पूरी विशिष्टताएँ चाहिए?
सभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करें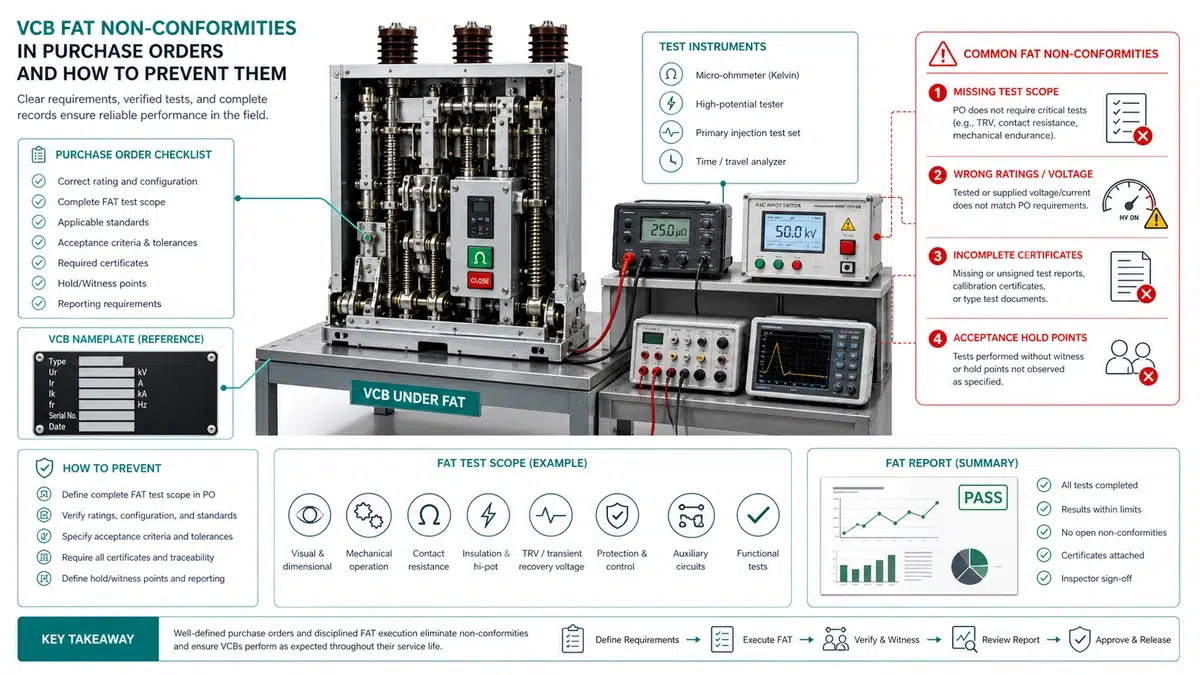
वैक्यूम सर्किट ब्रेकरों पर फैक्टरी स्वीकृति परीक्षण (FAT) में विफलताएँ शायद ही कभी आश्चर्यजनक होती हैं। ये उस श्रृंखला का दृश्यमान अंत हैं जिसकी शुरुआत खरीद आदेश से होती है। यह मार्गदर्शिका बताती है कि FAT चरण में गैर-अनुरूपताओं का निदान कैसे करें, छिपी हुई खामियों के लिए परीक्षण रिपोर्ट कैसे पढ़ें, विफलताओं को रोकने वाले प्रावधान कैसे लिखें, और बिना समय-सारिणी खोए NCRs को कैसे बंद करें।.
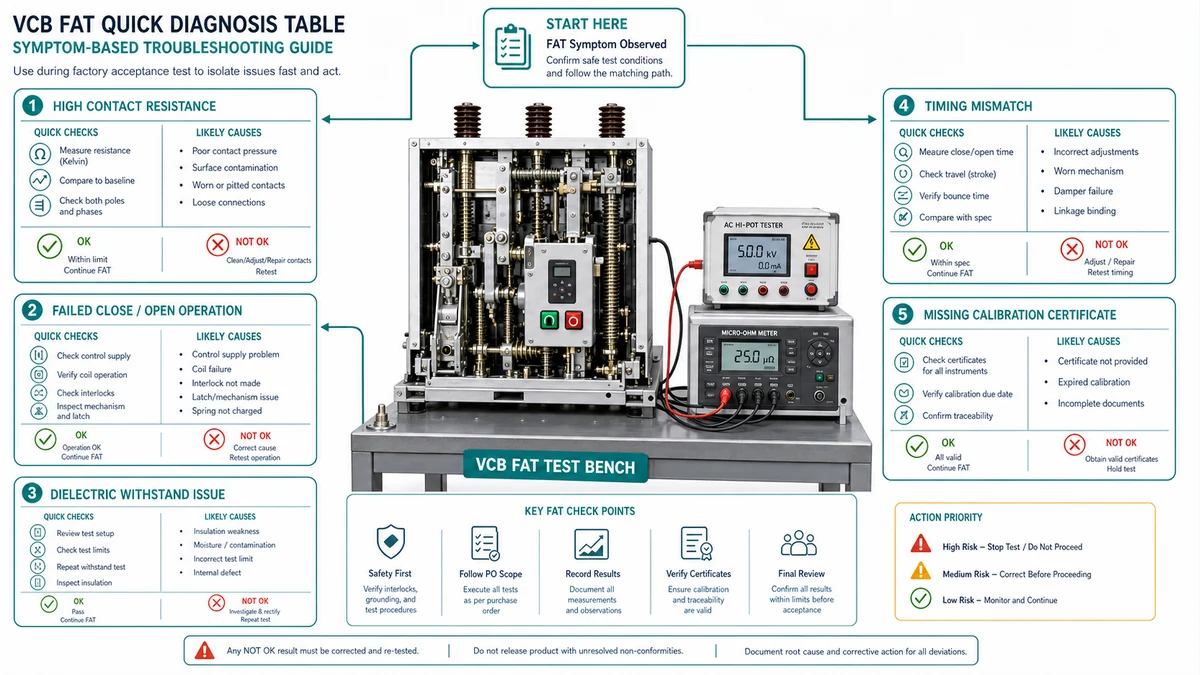
किसी भी FAT गवाह सत्र की शुरुआत में या प्रस्तुत FAT रिपोर्ट की समीक्षा करते समय इस तालिका का उपयोग करें। यह सबसे आम लक्षणों को प्रथम परीक्षण, संभावित मूल कारण और अगली कार्रवाई से जोड़ती है।.
