هل تحتاج إلى المواصفات الكاملة؟
قم بتنزيل كتالوج منتجاتنا لعام 2025 للحصول على رسومات تفصيلية ومعايير تقنية لجميع مكونات المفاتيح الكهربائية.
احصل على الكتالوجقم بتنزيل كتالوج منتجاتنا لعام 2025 للحصول على رسومات تفصيلية ومعايير تقنية لجميع مكونات المفاتيح الكهربائية.
احصل على الكتالوجقم بتنزيل كتالوج منتجاتنا لعام 2025 للحصول على رسومات تفصيلية ومعايير تقنية لجميع مكونات المفاتيح الكهربائية.
احصل على الكتالوج
تنقسم أعطال تزييت قواطع الدارة الكهربائية إلى مسارين: يؤدي التزييت الناقص إلى زيادة الاحتكاك عند نقاط الارتكاز حتى ترتبط الآلية في منتصف الشوط؛ ويؤدي التزييت الزائد إلى انتقال الشحوم إلى الأسطح العازلة، مما يؤدي إلى إنشاء مسارات تتبع. ينتهي كلا المسارين في نفس الوجهة - قاطع يفشل أثناء إزالة العطل.
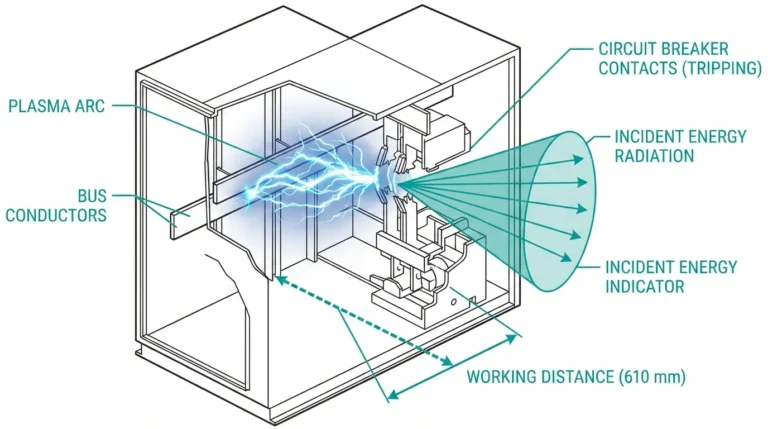
تُظهر سجلات الصيانة الميدانية عبر أكثر من 50 عملية إصلاح شاملة للمحطات الفرعية أن ما يقرب من 401 تيرابايت في الثالثة من الأعطال المتعلقة بالآلية ترجع مباشرةً إلى مشاكل التشحيم - وليس إلى تآكل التلامسات أو استنفاد الفراغ. التشحيم. يمكن أن يوقف تيار العطل الذي يعمل بنابض VCB الذي يعمل بنابض تيار العطل 31.5 كيلو أمبير في أقل من 60 مللي ثانية، ولكن فقط إذا تحركت آلية التشغيل بالفعل.
يوفر هذا الدليل خريطة تشحيم دقيقة لآليات VCB التي تعمل بنابض VCB، ويحدد المناطق التي يجب ألا يلمسها زيت التشحيم أبدًا، ويقدم إطارًا تشخيصيًا للأسباب الجذرية للآلية اللزجة.
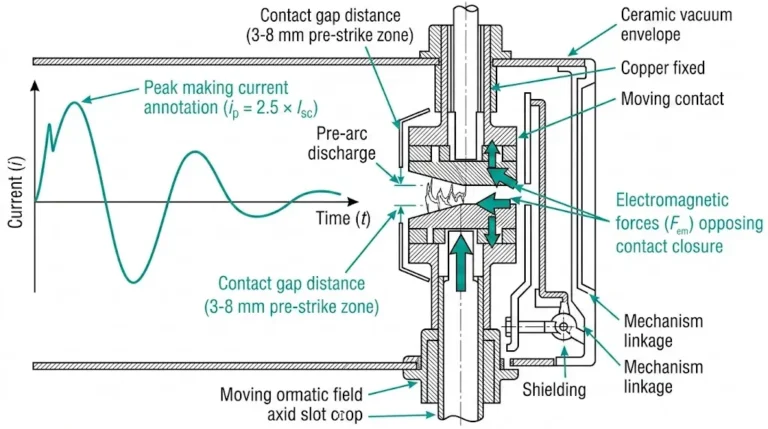
قبل فتح مسدس الشحوم، افهم ما الذي يتحرك داخل قاطع الدائرة الكهربائية الفراغي آلية التشغيل. تهيمن التصاميم التي تعمل بنابض على تطبيقات 12-40.5 كيلو فولت، ويحتوي كل منها على عدة تجميعات حرجة الاحتكاك.
