Benötigen Sie die vollständigen Spezifikationen?
Laden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordern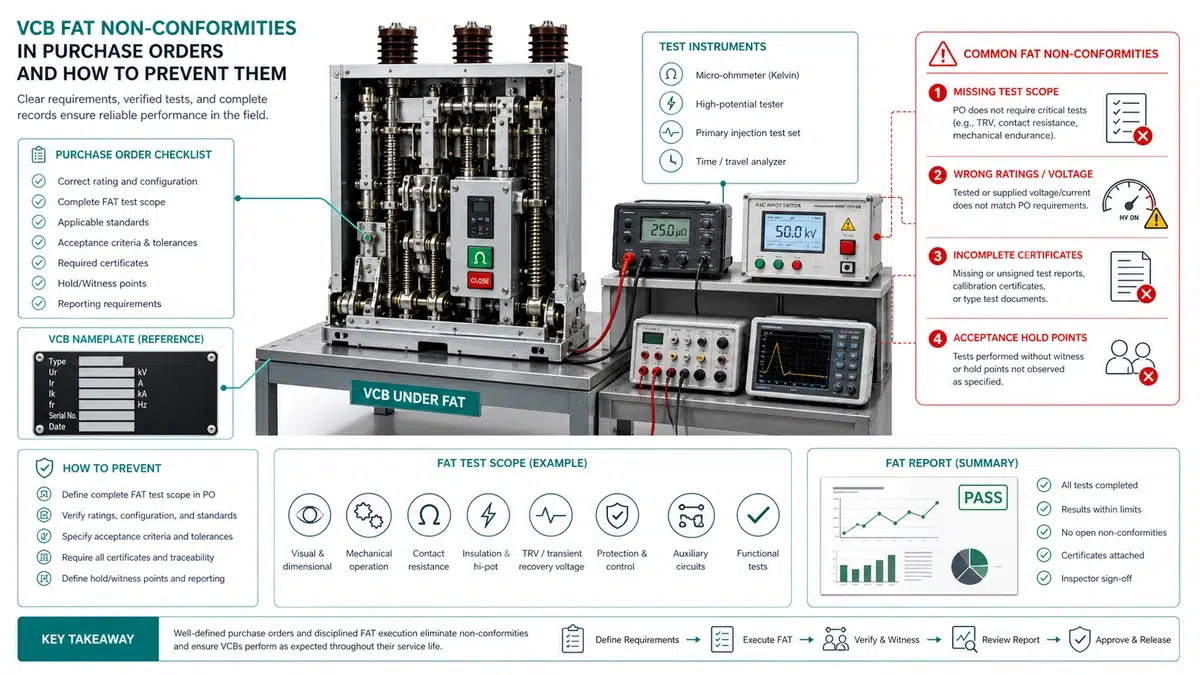
Fehler bei der Werksabnahmeprüfung von Vakuum-Leistungsschaltern sind selten eine Überraschung. Sie sind das sichtbare Ende einer Kette, die mit der Bestellung beginnt. In diesem Leitfaden erfahren Sie, wie Sie Nichtkonformitäten in der FAT-Phase diagnostizieren, Prüfberichte auf versteckte Mängel hin lesen, Klauseln zur Vermeidung von Fehlern verfassen und NCRs ohne Zeitverlust abschließen.
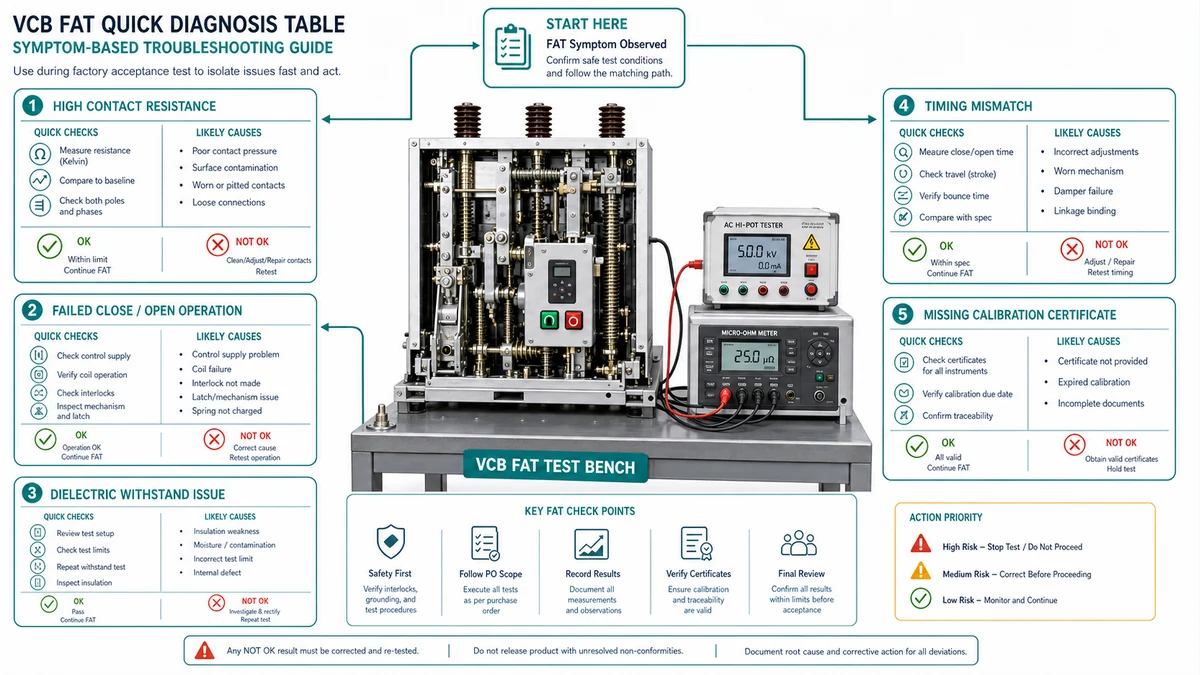
Verwenden Sie diese Tabelle zu Beginn einer FAT-Sitzung oder bei der Überprüfung eines eingereichten FAT-Berichts. Sie ordnet die häufigsten Symptome einem ersten Test, einer wahrscheinlichen Grundursache und der nächsten Maßnahme zu.
