Benötigen Sie die vollständigen Spezifikationen?
Laden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordern
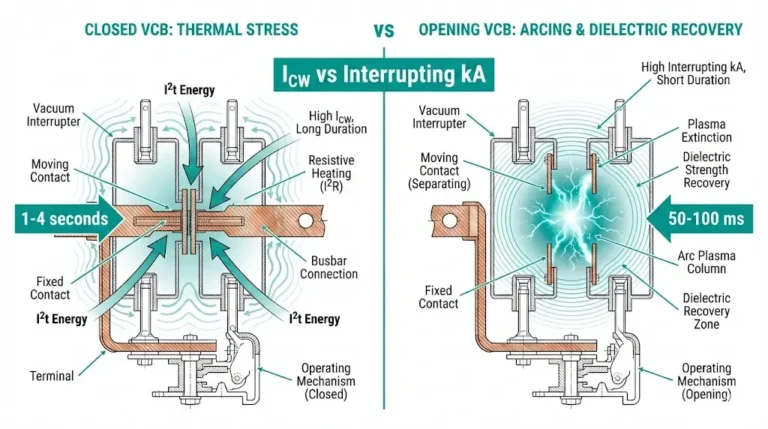
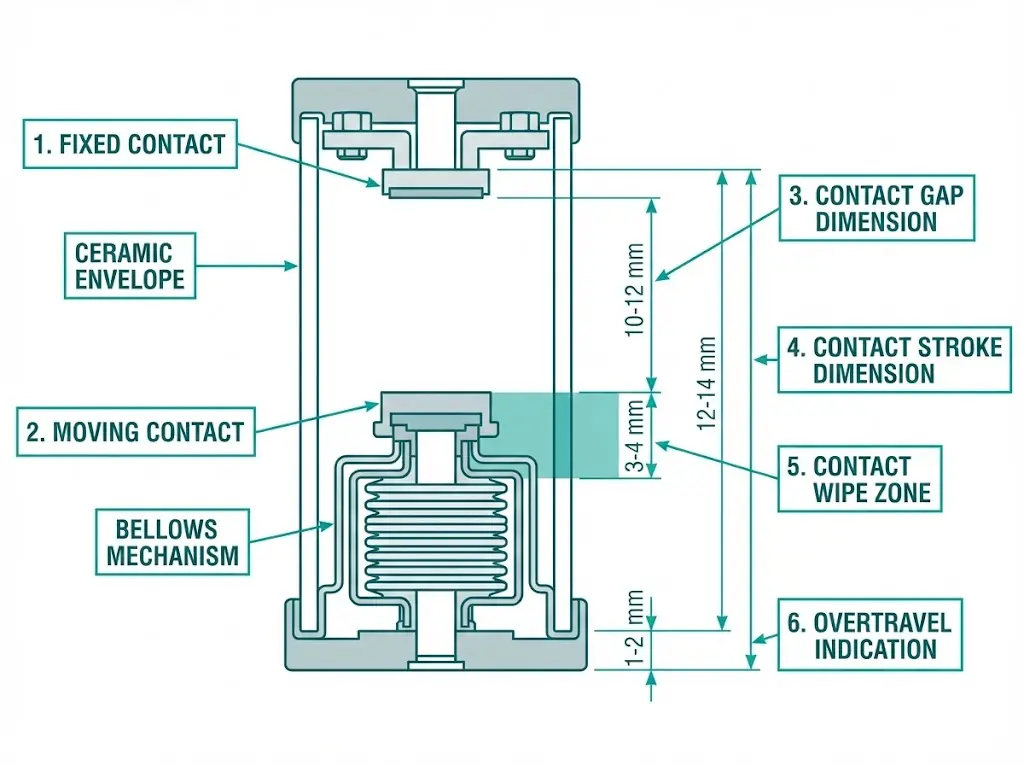
Der Kontaktabstand in einer Vakuum-Schaltröhre - gemessen zwischen der festen und der beweglichen Kontaktfläche bei vollständiger Öffnung - entscheidet darüber, ob Ihr Leistungsschalter der Wiedereinschaltspannung standhält oder beim nächsten Fehler ausfällt. Wenn Sie diesen Parameter falsch wählen, gefährden Sie entweder die dielektrische Integrität (zu schmal) oder die Langlebigkeit des Mechanismus (zu breit).