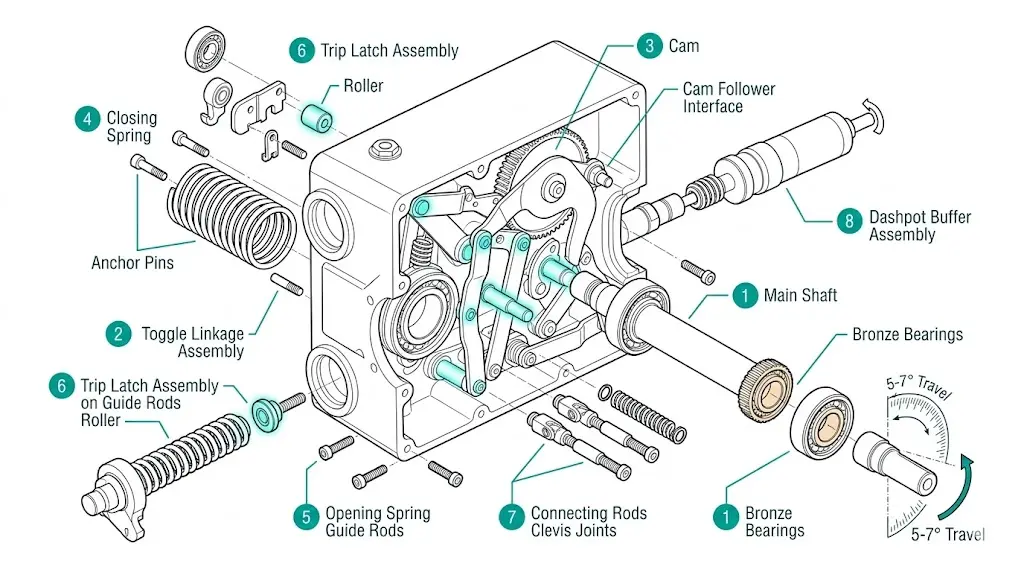
يقوم محرك الشحن بتشغيل كامة أو مجموعة تروس. تتحرك أتباع الكامة ضد مقاطع فولاذية مقواة تحت ضغوط تلامس تصل إلى 15-25 ميجا باسكال. وتنقل دبابيس التثبيت الزنبركية الطاقة المخزنة - عادةً 800-2,500 نيوتن أثناء عمليات الإغلاق.
يتم تثبيت النوابض المضغوطة مسبقًا على قضبان التوجيه. يتم تعشيق مزلاج التحرير مع عمود الرحلة. يمتص وعاء أو مخزن مؤقت الطاقة الحركية في نهاية الشوط.
يدور العمود الرئيسي حوالي 5-7 درجات أثناء كل عملية، حيث تشهد المحامل سرعات دوران تتراوح بين 50-100 راد/ثانية أثناء التبديل. تنقل قضبان التوصيل الحركة إلى كل عمود. تعمل وصلات التبديل على تضخيم القوة عند قضيب محرك قاطع التفريغ، مع تعرض نقاط الارتكاز لاحتكاك انزلاقي تحت حمولة كبيرة.
تثبت المزالج الدوارة الآلية في وضع الإغلاق. يقوم ملف التعشيق بضرب المزلاج لبدء الفتح. تعيد نوابض إعادة الضبط المزالج إلى وضع التشغيل.
يمثل كل مفصل ومحور وسطح منزلق نقطة احتكاك محتملة. ومع ذلك، لا تتطلب كل نقطة احتكاك تزييتاً - ويجب أن يظل بعضها جافاً تماماً.
[رؤية الخبراء: سلوك الاحتكاك في آليات التشغيل]
- تحافظ واجهات محامل الفولاذ والبرونز المشحمة بشكل صحيح على معاملات احتكاك أقل من 0.15؛ يمكن أن تتجاوز الأسطح الملوثة 0.4
- تتراوح معدلات التآكل في النقاط المحورية للآلية عادةً من 0.001-0.005 مم لكل 1,000 عملية في ظل التشحيم المناسب
- عندما يتدهور التزييت، تزداد معدلات التآكل بمقدار 5-10 أضعاف، مما يسرع من تعطل الآلية
- تكون دبابيس الربط التبديلي عرضة بشكل خاص للتآكل الناجم عن الحركات التذبذبية الصغيرة أثناء دورات شحن الزنبرك
تتطلب المواضع التالية تشحيمًا دوريًا في معظم آليات VCB التي تعمل بنابض. استشر دائمًا دليل الصيانة الخاص بالشركة المصنعة المحددة، حيث تختلف التصميمات اختلافًا كبيرًا بين تكوينات سلسلة VS1 وZN85 وZW32.