| लक्षण | पहला टेस्ट | संभावित मूल कारण | अगली कार्रवाई |
|---|---|---|---|
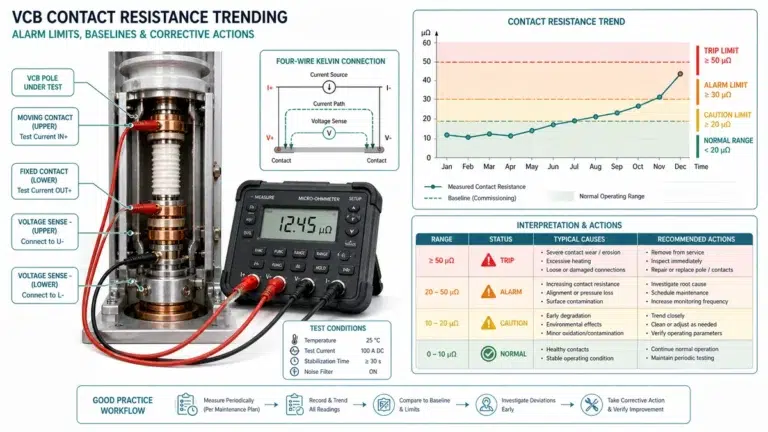
| सीमा से ऊपर संपर्क प्रतिरोध | प्रत्येक पोल पर 100 A DC इंजेक्शन (DLRO) से पुनः माप करें। | घिसे हुए संपर्क, अपर्याप्त क्लैंपिंग टॉर्क, सतह की संदूषण | एनसीआर बढ़ाएँ; पुनः कार्य और पूर्ण पुनःपरीक्षण का अनुरोध करें। |
| डाइइलेक्ट्रिक सहनशीलता विफलता | दूषण, नमी, क्रिपिंग दूरी के लिए निरीक्षण करें। | नमी का प्रवेश, सतही ट्रैकिंग, गलत क्लियरेंस | बिना शर्त अस्वीकृति; कोई UAI अनुमत नहीं |
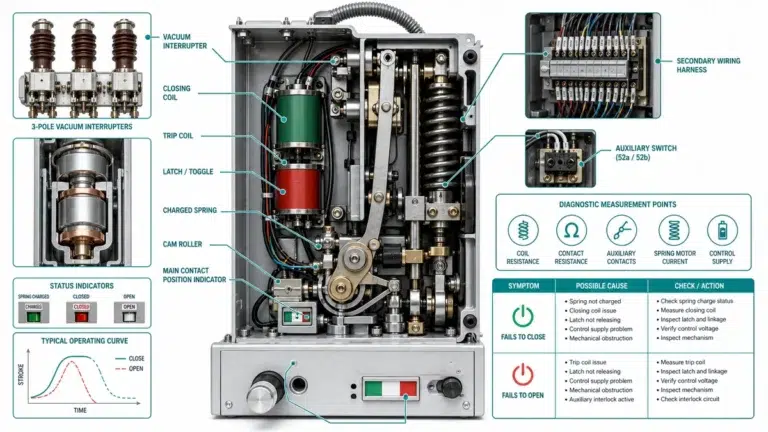
| बैंड के बाहर बंद या खोलने का समय | रेटेड नियंत्रण वोल्टेज के 85%, 100%, और 110% पर पुनः परीक्षण करें। | वसंत तनाव गलत, डैशपॉट दोष, नियंत्रण वोल्टेज कम | मैकेनिज्म समायोजित करें; पूर्ण टाइमिंग अनुक्रम का पुनः परीक्षण करें। |
| इंटर-पोल टाइमिंग स्कैटर > 3 मिलीसेकंड | टाइमिंग एनालाइज़र आउटपुट से प्रत्येक पोल का समय निकालें। | असमान स्प्रिंग लोडिंग, पोल तंत्र का घिसाव | एनसीआर बढ़ाएँ; केवल डेटाशीट से नहीं, बल्कि पीओ सहनशीलता से तुलना करें। |
| 1,000 मोम से कम इन्सुलेशन प्रतिरोध | परिवेशीय तापमान पर 24 घंटे सूखने के बाद पुनः परीक्षण करें। | भंडारण या परिवहन के दौरान नमी का अवशोषण | सशर्त असफलता; स्वीकृति से पहले जांच करें |
| 85% Vc पर ट्रिप कॉइल संचालित नहीं होती। | कोइल प्रतिरोध मापें; नामपट्टिका से तुलना करें। | गलत कॉइल विनिर्देश, वाइंडिंग दोष, नियंत्रण वोल्टेज असंगति | बैटरी डिस्चार्ज वक्र की क्रॉस-संदर्भ जांच करें; यदि रेंज अपर्याप्त हो तो कॉइल बदलें। |
| टेस्ट प्रमाणपत्र या अनुभाग अनुपस्थित | QA साइन-ऑफ़ लॉग और परीक्षण अनुक्रम रिकॉर्ड की जाँच करें। | अधूरी QA प्रक्रिया, विचलन सूचना के बिना परीक्षण माफ किया गया | गैर-अनुपालन को दस्तावेजीकरण के रूप में दर्ज करें; रिपोर्ट को अंतिम रूप में स्वीकार न करें। |
| नेमप्लेट डेटा असंगति | नामपट्टा की तुलना पीओ लाइन आइटम्स से करें। | लिपिकीय त्रुटि, गलत लेबल बैच लागू हो गया | एनसीआर बढ़ाएँ; साइट पर रिले सेटिंग त्रुटियों से बचने के लिए शिपमेंट से पहले सुधारें। |
विवादित FAT परिणाम अक्सर गलत उपकरण, समाप्त हो चुकी कैलिब्रेशन, या गलत स्वीकृति दस्तावेज़ से उत्पन्न होते हैं। यह तालिका प्रत्येक महत्वपूर्ण माप के लिए सही उपकरण और प्राधिकृत स्रोत को परिभाषित करती है।.
