Precisa das especificações completas?
Faça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogoFaça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogoFaça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogo
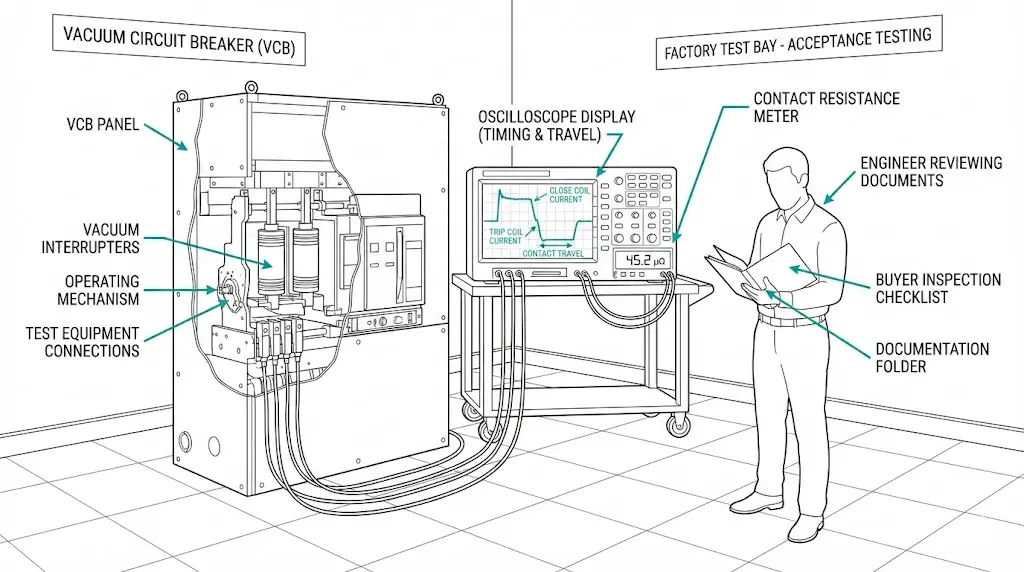
Um engenheiro de compras entra na área de testes do fabricante. Três painéis de disjuntores a vácuo estão prontos para inspeção. O engenheiro de testes apresenta uma pasta de documentação - mas será que tudo está dentro dela?
A falta de documentos no Teste de Aceitação de Fábrica cria problemas que se agravam ao longo do ciclo de vida do projeto. A ausência de um certificado de teste de tipo atrasa o envio. Registros incompletos de testes de rotina geram disputas durante o comissionamento. Um número de série incompatível invalida as reivindicações de garantia anos depois.
Este guia fornece a estrutura completa de aceitação FAT/SAT para aquisição de disjuntores a vácuo. Você encontrará listas de verificação de documentos, parâmetros de folha de teste com limites de aceitação e um protocolo de aprovação do comprador pronto para sua próxima visita à fábrica ou comissionamento no local.
Um pacote de aceitação FAT/SAT para equipamentos VCB representa o portfólio completo de documentação que valida o desempenho do disjuntor a vácuo antes do envio e após a instalação no local. Para os engenheiros de compras que avaliam o painel de média tensão, esse pacote de aceitação serve como prova contratual de que o seu disjuntor a vácuo atende às classificações especificadas - normalmente abrangendo capacidades de interrupção de 25 kA a 50 kA em classes de tensão de 12 kV, 24 kV ou 36 kV.