| Symptom | Erster Test | Wahrscheinliche Grundursache | Nächste Aktion |
|---|---|---|---|
| Übergangswiderstand über dem Grenzwert | Nachmessung mit 100 A Gleichstromeinspeisung (DLRO) pro Pol | Verschlissene Kontakte, unzureichendes Anzugsmoment, Oberflächenverschmutzung | NCR erheben; Nacharbeit und vollständige Wiederholungsprüfung anfordern |
| Dielektrische Festigkeit | Prüfung auf Verschmutzung, Feuchtigkeit, Kriechstrecke | Eindringen von Feuchtigkeit, Oberflächenverfolgung, falscher Abstand | Unbedingte Ablehnung; keine UAI erlaubt |
| Schließ- oder Öffnungszeit außerhalb der Band | Wiederholungsprüfung bei 85%, 100% und 110% der Nennsteuerspannung | Falsche Federspannung, Fehler im Dashpot, niedrige Steuerspannung | Mechanismus einstellen; vollständige Zeitfolge erneut testen |
| Zeitstreuung zwischen den Polen > 3 ms | Extrahieren einzelner Polzeiten aus dem Timing-Analyzer-Ausgang | Ungleichmäßige Federbelastung, Verschleiß des Polmechanismus | NCR erheben; mit der PO-Toleranz vergleichen, nicht nur mit dem Datenblatt |
| Isolationswiderstand unter 1.000 Mohm | Wiederholungsprüfung nach 24-stündiger Trocknung bei Raumtemperatur | Feuchtigkeitsaufnahme während der Lagerung oder des Transports | Bedingtes Scheitern; Untersuchung vor Annahme |
| Auslösespule arbeitet nicht bei 85% Vc | Spulenwiderstand messen; mit Typenschild vergleichen | Falsche Spulenspezifikation, Wicklungsfehler, Fehlanpassung der Steuerspannung | Entladekurve der Batterie vergleichen; bei unzureichender Reichweite Spule ersetzen |
| Fehlende Prüfbescheinigung oder fehlender Abschnitt | Überprüfung des QA-Abzeichnungsprotokolls und des Prüfablaufprotokolls | Unvollständiges QA-Verfahren, Verzicht auf Prüfung ohne Abweichungsmeldung | Dokumentieren Sie die Nichtkonformität als Dokumentation; akzeptieren Sie den Bericht nicht als endgültig |
| Daten auf dem Typenschild stimmen nicht überein | Vergleichen Sie das Typenschild mit den PO-Positionen | Irrtum, falsches Etikett angebracht | Erhöhen Sie den NCR; korrigieren Sie ihn vor dem Versand, um Fehler bei der Relaiseinstellung am Standort zu vermeiden. |
Umstrittene FAT-Ergebnisse lassen sich häufig auf das falsche Messgerät, eine abgelaufene Kalibrierung oder ein falsches Abnahmeprotokoll zurückführen. Diese Tabelle definiert das richtige Instrument und die maßgebliche Quelle für jede kritische Messung.