| मापन | आवश्यक वाद्ययंत्र | न्यूनतम विनिर्देश | स्वीकृति स्रोत | गलत उपकरण क्यों विफल होता है |
|---|---|---|---|---|
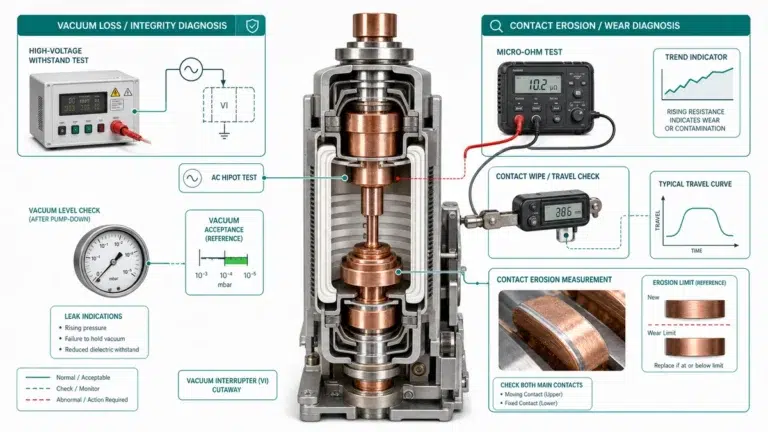
| संपर्क प्रतिरोध | माइक्रो-ओहममीटर (डीएलआरओ) | 100 A डीसी इंजेक्शन | निर्माता प्रकार-परीक्षण रिपोर्ट, फिर पीओ सीमा | कम धारा वाले ओहममीटर चांदी-चढ़ाए संपर्कों पर फिल्म प्रतिरोध को नहीं पकड़ पाते। |
| इन्सुलेशन प्रतिरोध | इन्सुलेशन प्रतिरोध परीक्षक | IEC 62271-1 के अनुसार 2.5 kV या 5 kV डीसी | IEC 62271-1 तालिका 1; यदि अधिक सख्त हो तो PO | 500 V के टेस्टर मध्यम-वोल्टेज इन्सुलेशन पर पर्याप्त तनाव नहीं डाल सकते। |
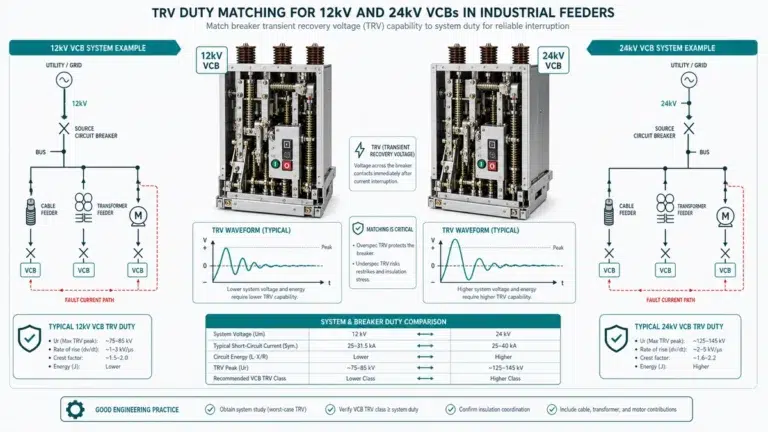
| शक्ति-आवृत्ति सहनशीलता | एसी हाइपोटेस्टर | निर्दिष्ट वोल्टेज वर्ग के अनुसार (उदाहरण के लिए, 12 kV VCB के लिए 28 kV) | IEC 62271-100 तालिका 1; PO वोल्टेज वर्ग | डीसी हाइपोट प्रत्यक्ष विकल्प नहीं है; विभिन्न विफलता मोड लागू होते हैं। |
| समय (बंद/खोलना/फिर से बंद करना) | समर्पित सर्किट ब्रेकर विश्लेषक | रिज़ॉल्यूशन <= 0.1 मिलीसेकंड | निर्माता प्रकार-परीक्षण बैंड; यदि निर्दिष्ट हो तो पीओ सहिष्णुता | बिना कैलिब्रेटेड ट्रांसड्यूसर वाले ऑसिलोस्कोप सेटअप प्रणालीगत त्रुटि उत्पन्न करते हैं। |
| यांत्रिक यात्रा और अति-यात्रा | रेखीय विस्थापन ट्रांसड्यूसर या कैलिब्रेटेड डायल गेज | +/- 0.1 मिमी संकल्प | निर्माता प्रकार-परीक्षण रिपोर्ट | गतिशील भागों पर रूलर से माप दोहराए नहीं जा सकते। |
| वैक्यूम अखंडता | खुले संपर्कों पर पावर-फ्रीक्वेंसी सहनशीलता | रेटेड वोल्टेज क्लास के लिए IEC 62271-1 के अनुसार | IEC 62271-100; कोई सीमांत क्षेत्र नहीं | कोई प्रत्यक्ष क्षेत्रीय विकल्प नहीं; यह परीक्षण वैक्यूम बोतल की स्थिति का प्रतिनिधि है। |
