Need Full Specifications?
Download our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get CatalogDownload our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get CatalogDownload our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get Catalog
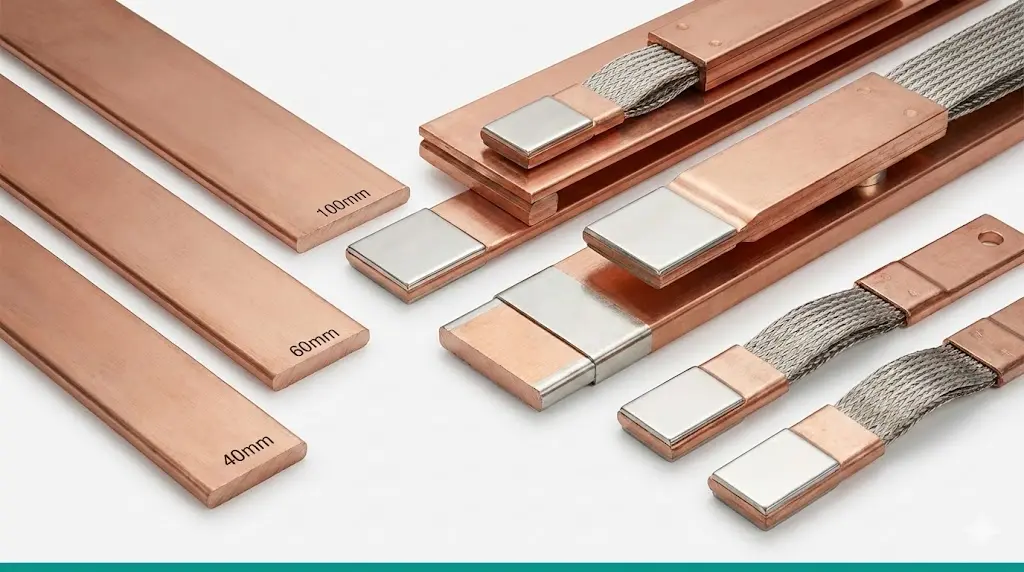
Busbars, contact arms, and conductors form the electrical backbone of medium-voltage switchgear. These copper components carry load current, withstand fault energy, and maintain reliable connections across service lives spanning 25–30 years. Yet they represent only 3–5% of total panel cost—making supplier selection a decision where quality matters far more than price.
This guide evaluates leading busbar and copper component manufacturers for MV panels operating at 3.6–40.5 kV. The profiles below draw from field assessments across industrial substations, utility installations, and OEM panel production facilities in Asia, Europe, and the Americas.
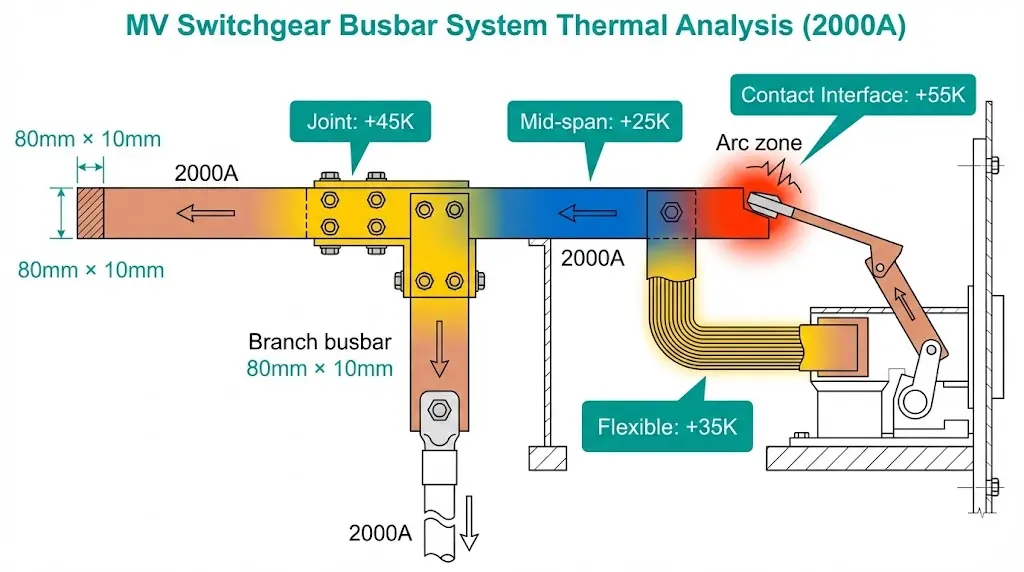
Electrolytic tough pitch copper (Cu-ETP) delivers 101% IACS conductivity—the benchmark for MV applications. A 2% conductivity reduction from impurities or incorrect grade selection increases I²R losses proportionally. At 2,000 A continuous current, that difference generates additional heat accumulating at every bolted joint and contact interface.