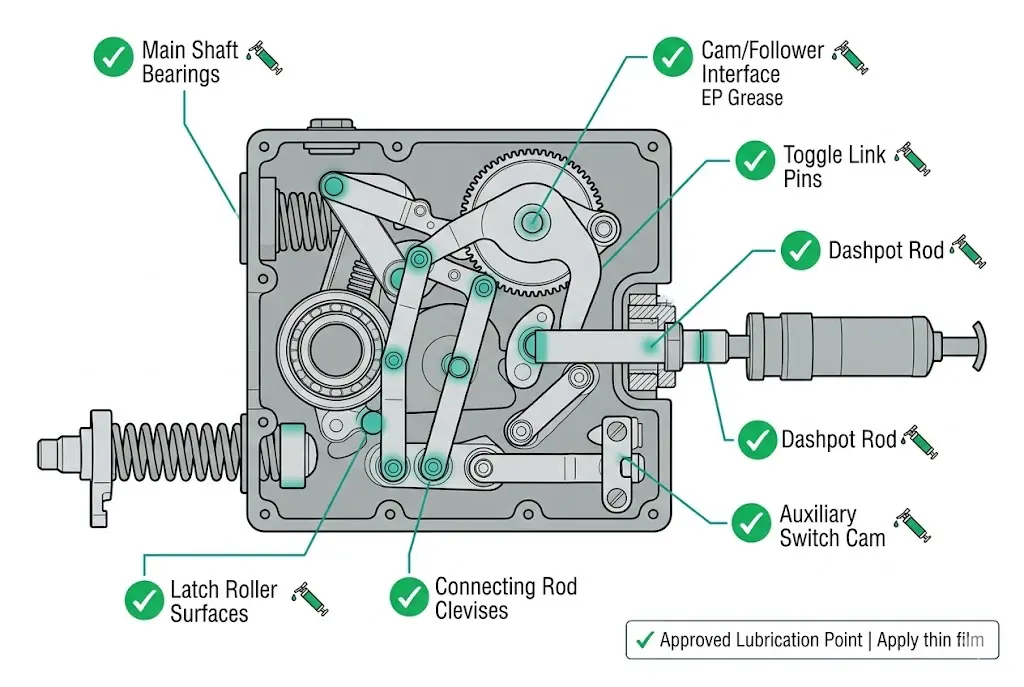
تعمل مجموعة العمود الرئيسي مع خلوص المحمل من 0.02-0.05 مم. ضع طبقة رقيقة - كافية لتغطية سطح المحمل، وليس ملء التجويف. هذا يمنع التلامس بين المعدن والمعدن مع الحفاظ على دقة التموضع الحرجة لانتقال التلامس المتسق.
تتعرض كاميرا الشحن لإجهاد تلامس هيرتزيان عالٍ. استخدم شحم EP (الضغط الشديد) المصنّف للتلامس الفولاذي على الفولاذ. يتحكم ملف تعريف الكامة في سرعة التلامس أثناء تسلسلات الإغلاق (0.8-1.2 م/ث) والفتح (1.5-2.5 م/ث). امسح بقايا الشحوم القديمة قبل وضع مادة تشحيم جديدة - وضع طبقة جديدة فوق الشحوم المتدهورة يسرع من التلوث.
تضاعف وصلات التبديل الميزة الميكانيكية ولكنها تركز الضغط على أسطح المسامير. بدون تشحيم مناسب، تتسبب هذه المسامير في حدوث تآكل وتآكل في السطح مما يزيد من قوة التشغيل بمقدار 15-25% خلال 2000 عملية. ضع الشحوم من خلال التجهيزات أو قم بفكها وتغليفها يدويًا أثناء الإصلاح.
حيثما يتم توصيل قضبان التوصيل بذراع العمود الرئيسي وقضبان محرك وحدة العمود، تدور المسامير الملولبة تحت الحمل. يمنع الشحم الخفيف التآكل ويضمن سرعة تشغيل متسقة عبر جميع الأقطاب الثلاثة - عادةً ما يرجع فارق التوقيت من قطب إلى قطب يتجاوز 3 مللي ثانية إلى احتكاك مسمار اللولب التفاضلي.
يحمل مزلاج الأسطوانة قوة نابض كبيرة. يزيد سطح الأسطوانة الجاف من متطلبات قوة التعشيق ويتسبب في توقيت تعشيق غير متناسق. ضع كمية صغيرة من الشحوم على الأسطوانة وسطح مزلاج التزاوج.
تحتوي المخازن الهيدروليكية على متطلبات تعبئة زيت منفصلة. تحتاج المخازن الميكانيكية المزودة بقضبان منزلقة إلى تزييت خفيف لمنع التزييت والحفاظ على امتصاص الطاقة بشكل ثابت في نهاية الشوط.
تقوم مجموعة المفتاح الإضافي بتتبع موضع الآلية. يجب أن يتلقى سطح الكامة طبقة رقيقة من الشحوم. من خلال خبرتنا الميدانية عبر العديد من تركيبات مجموعة المفاتيح الكهربائية بجهد 12 كيلو فولت، تتسبب مواد التشحيم الجافة على كامات المفاتيح المساعدة في انحرافات في التوقيت تتراوح بين 5-15 مللي ثانية - وهو ما يكفي للتأثير على تنسيق مرحل الحماية في مخططات الحماية التفاضلية.
ملاحظة ميدانية: من الأخطاء الشائعة وضع الشحوم على النقاط الخارجية المرئية فقط مع إهمال مسامير الوصلة الداخلية. أثناء الإصلاح الشامل، قم بتفكيك مجموعة الوصلات وفحص كل مسمار للتحقق من وجود نقاط تآكل قبل إعادة التشحيم.