| आंशिक निर्वहन | आईईसी 60270 के अनुसार पीडी डिटेक्टर | PO या IEC 62271-1 के अनुसार संवेदनशीलता | pC में पीओ स्वीकृति सीमा | मानक हाइपोट परीक्षक पीडी का पता नहीं लगाते; इसके लिए अलग उपकरण आवश्यक है। |
| सहायक संपर्क समयन | सहायक चैनल सहित सर्किट ब्रेकर विश्लेषक | रिज़ॉल्यूशन <= 0.1 मिलीसेकंड | पीओ रिले इंटरफ़ेस विनिर्देश | गलत सहायक समयकरण सुरक्षा इंटरलॉकिंग को प्रभावित करता है। |
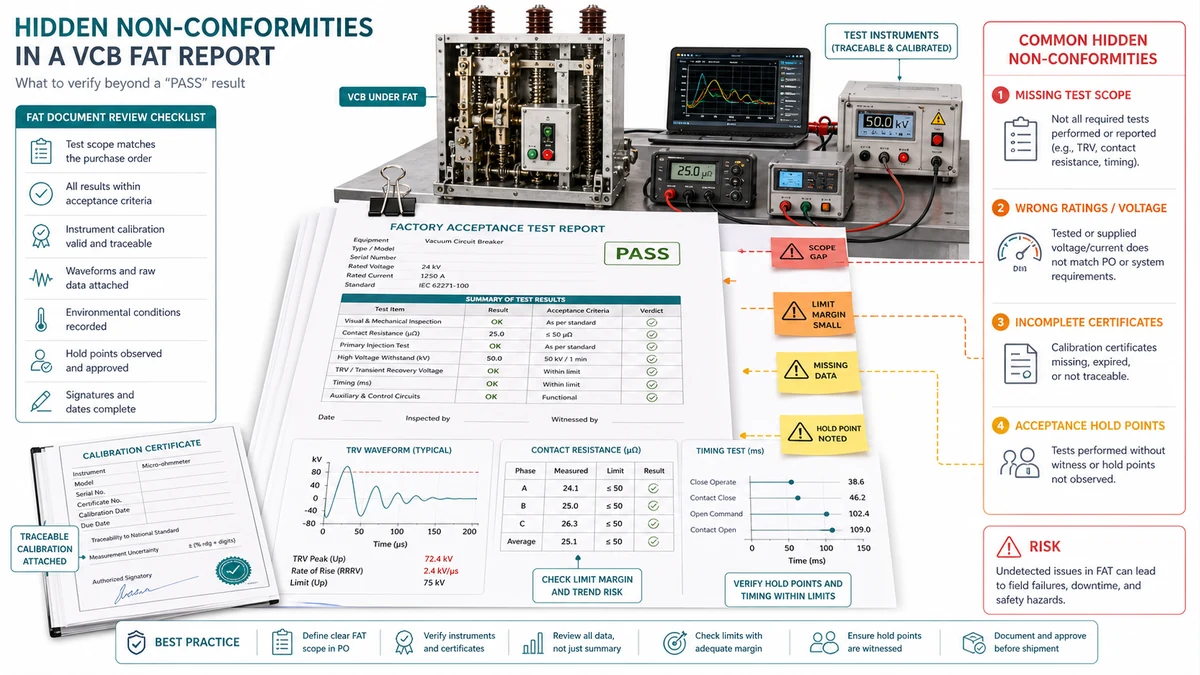
सतही तौर पर पास होने वाली रिपोर्ट में भी अंतर्निहित गैर-अनुरूपताएँ हो सकती हैं: ऐसे मान जो तकनीकी रूप से स्वीकृति सीमा को पार कर लेते हैं, लेकिन संकेत देते हैं कि एक इकाई अपनी सीमा के पास काम कर रही है। रिपोर्ट को एक संरचित डेटा स्रोत के रूप में लें, न कि पास/फेल प्रमाणपत्र के रूप में।.
चरण 1: किसी भी परिणाम को पढ़ने से पहले पूर्णता सत्यापित करें।. यह पुष्टि करें कि रिपोर्ट में डाइइलेक्ट्रिक परीक्षण, प्रति पोल संपर्क प्रतिरोध, यांत्रिक स्थायित्व रिकॉर्ड, क्लोजिंग और ट्रिपिंग कॉइल्स के लिए न्यूनतम पिकअप वोल्टेज, इन्सुलेशन प्रतिरोध, टाइमिंग परिणाम और वैक्यूम अखंडता की पुष्टि शामिल है। कोई अनुपस्थित अनुभाग यह दर्शाता है कि परीक्षण या तो नहीं किया गया था या उसकी गवाह नहीं की गई थी।.
चरण 2: सही मानक संशोधन के साथ क्रॉस-रेफरेंस करें।. IEC 62271-100 और IEEE C37.09 के पास एक ही पैरामीटर के लिए अलग-अलग स्वीकृति मानदंड हैं। यदि आपका PO एक को निर्दिष्ट करता है और फैक्टरी ने दूसरे के अनुसार परीक्षण किया है, तो परिणाम गैर-अनुरूप हो सकता है, भले ही संख्या स्वीकार्य लगे।.
