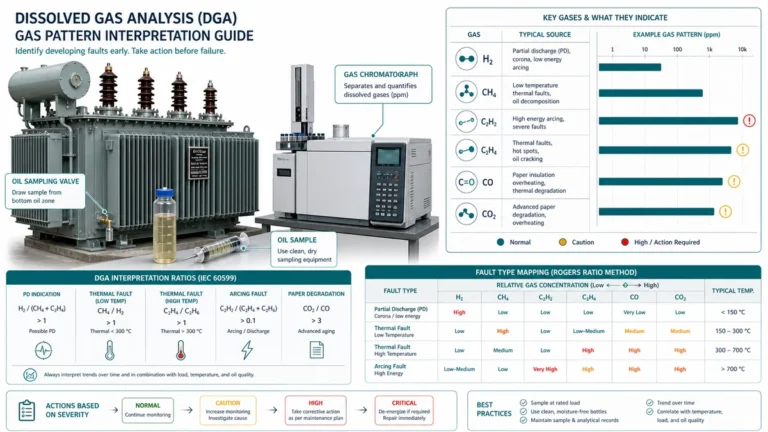
| Gas disciolto in funzione del tempo (ciclo di riscaldamento) | IEC 60599 | Almeno due campioni di olio: all'inizio e alla fine del ciclo di riscaldamento | Aumento incrementale di H₂ < 10 ppm; acetilene non rilevabile | Un punto debole latente nell'isolamento che non viene individuato fino al verificarsi di un guasto durante il funzionamento |
| Perdita dielettrica (tan-delta) in funzione della tensione | IEC 60250 / IEC 60270 | Intervalli di 0,2 U, 0,5 U, 1,0 U, 1,5 U | Tan-delta < 0,51 TP3T alla tensione nominale; nessuna pendenza ascendente con la tensione | Isolamento a umido al limite accettato senza obiezioni |
| Scariche parziali in funzione della tensione | IEC 60076-3 | Registrazione continua durante la prova di tensione indotta a 1,5 U e 1,1 U | PD ≤ 300 pC a 1,5 U; ≤ 100 pC per l'elevatore di tensione del generatore (verificare le specifiche) | Le cavità che si apriranno durante l'utilizzo non vengono individuate |
| Oscillogrammi di resistenza ai cortocircuiti | IEC 60076-5 (se sottoposto a prova di omologazione) | Forme d'onda di corrente e tensione, tutte e tre le fasi; sovrapposizione FRA pre- e post-prova | Nessuna distorsione FRA persistente dopo il test; impedenza invariata all'interno dell'1% | Non è stata confermata l'idoneità strutturale per il funzionamento in caso di guasto |
Utilizzo di questa tabella durante la revisione del pacco: Confrontare ogni riga con l'indice del pacchetto dati prima di firmare il verbale di presenza dei testimoni. Verificare che la perdita di carico sia corretta alla temperatura di riferimento di 75 °C (IEC) o 85 °C (IEEE) e che i valori di impedenza indichino la posizione della presa misurata. Conservare lo sweep SFRA, il profilo PD e i risultati DGA insieme ai registri di messa in servizio; non hanno alcun valore per l'analisi della flotta se non possono essere recuperati cinque anni dopo.
I rapporti di prova riportano i valori misurati grezzi; i certificati contengono una dichiarazione di conformità rispetto a una norma specifica o a un limite contrattuale. Entrambi devono essere presenti: un rapporto di prova di routine che indichi la resistenza dell'avvolgimento non può sostituire una dichiarazione di conformità alla norma IEC 60076-1.