ومن المهم بنفس القدر معرفة المواضع التي يجب ألا يتم وضع مواد التشحيم فيها. يتسبب الشحوم في هذه المواضع في تدهور العزل، أو تعطل الآلية، أو تسارع التآكل - وغالبًا ما يكون الضرر غير مرئي على الفور.
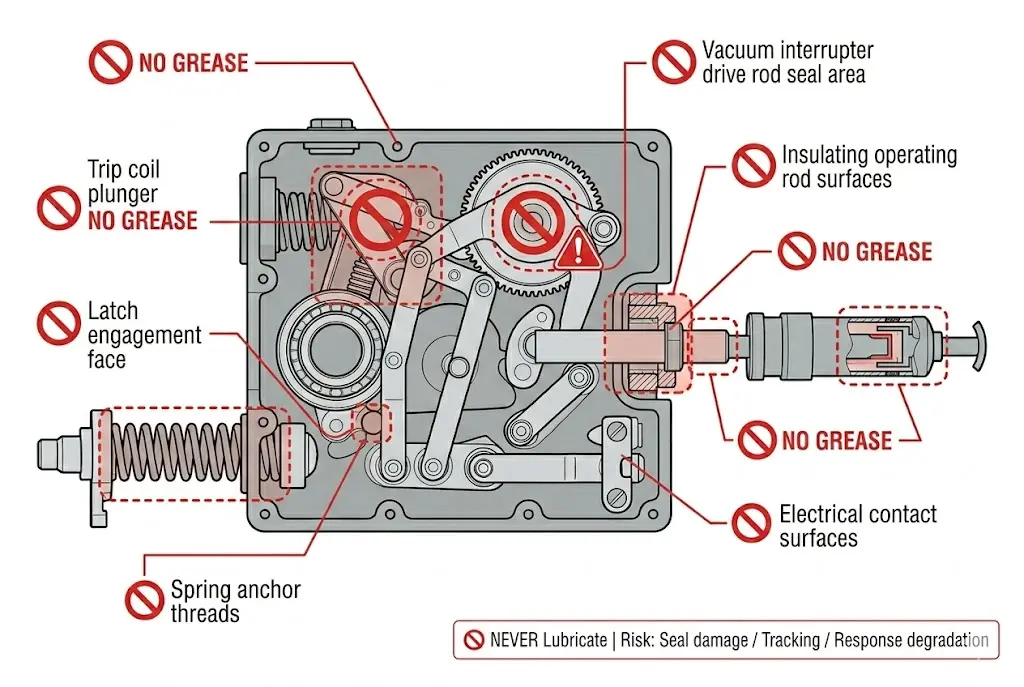
صُمم مانع تسرب المنفاخ حيث يدخل قضيب الإدارة إلى غلاف قاطع التفريغ للتشغيل الجاف. يمكن للتلوث بالشحوم أن يهاجم مادة المنفاخ ويضر بمانع التسرب المحكم. يعني خرق مانع تسرب المنفاخ المخترق فقدان سلامة التفريغ - يجب استبدال القاطع. لا تسمح أبدًا بوضع مواد التشحيم بالقرب من هذه المنطقة.
تربط قضبان الإيبوكسي أو الألياف الزجاجية العازلة الآلية بوحدات العمود عبر حاجز العزل من الطور إلى الأرض. يجذب الشحم الغبار الموصل، ويخلق مسارات تتبع، ويقلل من مسافة الزحف إلى ما دون السلامة العازلة المطلوبة وفقًا لمتطلبات الخلوص IEC 62271-1. نظف هذه القضبان - لا تقم بتشحيمها.
يجب أن يتحرك ملف التعشيق بحرية داخل بكرة الملف. يزيد الشحوم من السحب اللزج، مما يؤدي إلى إبطاء استجابة التعثر. والأسوأ من ذلك، يمكن أن ينتقل الشحم إلى لفائف الملف ويسبب تدهورًا حراريًا. يجب أن يظل هذا السطح نظيفًا وجافًا.
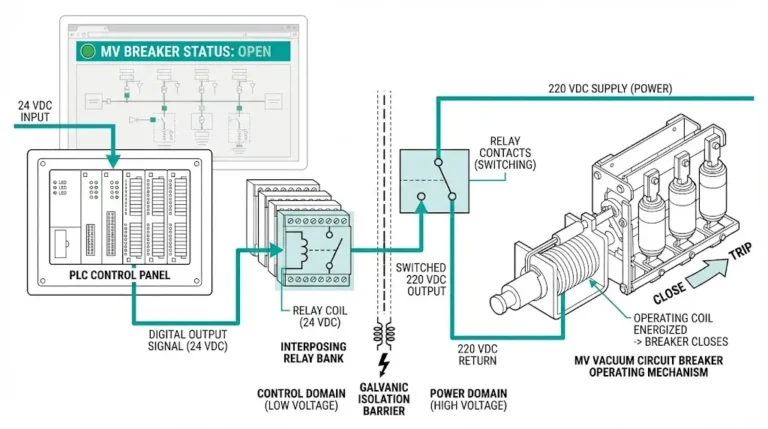
نفس مبدأ ملف التعثر. تعتمد المشغلات الكهرومغناطيسية على الحد الأدنى من فجوة الهواء وحركة المحرك الحرة. يزيد التلوث من وقت الإغلاق ويقلل من القوة المتاحة، مما قد يتسبب في فشل الإغلاق في ظل ظروف جهد التحكم المنخفض.