| परीक्षण | पीओ स्वीकृति सीमा | मूल्य रिपोर्ट करें | अंतर | स्थिति |
|---|---|---|---|---|
| संपर्क प्रतिरोध (प्रति पोल) | <= 50 माइक्रो-ओम | 47 माइक्रो-ओम | 6% | निहित जोखिम |
| बंद होने का समय | 50-60 मिलीसेकंड | 58 मिलीसेकंड | 3.3% | निहित जोखिम |
| अंतर-ध्रुवीय प्रसरण (निकट) | <= 3 मिलीसेकंड | 6 मिलीसेकंड | – | अनुपालनहीनता |
| न्यूनतम यात्रा वोल्टेज | <= 70% Vc | 681टीपी3टी वीसी | 2.9% | निहित जोखिम |
| इन्सुलेशन प्रतिरोध | >= 1,000 मोम | 1,200 मोम | 20% | स्वीकार्य |
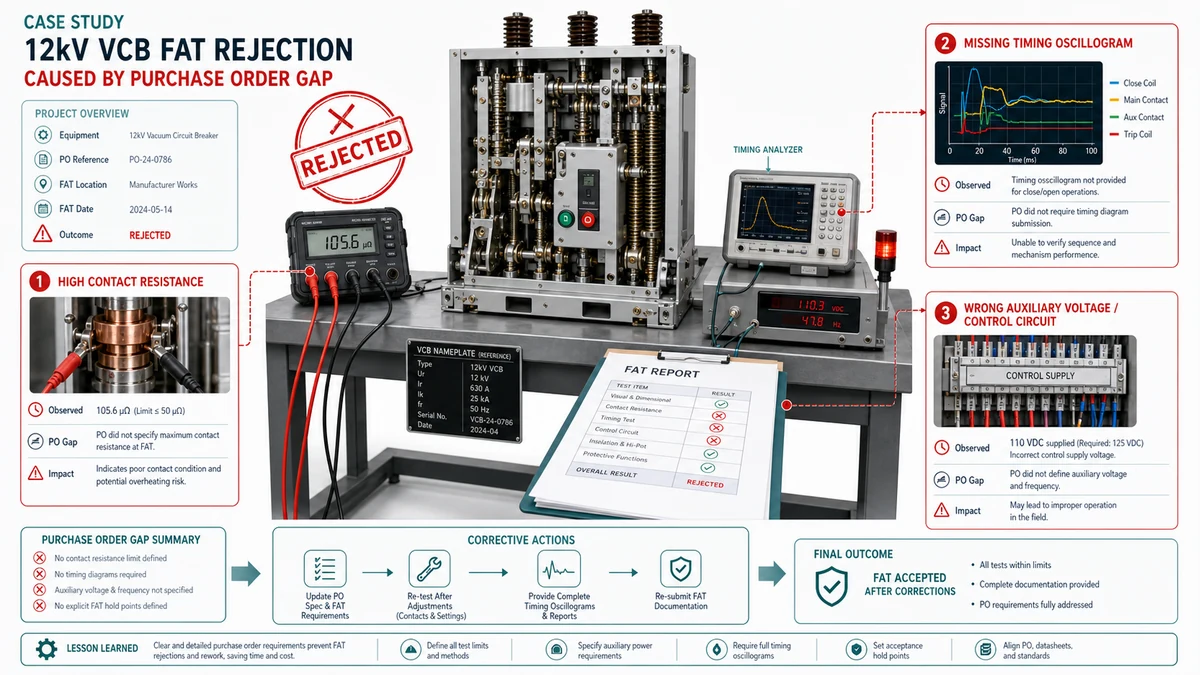
एक यूटिलिटी सबस्टेशन परियोजना में फीडर सुरक्षा सेवा के लिए बारह 12 kV वैक्यूम सर्किट ब्रेकर निर्दिष्ट किए गए। खरीद आदेश में IEC 62271-100 का संदर्भ दिया गया और 25 kA की रेटेड शॉर्ट-सर्किट ब्रेकिंग करंट सूचीबद्ध की गई।.
स्पेसिफिकेशन से बाहर संपर्क प्रतिरोध।. दो इकाइयों पर मापे गए मान निर्माता की आंतरिक सीमा 60 माइक्रो-ओम के मुकाबले 68 से 74 माइक्रो-ओम के बीच थे। चूंकि पीओ में कोई स्पष्ट संपर्क प्रतिरोध सीमा और कोई संदर्भित एफएटी प्रक्रिया नहीं थी, अस्वीकृति अंततः इस आधार पर जारी की गई कि विचलन निर्माता द्वारा प्रकाशित डेटाशीट से अधिक था। विवाद ने स्वीकृति हस्ताक्षर को ग्यारह दिनों तक विलंबित कर दिया।.
ट्रिप कॉइल का परिचालन वोल्टेज सहनशीलता सीमा से बाहर है।. पीओ ने 110 V DC ट्रिप कॉइल्स निर्दिष्ट कीं, लेकिन स्वीकार्य वोल्टेज सीमा का उल्लेख नहीं किया। पहुँचाई गई कॉइल्स 88 V DC से 132 V DC तक संचालित हुईं। परियोजना सुरक्षा योजना दोष की स्थिति में न्यूनतम 80 V DC बैटरी वोल्टेज के लिए डिज़ाइन की गई थी, जो कॉइल की गारंटीकृत संचालन सीमा से बाहर है। यह असंगति FAT के दौरान पाई गई, रिले समन्वय समीक्षा के दौरान नहीं।.
| अनुपालनहीनता | प्रत्यक्ष कारण | पीओ गैप |
|---|---|---|
| उच्च संपर्क प्रतिरोध | विधान सभा गुणवत्ता भिन्नता | PO या संदर्भित FAT प्रक्रिया में अधिकतम प्रतिरोध मान निर्दिष्ट नहीं है। |
| ट्रिप कॉइल वोल्टेज असंगति | संरक्षण डिजाइन खरीद के साथ समन्वित नहीं है। | वोल्टेज सहनशीलता बैंड अनुपस्थित; बैटरी के निर्वहन समाप्ति वोल्टेज का क्रॉस-रेफरेंस नहीं किया गया। |
| गलत सहनशक्ति वर्ग | विरोधाभासी दस्तावेज़ | मौखिक समझौता जारी पीओ में शामिल नहीं किया गया; एम1 डिफ़ॉल्ट रूप से चयनित |
खरीद आदेश में IEC 62271-100 का उल्लेख करना आवश्यक है, लेकिन पर्याप्त नहीं। यह मानक निर्माताओं को अनुक्रम, कैलिब्रेशन अंतराल और सीमांत परिणामों के स्वीकृति मानदंडों के संबंध में पर्याप्त लचीलापन प्रदान करता है।.