| # | Certificato | Norma di riferimento | Contenuto minimo | Rifiuta se |
|---|---|---|---|---|
| 1 | Dichiarazione di conformità | Serie IEC 60076 | Numero di serie dell'unità, parametri nominali, norme applicate, firmatario autorizzato | Numero di serie mancante o non corrispondente |
| 2 | Certificato di prova del tipo dielettrico | IEC 60076-3 | Livelli di tensione applicata, forma d'onda, durata, esito (superato/non superato), codice identificativo del laboratorio | La data è precedente a quella di costruzione dell'unità attuale; rilasciata per un'unità gemella |
| 3 | Certificato di prova dell'aumento di temperatura | IEC 60076-2 | Classe di raffreddamento, perdite nominali utilizzate, temperatura ambiente, temperatura dell'olio in superficie e gradiente dell'avvolgimento rispetto ai limiti | Risultati riportati a carico ridotto; correzione ambientale non applicata |
| 4 | Certificato di resistenza ai cortocircuiti | IEC 60076-5 | Impedenza prima e dopo, confronto FRA pre- e post-test, ispezione meccanica | Mancanza del confronto FRA; calcolo effettuato solo se è stata specificata la resistenza di prova |
| 5 | Certificato del sistema di isolamento | IEC 60076-1 / Norma relativa alla classe termica | Classe di isolamento, indice termico, compatibilità con il fluido specificato | Certificato di classe generico non correlato ai materiali isolanti di questa unità |
| 6 | Certificato di qualità dell'olio | IEC 60296 / ASTM D3487 | Numero di lotto, BDV, umidità (ppm), tan-delta a 90 °C, acidità | Non è possibile risalire al fusto specifico né alla quantità contenuta |
| 7 | Certificati di taratura per apparecchiature di prova | ISO/IEC 17025 | Codice dello strumento, data di taratura, data di scadenza, timbro del laboratorio accreditato | La taratura è scaduta prima della data di scadenza; solo internamente, senza accreditamento |
| 8 | Certificati di tracciabilità dei materiali | EN 10204, tipo 3.1 o 3.2 | Numero di lotto/partita, composizione chimica, proprietà meccaniche, firma dell'ispettore | Tipo 2.2 sostituito quando il contratto prevedeva il tipo 3.1 |
| 9 | Certificato di ispezione di verniciature e rivestimenti | ISO 12944 / specifiche di progetto | Grado di preparazione della superficie, valori DFT per zona, risultato del test di permeabilità | I valori DFT sono stati registrati come media unica anziché come valori minimi per zona |
| 10 | Certificato di precisione della targhetta identificativa | IEC 60076-1 Allegato A | I dati riportati sulla targhetta corrispondono ai disegni di fabbrica e ai risultati dei test | Pubblicato prima che fossero disponibili i risultati definitivi dei test |
Certificati speciali determinati dall'ambito del progetto: Qualificazione sismica (IEEE 693), resistenza al fuoco (con indicazione del tipo di fluido — i certificati relativi agli esteri non si applicano alle unità a olio minerale), certificati ATEX/IECEx (qualsiasi modifica successiva alla certificazione invalida la stessa, a meno che non venga nuovamente approvata) e certificati relativi al livello di rumore (IEC 60076-10 — una previsione in fase di progettazione non costituisce un certificato).
Quando manca un certificato: Emettere una notifica formale di non conformità del documento, sospendere in via condizionata l'accettazione e fissare un termine di 5 giorni lavorativi per la riemissione (10-15 giorni qualora sia necessaria una nuova analisi di laboratorio). Verificare in modo indipendente il certificato corretto e documentare la risoluzione nella lettera di accompagnamento del fascicolo dei dati, indicando la data di revisione di ciascun documento sostituito.
Un test in presenza è un collaudo di accettazione in fabbrica condotto alla presenza fisica di un rappresentante dell'acquirente, incaricato di osservare e approvare ogni misurazione in tempo reale — non si tratta, invece, di una revisione di dati registrati in precedenza. Un pacchetto di dati ricavato da test effettuati in presenza garantisce una catena di custodia che un rapporto revisionato a tavolino non è in grado di eguagliare.