Bei der Werkskalibrierung werden diese Maße unter kontrollierten Bedingungen mit Präzisionsvorrichtungen und kalibrierten Instrumenten ermittelt. Die Realität vor Ort beinhaltet Staub, vibrationsbedingte Abweichungen und Techniker, die von erhöhten Plattformen aus mit tragbaren Werkzeugen arbeiten. In diesem Leitfaden wird unterschieden zwischen dem, was Sie vor Ort überprüfen und anpassen können, und dem, was Sie ins Werk zurückschicken müssen - denn die Kenntnis dieser Grenze verhindert sowohl unnötige Ausfallzeiten als auch gefährliche Improvisationen.
Der Kontaktabstand bestimmt direkt zwei Leistungsparameter in jedem Vakuum-Leistungsschalter. Erstens, die dielektrische Widerstandsfähigkeit: Vakuum weist nichtlineare Durchbruchseigenschaften auf, wobei Abstände unter 4 mm nahezu lineare Spannungs-Abstands-Beziehungen aufweisen, die bei größeren Abständen abflachen. Zweitens die Lichtbogenlöschleistung: Bei der Unterbrechung bestimmen die Geschwindigkeit der Kontakttrennung und der Endabstand, wie schnell der Lichtbogen bei Stromausfall erlischt.
Bei Unterbrechern mit 12 kV Nennspannung liegen die Kontaktabstände normalerweise zwischen 10-12 mm. Bei 40,5 kV sind 16-20 mm zu erwarten. Diese Werte sind auf den Typenschildern angegeben - gehen Sie niemals von einer Kreuzkompatibilität zwischen den Spannungsklassen aus.
Die mechanische Ausrichtung bezieht sich darauf, wie genau sich der bewegliche Kontakt auf die feste Kontaktfläche zubewegt. Die bewegliche Baugruppe sollte sich entlang einer Mittellinie nähern, die durch die Mitte des festen Kontakts verläuft. Schon eine Abweichung von 1 mm führt zu einer Kantenbelastung beim Schließen des Kontakts und beschleunigt die lokale Erosion.
Zusammenhängende Parameter bilden ein vernetztes System:
| Parameter | Definition | Typische 12 kV-Werte |
|---|---|---|
| Kontaktabstand | Trennung in offener Position | 10-12 mm |
| Kontakt Schlaganfall | Bewegter Kontaktweg insgesamt | 12-14 mm |
| Kontakt wischen | Kompression nach der ersten Berührung | 3-4 mm |
| Überfahrt | Mechanismus Reisen jenseits des Wischens | 1-2 mm |
Die Kontaktabstreifung erzeugt Druck - typischerweise 1.500-2.500 N für 12-kV-Kontakte. Wenn die Kontakte durch Schaltvorgänge erodieren, verringert sich der Wischdruck, während sich der Spalt vergrößert. Der Hub des Mechanismus bleibt konstant; er verteilt sich lediglich anders zwischen Spalt und Wischvorgang, wenn das Material abgenutzt wird.
Die Werkskalibrierung erfolgt, wenn die Vakuumschaltröhre, der Betätigungsmechanismus und der Isolierrahmen als koordinierte Einheit montiert sind. Wenn man versteht, was eingestellt wird und warum es eingestellt bleibt, werden die Grenzen der Einstellung vor Ort klarer.
Geometrische Ausrichtung positioniert die Bewegungsachse des beweglichen Kontakts durch die Mitte der festen Kontaktfläche. Die Werkstoleranz liegt in der Regel innerhalb von ±0,5 mm der Mittellinie, wobei Präzisionsvorrichtungen verwendet werden, die in der Praxis nicht verfügbar sind.
Kalibrierung der Mechanismusverknüpfung bestimmt die Hublänge, die Einrasttiefe der Auslösesperre und die Federvorspannung (bei federbetätigten Mechanismen). Diese Einstellungen stehen in Wechselwirkung - eine Änderung bewirkt eine Verschiebung der anderen. Die werkseitigen Verfahren legen die Einstellreihenfolge, die Drehmomentwerte und die Kontrollmessungen für jeden Schritt fest.