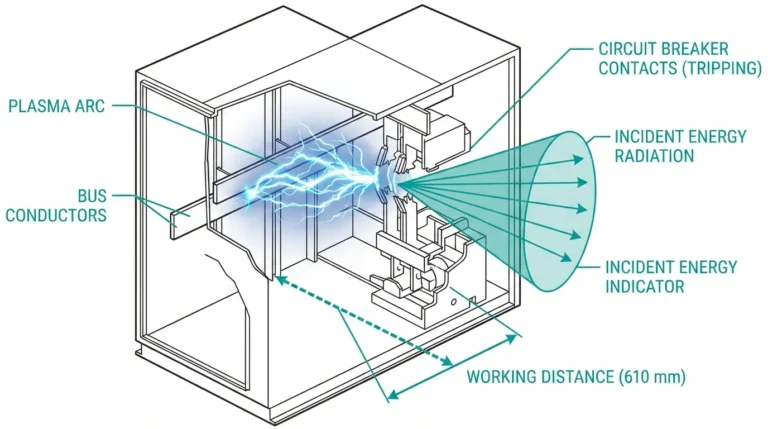
Teste de aceitação de fábrica (FAT) ocorre nas instalações do fabricante, onde equipamentos de teste especializados validam a capacidade de extinção de arco do interruptor a vácuo. Circuitos de teste sintéticos capazes de gerar 100 kA de corrente assimétrica de pico verificam o desempenho da interrupção em condições controladas. Teste de aceitação do local (SAT) confirma que o transporte, o manuseio e a instalação não comprometeram a integridade operacional.
A distinção é importante. O FAT detecta defeitos de fabricação antes que o equipamento saia da fábrica. O SAT identifica danos de transporte, erros de instalação e problemas específicos do local antes da energização.
| Parâmetro | GORDURA | SAT |
|---|---|---|
| Localização | Compartimento de teste do fabricante | Local do projeto |
| Cronograma | Antes do envio | Após a instalação |
| Objetivo principal | Verificar a qualidade da fabricação | Confirmar a integridade da instalação |
| Testemunhas | Representante do comprador (opcional) | Comprador + engenheiro de comissionamento |
| Documentos gerados | Certificados de teste de tipo, registros de testes de rotina | Testes de isolamento, coordenação de relés |

A estrutura de documentação do pacote de aceitação segue os requisitos delineados na norma IEC 62271-100 para painéis de distribuição e controle de alta tensão, que exige relatórios de teste de tipo, certificados de teste de rotina e manuais de instrução como produtos mínimos. Para compradores que trabalham com fabricantes de disjuntores a vácuo, Ao solicitar esse conjunto completo de documentação antecipadamente, você evita atrasos durante a execução do projeto.
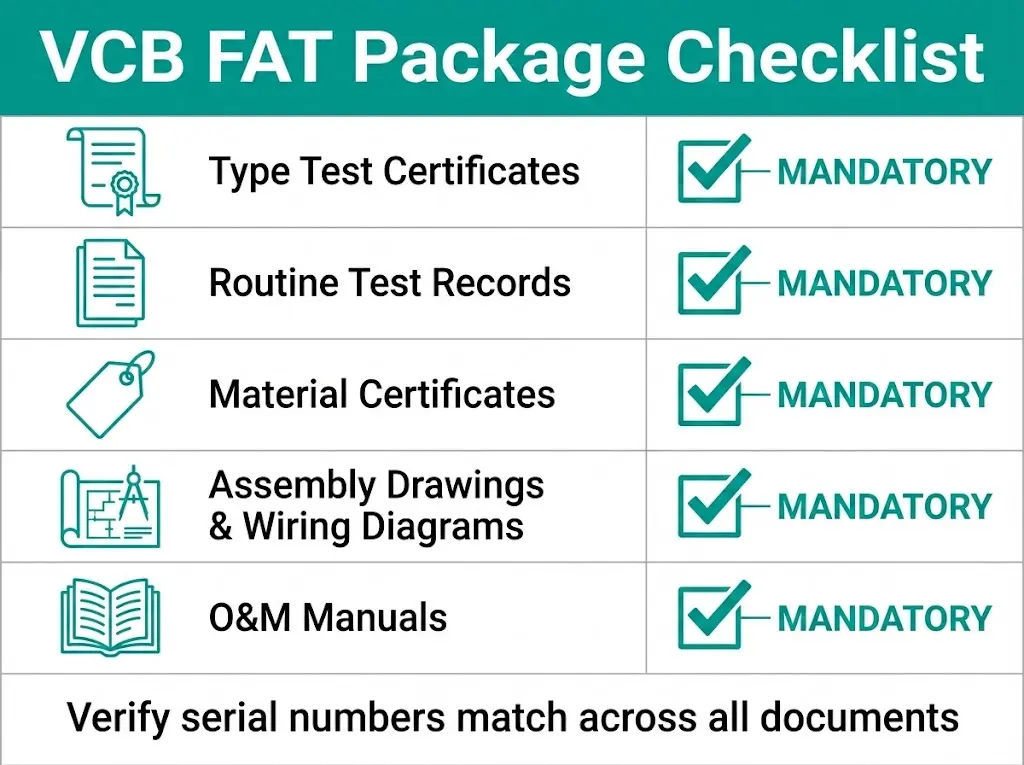
Um pacote FAT completo contém cinco categorias de documentos. Cada uma delas tem uma finalidade de verificação distinta.