Temperature rise limits per IEC 62271-200 allow a maximum 70 K increase above 40°C ambient at connections. Busbars with marginal conductivity consume this thermal margin quickly, leaving no buffer for overload conditions.
MV distribution panels must withstand short-circuit currents of 25–50 kA for 1–3 seconds. During faults, electromagnetic forces attempt to separate busbar joints while I²t energy heats the copper. Field failures rarely occur at busbar mid-spans. They happen at joints—where contact resistance creates localized heating, where thermal cycling loosens bolted hardware over thousands of load cycles.
Circuit breaker contact arms face the harshest duty. Each switching operation subjects contacts to arc energy, mechanical impact, and current concentration. Standard Cu-ETP works for fixed contacts. Moving contacts require copper-chromium alloys that sacrifice some conductivity (80–85% IACS) for mechanical hardness and arc resistance.
Quality copper components from qualified MV switchgear suppliers cost 15–25% more than commodity alternatives. That premium buys consistent material properties, dimensional accuracy, proper plating adhesion, and documented traceability.
Material Certification
Require EN 10204 Type 3.1 mill certificates showing chemical composition and conductivity test results. Verify copper grade designation—C11000 for Cu-ETP, C10200 for oxygen-free copper. Conductivity testing should use eddy current or Kelvin four-point probe methods, with results documented for each production lot.
Dimensional Precision
Busbar flatness directly affects joint contact area. For precision contact arms, specify tolerance class of ±0.1 mm on mating surfaces. Surface quality matters equally—burr-free edges and absence of tool marks in contact zones prevent localized current concentration.
Plating Capability
In-house plating provides better quality consistency than outsourced finishing. Request plating thickness verification via X-ray fluorescence (XRF) measurement. Silver plating for MV contacts typically requires 5–15 μm thickness; tin plating for general busbars runs 8–15 μm. Adhesion testing through bend tests and thermal cycling confirms plating integrity.
Certifications
ISO 9001 represents the baseline. IATF 16949 certification indicates automotive-grade precision capability—relevant for contact arms requiring tight tolerances. ISO 14001 environmental management is increasingly mandatory for European OEM qualification. For North American markets, UL recognition expedites panel certification.
The Copper Development Association maintains technical resources on busbar design and material specifications at copper.org—a useful reference when establishing procurement specifications.
[Expert Insight: Procurement Red Flags]
- Mill certificates missing conductivity test values (not just composition)
- Inconsistent cross-section dimensions within same batch
- Plating thickness variation exceeding ±20% across surfaces
- Reluctance to provide reference contacts at similar MV switchgear OEMs
Global copper solutions provider with manufacturing facilities across Europe, Asia, and the Americas. Strengths include high-purity copper consistency, shaped profiles for complex busbar geometries, and engineering support for custom applications. ISO 9001/14001 certified. Best suited for OEMs requiring reliable worldwide supply chains with consistent material properties across facilities.
Specialist in power distribution copper components with particular strength in flexible laminated connectors and custom fabrication. Rapid prototyping capability supports development projects. ISO 9001/14001 certified. Best suited for European panel builders requiring bespoke solutions and technical collaboration on non-standard designs.
Major Asian copper product manufacturer offering high-volume capacity at competitive pricing. Strong regional logistics throughout ASEAN markets. ISO 9001/14001 certified. Best suited for volume projects in Southeast Asia where cost optimization and regional supply chain matter.
Precision electrical contact materials specialist producing contact tips, brazed assemblies, and specialty alloys. Their silver-copper composites and arc-resistant materials serve circuit breaker OEMs globally. ISO 9001 and IATF 16949 certified. Best suited for manufacturers requiring high-performance contact arm materials with documented arc erosion characteristics.