| Messung | Erforderliches Instrument | Minimale Spezifikation | Akzeptanz Quelle | Warum das falsche Werkzeug scheitert |
|---|---|---|---|---|
| Durchgangswiderstand | Mikro-Ohmmeter (DLRO) | 100 A DC-Einspeisung | Hersteller-Typenprüfungsbericht, dann PO-Limit | Schwachstrom-Ohmmeter übersehen Schichtwiderstand an versilberten Kontakten |
| Isolationswiderstand | Isolationswiderstandsprüfer | 2,5 kV oder 5 kV DC gemäß IEC 62271-1 | IEC 62271-1 Tabelle 1; PO wenn strenger | 500-V-Prüfgeräte können die Mittelspannungsisolation nicht ausreichend belasten |
| Stromfrequenz-Widerstandsfähigkeit | AC-Hipot-Testgerät | Pro Nennspannungsklasse (z. B. 28 kV für 12 kV VCB) | IEC 62271-100 Tabelle 1; PO Spannungsklasse | DC-Hipot ist kein direkter Ersatz; es gelten andere Fehlerarten |
| Timing (Schließen/Öffnen/Wiederschließen) | Spezieller Leistungsschalter-Analysator | Auflösung <= 0,1 ms | Hersteller-Typenprüfungsband; PO-Toleranz, falls angegeben | Oszilloskop-Aufbauten ohne kalibrierte Messwandler führen zu systematischen Fehlern |
| Mechanischer Nachlauf und Überlauf | Linearer Wegaufnehmer oder kalibrierte Messuhr | Auflösung +/- 0,1 mm | Hersteller-Typenprüfungsbericht | Linealmessungen an beweglichen Teilen sind nicht wiederholbar |
| Integrität des Vakuums | Netzfrequenzbeständigkeit bei offenen Kontakten | Gemäß IEC 62271-1 für die Nennspannungsklasse | IEC 62271-100; keine Randzone | Kein direkter Ersatz in der Praxis; dieser Test ist der Ersatz für den Zustand der Vakuumflasche |
| Teilentladung | TE-Detektor nach IEC 60270 | Empfindlichkeit nach PO oder IEC 62271-1 | PO-Akzeptanzgrenze in pC | Standard-Hipot-Tester erkennen keine TE; separates Gerät erforderlich |
| Zeitsteuerung für Hilfskontakt | Leistungsschalter-Analysator mit Hilfskanal | Auflösung <= 0,1 ms | Spezifikation der PO-Relaisschnittstelle | Falsches Hilfszeitverhalten beeinträchtigt die Schutzverriegelung |
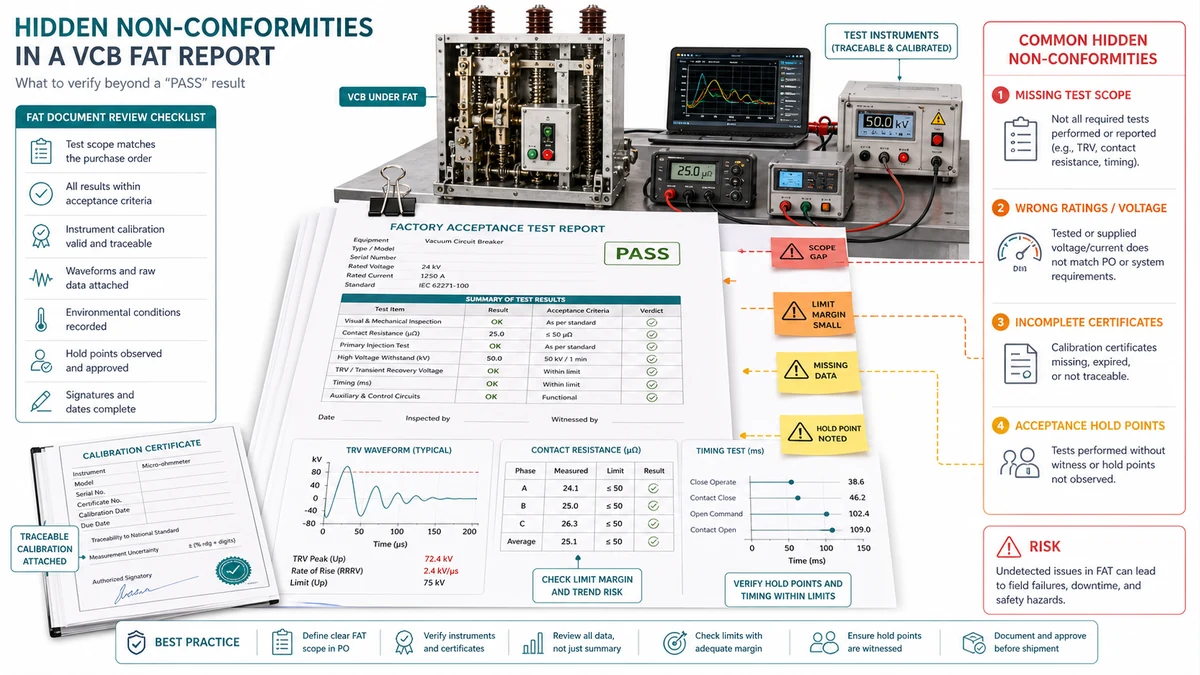
Ein Bericht, der oberflächlich betrachtet bestanden wurde, kann dennoch eingebettete Nichtkonformitäten enthalten: Werte, die technisch gesehen die Akzeptanzschwelle überschreiten, aber signalisieren, dass eine Einheit nahe ihrer Grenze arbeitet. Behandeln Sie den Bericht als eine strukturierte Datenquelle, nicht als ein Zertifikat.