Preparazione al test preliminare: Verificare che i dati riportati sulla targhetta identificativa dell'unità corrispondano a quelli dell'ordine di acquisto, accertarsi che i certificati di taratura siano in corso di validità e controllare che la configurazione di prova sia conforme al piano di prova concordato. Se la taratura è scaduta o i numeri di serie degli strumenti non corrispondono a quelli riportati sui certificati presentati, interrompere la procedura e richiedere una soluzione prima di procedere.
Sequenza di prova e punti di arresto: Le norme IEC 60076-1 e IEEE C57.12.00 definiscono una sequenza standard di prove che non è arbitraria: le prove dielettriche eseguite fuori sequenza possono sottoporre l'isolamento a sollecitazioni tali da influenzare le misurazioni successive. I punti di interruzione devono essere specificati per iscritto nel contratto di acquisto e non concordati verbalmente.
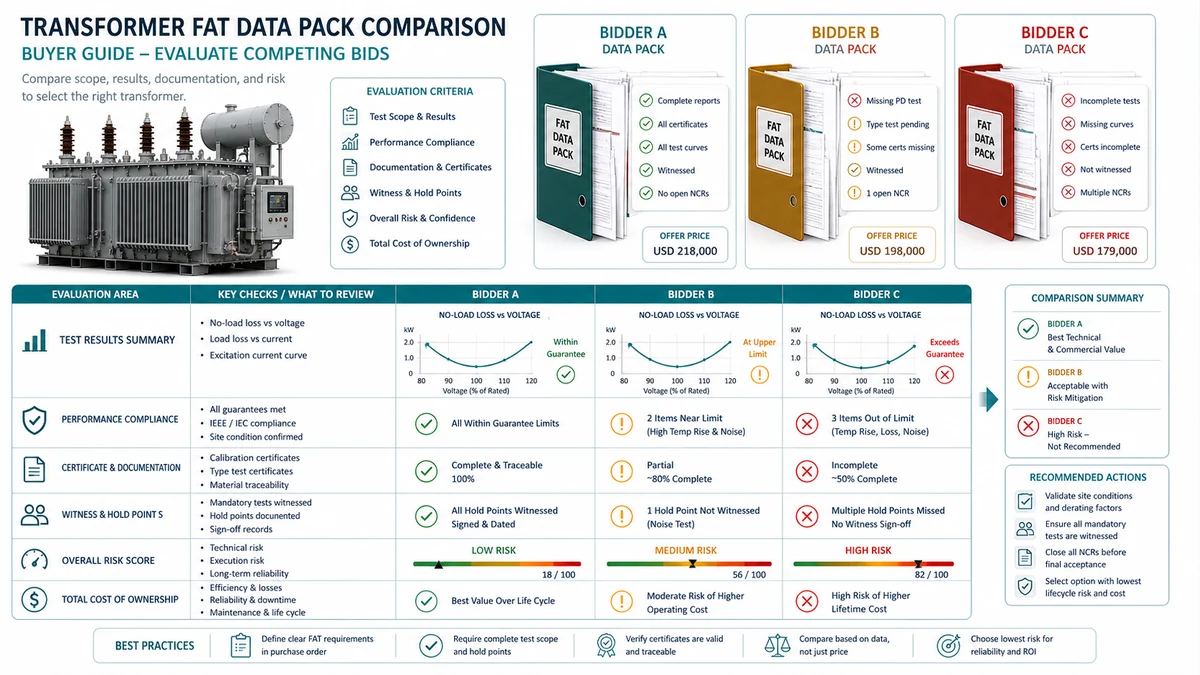
Una grossa cartellina piena di certificati è solo materia prima, non una garanzia di qualità. Il modello riportato di seguito trasforma un'attività di confronto tra documenti in una decisione strutturata sul rischio.