Dreiphasige Zeitsynchronisation gewährleistet, dass alle Pole einer VS1 Serie Innen-VCB oder ähnlicher Konstruktion schließen und öffnen sich gemeinsam. Nicht übereinstimmende Pole - Kontakte, die zu unterschiedlichen Zeiten arbeiten - führen zu transienten Überspannungen, ungleicher Stromverteilung und erhöhter Belastung des Mechanismus. Die Werkstoleranz erfordert, dass alle Pole gemäß IEC 62271-100 innerhalb von 2 ms zueinander liegen.
| Parameter | Werksset | Feld Einstellbar |
|---|---|---|
| Ausrichtung der Kontaktmittellinie | Ja | Nein |
| Kontaktabstand (nominal) | Ja | Nur Überprüfen |
| Synchronisierung der Pole | Ja | Nein |
| Auslöseverriegelung | Ja | Begrenzt |
| Zeitsteuerung des Hilfsschalters | Ursprüngliche | Ja |
Der Vorteil von Werkzeugen geht über die Präzision hinaus. Die Kalibrierung erfordert eine gleichzeitige Anpassung mehrerer Parameter, die unter Feldbedingungen ohne spezielle Ausrüstung nicht möglich ist.
[Experteneinblick: Werkskalibrierung - Realität]
- Geräte, die mit tatsächlich gemessenen Werten (nicht mit allgemeinen Spezifikationen) ausgeliefert werden, zeigen 23% weniger Frühausfälle in industriellen Anwendungen
- Die Werkskalibrierung berücksichtigt die voraussichtliche Erosion der Kontakte auf der Grundlage der erwarteten Schalthäufigkeit
- Toleranzen von ±0,1 mm bei der Mechanikverknüpfung erfordern Laser-Wegsensoren, die nur selten vor Ort verfügbar sind.
- Die dreipolige Synchronisationseinstellung erfordert einen koordinierten Zugriff auf alle Arbeitswellen gleichzeitig
Die Feldarbeit unterteilt sich in Verifizierungsmessungen (immer zulässig) und Justierungen (enger Anwendungsbereich). Jedes Wartungsintervall sollte eine systematische Überprüfung beinhalten, die die Integrität der Werkskalibrierung bewahrt.
Direkte Messung des Kontaktspalts:
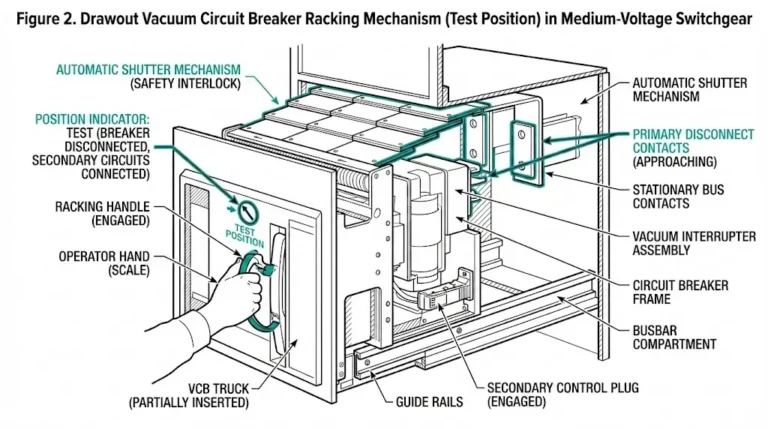
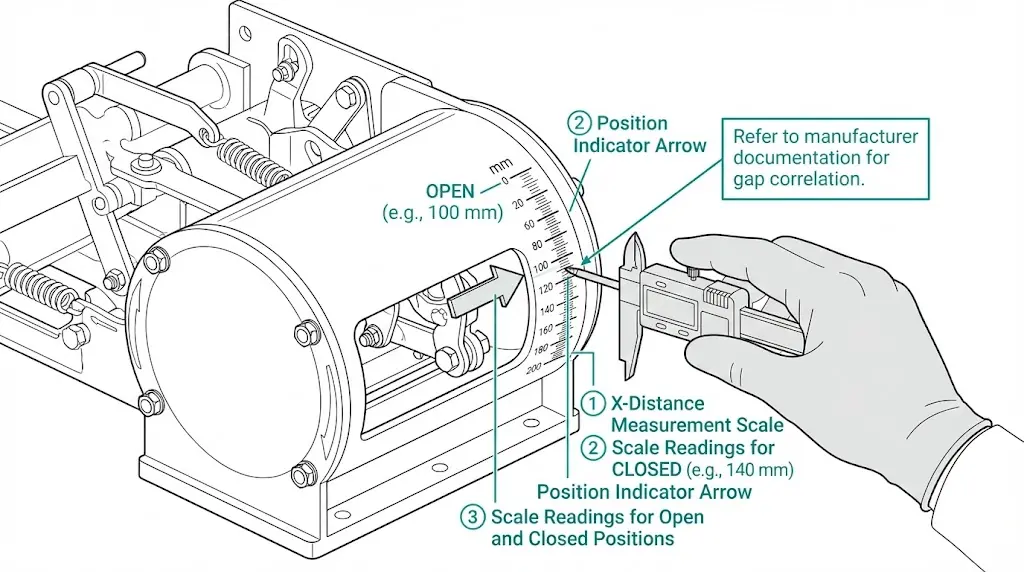
X-Distanz-Korrelationsverfahren vermeidet das Öffnen des Unterbrechergehäuses. Viele Hersteller bieten externe Messpunkte an, die mit der internen Kontaktposition korrelieren - eine auf dem Gehäuse des Mechanismus angebrachte Skala zeigt den Weg an. Beachten Sie die Dokumentation des Herstellers für die Spaltkorrelation und berücksichtigen Sie dabei die Auswirkungen der Kontakterosion.