Schritt 1: Überprüfen Sie die Vollständigkeit, bevor Sie die Ergebnisse lesen. Vergewissern Sie sich, dass der Bericht die dielektrischen Tests, den Kontaktwiderstand pro Pol, die Aufzeichnung der mechanischen Lebensdauer, die minimale Anzugsspannung für die Einschalt- und Auslösespulen, den Isolationswiderstand, die Zeitmessergebnisse und die Bestätigung der Vakuumintegrität enthält. Ein fehlender Abschnitt bedeutet, dass der Test entweder nicht durchgeführt oder nicht bezeugt wurde.
Schritt 2: Querverweis auf die korrekte Normrevision. IEC 62271-100 und IEEE C37.09 haben unterschiedliche Akzeptanzkriterien für denselben Parameter. Wenn Ihre Bestellung eine der beiden Normen vorschreibt und das Werk nach der anderen prüft, kann das Ergebnis nicht konform sein, auch wenn die Zahl akzeptabel aussieht.
| Test | PO-Annahmegrenze | Bericht Wert | Marge | Status |
|---|---|---|---|---|
| Durchgangswiderstand (pro Pol) | <= 50 Mikro-Ohm | 47 Mikro-Ohm | 6% | Latentes Risiko |
| Schließzeit | 50-60 ms | 58 ms | 3.3% | Latentes Risiko |
| Streuung zwischen den Pole (nah) | <= 3 ms | 6 ms | – | Nicht-Konformität |
| Min. Auslösespannung | <= 70% Vc | 68% Vc | 2.9% | Latentes Risiko |
| Isolationswiderstand | >= 1.000 Mohm | 1.200 Mohm | 20% | Annehmbar |
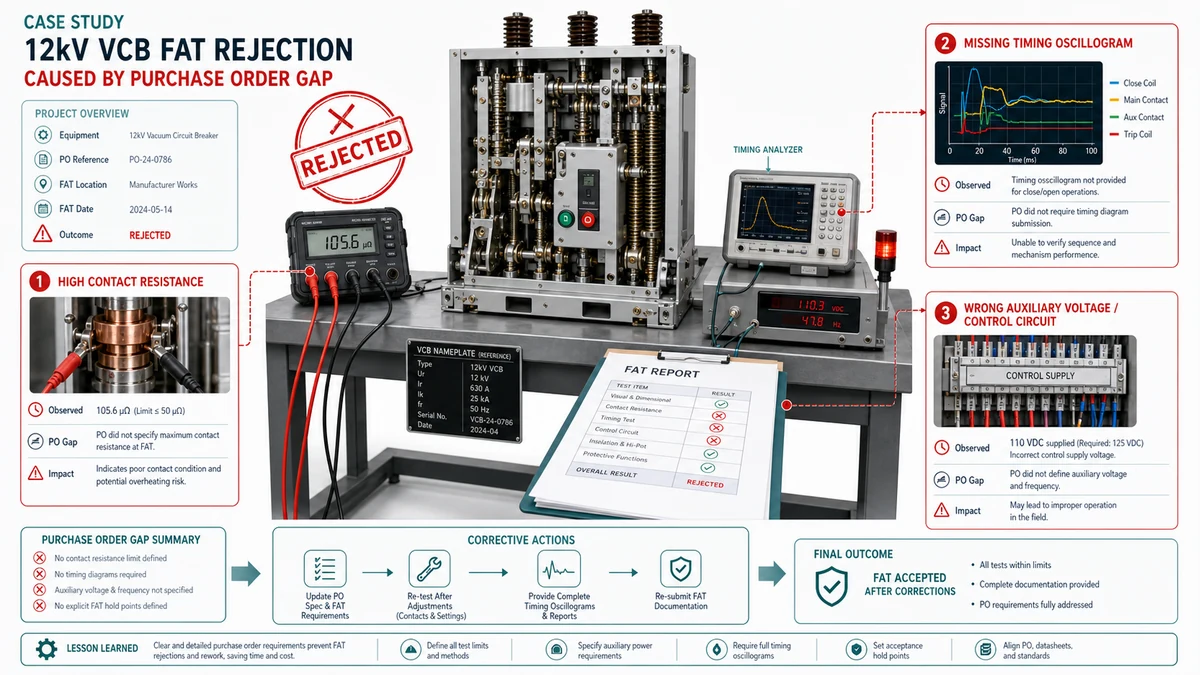
Im Rahmen eines Projekts für ein Umspannwerk eines Energieversorgers wurden zwölf 12-kV-Vakuum-Leistungsschalter für den Abzweigschutzdienst spezifiziert. In der Bestellung wurde auf die IEC 62271-100 verwiesen und ein Nennkurzschlussausschaltstrom von 25 kA angegeben.