डाइइलेक्ट्रिक सहनशीलता. इसका उपयोग न करें: “डाइइलेक्ट्रिक परीक्षण IEC 62271-100 के अनुसार किए जाने चाहिए।” इसके बजाय उपयोग करें: “पावर-फ्रीक्वेंसी सहनशीलता परीक्षण खुले संपर्कों पर और प्रत्येक पोल तथा पृथ्वी के बीच [X] kV rms पर 60 सेकंड के लिए, परिवेशी तापमान 10°C से 40°C के बीच और सापेक्ष आर्द्रता 75% से अधिक न होने पर लागू किए जाएँ। आंशिक निर्वहन को [X] kV पर मापा जाना चाहिए और यह [Y] pC से अधिक नहीं होना चाहिए। परीक्षण के समय के परिवेशीय परिस्थितियों को परीक्षण रिपोर्ट में दर्ज किया जाना चाहिए।”
समय और यात्रा।. बचना चाहिए: “यांत्रिक संचालन परीक्षण सही कार्यप्रणाली को सत्यापित करेंगे।” इसके बजाय उपयोग करें: “संपर्क बंद होने का समय [X +/- Y] मिलीसेकंड होगा। संपर्क खुलने का समय [A +/- B] ms होना चाहिए। सभी माप नाममात्र नियंत्रण वोल्टेज पर लिए जाएँ और नाममात्र नियंत्रण वोल्टेज के 85% और 110% पर दोहराए जाएँ। व्यक्तिगत परिणाम दर्ज किए जाएँ; औसत परिणाम व्यक्तिगत रीडिंग्स के स्थान पर स्वीकार्य नहीं हैं।”
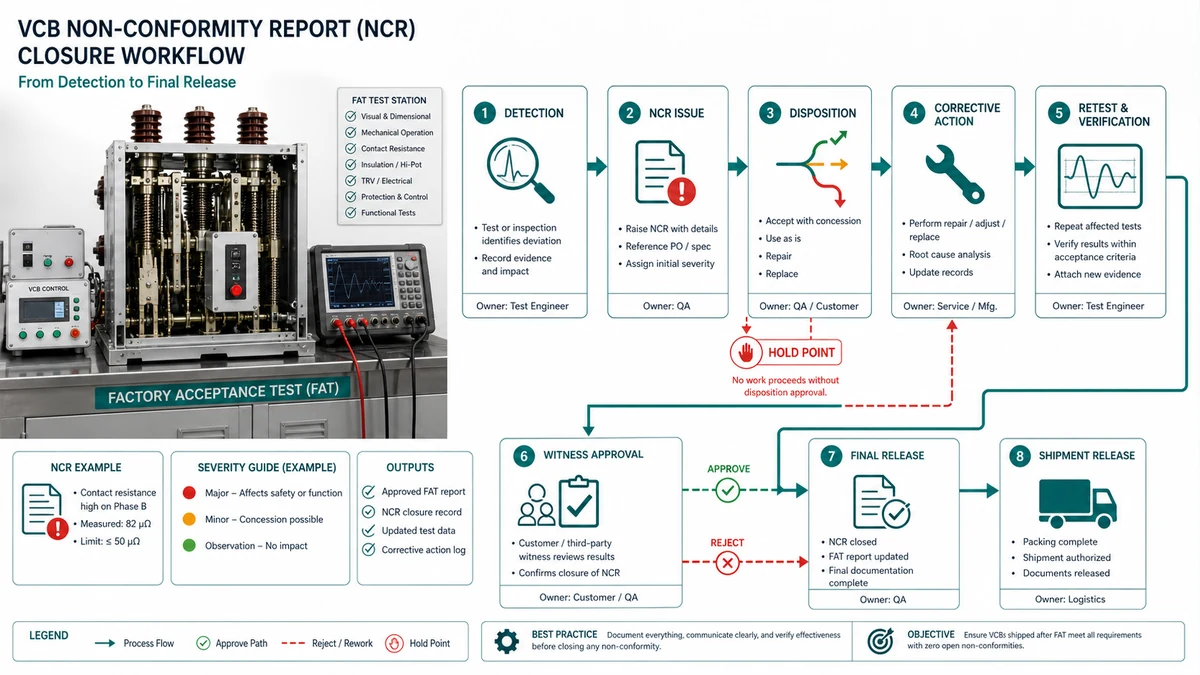
जब कोई गैर-अनुपालन उठाया जाता है, तो दो प्रतिस्पर्धी दबावों के बीच समय की दौड़ शुरू हो जाती है: दोष को सही ढंग से ठीक करना और वितरण तिथि की रक्षा करना। प्रत्येक एनसीआर को चार परिभाषित चरणों से गुजरना चाहिए।.
पहचान और दस्तावेजीकरण।. निरीक्षक विफलता के बिंदु पर एक औपचारिक NCR दर्ज करता है, जिसमें किए गए परीक्षण, मापा गया परिणाम, लागू स्वीकृति मानदंड, तथा पता लगाने की तिथि और समय शामिल होते हैं। मौखिक समझौते NCR दर्ज किए जाने के रूप में नहीं माने जाते।.
निपटान निर्णय।. निर्माता का गुणवत्ता प्रतिनिधि और खरीदार का निरीक्षक संयुक्त रूप से एक निपटान कोड निर्धारित करते हैं।.