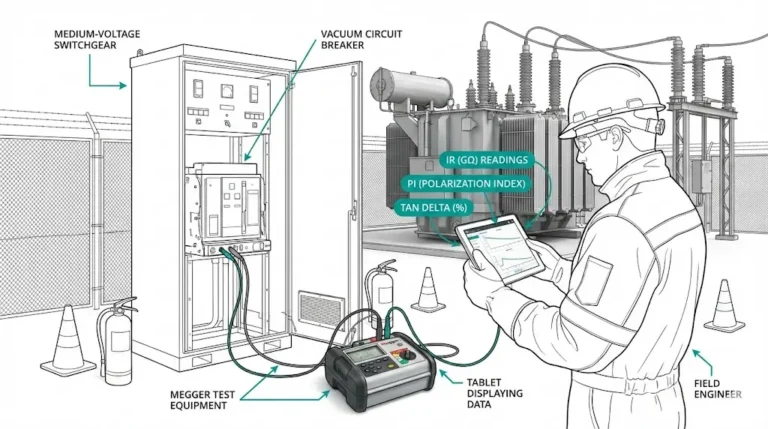
Prüfung des Kontaktwiderstands mit einem Mikroohmmeter (≥100 A DC Minimum) zeigt Erosions- und Verschmutzungsbedingungen. Neue Kontakte messen normalerweise 20-50 μΩ. Werte, die sich 80 μΩ nähern, sollten beachtet werden; ein Wert von über 100 μΩ deutet auf eine bedenkliche Erosion hin.
Überprüfung des Zeitplans mit tragbaren Analysatoren erfasst die Schließ- und Öffnungszeit mit einer Auflösung von Millisekunden. Vergleichen Sie mit den Werksspezifikationen - typischerweise 40-70 ms Schließzeit, 20-40 ms Öffnungszeit für federbetätigte 12-kV-Geräte. Pro IEEE C37.09 Testverfahren, Die Zeitmessung sollte auch eine Bewertung des Kontaktprellens umfassen.
| Messung | Instrument | Zulässiger Bereich (12 kV) |
|---|---|---|
| Kontaktabstand | Tiefenmesser | 10-12 mm |
| Durchgangswiderstand | Mikro-Ohmmeter (≥100 A) | <80 μΩ |
| Zeit schließen | Timing-Analysator | 40-70 ms |
| Offene Zeit | Timing-Analysator | 20-40 ms |
Das Verständnis dieser Messansätze erweist sich als wesentlich für die Bewertung von Nennwerte für Vakuum-Leistungsschalter gegen die tatsächlich im Feld gemessene Leistung.
Einige Anpassungen bleiben vor Ort zulässig, wenn sie von geschulten Technikern mit entsprechender Dokumentation durchgeführt werden.
Rückstellposition der Auslösesperre: Wenn der Unterbrecher nicht einrastet, kann eine geringfügige Einstellung der Auslöseverriegelung die Funktion wiederherstellen. Drehen Sie die Einstellschraube in Schritten von 1/4 Umdrehung und überprüfen Sie nach jeder Einstellung die Einrastkraft der Verriegelung mit einem Zugmessgerät.