Übergangswiderstand außerhalb der Spezifikation. Bei zwei Geräten lagen die Messwerte zwischen 68 und 74 Mikro-Ohm, während der interne Grenzwert des Herstellers bei 60 Mikro-Ohm lag. Da die Bestellung keine ausdrückliche Obergrenze für den Kontaktwiderstand und kein referenziertes FAT-Verfahren enthielt, wurde die Ablehnung schließlich mit der Begründung ausgesprochen, dass die Abweichung das vom Hersteller selbst veröffentlichte Datenblatt überschritt. Durch den Streit verzögerte sich die Abnahme um elf Tage.
Betriebsspannung der Auslösespule außerhalb der Toleranz. Die Bestellung sah 110-V-Gleichstrom-Auslösespulen vor, gab aber den zulässigen Spannungsbereich nicht an. Die gelieferten Spulen arbeiteten zwischen 88 V DC und 132 V DC. Das Projektschutzsystem wurde für eine minimale Batteriespannung von 80 V DC unter Fehlerbedingungen ausgelegt, was außerhalb des garantierten Betriebsfensters der Spule liegt. Die Unstimmigkeit wurde bei der FAT entdeckt, nicht bei der Überprüfung der Relaiskoordination.
| Nichtkonformität | Unmittelbare Ursache | PO-Lücke |
|---|---|---|
| Hoher Durchgangswiderstand | Qualitätsschwankungen bei der Montage | Kein maximaler Widerstandswert in der PO oder im referenzierten FAT-Verfahren angegeben |
| Fehlanpassung der Auslösespannung | Schutzkonzept nicht mit Beschaffung abgestimmt | Spannungstoleranzband fehlt; die Entladeschlussspannung der Batterie ist nicht mit einem Querverweis versehen |
| Falsche Ausdauerklasse | Widersprüchliche Dokumente | Mündliche Vereinbarung wird nicht in die Bestellung übernommen; M1 wird standardmäßig ausgewählt |
Die Nennung der IEC 62271-100 in einer Bestellung ist notwendig, aber nicht ausreichend. Diese Norm lässt den Herstellern erheblichen Spielraum bei der Reihenfolge, den Kalibrierungsintervallen und den Akzeptanzschwellen für grenzwertige Ergebnisse.
Dielektrische Festigkeit. Vermeiden: “Dielektrische Prüfungen müssen gemäß IEC 62271-100 durchgeführt werden.” Verwenden Sie stattdessen: “Die Prüfungen der Strom- und Spannungsfestigkeit werden mit [X] kV rms für 60 Sekunden an offenen Kontakten und zwischen jedem Pol und Erde bei einer Umgebungstemperatur zwischen 10 °C und 40 °C und einer relativen Luftfeuchtigkeit von höchstens 75% durchgeführt. Die Teilentladung ist bei [X] kV zu messen und darf [Y] pC nicht überschreiten. Die Umgebungsbedingungen zum Zeitpunkt der Prüfung sind im Prüfbericht festzuhalten.”
Zeitplan und Anreise. Vermeiden: “Mechanische Betriebstests müssen das korrekte Funktionieren überprüfen.” Verwenden Sie stattdessen: “Die Kontaktschließzeit muss [X +/- Y] ms betragen. Die Öffnungszeit des Kontakts muss [A +/- B] ms betragen. Alle Messungen sind bei Nennsteuerspannung durchzuführen und bei 85% und 110% der Nennsteuerspannung zu wiederholen. Die einzelnen Ergebnisse sind aufzuzeichnen; gemittelte Ergebnisse sind anstelle von Einzelmessungen nicht zulässig.”