Certificados de teste de tipo validam que o projeto do VCB atende aos requisitos de resistência dielétrica, capacidade de interrupção de curto-circuito e limites de resistência mecânica. Esses certificados se aplicam ao projeto do produto, não à unidade individual. Verifique se a designação do modelo do certificado corresponde exatamente ao seu pedido de compra. Um certificado para “VCB-12/630-25” não cobre “VCB-12/1250-31.5”.”
Registros de testes de rotina documentam os testes realizados em cada unidade fabricada. De acordo com a norma IEC 62271-100, os testes de rotina incluem:
Certificados de materiais fornecem rastreabilidade para componentes críticos. Os números de lote de interruptores a vácuo, as certificações de liga de contato de cobre-cromo e as especificações de material de isolamento de epóxi tornam-se essenciais para reivindicações de garantia e análise de falhas.
Desenhos de montagem e diagramas de fiação Inclua diagramas de linha única, esquemas de circuitos de controle e designações de terminais de acordo com os símbolos da IEC 60617. Especifique os requisitos de formato de desenho em seu contrato de compra - os fabricantes podem usar como padrão os padrões locais que criam problemas de interpretação durante o comissionamento.
Manuais de operação e manutenção devem ser fornecidos no idioma especificado no contrato. Esses documentos incluem cronogramas de manutenção, pontos de lubrificação, listas de peças sobressalentes e instruções de armazenamento para períodos prolongados de estocagem.
| Documento | Classificação | Ponto de verificação |
|---|---|---|
| Certificado de teste de tipo | Obrigatório | A designação do modelo corresponde ao PO |
| Registros de testes de rotina | Obrigatório | O número de série corresponde à unidade |
| Certificados de materiais | Obrigatório | Rastreabilidade do lote do componente |
| Desenhos de montagem | Obrigatório | Revisão atual, linguagem correta |
| Manual de O&M | Obrigatório | Linguagem do contrato, conteúdo completo |
| Fotos da fábrica | Opcional | Registro visual da montagem |
[Expert Insight: verificação de documentos FAT].
- Solicite cópias do certificado de teste de tipo duas semanas antes de sua visita ao FAT para verificar a correspondência do modelo
- Verifique as datas de registro dos testes de rotina - os testes realizados meses antes de sua visita podem indicar estoque recondicionado
- Confirme se os números de lote do certificado de material aparecem nas placas de identificação reais do interruptor a vácuo
- Fotografar todas as placas de identificação durante o FAT para registros permanentes do projeto
Compreender a física por trás de cada teste de rotina permite que os compradores avaliem os resultados de forma significativa, em vez de simplesmente marcar as caixas.
Teste de tensão suportável de frequência de potência verifica a resistência dielétrica do isolamento principal. O teste aplica tensão por um minuto em contatos abertos e entre as fases e o terra. Para VCB com classificação de 12 kV, a tensão de teste atinge 28 kV de frequência de potência e 75 kV de impulso de raio [VERIFIQUE A NORMA: IEC 62271-1 Tabela 2 para obter os valores exatos por classe de tensão]. Critérios de aprovação: sem flashover, sem descarga parcial sustentada.