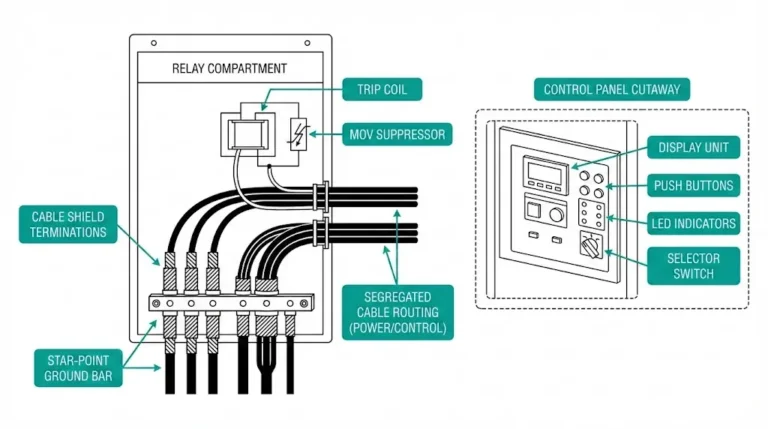
Zeitsteuerung des Hilfsschalters: Schalter mit Positionsanzeige müssen den Zustand des Schalters für die Schutzkoordination genau wiedergeben. Diese Schalter enthalten Einstellmöglichkeiten und haben keinen Einfluss auf den Betrieb des Primärkontakts.
Überprüfung der Vorspannung der Schließfeder: Federbetätigte Mechanismen verfügen über Sichtfenster, die den Ladezustand anzeigen. Die Vorspannung sollte den Werksspezifikationen entsprechen - Überprüfung ja, Einstellung selten.
Es gibt klare Grenzen. Die Feldjustierung kann das nicht beheben:
| Zustand | Aktion vor Ort | Fabrik erforderlich |
|---|---|---|
| Unterbrecher lässt sich nicht verriegeln | Auslöseverriegelung einstellen | Wenn die Einstellung fehlschlägt |
| Positionsangabe falsch | Hilfsschalter einstellen | — |
| Kontaktabstand außerhalb der Spezifikation | Nur Dokument | Ja |
| Nicht synchrones Timing | Nur Dokument | Ja |
| Hoher Durchgangswiderstand | Nur Dokument | Unterbrecher austauschen |
Die Kontakterosion verbraucht zuerst den Wischabstand und vergrößert dann den Spalt. Ein systematischer Trendansatz sagt den Zeitpunkt des Austauschs voraus, bevor die Grenzwerte zu Notausfällen führen.
Bei jeder Fehlerunterbrechung verdampft durch die Lichtbogenenergie Kontaktmaterial - typischerweise 0,05-0,1 mm pro 10 kA Fehlerbeseitigung. Nach 10.000 mechanischen Vorgängen kann die kumulative Erosion den effektiven Spalt um 1-3 mm verringern. Hochfrequenz-Schaltanwendungen (Kondensatorbatterien, Lichtbogenofenversorgung) beschleunigen diese Entwicklung dramatisch im Vergleich zur Energieverteilung mit durchschnittlich 2-5 Schaltungen pro Monat.
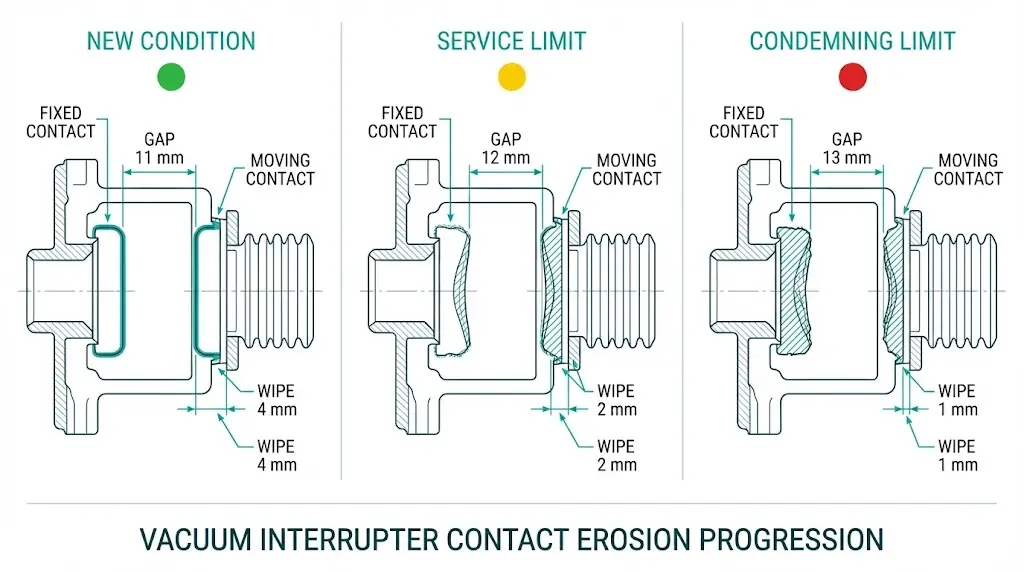
| Zustand | Kontakt Gap | Wischen Sie | Widerstand | Aktion |
|---|---|---|---|---|
| Neu | 11 mm | 4 mm | 30 μΩ | Basislinie aufzeichnen |
| Dienstgrenze | 12 mm | 2 mm | 60 μΩ | Ersatz planen |
| Verurteilung | 13 mm | 1 mm | 100 μΩ | Aus dem Verkehr ziehen |
Die Werte gelten für einen typischen 12 kV, 25 kA Unterbrecher. Tatsächliche Grenzwerte variieren je nach Hersteller.