Fase 1 — Stabilire una lista di controllo obbligatoria dei documenti prima di aprire le confezioni. Definire in anticipo i documenti non negoziabili: certificati di prova di tipo con riferimento alla norma e data, risultati delle prove periodiche relative al numero di serie specifico, curve di misurazione delle perdite firmate da un testimone, rapporto sull'innalzamento di temperatura con indicazione della modalità di raffreddamento, registrazioni delle prove dielettriche comprese le misurazioni delle scariche parziali (PD), oscillogrammi d'impulso con i criteri di superamento della prova annotati, conferma del rapporto di trasformazione e del gruppo vettoriale, perdite a vuoto alla tensione nominale 90%–110%, rapporto sulla qualità dell’olio con linea di base DGA, registro di funzionamento del commutatore se dotato di OLTC, certificati di taratura con date di validità che coprano la data di prova e fogli di firma dei testimoni. Qualsiasi offerta in cui manchino elementi da questo elenco riceve uno status condizionale.
Fase 2 — Valutare ogni confezione in base alle categorie di rischio sul campo.
| Categoria di rischio | Documento fondamentale | Condizione a rischio elevato | Peso |
|---|---|---|---|
| Prestazioni termiche | Curva di aumento della temperatura, modalità raffreddamento | Temperatura ambiente elevata, ventilazione limitata, elevato fattore di carico | Alto |
| Integrità dell'isolamento | Livelli di PD, oscillogrammi di impulso | Clima umido, aria salmastra della costa, altitudine superiore ai 1.000 m | Alto |
| Stato del fluido dielettrico | BDV dell'olio, umidità in ppm, valori di riferimento DGA | Trasporto prolungato, stoccaggio in clima tropicale, ripetuti ritardi nell'accensione | Alto |
| Perdite a vuoto e sotto carico | Curve di perdita a diversi livelli di tensione | Costi energetici elevati, clausole penali sui servizi pubblici | Medio |
| Affidabilità dei commutatori | Registro operativo OLTC, resistenza di contatto per derivazione | Elevato rapporto di commutazione, rete con tensione instabile | Medio |
| Integrità meccanica | Foto dell'ispezione del nucleo/della bobina, prova di vibrazione | Siti a rischio sismico, trasporto su terreni accidentati | Medio |
| Tracciabilità della documentazione | Numero di serie su ogni foglio, data di calibrazione | Obblighi di revisione contabile, competenze in materia di ispezione delle importazioni | Alto |
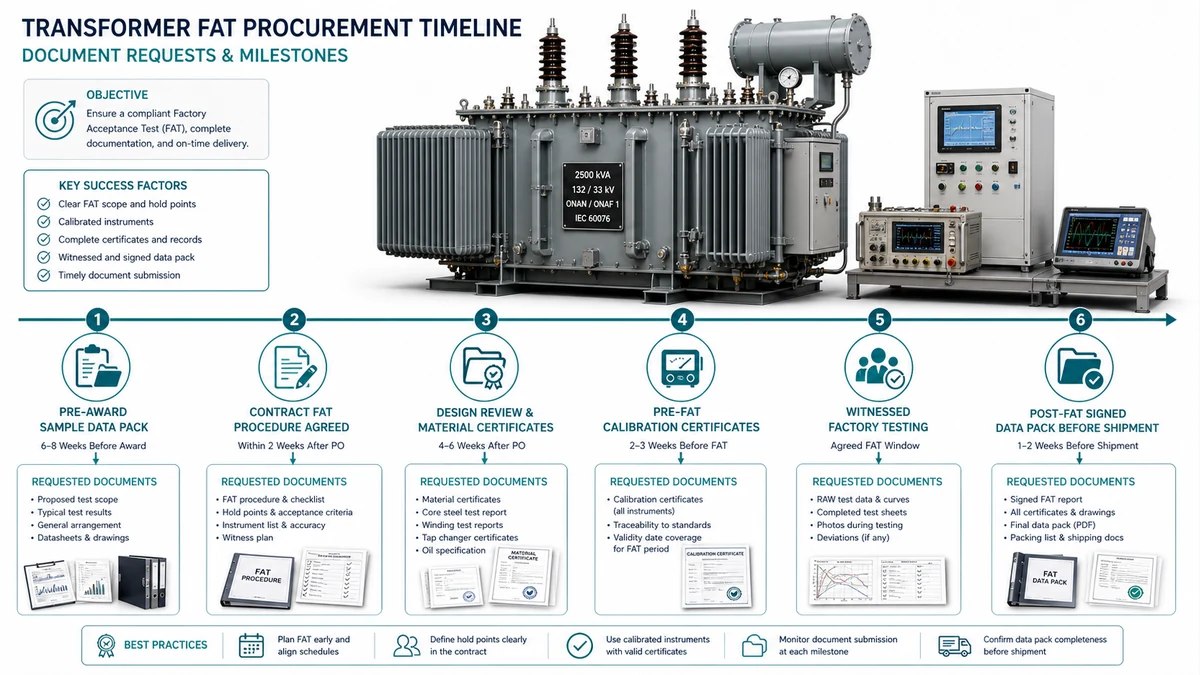