Medição da resistência de contato confirma baixas perdas de I²R na corrente nominal. O teste injeta no mínimo 100 A CC nos contatos principais enquanto mede a queda de tensão. Para VCB de classe de 12 kV com novos contatos, os valores aceitáveis ficam abaixo de 50 μΩ por fase. Leituras mais altas indicam contaminação da superfície do contato, pressão insuficiente ou defeitos de fabricação. Esse parâmetro afeta diretamente o aumento da temperatura durante a operação de corrente contínua.
Teste de tempo mede o tempo de abertura, o tempo de fechamento e a simultaneidade de fases. O VCB de 12 kV operado por mola normalmente mostra:
O tempo afeta a coordenação da proteção. Um disjuntor inesperadamente lento pode não conseguir eliminar as faltas dentro das margens de coordenação do relé a montante.
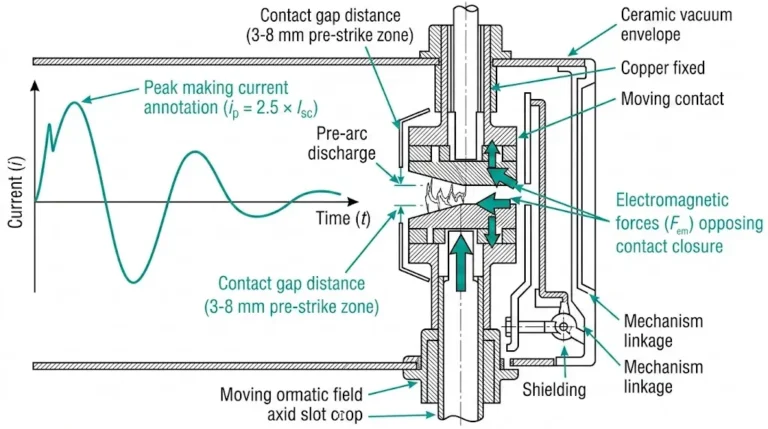
Verificação da integridade do interruptor a vácuo confirma que o meio de extinção de arco permanece abaixo do limite de pressão exigido - normalmente 10-² Pa. Aplicam-se dois métodos:
Para uma compreensão mais aprofundada do processo de extinção do arco de vácuo, consulte o Princípio de funcionamento dos disjuntores a vácuo.
As condições do local diferem fundamentalmente dos compartimentos de teste da fábrica. Variações de temperatura, umidade, altitude e contaminação afetam o desempenho do isolamento. O transporte introduz estresse mecânico. A instalação introduz erros humanos.
Inspeção visual pré-comissionamento captura os danos causados pelo transporte antes do teste elétrico. Verifique se há:
Medição da resistência do isolamento usa um megôhmetro de 5 kV CC para equipamentos da classe de 12 kV. As leituras aceitáveis excedem 1.000 MΩ a uma temperatura ambiente de 20°C. A temperatura e a umidade afetam os resultados - instalações costeiras durante a estação das monções podem apresentar leituras mais baixas, exigindo correção de temperatura. Documente as condições ambientais juntamente com os valores medidos.
Teste de injeção primária verifica a relação e a polaridade do TC usando um conjunto de teste de alta corrente. Isso confirma que os relés de proteção recebem a magnitude correta da corrente e a relação de fase. A polaridade invertida do TC causa mau funcionamento da proteção direcional.
Verificação da coordenação do relé de proteção usa injeção secundária para confirmar que as configurações de viagem correspondem ao estudo de coordenação. Documente os valores reais de captação e compare com a especificação do projeto.
