¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
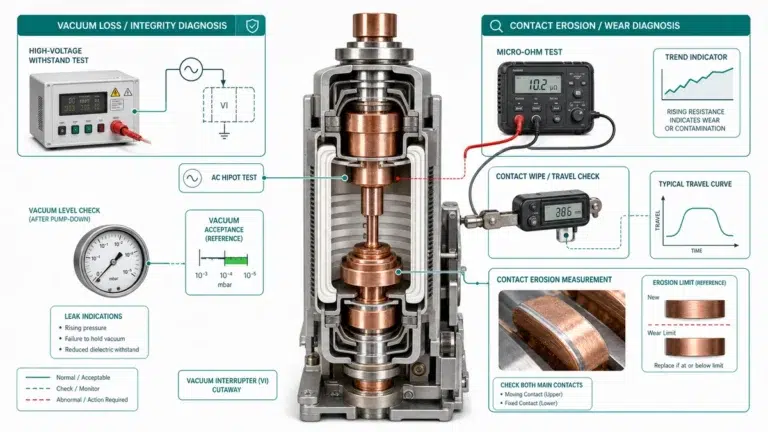
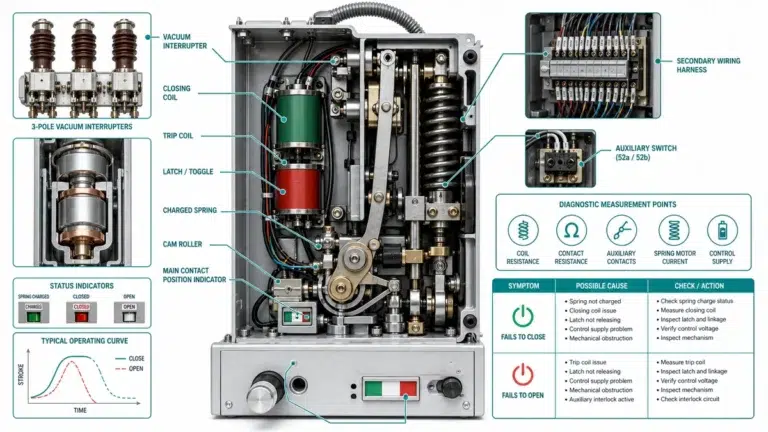
La cámara de interrupción de un contactor de vacío mantiene la presión interna por debajo de 10-³ Pa para conseguir la rigidez dieléctrica necesaria para una extinción fiable del arco. Cuando este vacío se degrada (por fugas lentas o erosión de los contactos), el contactor pierde su capacidad de interrumpir con seguridad las corrientes de carga. Detectar las fugas de la botella de vacío antes de que se produzca el fallo es el principal reto para los equipos de mantenimiento que trabajan con aplicaciones de conmutación de condensadores y control de motores de media tensión.
La degradación del vacío sigue dos vías principales: el fallo del cierre mecánico y la avería metalúrgica.
Las fugas mecánicas suelen producirse en las juntas soldadas cerámica-metal. Los ciclos térmicos provocan microfisuras en estas juntas herméticas, que deben soportar diferenciales de temperatura de 80-120 °C durante el funcionamiento normal de conmutación, manteniendo al mismo tiempo índices de fuga inferiores a 10-¹⁰ Pa-m³/s durante toda la vida útil del dispositivo. En las evaluaciones de campo de las aplicaciones de control de motores industriales, estos fallos en las juntas son la causa de la mayoría de las pérdidas prematuras de vacío.
El segundo mecanismo tiene que ver con el consumo de material de contacto. Las botellas de vacío de grado contactor utilizan composiciones de contacto de CuCr o AgWC (carburo de plata-tungsteno) optimizadas para el rango de corriente de 200-600 A. Cada operación de conmutación erosiona aproximadamente 0,1-0,5 μg de material de contacto, depositando condensado de vapor metálico en las superficies internas de la cámara. Esta erosión se acumula a lo largo de cientos de miles de operaciones.
La relación entre la presión de vacío y la capacidad dieléctrica sigue la ley de Paschen. A presiones superiores a 10-¹ Pa, el camino libre medio de las moléculas de gas se acorta lo suficiente como para soportar una ionización sostenida, reduciendo la tensión de ruptura de más de 30 kV a potencialmente por debajo de la tensión nominal del contactor. Este umbral marca el límite entre un contactor en buen estado y uno averiado. interruptor de vacío conjuntos.