Die Aufzeichnung des Kontaktabstands in Abhängigkeit von der Anzahl der Schaltvorgänge zeigt die Erosionsrate. Die lineare Regression prognostiziert die verbleibende Lebensdauer und ermöglicht Austauschteile Beschaffung, bevor die Schwelle zur Verurteilung erreicht ist.
[Experteneinblick: Realitäten der Erosionsrate]
- Bergbauinstallationen mit mehr als 50 täglichen Operationen weisen eine 5× schnellere Erosion auf als Anwendungen in der Versorgungswirtschaft
- Kontaktwiderstandstrending erkennt oft Erosion, bevor Spaltmessungen eine Abweichung zeigen
- Die Dokumentation der Ausgangssituation während der Inbetriebnahme ermöglicht aussagekräftige Vergleiche - ohne sie ist die Trendanalyse nur von begrenztem Wert.
- Die Verringerung der Wischbreite auf unter 2 mm geht in der Regel 6-12 Monate vor den Spaltproblemen bei Anwendungen mit hoher Beanspruchung.
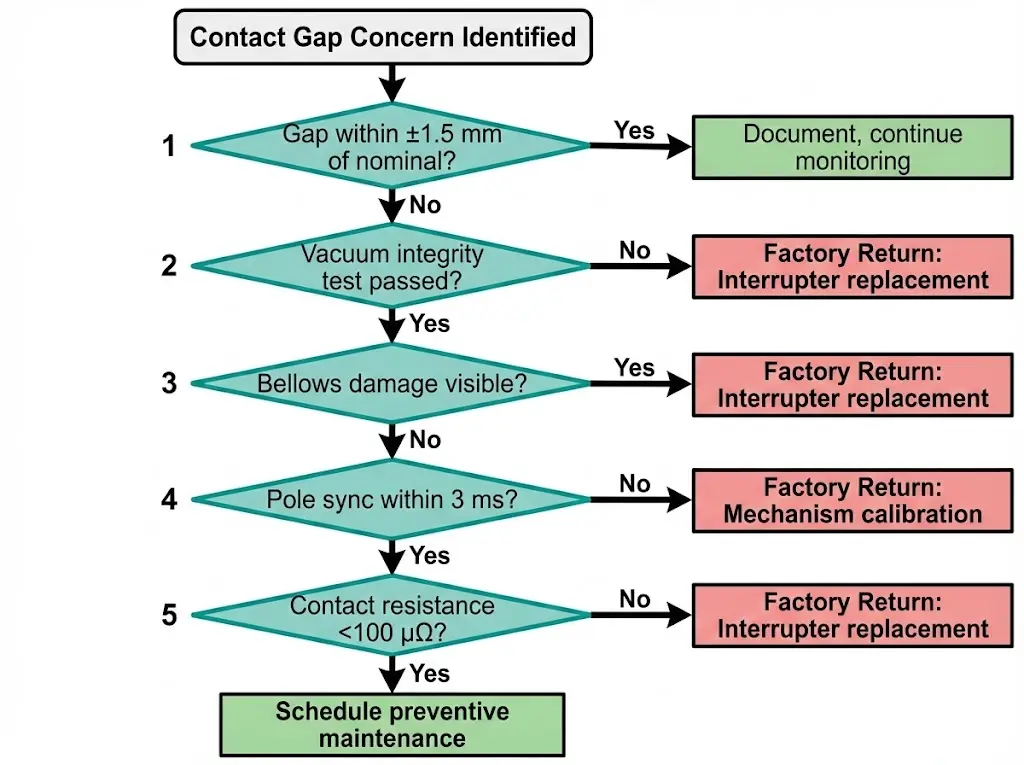
Bestimmte Bedingungen übersteigen die Reparaturmöglichkeiten vor Ort. Der Versuch einer Anpassung birgt größere Risiken als das ursprüngliche Problem.