في حين أن بكرات المزلاج تحتاج إلى التشحيم، فإن أسطح تعشيق وجه المزلاج تمثل حالة مختلفة. تقلل مواد التشحيم على أوجه مزلاج الرحلة من قوة الإمساك بمقدار 25-35%، مما قد يتسبب في حدوث عمليات تحرير غير مقصودة تحت الاهتزاز أو الصدمة الميكانيكية.
يجب أن تكون أدوات التثبيت الملولبة التي تثبت مثبتات الزنبرك جافة أو مع مركب قفل اللولب حسب المواصفات. يقلل الشحوم على اللولبات من معامل الاحتكاك الفعال، مما قد يتسبب في ارتخاء السحابة تحت التحميل الدوري.
يجب أن تظل أطراف الدائرة الثانوية وملامسات التأريض ووصلات أسلاك التحكم خالية من الشحوم. يجذب الزيت أو الشحوم الغبار الموصل، مما يخلق مسارات تتبع على ملامسات المفاتيح المساعدة ويزيد من مقاومة التلامس بمرور الوقت.
| المنطقة | الحالة | السبب |
|---|---|---|
| محامل العمود الرئيسي | ✅ الشحوم | تقليل الاحتكاك |
| واجهة الكامة/المتابعة | ✅ شحم EP | إجهاد التلامس العالي |
| تبديل دبابيس الربط | ✅ الشحوم | منع التشقق |
| ختم قاطع التفريغ | ❌ أبدًا | مخاطر تلف المنفاخ |
| قضبان العزل | ❌ أبدًا | إنشاء مسار التتبع |
| غطاسات اللفائف | ❌ أبدًا | تدهور زمن الاستجابة |
| أسطح وجه المزلاج | ❌ أبدًا | انخفاض قوة التثبيت المنخفضة |
[رؤية الخبراء: تأثيرات درجة الحرارة على التزييت]
- في التركيبات الخارجية، تتراوح درجات حرارة الآلية من -25 درجة مئوية إلى +55 درجة مئوية، مما يتسبب في تغيرات في لزوجة مادة التشحيم بنسبة 100:1 أو أكثر
- عادةً ما تتصلب مواد التشحيم ذات الأساس المعدني في غضون 3-5 سنوات في المنشآت الخارجية
- تحافظ البدائل الاصطناعية على اللزوجة لمدة 8-10 سنوات في ظروف مماثلة
- يختلف سمك طبقة التشحيم عند أسطح المحمل بشكل طردي مع اللزوجة - يمكن أن يسمح بدء التشغيل على البارد بتلامس المعدن مع المعدن قبل أن تصل الآلية إلى درجة حرارة التشغيل
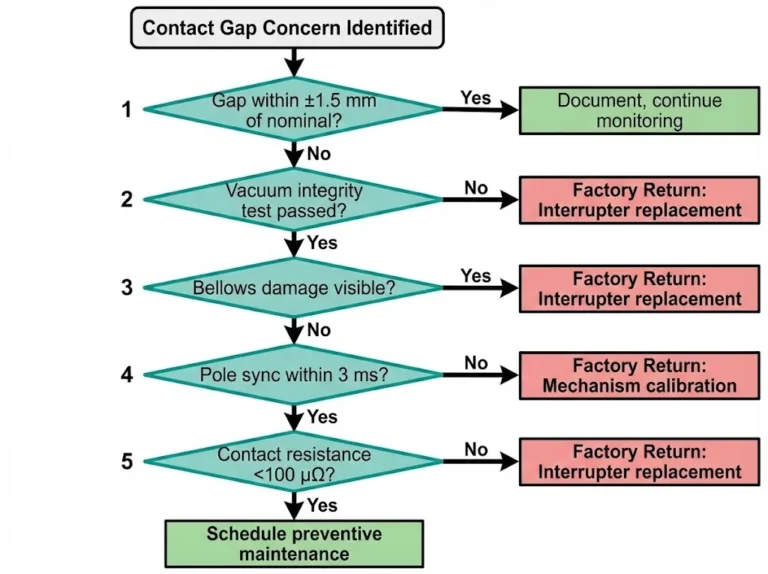
عندما تعمل آلية VCB بشكل بطيء، أو تفشل في الإغلاق، أو تتطلب قوة يدوية مفرطة، فإن التشخيص المنهجي يحدد السبب الجذري أسرع من التفكيك العشوائي. اعمل من خلال الأعراض بالترتيب قبل فتح الآلية.