Europe’s largest copper producer offering premium material quality with full traceability from cathode to finished product. Strong sustainability credentials appeal to environmentally-focused procurement programs. ISO 9001/14001/50001 certified. Best suited for European OEMs with strict material origin requirements and sustainability mandates.
Vertically integrated copper processing enterprise with capacity for large-volume orders. Price competitive for standard busbar profiles and strips. ISO 9001/14001 certified. Best suited for high-volume projects where cost efficiency takes priority and specifications align with standard product offerings.
One of China’s largest copper producers with integrated mining-to-fabrication operations. Competitive pricing structure for commodity copper products. ISO 9001 certified. Best suited for China domestic market and export projects with price sensitivity on standard specifications.
Specialist in electrical copper components serving the Indian switchgear industry. Domestic logistics advantage and custom fabrication capability for regional panel builders. ISO 9001 certified. Best suited for Indian panel builders and South Asian regional supply where local sourcing provides logistics and cost advantages.
Copper busbar and flexible connector manufacturer with ETP and tinned product lines. Competitive lead times for Indian subcontinent delivery. ISO 9001 certified. Best suited for South Asian projects requiring local sourcing with established quality systems.
Premium copper alloys and contact materials with significant R&D investment in specialty compositions. Their silver-copper contact tips demonstrate contact resistance below 50 μΩ after 10,000 operations in documented installations. ISO 9001/14001 certified. Best suited for high-reliability applications requiring specialty alloys and documented long-term performance data.