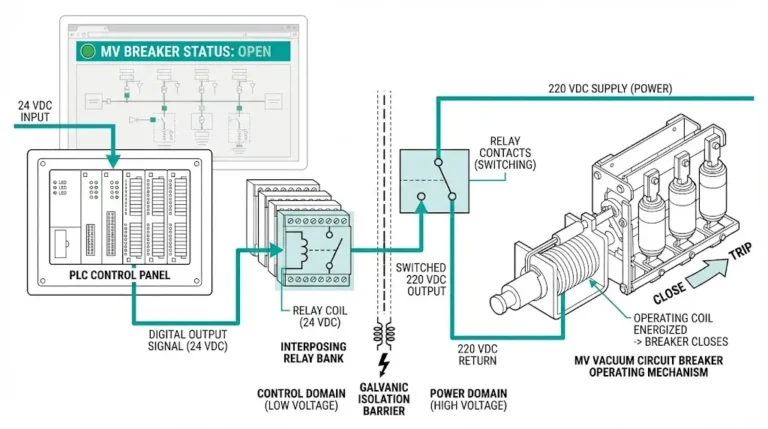
Teste de circuito de controle e intertravamento verifica:

Para instalações acima de 1.000 m de altitude, aplique fatores de redução aos níveis de tensão do teste de isolamento. Em locais de altitude elevada, a densidade do ar é reduzida, diminuindo os limites externos de flashover. O Guia de seleção de VCB para uso interno e externo aborda detalhadamente as considerações ambientais.
[Percepção do especialista: realidades do campo SAT]
- Programe o SAT durante o tempo estável - a chuva atrasa o teste do pátio de manobra externo em alguns dias
- Leve baterias de reserva para o megômetro; a energia do local pode não estar disponível durante o pré-comissionamento
- As baixas leituras de isolamento após o transporte marítimo geralmente se recuperam após 24 a 48 horas em condições secas
- Fotografe cada placa de identificação e configuração de teste para registros de resolução de disputas
A lista de verificação de assinatura transforma o teste de aceitação de observação em compromisso contratual. Uma vez assinada, a responsabilidade é transferida do fabricante para o comprador.
Verificação da integridade do documento Confirma que todos os elementos do pacote FAT estão presentes, corretamente datados e correspondem aos números de série da unidade. Use um formato de matriz:
| Documento | Presente | Correspondência serial | Rev. atual | Assinatura |
|---|---|---|---|---|
| Tipo Teste Cert | ☐ | ☐ | ☐ | _______ |
| Registro de testes de rotina | ☐ | ☐ | ☐ | _______ |
| Certificados de materiais | ☐ | ☐ | ☐ | _______ |
| Desenhos | ☐ | ☐ | ☐ | _______ |
| Manual de O&M | ☐ | ☐ | ☐ | _______ |
Assinatura de inspeção visual abrange a precisão da placa de identificação, a qualidade do acabamento da pintura, a condição da bucha e a função da alça do mecanismo. Opere a alça de fechamento/abertura manual durante o teste de FAT - isso revela a existência de emperramento ou desalinhamento antes do envio.
Confirmação de testemunha de teste documenta sua presença durante os testes de rotina. A maioria dos contratos permite o direito de testemunha do comprador com agendamento prévio de 2 a 4 semanas. Traga a cópia do pedido de compra, a especificação técnica e a câmera. Alguns fabricantes exigem documentação de presença de testemunhas para a ativação da garantia.
Tratamento de relatórios de não conformidade (NCR) aborda falhas de teste ou lacunas na documentação:
Antes do atendimento FAT, prepare-se usando o Lista de verificação da solicitação de cotação da VCB para verificar se o pedido de compra está completo.

A experiência de campo em dezenas de testes de aceitação de VCBs revela problemas recorrentes. A antecipação dessas deficiências evita o impacto no cronograma.
Certificados de teste de tipo ausentes ou incompatíveis são as deficiências mais frequentes do FAT. Às vezes, os fabricantes fornecem certificados de modelos semelhantes em vez da variante exata solicitada. Prevenção: especifique a designação exata do modelo no pedido de compra e solicite uma cópia do certificado antes da viagem.