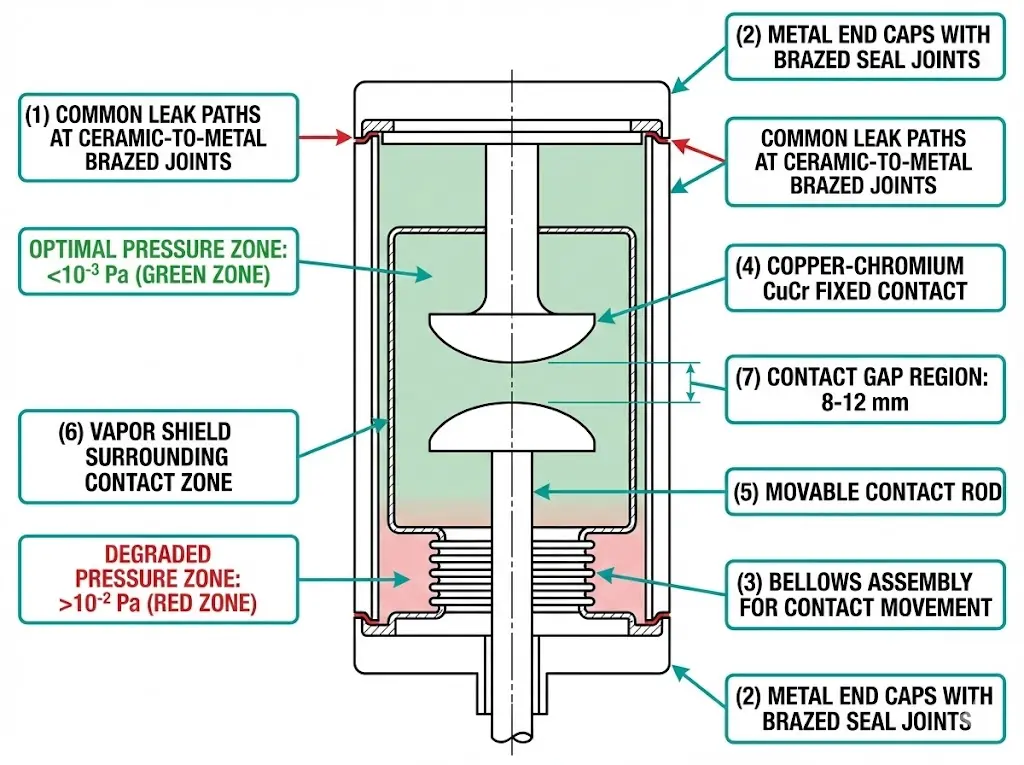
Las pruebas de campo sistemáticas identifican la degradación del vacío antes de que se produzca un fallo catastrófico. Cuando la presión de vacío supera los 10-² Pa, la rigidez dieléctrica disminuye drásticamente, comprometiendo tanto la capacidad de extinción del arco como la seguridad del personal.
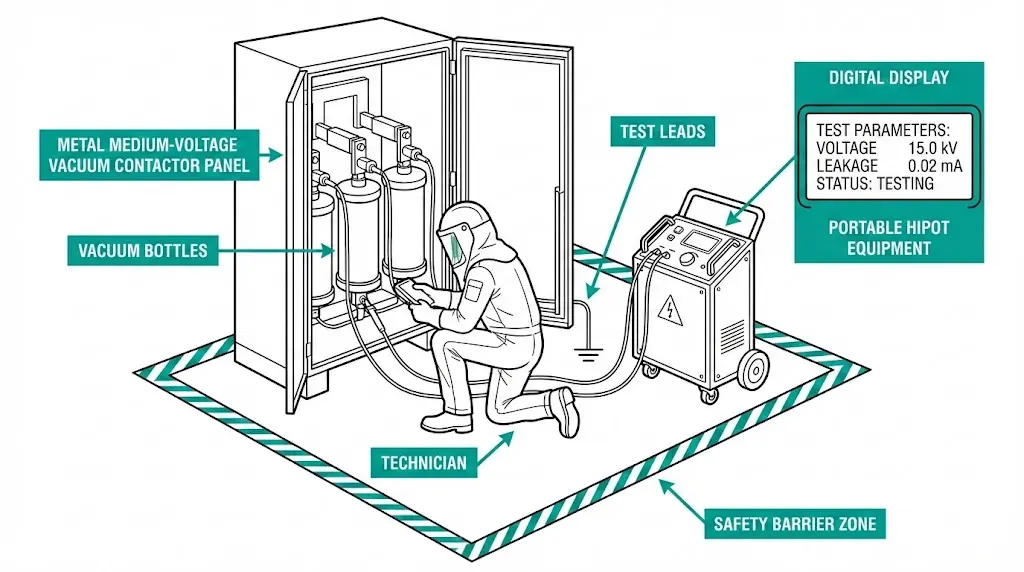
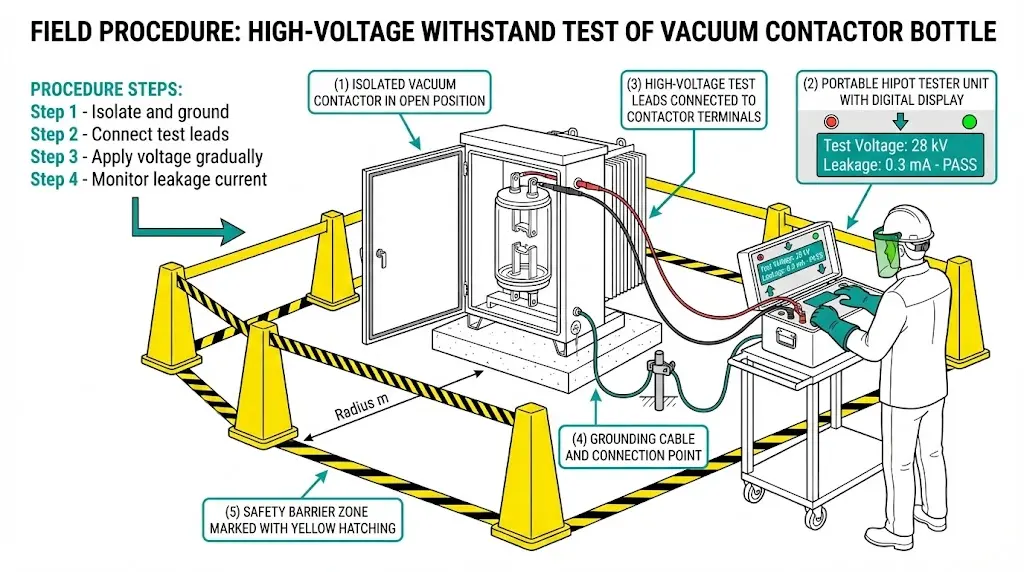
El método de campo más accesible es la prueba de resistencia de CA o CC. Para un contactor de vacío de 12 kV, se aplica una tensión de prueba de aproximadamente 28-32 kV a través de los contactos abiertos durante un minuto.
Procedimiento de campo:
Este método detecta eficazmente la pérdida bruta de vacío, pero tiene limitaciones. La degradación parcial (presión a 10-¹ Pa) puede superar las pruebas de resistencia pero fallar en condiciones de fallo reales en las que la extinción del arco depende de forma crítica de la calidad del vacío.