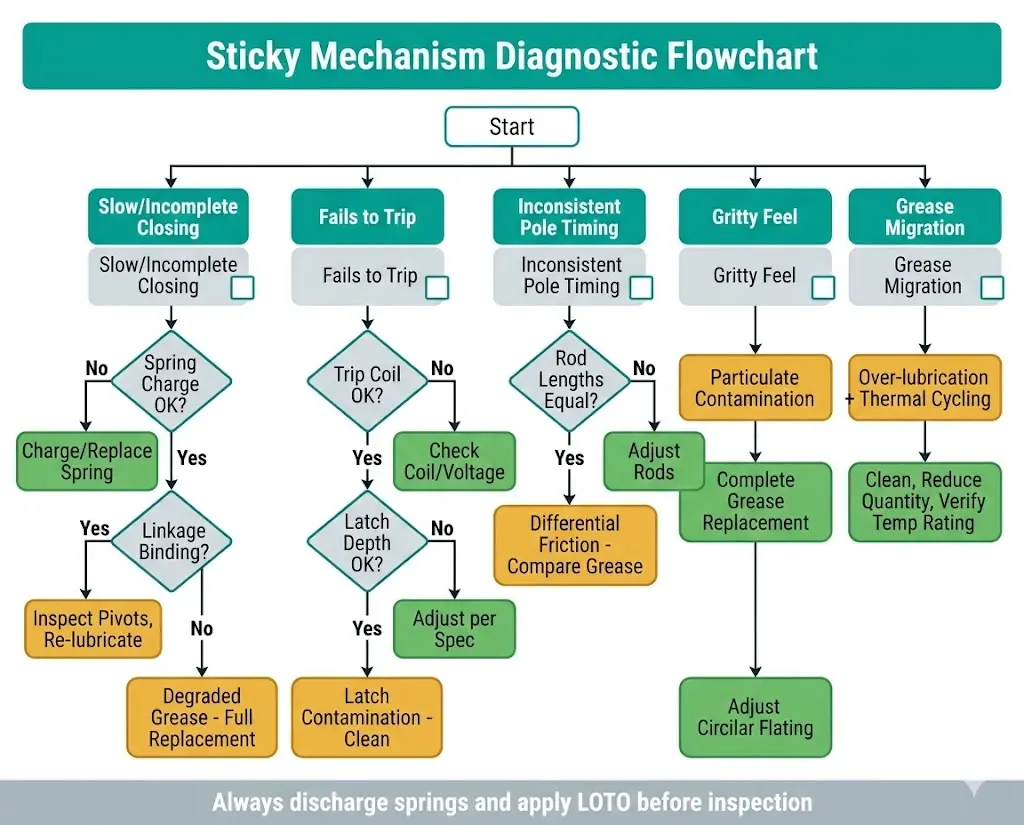
تحقق أولاً: حالة شحن نابض الإغلاق. يوفر الزنبرك المشحون جزئيًا طاقة غير كافية لانتقال التلامس الكامل.
تحقق ثانياً: ربط الوصلة. قم بتدوير العمود الرئيسي يدوياً (مع تفريغ النوابض وتشغيل أقفال الأمان). تحسس البقع الخشنة عبر نطاق الحركة - يشير التقييد عند زوايا محددة إلى محور محوري متآكل أو ملوث.
تحقق ثالثاً تلوث الشحوم القديمة. يصبح الشحم المتحلل شبيهًا بالعجينة أو يتصلب، مما يزيد من الاحتكاك بشكل كبير. ابحث عن تغير اللون الكهرماني أو البني للشحوم ذات اللون الفاتح في الأصل.
تحقق أولاً: الوظيفة الكهربائية لملف التعثر. تحقق من مقاومة الملف (عادةً 50-200 Ω حسب الجهد المقنن) وجهد الإمداد عند أطراف الملف أثناء محاولة الرحلة.
تحقق ثانياً: عمق تعشيق المزلاج. يتطلب المزلاج ذو التعشيق الزائد قوة تعشيق مفرطة تتجاوز الناتج المقدر للملف.
تحقق ثالثاً التلوث على أسطح المزلاج. يخلق الغبار الممزوج بمواد التشحيم المهاجرة طبقة لزجة تزيد من قوة التحرير بما يتجاوز قدرة ملف التعثر - وهو وضع فشل لاحظناه في المنشآت الساحلية ذات التلوث العالي بالضباب الملحي.
تحقق أولاً: تعديل طول قضيب التوصيل. تتسبب أطوال القضيب غير المتساوية في انتشار التوقيت عبر المراحل.
تحقق ثانياً: الاحتكاك التفاضلي. قد تكون وصلة أحد القطبين بها تلوث أو تآكل أكثر من غيرها. قارن حالة الشحوم في سنون الوصلة في كل عمود.
تحقق ثالثاً تباين تآكل التلامس. يؤدي التآكل غير المتكافئ في التلامس إلى تغيير التآكل الفعال. المراجعة تصنيفات قواطع الدائرة الكهربائية الفراغية للحصول على إرشادات لتقييم ارتداء الملابس الملامسة.