| व्यवस्था कोड | अर्थ | जब यह लागू होता है |
|---|---|---|
| जैसा है, वैसा ही उपयोग करें (UAI) | बिना पुनः कार्य के स्वीकार करें | विचलन इंजीनियरिंग सहनशीलता के भीतर है; लिखित औचित्य आवश्यक है। |
| पुनः कार्य | ठीक करें और पुनः परीक्षण करें | खामी को परीक्षण अनुसूची के भीतर कारखाने में ठीक किया जा सकता है। |
| मरम्मत | गैर-मानक सुधार; इंजीनियरिंग अनुमोदन आवश्यक | संरचनात्मक दोष जहाँ मानक पुनःकार्य संभव नहीं है। |
| सप्लायर पर लौटें | घटक-स्तर पर अस्वीकृति | बाहरी स्रोत से प्राप्त दोषपूर्ण उप-घटक |
| स्क्रैप/प्रतिस्थापित करें | इकाई या असेंबली दोषी ठहराई गई | दोष डाइइलेक्ट्रिक अखंडता या यांत्रिक सुरक्षा से समझौता करता है। |
| अनुपालनहीनता का प्रकार | स्वीकार्य निपटान | जोखिम भरा स्वभाव | टिप्पणियाँ |
|---|---|---|---|
| सीमा से ऊपर संपर्क प्रतिरोध | पुनः कार्य + पुनः परीक्षण | यूएआई | बढ़ा हुआ प्रतिरोध सतही संदूषण या अपर्याप्त संपर्क बल को इंगित करता है। |
| आईईसी बैंड के बाहर ट्रिपिंग समय | पुनः कार्य (यंत्रिका समायोजन) + पुनः परीक्षण | यूएआई | समय विचलन सुरक्षा समन्वय को प्रभावित करते हैं; स्थापना के बाद क्षेत्रीय समायोजन शायद ही कभी संभव होता है। |
| डाइइलेक्ट्रिक सहनशीलता विफलता | पुनः कार्य + पूर्ण पुनःपरीक्षण अनुक्रम | यूएआई या सशर्त जहाज | कोई अपवाद नहीं; पुनःकार्य के बाद आंशिक पुनःपरीक्षण अपर्याप्त है। |
| गलत सीटी अनुपात | आपूर्तिकर्ता + प्रतिस्थापन पर लौटें | यूएआई | CT अनुपात त्रुटियाँ पूरे सिस्टम में मीटरिंग और सुरक्षा सटीकता को प्रभावित करती हैं। |
| अधूरे दस्तावेज़ीकरण | सुधारात्मक कार्रवाई (पुनः परीक्षण की आवश्यकता नहीं) | बिना समयसीमा के सशर्त शिपमेंट | एक सख्त समयसीमा निर्धारित करें; कमीशनिंग के दौरान दस्तावेज़ीकरण में खामियाँ बढ़ती जाती हैं। |
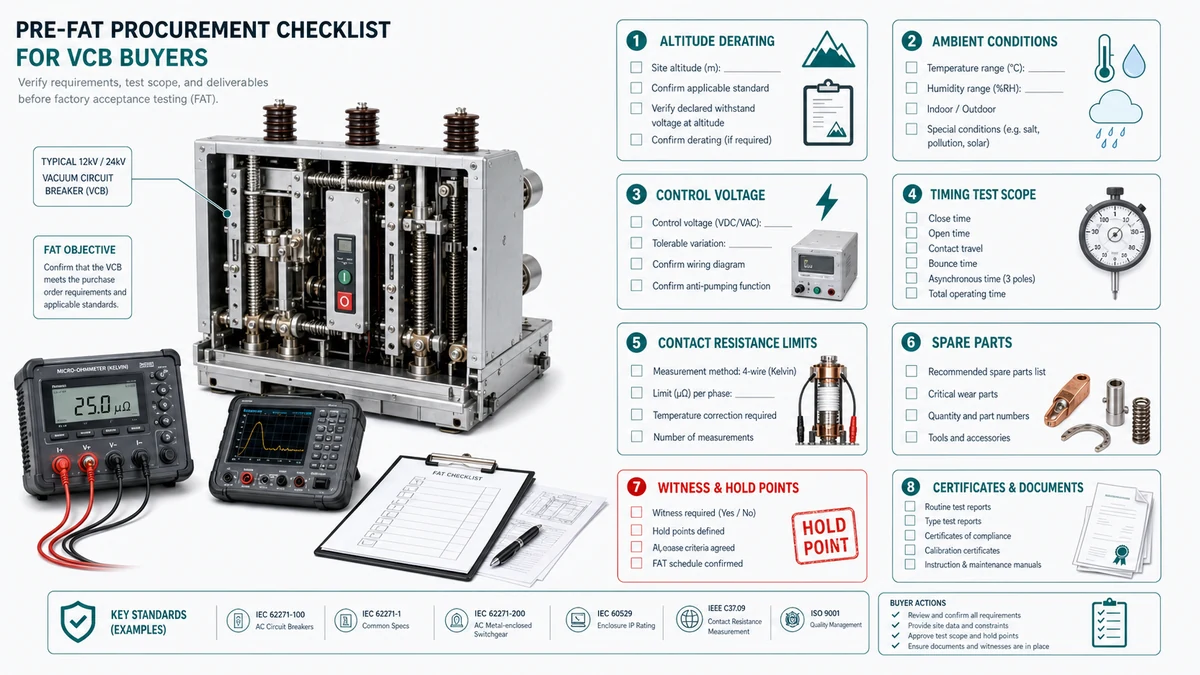
जब तक एक गवाह इंजीनियर निर्माता की परीक्षण बे पर पहुँचता है, विनिर्देश संबंधी अंतरालों को बिना लागत और समय-सारिणी पर प्रभाव डाले सुधारने का अवसर काफी हद तक समाप्त हो चुका होता है। निर्धारित FAT गवाह तिथि से कम से कम छह सप्ताह पहले इन चरों का ऑडिट करें।.
ऊँचाई और डाइइलेक्ट्रिक सुधार।. यदि स्थापना स्थल 1,000 मीटर से ऊपर स्थित है, तो PO को वास्तविक ऊँचाई बतानी चाहिए ताकि निर्माता IEC 62271-1 के अनुसार सही डेरेटिंग फैक्टर लागू कर सके। समुद्र तल पर फैक्टरी परिस्थितियों में किए गए FATs, ब्रेकर के ऊँचाई पर ऊर्जा प्राप्त करने पर अपर्याप्त नाममात्र रेटिंग्स पर ही मान्य रहेंगे।.