Las pruebas MAC detectan la degradación del vacío midiendo la emisión de rayos X cuando los contactos se separan bajo tensión. En frascos correctamente evacuados (presión < 10-³ Pa), la ionización es mínima. A medida que aumenta la presión, la intensidad de los rayos X aumenta proporcionalmente.
Las unidades de campo suelen funcionar a 10-20 kV CC con sensibilidad para detectar la degradación a 10-¹ Pa-bien antes del fallo funcional. Sin embargo, los comprobadores MAC requieren una formación especializada y una inversión en equipos que limita su disponibilidad para el mantenimiento rutinario.
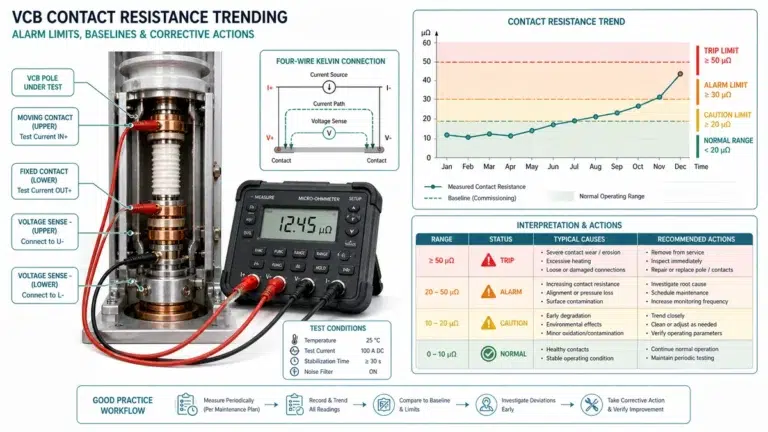
La tendencia de la resistencia de contacto proporciona una indicación indirecta del final de la vida útil. Los contactos de CuCr nuevos suelen mostrar una resistencia inferior a 50 μΩ por polo. En aplicaciones con conmutaciones frecuentes que superan las 100.000 operaciones, los valores de resistencia que suben a 150-200 μΩ indican una erosión significativa que requiere sustitución.