Desvios de tempo além da tolerância indicam problemas de ajuste do mecanismo, fadiga da mola ou degradação do lubrificante. Um VCB novo de fábrica que apresente tempo fora da tolerância exige investigação antes da aceitação. Prevenção: testemunhe o teste de sincronização pessoalmente e exija o reajuste e um novo teste se estiver no limite.
Problemas de idioma e formato da documentação geram atrasos no comissionamento quando os manuais chegam em idiomas que sua equipe de manutenção não consegue ler ou os desenhos usam padrões de símbolos desconhecidos. Prevenção: especifique o idioma da documentação e o padrão de desenho (IEC 60617) explicitamente no contrato de compra.
Danos ao transporte descobertos no SAT representa a deficiência mais cara - o equipamento já foi enviado, a instalação foi concluída e, em seguida, foram encontrados danos. Buchas rachadas devido à vibração, entrada de umidade devido à embalagem inadequada ou desalinhamento do mecanismo devido ao manuseio inadequado exigem avaliação do fabricante e possível devolução do equipamento. Prevenção: especifique os requisitos de embalagem, exija seguro de remessa e realize a inspeção de recebimento antes da instalação.
A XBRELE fornece disjuntores a vácuo com pacotes de aceitação FAT/SAT abrangentes que atendem aos padrões internacionais de aquisição. Nosso pacote de documentação inclui:
O suporte técnico vai além da entrega. Nossa orientação de comissionamento auxilia sua equipe na execução do SAT, e os engenheiros de serviço de campo permanecem disponíveis para cenários de instalação complexos.
Entre em contato com a XBRELE para obter cotações de VCB que incluam especificações de documentação de aceitação correspondentes aos requisitos do seu projeto.
Referência externa: IEC 60071 - Coordenação de isolamento IEC 60071
Qual é a diferença entre FAT e SAT para disjuntores a vácuo?
O FAT verifica a qualidade da fabricação na fábrica antes do embarque, enquanto o SAT confirma que o transporte e a instalação não prejudicaram o desempenho no local do projeto - ambos os estágios capturam diferentes categorias de defeitos.
Com quanto tempo de antecedência os compradores devem agendar o comparecimento da testemunha do FAT?
A maioria dos fabricantes exige um aviso prévio de 2 a 4 semanas para o agendamento do teste de testemunha, embora projetos complexos com vários painéis VCB possam precisar de mais de 6 semanas para coordenar as sequências de produção com a disponibilidade do comprador.
Qual valor de resistência de contato indica um problema em um novo VCB de 12 kV?
Leituras acima de 50 μΩ por fase justificam a investigação; valores acima de 80 μΩ normalmente exigem inspeção da superfície de contato ou ajuste da pressão do mecanismo antes da aceitação.
A documentação do FAT pode substituir o teste SAT?
O No-SAT verifica especificamente se o transporte, o manuseio e a instalação não introduziram novos defeitos; os resultados dos testes de fábrica não podem prever a condição pós-entrega.
Qual é o recurso existente se o fabricante se recusar a corrigir as deficiências do FAT?
Os compradores podem reter a liberação do marco de pagamento, invocar cláusulas de penalidade do contrato ou encaminhar para a resolução formal de disputas; documente todas as deficiências fotograficamente e por escrito durante a visita do FAT.
Por quanto tempo a documentação de aceitação do VCB deve ser mantida?
Mantenha registros completos de FAT/SAT durante toda a vida útil do equipamento - normalmente de 20 a 30 anos -, pois esses documentos dão suporte a reivindicações de garantia, investigações de falhas e eventual planejamento de substituição.
A altitude afeta os critérios de aceitação do teste SAT?
Sim - instalações acima de 1.000 m exigem fatores de redução para tensões de teste de isolamento e podem apresentar desempenho térmico diferente; consulte as tabelas de correção de altitude do fabricante durante a avaliação do SAT.