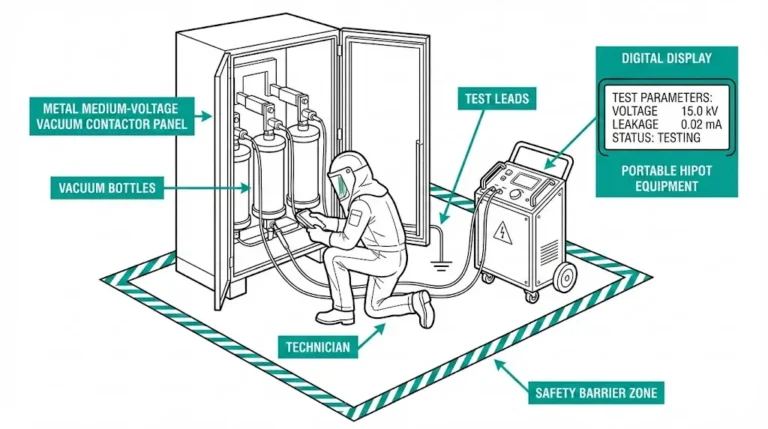
Vakuumverlust: Versagen des Netzfrequenzwiderstandstests bei offenen Kontakten deutet auf Vakuumverschlechterung hin. Eine Reparatur vor Ort ist nicht möglich - die Unterbrecher müssen ausgetauscht werden. Dieser Zustand kann sich als verstärkte Röntgenemission während der Hochspannungsprüfung oder als sichtbare Verfärbung des inneren Lichtbogens zeigen.
Schäden am Balg: Sichtbare Risse, Sprünge oder Verformungen des Metallbalgs, der die Vakuumdichtung aufrechterhält, beeinträchtigen die langfristige Integrität. Selbst geringfügige Schäden rechtfertigen den Austausch der Unterbrecher.
Ausrichtungsabweichung von mehr als 1 mm: Ein Versatz der Mittellinie führt zu ungleichmäßigem Verschleiß und potenzieller mechanischer Bindung. Zur Korrektur sind werkseitige Vorrichtungen erforderlich, die alle zugehörigen Parameter gleichzeitig aufrechterhalten.
Verschleiß des Mechanismus: Übermäßiges Spiel in Gestängestiften, Buchsen oder Lagern verhindert die Stabilität der Kalibrierung. Verschlissene Gestänge können die Einstellung nicht halten.
Kontaktprellen von mehr als 2 ms: Wird bei Zeitprüfungen als Schwingung nach der ersten Kontaktaufnahme gemessen. Übermäßiges Pendeln deutet auf einen verschlissenen Dashpot oder eine falsche Schließgeschwindigkeit hin, die eine Überholung des Mechanismus erfordert.
Checkliste für die Rückgabe an das Werk:
Die Installationsumgebung bestimmt die Häufigkeit der Überprüfung mehr als die Kalenderintervalle.
Vibrationsexposition von in der Nähe befindlichen rotierenden Maschinen lockert die Befestigungen und beschleunigt den Verschleiß des Gestänges. Bei Aufbrechhämmern, die an Strukturen montiert sind, die ständigen Vibrationen ausgesetzt sind, ist eine monatliche Überprüfung erforderlich, während bei stabilen Installationen jährliche Intervalle erforderlich sind. Bergbauanwendungen und Anlagen in der Nähe von Eisenbahnkorridoren weisen die höchsten Driftraten auf.
Temperaturwechsel Ein täglicher Temperaturunterschied von mehr als 30 °C führt zu einer unterschiedlichen Ausdehnung zwischen metallischen Komponenten und isolierenden Trägern. Geben Sie die Umgebungstemperatur in die Messprotokolle ein; vergleichen Sie die bei ähnlichen Temperaturen gemessenen Werte, um eine gültige Tendenz zu erhalten.
Hohe Schaltleistung beschleunigt die Erosion. Bei Anwendungen mit mehr als 10 Schaltvorgängen pro Tag ist eine vierteljährliche Überprüfung der Lücken anstelle einer jährlichen Stichprobenkontrolle gerechtfertigt. Anwendungen zum Schalten von Kondensatorbatterien und zum Starten von Motoren fallen in diese Kategorie.