السبب الجذري: الشحوم الملوثة مع دخول الجسيمات. تعمل البيئات الصحراوية أو البيئات عالية الغبار على تسريع هذا التدهور. يلزم إزالة الشحوم واستبدالها بالكامل - لا تكتفي بإضافة شحم جديد فوق المواد الملوثة. إضافة الشحوم النظيفة فوق الشحوم الملوثة يخفف من الجسيمات الكاشطة ولكنه لا يزيلها.
السبب الجذري: التشحيم الزائد مع التدوير الحراري. تسيل الشحوم الزائدة قليلاً أثناء ارتفاع درجة الحرارة وتنتقل عن طريق العمل الشعري. قم بإزالة الشحوم المهاجرة باستخدام مذيب مناسب، وقلل كمية الشحوم عند المصدر، وتحقق من أن درجة حرارة الشحوم تتطابق مع بيئة التركيب.
ليست جميع أنواع الشحوم متساوية الأداء في آليات VCB. تشمل معايير الاختيار كيمياء الزيت الأساسي، ونوع المُكثِّف، وحزمة المواد المضافة - ويمكن أن يتسبب الاختيار الخاطئ في حدوث أعطال أسرع من عدم وجود تزييت على الإطلاق.
تلائم قاعدة الزيت المعدني درجات الحرارة المعتدلة (-20 درجة مئوية إلى +80 درجة مئوية محيطة) وتوفر أسعارًا اقتصادية. تعمل قاعدة PAO الاصطناعية على توسيع نطاق التشغيل (-40 درجة مئوية إلى +120 درجة مئوية) مع مقاومة أفضل للأكسدة - الخيار المفضل للمفاتيح الكهربائية الخارجية في المناخات القاسية. توفر قاعدة السيليكون تحملاً واسعاً لدرجات الحرارة ولكن قدرة تحميل ضعيفة؛ تجنبها لأسطح الكامات عالية الضغط.
يعمل مركب الليثيوم المركب كأغراض عامة مع مقاومة جيدة للماء. يوفر البوليوريا ثباتًا ممتازًا في درجات الحرارة العالية وعمر خدمة طويل - وهو مخصص عادةً لتطبيقات المحامل المختومة مدى الحياة. توفر سلفونات الكالسيوم حماية فائقة من التآكل للتركيبات الخارجية في البيئات البحرية أو الصناعية.
إضافات EP (الضغط الشديد) مطلوبة لتطبيقات الكامة/المتابعة ومسمار التبديل. تجنب الشحوم التي تحتوي على جرافيت أو حشوات MoS₂ ما لم يذكر ذلك تحديداً في دليل الصيانة الخاص بالشركة المصنعة - فهذه الجسيمات الموصلة تخلق مشاكل بالقرب من الأسطح العازلة.
لا تخلط أبدًا أنواع الشحوم دون التحقق من التوافق. شحوم الليثيوم والبولي يوريا غير متوافقة بشكل عام - يؤدي الخلط إلى خليط ناعم وسائل يفقد قدرة التحميل. عند تغيير أنواع الشحوم أثناء الإصلاح، قم بإزالة جميع أنواع الشحوم القديمة بالكامل قبل وضع الشحوم الجديدة. أظهر اختبار ميداني أن خلط الشحوم غير المتوافقة يقلل من موثوقية آلية التشغيل بحوالي 40%.
| المعلمة | المواصفات النموذجية |
|---|---|
| درجة NLGI | 2 (قياسي) أو 1 (مناخ بارد) |
| نطاق درجة الحرارة | -30 درجة مئوية إلى +130 درجة مئوية كحد أدنى |
| حمولة اللحام رباعي الكرات | >250 كجم |
| نقطة الإسقاط | >180°C |
تعتمد فترات الصيانة على تواتر التشغيل والبيئة والأهمية. وفقًا لما يلي IEC 62271-100, ، يجب أن تحافظ قواطع الدائرة الكهربائية الفراغية على تشغيل موثوق به لمعدلات تحمل ميكانيكية تبلغ 10000 عملية كحد أدنى (فئة M1)، مع بعض التصميمات المصنفة لـ 30000 عملية (فئة M2). يتطلب تحقيق هذا العمر التشغيلي إدارة ترايبولوجية منضبطة طوال تاريخ تشغيل القاطع.
إطار الفاصل الزمني
| مستوى الخدمة | الزناد | النطاق |
|---|---|---|
| الفحص الروتيني | سنوياً أو 1,000 عملية سنوياً | الفحص البصري، والتحقق من التوقيت، وعدم التفكيك |
| الخدمة الوسيطة | 3-5 سنوات أو 5,000 عملية | التفكيك الجزئي، وإعادة تشحيم النقاط الحرجة |
| الإصلاح الشامل | 10-12 سنة أو 10,000 عملية جراحية | تفكيك كامل، 100% استبدال الشحوم 100% |
إجراء إعادة التشحيم
عند تخطيط شراء قطع الغيار لعمليات الإصلاح الشاملة، فإن قائمة مراجعة طلب عرض الأسعار من VCB يوفر إطار مواصفات شامل يغطي مكونات الآلية ومجموعات التلامس والأجزاء المساعدة.