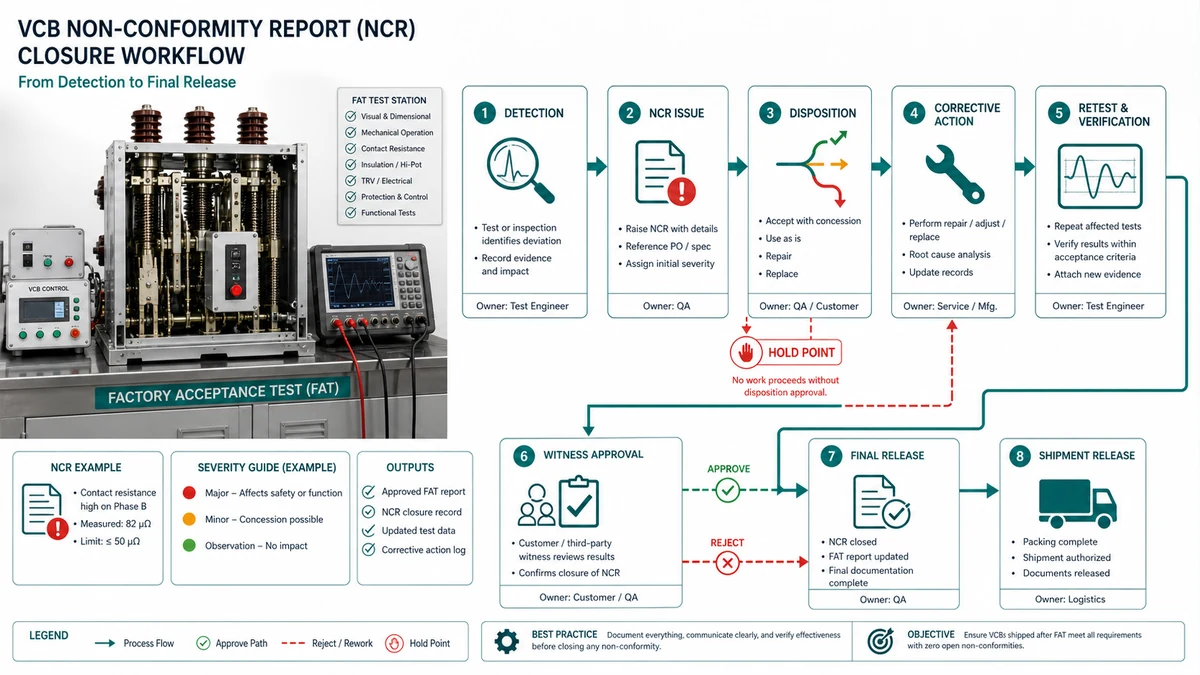
Wenn eine Nichtkonformität gemeldet wird, beginnt die Uhr mit zwei konkurrierenden Zwängen zu laufen: den Fehler korrekt zu beheben und den Liefertermin zu wahren. Jeder NCR sollte vier definierte Phasen durchlaufen.
Aufdeckung und Dokumentation. Der Inspektor erhebt einen formellen NCR an der Fehlerstelle, wobei er die durchgeführte Prüfung, das gemessene Ergebnis, das anwendbare Akzeptanzkriterium sowie Datum und Uhrzeit der Entdeckung festhält. Mündliche Vereinbarungen gelten nicht als NCR.
Dispositionsentscheidung. Der Qualitätsbeauftragte des Herstellers und der Prüfer des Käufers vergeben gemeinsam einen Dispositionscode.
| Dispositionscode | Bedeutung | Wann sie gilt |
|---|---|---|
| Verwendung wie besehen (UAI) | Annahme ohne Nacharbeit | Abweichung liegt innerhalb der technischen Toleranz; schriftliche Begründung erforderlich |
| Nacharbeit | Korrigieren und erneut testen | Der Fehler kann im Werk innerhalb des Prüfplans behoben werden. |
| Reparatur | Nicht-Standard-Korrektur; erfordert technische Genehmigung | Strukturelle Mängel, bei denen eine Standardnachbesserung nicht möglich ist |
| Zurück zum Anbieter | Ablehnung auf Komponentenebene | Defektes Unterteil, das von außen bezogen wird |
| Verschrotten/Ersetzen | Einheit oder Baugruppe beanstandet | Defekt beeinträchtigt die dielektrische Integrität oder mechanische Sicherheit |
| Art der Nichtkonformität | Akzeptable Disposition | Riskante Disposition | Anmerkungen |
|---|---|---|---|
| Übergangswiderstand über dem Grenzwert | Nacharbeit + erneute Prüfung | UAI | Erhöhter Widerstand deutet auf Oberflächenverschmutzung oder unzureichende Kontaktkraft hin |
| Auslösezeit außerhalb des IEC-Bandes | Nacharbeit (Mechanismus einstellen) + erneute Prüfung | UAI | Zeitliche Abweichungen beeinträchtigen die Schutzkoordination; eine Anpassung vor Ort ist nach der Installation nur selten möglich |
| Dielektrische Festigkeit | Nacharbeit + vollständige Nachprüfungssequenz | UAI oder bedingtes Schiff | Keine Ausnahmen; partielle Wiederholungsprüfung nach Nacharbeit ist unzureichend |