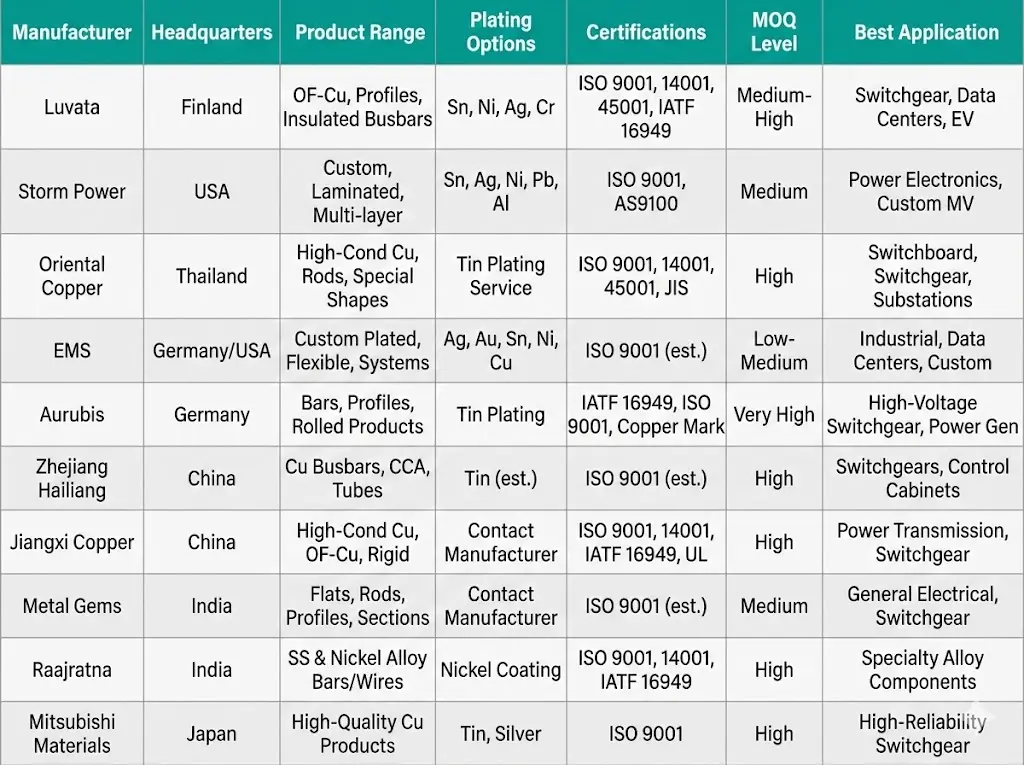
| Manufacturer | Headquarters | Product Range | Plating | Key Certifications | MOQ Level | Best Application |
|---|---|---|---|---|---|---|
| Luvata | Finland | Bars, profiles, flexibles | Sn, Ag, Ni | ISO 9001/14001 | Medium | Global OEM supply |
| Storm Power | UK | Bars, flexibles, custom | Sn, Ag | ISO 9001/14001 | Low | Custom solutions |
| Oriental Copper | Thailand | Bars, strips | Sn | ISO 9001/14001 | Medium-High | ASEAN volume |
| EMS | USA | Contacts, assemblies | Ag, specialty | ISO/IATF | Low-Medium | CB contact materials |
| Aurubis | Germany | Flat products, profiles | Sn, Ag | ISO 9001/14001/50001 | Medium | Premium European |
| Zhejiang Hailiang | China | Bars, tubes, strips | Sn | ISO 9001/14001 | High | Volume projects |
| Jiangxi Copper | China | Bars, strips, cathode | Sn | ISO 9001 | High | Cost-sensitive |
| Metal Gems | India | Bars, contact arms | Sn, Ag | ISO 9001 | Low-Medium | India domestic |
| Raajratna | India | Bars, strips, flexibles | Sn | ISO 9001 | Medium | South Asia |
| Mitsubishi Materials | Japan | Alloys, contacts | Ag, specialty | ISO 9001/14001 | Medium | High-reliability |
For projects requiring integrated busbar insulation and heat management strategies, working with suppliers who understand the complete panel assembly—not just individual copper parts—reduces interface problems and streamlines qualification testing.
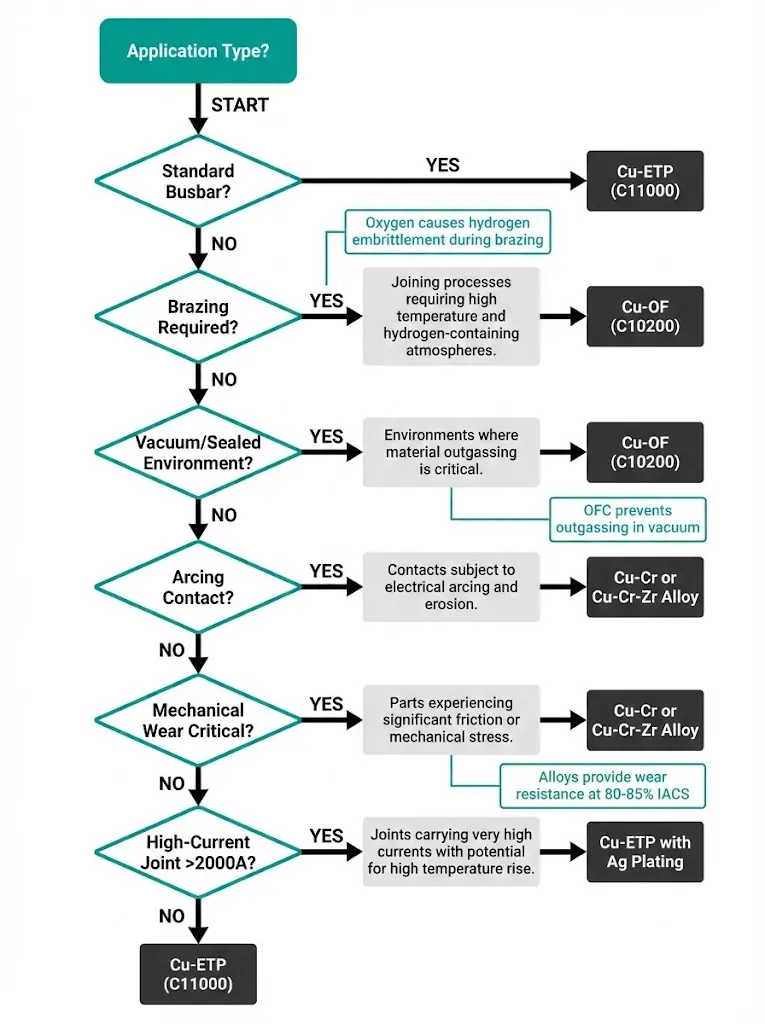
Electrolytic Tough Pitch Copper (Cu-ETP / C11000)
The workhorse grade for MV busbars. Conductivity reaches 101% IACS with 99.9% minimum purity. Contains approximately 0.02–0.04% oxygen, which creates no issues for standard applications. Cost-effective and readily available worldwide.