Un pacchetto di dati FAT relativo a un trasformatore perde gran parte del suo valore se viene consegnato dopo che le decisioni chiave relative all'approvvigionamento sono state già prese. La tabella sottostante mette in relazione ciascuna categoria di documenti con la fase contrattuale in cui deve essere richiesta ed esaminata prima che venga sbloccata la tappa successiva.
| Palcoscenico | Innesco | Documenti da richiedere | Conseguenze in caso di mancata presentazione |
|---|---|---|---|
| Fase precedente all'aggiudicazione | Valutazione delle offerte | Esempio di pacchetto dati delle unità precedenti, programma delle prove, elenco delle agenzie di controllo | Non è possibile valutare la capacità di effettuare test in fabbrica |
| Esecuzione del contratto | Evasione dell'ordine (entro 30 giorni) | Procedura FAT concordata, ambito delle prove, termini di notifica ai testimoni | Erosione dell'ambito di competenza sotto pressione |
| Revisione del progetto | 40%–60%: tempi di produzione | Certificati dei materiali per il nucleo e gli avvolgimenti, dati di input per il modello termico, livelli di impulso | Sostituzione di materiale non rilevata |
| Pre-FAT | Una settimana prima dell'esame | Certificati di taratura per tutti gli strumenti, sequenza di collaudo finale | Dati di prova non validi, rischio di rinvio |
| Testimone chiave | Durante il test | Dati di misura grezzi, acquisizione dei dati punto per punto | Le anomalie smussate passano inosservate |
| Post-FAT | Prima dell'approvazione della spedizione | Pacchetto dati completo e firmato, comprensivo di tutte le curve, i certificati e le analisi dell'olio | Si è perso il vantaggio in termini di pagamenti; le discrepanze rimangono irrisolte |
Fase precedente all'aggiudicazione: Un produttore che non è in grado di fornire i dati relativi alle unità precedenti comporta un rischio elevato in termini di consegna. La mancanza di dati storici sulle unità precedenti fa presagire che anche la vostra unità potrebbe presentare delle carenze.
Esecuzione del contratto: I termini di preavviso per la verifica dei testimoni — solitamente di almeno 10-15 giorni lavorativi — devono essere vincolanti per contratto, non meramente indicativi.
Utilizzate questi riferimenti XBRELE per collegare la decisione sul campo al corretto flusso di lavoro relativo al prodotto, ai test e all'approvvigionamento: Pagina del prodotto XBRELE, Gamma di interruttori in vuoto XBRELE, Guida ai rating VCB, Lista di controllo per l'accettazione del VCB FAT/SAT, Gamma di trasformatori di distribuzione XBRELE.