| Falsches CT-Verhältnis | Rücksendung an den Lieferanten + Ersatz | UAI | Fehler im Stromwandlerverhältnis beeinträchtigen die Mess- und Schutzgenauigkeit im gesamten System |
| Unvollständige Dokumentation | Abhilfemaßnahme (keine erneute Prüfung erforderlich) | Bedingter Versand ohne Frist | Setzen Sie eine feste Frist; Dokumentationslücken vergrößern sich während der Inbetriebnahme |
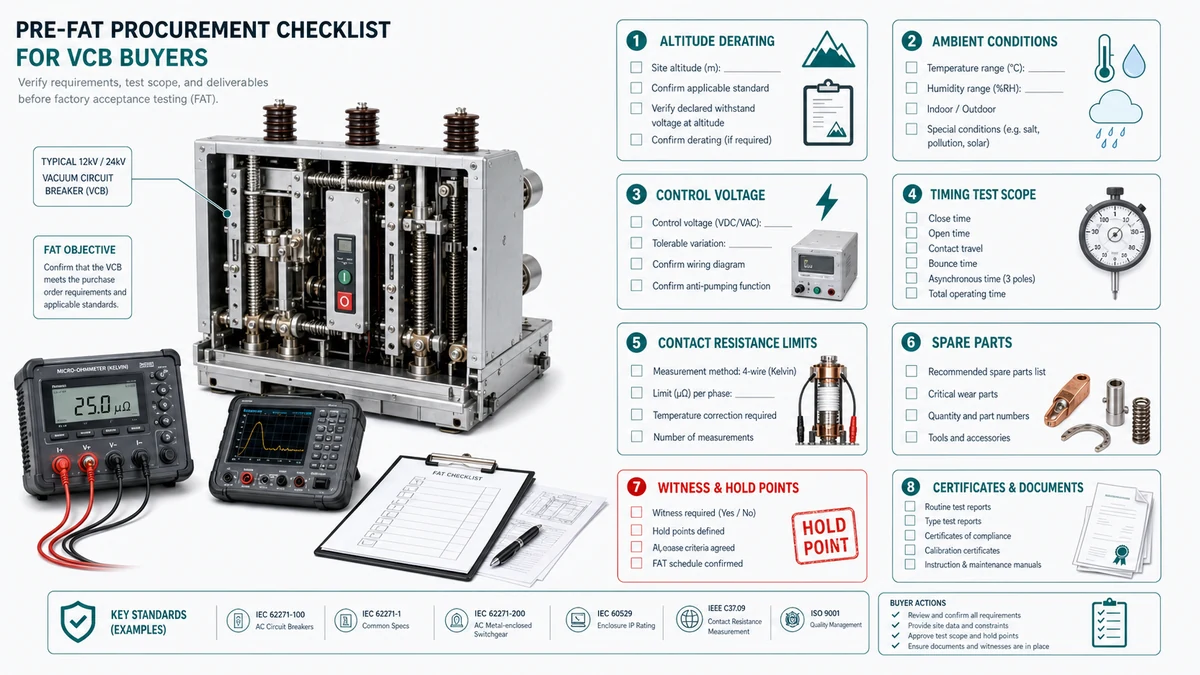
Zu dem Zeitpunkt, an dem ein Prüfingenieur am Prüfstand des Herstellers eintrifft, hat sich das Zeitfenster für die Korrektur von Spezifikationslücken ohne Auswirkungen auf Kosten und Zeitplan weitgehend geschlossen. Prüfen Sie diese Variablen mindestens sechs Wochen vor dem geplanten FAT-Termin.
Höhenkorrektur und dielektrische Korrektur. Liegt der Installationsort über 1.000 m, muss der Besteller die tatsächliche Höhe angeben, damit der Hersteller den korrekten Derating-Faktor gemäß IEC 62271-1 anwenden kann. FATs, die unter Werksbedingungen auf Meereshöhe durchgeführt werden, führen zu Leistungsdaten auf dem Typenschild, die unzureichend sind, sobald der Schalter in größerer Höhe unter Spannung steht.
Temperatur- und Feuchtigkeitsklasse der Umgebung. Tropische oder küstennahe Standorte mit anhaltend hoher Luftfeuchtigkeit erfordern eine definierte Luftfeuchtigkeitsklasse und in vielen Fällen Spezifikationen für Antikondensationsheizungen. Wenn der Besteller die Luftfeuchtigkeitsklasse nicht angibt, enthält die FAT keine auf Ihre Umgebung abgestimmte Prüfung der Luftfeuchtigkeitsdauer.
Verwenden Sie diese XBRELE-Referenzen, um die Feldentscheidung mit dem richtigen Produkt-, Test- und Beschaffungsablauf zu verbinden: XBRELE Produktseite, XBRELE Vakuum-Leistungsschalter-Programm, VCB-Rating-Leitfaden, VCB FAT/SAT Annahme-Checkliste, Leitfaden für die Prüfung des Kontaktwiderstands mit Mikroohm.
Für externen Methodenkontext vergleichen Sie die Site-Prozedur mit der öffentlichen IEEE C37.09 Normen Seite und wenden Sie dann das genaue OEM-Handbuch und die Projektspezifikation für die gelieferte Ausrüstung an.