تتطلب صيانة آليات قواطع دوائر التفريغ قطع الغيار المناسبة، ومواد التشحيم الصحيحة، والوصول إلى الدعم الهندسي عند ظهور أسئلة التشخيص. ويضمن التوريد من الشركة المصنعة للمعدات الأصلية أو مورد مؤهل توافق الأبعاد ومواصفات المواد.
توفر XBRELE مكونات آلية الاستبدال لـ قواطع سلسلة VS1 و ZN85 و ZW32 و ZW20:
يقدم فريقنا الفني إرشادات حول إصلاح الآلية، وإجراءات ضبط التوقيت، وتوصيات التوافق مع الشحوم الخاصة بظروف التركيب وبيئة التشغيل.
اتصل ب XBRELE للحصول على قطع غيار الآلية ودعم الإصلاح →
س: كم مرة يجب استبدال شحم آلية VCB؟
ج: بالنسبة لظروف الخدمة النموذجية، قم بإجراء عملية إعادة تشحيم وسيطة كل 3-5 سنوات أو 5000 عملية؛ حدد موعدًا لإجراء إصلاح شامل مع استبدال الشحوم بالكامل عند 10-12 سنة أو 10,000 عملية. اضبط الفواصل الزمنية على فترات أقصر للتركيبات الخارجية في البيئات عالية الرطوبة أو الضباب الملحي أو البيئات عالية الغبار.
س: هل يمكن أن يعمل شحم السيارات للأغراض العامة على آليات VCB؟
ج: عادةً ما تفتقر شحوم السيارات إلى إضافات EP وثبات درجة الحرارة المطلوبة لأسطح كامات الآلية ودبابيس التبديل. استخدم الشحوم التي تفي بمواصفات الشركة المصنعة فيما يتعلق بدرجة NLGI ونطاق درجة الحرارة وحمل اللحام رباعي الكرات - فالاستبدال دون التحقق من ذلك قد يؤدي إلى تسارع التآكل في غضون 1000 إلى 2000 عملية.
س: ما الذي يتسبب في انتقال الشحوم إلى الأسطح العازلة؟
ج: يؤدي الإفراط في الاستخدام مع التدوير الحراري إلى تسييل الشحوم الزائدة، والتي تنتقل بعد ذلك عبر الحركة الشعرية إلى مناطق غير مقصودة. استخدام الكميات المحددة (2-3 جرام لكل نقطة) واستخدام تركيبات مناسبة لدرجات الحرارة يقلل بشكل كبير من مخاطر الانتقال.
سؤال: كيف يمكنني معرفة ما إذا كانت آلية التشحيم قد تدهورت؟
ج: تظهر الشحوم المتدهورة تغيراً في اللون من اللون الأصلي (عادةً ما يكون أبيض أو كهرماني فاتح يتحول إلى بني أو أسود)، وتغيراً في القوام من ناعم إلى محبب أو متصلب، وقد تنبعث منه رائحة حمضية تشير إلى التأكسد. تستدعي أي من هذه العلامات الاستبدال الفوري بدلاً من إعادة التعبئة.
سؤال: لماذا تزداد قوة تعثر آليتي بمرور الوقت؟
ج: تشير زيادة قوة التعثر عادةً إلى تدهور مادة التشحيم على أسطح بكرات المزلاج، أو تراكم الغبار الذي يختلط بالشحم لتكوين معجون كاشط، أو تآكل السطح على أوجه تعشيق المزلاج. افحص هذه المناطق ونظفها أثناء الصيانة الروتينية قبل أن تتطور الحالة إلى عطل في العطل.
س: هل شحم السيليكون مقبول لدبابيس وصلة التبديل؟
ج: يوفر شحم السيليكون قدرة تحمل كبيرة لدرجات الحرارة ولكنه يفتقر إلى قدرة التحميل المطلوبة لنقاط الارتكاز عالية الضغط تحت ضغط تلامس يتراوح بين 15 و25 ميجا باسكال. توفر شحوم الليثيوم المعقدة المصنفة EP أو شحوم PAO الاصطناعية حماية أفضل ضد التآكل في الوصلات المفصلية.
سؤال: ماذا يحدث إذا قمت بخلط أنواع مختلفة من الشحوم أثناء التعبئة؟
ج: يمكن للشحوم غير المتوافقة - مثل الشحوم غير المتوافقة - مثل الشحوم التي تحتوي على الليثيوم الممزوجة بالبوليوريا - أن تلين أو تنفصل أو تفقد خصائص التحميل. تحقق دائمًا من التوافق باستخدام مخطط توافق الشحوم الخاص بالشركة المصنعة، أو قم بإزالة الشحوم الموجودة تمامًا قبل تبديل التركيبات.