Eindringen von Verunreinigungen erhöht die Reibung des Mechanismus und beeinträchtigt die Konsistenz des Kontaktwegs. Externe Mechanikgehäuse in staubigen Umgebungen erfordern eine regelmäßige Reinigung, die über die Standardinspektionsprotokolle hinausgeht.
| Umwelt | Wirkung | Überprüfungsintervall |
|---|---|---|
| Kontinuierliche Vibration | Lösen des Verschlusses | Monatlich |
| Große Temperaturschwankungen | Maßabweichung | Vierteljährlich mit Temperaturaufzeichnung |
| Hohe Schaltfrequenz | Beschleunigte Erosion | Vierteljährliche Tendenzen |
| Verstaubt/verschmutzt | Mechanismus Reibung | Jährliche Reinigung + Inspektion |
Die Kalibrierung des Kontaktabstands ist ein Element der umfassenden Qualität von Vakuum-Leistungsschaltern. Bei XBRELE wird jeder Schalter mit Werkskalibrierungsprotokollen ausgeliefert, in denen die gemessenen Werte für Kontaktabstand, Hub, Wischung, Zeit und Widerstand für jede Phase dokumentiert sind - tatsächliche Messungen, keine allgemeinen Spezifikationen.
Unser technisches Support-Team bietet Anleitungen für Messungen vor Ort, Dokumentationspakete für die Kalibrierung und Dienstleistungen für die Rücksendung an das Werk, wenn die Grenzen für die Anpassung vor Ort überschritten werden. Schulungsprogramme, die auf Ihre installierte Flotte zugeschnitten sind, stellen sicher, dass das Wartungspersonal sowohl die Verifizierungsverfahren als auch die Einstellgrenzen versteht.
Kontakt Das Team von XBRELE für die Herstellung von Vakuum-Leistungsschaltern für technische Spezifikationen, Kalibrierungsdatenblätter oder Wartungsschulungsprogramme.
F: Wie oft sollte der Kontaktabstand bei einem Vakuum-Leistungsschalter gemessen werden?
A: Jährliche Messungen eignen sich für die meisten Installationen, aber bei Hochleistungsanwendungen mit mehr als 5.000 Betätigungen pro Jahr oder in Umgebungen mit ständiger Vibration ist eine halbjährliche Überprüfung gerechtfertigt, um Drift zu erkennen, bevor sie die Leistung beeinträchtigt.
F: Kann der Kontaktabstand im Feld angepasst werden, wenn die Messungen eine Abweichung ergeben?
A: Der Kontaktabstand wird werkseitig durch eine Kalibrierung des Mechanismusgestänges eingestellt, die sich auf mehrere voneinander abhängige Parameter auswirkt; Techniker vor Ort sollten Abweichungen dokumentieren und einen Termin für den Werksservice vereinbaren, anstatt eine Anpassung zu versuchen.
F: Was bedeutet die X-Distanzmessung bei einem VCB-Mechanismus?
A: Der X-Abstand bietet eine externe Referenz, die mit der internen Kontaktposition korreliert und eine Überprüfung des Abstands ohne Öffnen des Unterbrechergehäuses ermöglicht - die Herstellerdokumentation enthält die spezifische Korrelation für jedes Modell.
F: Bei welchem Kontaktwiderstandswert sollte eine Vakuumschaltröhre ausgetauscht werden?
A: Ein Widerstand von mehr als 100 μΩ (gemessen mit einer Gleichstromeinspeisung von ≥100 A) deutet im Allgemeinen auf eine Erosion auf Verdachtsniveau hin, obwohl die Herstellerangaben variieren können; eine Tendenz zu den Basiswerten liefert eine frühere Warnung als absolute Schwellenwerte.
F: Warum kann die Polsynchronisation nicht im Feld korrigiert werden?
A: Die Einstellung des Gleichlaufs erfordert eine koordinierte Änderung aller drei Betriebswellen unter Verwendung von Vorrichtungen, die die entsprechenden Parameter gleichzeitig beibehalten - eine Korrektur vor Ort ohne geeignete Werkzeuge verschlimmert in der Regel die Unwucht.
F: Wie wirkt sich die Kontakterosion unterschiedlich auf Spalt- und Wischmessungen aus?
A: Die Erosion verringert zunächst den Wischvorgang (Druck nach der Berührung), während der Spalt stabil bleibt, und vergrößert dann den Spalt in der offenen Position, wenn der Verschleiß fortschreitet. Die Überwachung beider Parameter zeigt das Erosionsstadium genauer als jede Messung allein.
F: Welcher Umweltfaktor verursacht die schnellste Kontaktspaltdrift?
A: Kontinuierliche Vibrationen von in der Nähe befindlichen rotierenden Maschinen beschleunigen sowohl die Lockerung von Befestigungselementen als auch die Abnutzung des Gestänges, was in den meisten Industrieanlagen eine messbar schnellere Kalibrierungsabweichung verursacht als Temperaturschwankungen oder Verschmutzung.