Limitation: oxygen content causes hydrogen embrittlement if exposed to reducing atmospheres during brazing. For brazed assemblies, specify oxygen-free grades or use appropriate filler metals.
Oxygen-Free Copper (Cu-OF / C10200)
Equivalent 101% IACS conductivity with oxygen content below 10 ppm. Superior for vacuum-sealed environments where outgassing must be minimized. Essential for vacuum interrupter connections and high-reliability contacts.
Cost premium runs 10–20% over Cu-ETP. Specify only where the application genuinely requires oxygen-free properties.
Copper Alloys (Cu-Cr, Cu-Cr-Zr)
Conductivity drops to 80–85% IACS, but hardness and wear resistance increase substantially. These alloys maintain mechanical properties at elevated temperatures where pure copper softens.
Specify for arcing contacts on circuit breaker contact arms where mechanical durability matters more than absolute conductivity. The trade-off makes sense when contact erosion rates determine maintenance intervals.
When sourcing XBRELE’s contact box assemblies for VCB applications, verify the supplier’s material certification covers both the copper substrate and any alloy overlays on contact surfaces.
[Expert Insight: Material Verification in Practice]
- Portable conductivity meters provide quick incoming inspection—calibrate to IACS standards
- Visual inspection catches surface contamination; resistance testing catches material substitution
- For critical contacts, request sample destructive testing showing plating thickness cross-section
- Retain mill certificate records for warranty documentation
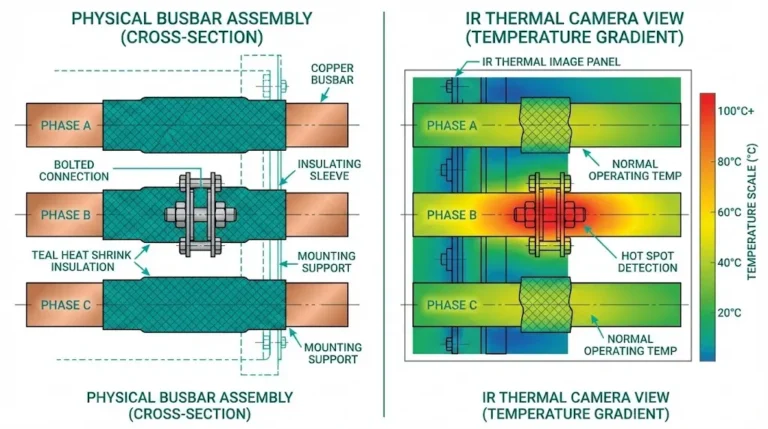
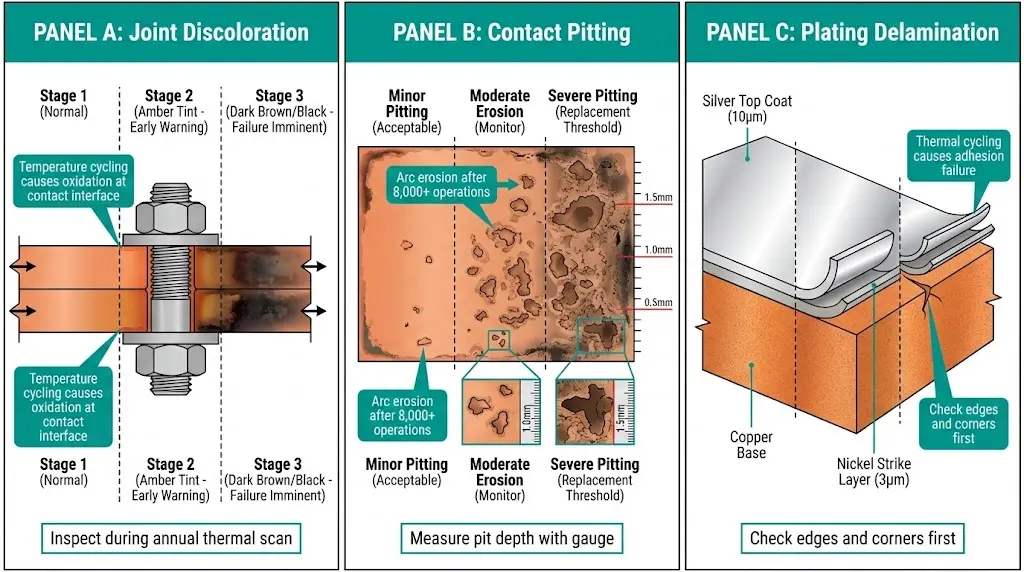
Hot Spot Development
Undersized busbars or inadequate surface finish create localized heating at bolted connections. In panels operating at sustained 85–90% load, improperly specified busbars show discoloration at joints within 3–5 years. Thermal imaging during annual maintenance reveals temperature differentials exceeding 15°C—a warning sign requiring investigation.