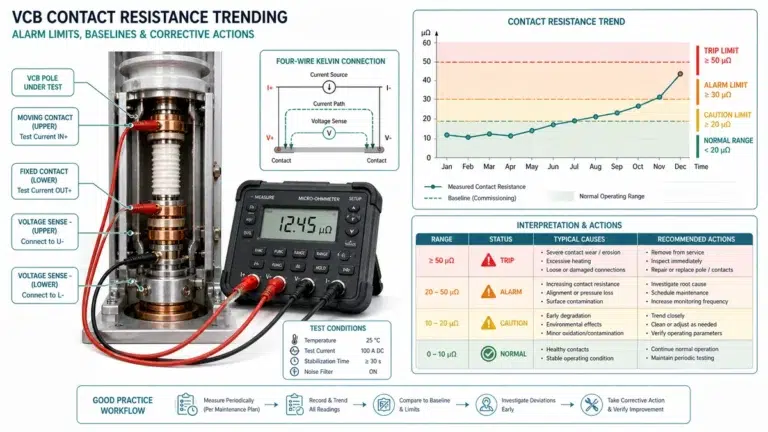
Beispiel aus der Praxis: Bei einer Wartungsinspektion wurde bei einer Phase eine Abweichung von der Inbetriebnahme-Basislinie gemessen, während die beiden anderen Phasen stabil blieben. Das Team wiederholte die Messung mit verifizierten Leitungen, überprüfte das Timing und den Kontaktweg und nutzte die gemessene Abweichung, um ein Kontaktdruckproblem von einem allgemeinen Oberflächenreinigungsproblem zu unterscheiden.
Eine FAT-Nichtkonformität ist ein Messergebnis, ein fehlendes Dokument oder eine fehlgeschlagene Funktionsprüfung, die von der vereinbarten Spezifikation abweicht, bevor der Schalter das Werk des Herstellers verlässt. Es kann sich um elektrische (Kontaktwiderstand, Zeitmessung, Spannungsfestigkeit), mechanische (Hub, Verriegelungsfunktion, Einschub) oder dokumentarische Fehler (fehlende Zertifikate, falsche Typenschilddaten) handeln.
Fehler in der dielektrischen Festigkeit und Zeitabweichungen bergen das höchste Risiko nach der Installation, da sie die Fähigkeit des Schalters, den Fehlerstrom innerhalb der Nennzeit zu unterbrechen, direkt beeinflussen. Kontaktwiderstandsfehler, die unverändert hingenommen werden, führen mit der Zeit zu einer Überhitzung bei Nennstrom.
UAI ist nur für Abweichungen zulässig, die innerhalb der technischen Toleranz liegen und durch eine schriftliche, von einem verantwortlichen Ingenieur unterzeichnete technische Begründung gestützt werden. UAI ist nicht akzeptabel für dielektrische Testfehler, Kontaktwiderstandsergebnisse, die außerhalb der vom Hersteller veröffentlichten Toleranz liegen, oder Auslösezeiten außerhalb der IEC 62271-100-Grenzwerte.
Berechnen Sie das Margenverhältnis: Marge (%) = [(Grenzwert - Messwert) / Grenzwert] x 100. Kennzeichnen Sie jeden Parameter, bei dem die Marge unter 15% fällt, als latente Nichtkonformität, auch wenn der Bericht ihn als bestanden bewertet.
Der Bericht muss folgende Angaben enthalten: numerische Einzelergebnisse für jeden gemessenen Parameter neben der angegebenen Akzeptanzgrenze, die Seriennummer und die Referenz des Kalibrierungszertifikats für jedes verwendete Gerät, die Umgebungstemperatur, die Luftfeuchtigkeit und die Steuerspannung zum Zeitpunkt jeder Prüfung, den Namen und die Unterschrift des Technikers, der die Prüfung durchgeführt hat, sowie einen eindeutigen Hinweis auf jedes Ergebnis, das eine erneute Prüfung erfordert, wobei sowohl das Anfangs- als auch das Endergebnis aufgezeichnet werden. Zusammenfassungen der bestandenen/nicht bestandenen Prüfungen sind für die Zwecke der Inbetriebnahme nicht ausreichend.
Fordern Sie den Entwurf des FAT-Verfahrens, die entsprechenden Typprüfungsberichte, den abgestempelten Schaltplan der Hilfsschaltung sowie den Inspektions- und Prüfplan mindestens sechs Wochen vor dem geplanten Zeugnistermin an. Kann der Lieferant diese Dokumente nicht innerhalb dieses Zeitfensters vorlegen, ist dies im Rahmen des Qualitätsmanagementprozesses als Nichtkonformität zu behandeln.
Ein Haltepunkt bedeutet, dass der Hersteller nicht zur nächsten Prüfstufe übergehen kann, ohne dass der Käufer das Ergebnis der vorangegangenen Stufe schriftlich bestätigt hat. Ein Zeugenpunkt bedeutet, dass der Käufer das Recht hat, der Prüfung beizuwohnen, diese aber fortgesetzt werden kann, wenn der Käufer schriftlich auf die Teilnahme verzichtet.