परिवेशीय तापमान और आर्द्रता वर्ग।. ट्रॉपिकल या तटीय स्थल जहाँ निरंतर उच्च आर्द्रता बनी रहती है, उन्हें एक परिभाषित आर्द्रता वर्ग की आवश्यकता होती है और कई मामलों में संघनन-रोधी हीटर विनिर्देशों की भी। यदि पीओ आर्द्रता वर्गीकरण को छोड़ देता है, तो एफएटी में आपके वातावरण के अनुरूप आर्द्रता सहनशीलता जांच शामिल नहीं होगी।.
क्षेत्रीय निर्णय को सही उत्पाद, परीक्षण और खरीद कार्यप्रवाह से जोड़ने के लिए इन XBRELE संदर्भों का उपयोग करें: XBRELE उत्पाद पृष्ठ, XBRELE वैक्यूम सर्किट ब्रेकर श्रृंखला, वीसीबी रेटिंग गाइड, वीसीबी फैट/सैट स्वीकृति चेकलिस्ट, माइक्रो-ओम संपर्क प्रतिरोध परीक्षण गाइड।.
बाहरी विधि संदर्भ के लिए, साइट प्रक्रिया की तुलना सार्वजनिक से करें। आईईईई सी37.09 मानक पृष्ठ और फिर आपूर्ति किए गए उपकरण के लिए सटीक OEM मैनुअल और परियोजना विनिर्देशों को लागू करें।.
क्षेत्रीय उदाहरण: सेवा निरीक्षण के दौरान, एक फेज अपनी कमीशनिंग आधाररेखा से बाहर मापा गया, जबकि अन्य दो फेज स्थिर रहे। टीम ने सत्यापित लीड्स के साथ माप दोहराया, टाइमिंग और संपर्क यात्रा की जाँच की, और मापे गए विचलन का उपयोग करके संपर्क-दबाव की समस्या को सामान्य सतह-सफाई की समस्या से अलग किया।.
FAT गैर-अनुपालन कोई भी मापा गया परिणाम, कोई भी अनुपस्थित दस्तावेज़, या कोई असफल कार्यात्मक जाँच है जो ब्रेकर के निर्माता की सुविधा छोड़ने से पहले सहमत विनिर्देश से विचलित होती है। यह विद्युत संबंधी (संपर्क प्रतिरोध, समय-सीमा, डाइइलेक्ट्रिक सहनशीलता), यांत्रिक (गति, इंटरलॉक कार्य, रैकिंग), या दस्तावेजी (गैर-मौजूद प्रमाणपत्र, गलत नामपट्टा डेटा) हो सकता है।.
डाइइलेक्ट्रिक सहनशीलता विफलताएं और टाइमिंग विचलन इंस्टॉलेशन के बाद सबसे अधिक जोखिम पैदा करते हैं क्योंकि ये सीधे ब्रेकर की निर्धारित समय के भीतर दोष धारा को विरामित करने की क्षमता को प्रभावित करते हैं। बिना सुधार के स्वीकार की गई संपर्क प्रतिरोध विफलताएं समय के साथ निर्धारित धारा पर अधिक गर्मी उत्पन्न करती हैं।.
UAI केवल उन विचलनों के लिए अनुमत है जो इंजीनियरिंग सहनशीलता के भीतर आते हैं और एक जिम्मेदार इंजीनियर द्वारा हस्ताक्षरित लिखित तकनीकी औचित्य से समर्थित होते हैं। UAI डाइइलेक्ट्रिक परीक्षण विफलताओं, निर्माता द्वारा प्रकाशित सहनशीलता से बाहर संपर्क प्रतिरोध परिणामों, या IEC 62271-100 सीमाओं से बाहर ट्रिपिंग समय के लिए स्वीकार्य नहीं है।.
मार्जिन अनुपात की गणना करें: मार्जिन (%) = [(सीमा – मापा गया मान) / सीमा] x 100। किसी भी पैरामीटर को, जहाँ मार्जिन 15% से नीचे आ जाए, एक अंतर्निहित गैर-अनुरूपता के रूप में चिह्नित करें, भले ही रिपोर्ट इसे पास दिखाए।.
रिपोर्ट में प्रत्येक मापे गए पैरामीटर के लिए व्यक्तिगत संख्यात्मक परिणाम और निर्दिष्ट स्वीकृति सीमा शामिल होनी चाहिए; प्रत्येक उपयोग किए गए उपकरण का सीरियल नंबर और कैलिब्रेशन प्रमाणपत्र संदर्भ; प्रत्येक परीक्षण के समय का परिवेशीय तापमान, आर्द्रता और नियंत्रण वोल्टेज; प्रत्येक परीक्षण करने वाले तकनीशियन का नाम और हस्ताक्षर; तथा पुनः परीक्षण की आवश्यकता वाले किसी भी परिणाम का स्पष्ट संकेत, जिसमें प्रारंभिक और अंतिम दोनों परिणाम दर्ज हों। पास/फेल सारांश पत्र कमीशनिंग आधारभूत उद्देश्यों के लिए अपर्याप्त हैं।.
निर्धारित निरीक्षण तिथि से कम से कम छह सप्ताह पहले मसौदा FAT प्रक्रिया, लागू प्रकार परीक्षण रिपोर्टें, मुहरबंद सहायक परिपथ योजना, तथा निरीक्षण और परीक्षण योजना का अनुरोध करें। यदि आपूर्तिकर्ता उस अवधि के भीतर इन दस्तावेजों को प्रस्तुत नहीं कर पाता है, तो इसे गुणवत्ता प्रबंधन प्रक्रिया में एक गैर-अनुरूपता मानें।.
होल्ड पॉइंट का अर्थ है कि निर्माता पिछले चरण के परिणाम की लिखित खरीदार स्वीकृति के बिना अगले परीक्षण चरण में आगे नहीं बढ़ सकता। विटनेस पॉइंट का अर्थ है कि खरीदार को उपस्थित होने का अधिकार है, लेकिन यदि खरीदार लिखित रूप में अपनी उपस्थिति से छूट दे दे तो परीक्षण जारी रह सकता है।.