Contact Arm Degradation
Incorrect alloy selection accelerates pitting after 5,000–8,000 operations instead of the expected 15,000+. Silver plating thinner than 3 μm wears through to base copper, increasing contact resistance progressively. One petrochemical facility documented 40% higher contact resistance after 8,000 operations on budget contact arms versus 12% increase on premium alternatives.
Plating Failures
Poor adhesion causes peeling under thermal cycling between –25°C and +55°C ambient ranges. Porous tin plating accelerates corrosion in coastal or industrial atmospheres. These failures appear gradually—resistance increases, temperatures rise, until a maintenance inspection finally reveals the degraded component.
The cost difference between premium and budget copper components typically amounts to $500–2,000 per panel. A single hot spot investigation costs more in engineering time than the entire copper component upgrade. For facilities where unplanned outages exceed $50,000 per hour, the procurement math strongly favors quality.
Manufacturers supplying MV switchgear components with documented field performance history provide procurement teams with confidence that goes beyond factory test certificates.
XBRELE supplies integrated switchgear components including contact assemblies, copper busbars, and panel accessories meeting IEC standards for medium-voltage applications. Working with a single supplier for multiple component categories reduces qualification effort and streamlines logistics.
Engineering support is available for custom specifications where standard catalog items don’t match project requirements. For MV panel projects requiring quality-controlled copper components with documented material traceability, contact XBRELE’s technical team for consultation or quotation.
Q: What copper purity level is appropriate for MV panel busbars?
A: Cu-ETP with minimum 99.9% purity and 101% IACS conductivity handles most MV distribution applications from 3.6 kV to 40.5 kV. Higher purity grades offer no practical benefit for standard busbar service.
Q: How do I decide between tin and silver plating for busbar joints?
A: Tin plating (8–15 μm) suits permanent bolted joints with infrequent disconnection. Silver plating (5–15 μm) is necessary for separable contacts, draw-out circuit breaker connections, and joints exceeding 2,000 A where contact resistance critically affects temperature rise.
Q: What minimum documentation should a busbar supplier provide?
A: Require EN 10204 Type 3.1 certificates showing chemical analysis and conductivity test results, dimensional inspection reports, and plating thickness verification. ISO 9001 certification confirms quality management systems exist.
Q: Can the same supplier provide both busbars and precision contact arms?
A: Few suppliers excel at both. Busbars require efficient high-volume copper processing; contact arms demand precision machining and controlled plating. Evaluate each capability separately rather than assuming one qualification covers both.
Q: What lead time should I expect for custom busbar fabrication?
A: Standard profiles typically ship in 2–4 weeks. Custom busbars with specific bending, hole patterns, and plating commonly require 4–8 weeks. Complex assemblies with brazed contacts may extend to 10–12 weeks depending on supplier workload.
Q: How can I verify incoming busbar quality without destructive testing?
A: Portable conductivity meters verify material grade non-destructively. Dimensional checks confirm cross-section compliance. XRF guns measure plating thickness on finished surfaces. For critical applications, negotiate sample destructive testing on representative pieces from each production lot.
Q: What certifications matter most for MV copper component suppliers?
A: ISO 9001 is mandatory. IATF 16949 indicates precision manufacturing capability relevant for contact arms. Type test reports from accredited laboratories demonstrating component performance in complete switchgear assemblies provide the strongest evidence of suitability.