Per il contesto del metodo esterno, confrontare la procedura del sito con il metodo pubblico Pagina degli standard IEEE C37.09 e quindi applicare l'esatto manuale OEM e le specifiche di progetto per l'apparecchiatura fornita.
Esempio sul campo: durante un'ispezione di servizio, una fase ha misurato al di fuori della sua linea di base di messa in servizio, mentre le altre due fasi sono rimaste stabili. Il team ha ripetuto la misura con conduttori verificati, ha controllato la tempistica e la corsa dei contatti e ha utilizzato la divergenza misurata per separare un problema di pressione dei contatti da un generico problema di pulizia delle superfici.
Su ogni unità viene eseguito un test di routine per verificare che il singolo trasformatore soddisfi i valori nominali specificati; tra questi figurano, ad esempio, la resistenza degli avvolgimenti, le perdite a vuoto, le perdite sotto carico e la resistenza di isolamento. Viene eseguito una volta un test di tipo su un progetto per dimostrare che il progetto soddisfa i requisiti prestazionali nelle condizioni di esercizio più severe — tra questi figurano l'innalzamento di temperatura, l'impulso da fulmine e la resistenza ai cortocircuiti.
Un produttore può presentare certificati di prova di tipo relativi a un'unità gemella solo se è dimostrabile che il progetto è identico in tutti i parametri che incidono sulla caratteristica sottoposta a prova, e solo previa presentazione di una dichiarazione scritta di conformità. I verbali delle prove di routine devono sempre riferirsi al numero di serie specifico oggetto dell'acquisto.
Il fascicolo tecnico deve essere conservato per l'intera durata operativa del trasformatore, oltre a qualsiasi termine di prescrizione previsto dalla legge. In pratica, ciò significa un periodo minimo di 25-40 anni per i trasformatori di potenza.
Un risultato PD superiore al limite di accettabilità previsto dal contratto costituisce un punto di interruzione. La prova deve essere interrotta, il risultato deve essere registrato per intero, indicando il livello misurato in picocoulomb e la tensione di prova al momento del superamento del limite, e il caso di non conformità deve essere documentato nel fascicolo dei dati.
Un pacchetto di dati digitali è legalmente valido a condizione che tutti i documenti rechino firme elettroniche tracciabili apposte da firmatari autorizzati, che il formato dei file sia non modificabile o utilizzi un sistema di revisione controllato con traccia di audit e che l'acquirente abbia accesso illimitato senza dipendere dalla piattaforma proprietaria del produttore. I file PDF con firme digitali incorporate conformi alla norma ISO 32000 sono ampiamente accettati.
L'acquirente dovrebbe rifiutarsi di autorizzare la spedizione fino a quando non avrà ricevuto e verificato l'intera documentazione. Qualora le esigenze commerciali impongano una spedizione parziale, l'acquirente dovrebbe emettere un'accettazione condizionata per iscritto in cui siano elencati tutti i documenti mancanti per titolo, specificando il termine di consegna e precisando che il relativo pagamento non sarà sbloccato fino a quando non saranno state colmate tutte le lacune.
La prova in fabbrica viene eseguita all'altitudine del produttore, che può differire da quella del luogo di installazione. Le norme IEC 60076 e IEEE C57 definiscono i fattori di correzione per le distanze di isolamento esterne e le prestazioni di raffreddamento ad altitudini superiori a 1.000 m.
Se il ciclo di approvvigionamento è già in corso e non siete sicuri che il vostro attuale contratto copra l'intero ambito del pacchetto di dati FAT descritto nella presente guida, una verifica mirata delle lacune contrattuali rispetto alle clausole della norma IEC 60076 o IEEE C57.12.00 consentirà di individuare quali categorie di prova e quali obblighi di documentazione mancano prima che la fabbrica dia inizio alle prove. Agire in fase di revisione del progetto preserva tutte le opzioni correttive; agire dopo il completamento del FAT lascia spazio solo alla negoziazione.