Este método no mide directamente el vacío, sino que señala las condiciones que suelen acompañar a la degradación de las juntas.
[Perspectiva del experto: Realidades de las pruebas de campo]
- Los factores ambientales afectan significativamente a la precisión: la humedad superior a 70% y las fluctuaciones de temperatura superiores a ±15°C comprometen la fiabilidad de las pruebas de alta tensión.
- Un único “aprobado” sólo proporciona confianza puntual, no seguridad a largo plazo.
- Combinar varios métodos siempre que sea posible: hipot + resistencia de contacto + recuento de operaciones ofrece un valor predictivo superior al de una sola prueba.
- Documentar los valores de referencia en la puesta en marcha; los datos de tendencias resultan más valiosos que los umbrales absolutos.
Ningún método de campo garantiza la detección de fugas incipientes. Cada técnica ofrece ventajas y limitaciones específicas que los equipos de mantenimiento deben sopesar en función de los recursos disponibles y las consecuencias del fallo.
| Método de detección | Detección lenta de fugas | Detección de fugas graves | Portátil de campo | Coste relativo | Nivel de conocimientos |
|---|---|---|---|---|---|
| AC/DC Hipot | Bajo | Alto | Sí | Bajo-Medio | Medio |
| Pruebas MAC | Medio-Alto | Alto | Limitado | Alto | Alto |
| Rayos X | Alto | Alto | No | Muy alta | Especializado |
| Resistencia de contacto | Sólo indirecto | Sólo indirecto | Sí | Bajo | Bajo |
| Operación Recuento | Predictivo | Predictivo | Sí | Mínimo | Bajo |
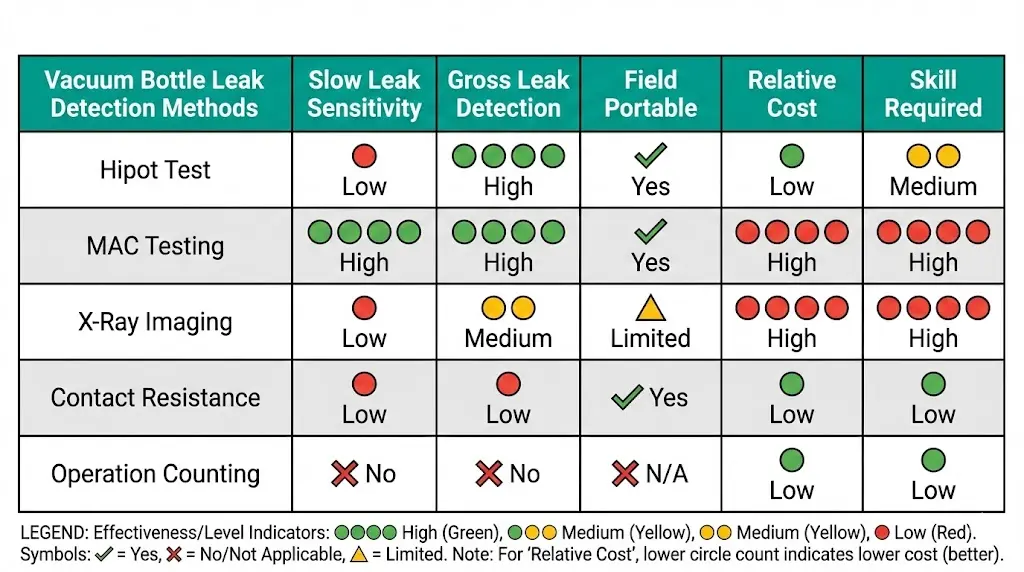
Para los programas de mantenimiento rutinario, la combinación práctica es la prueba hipotética más la medición de la resistencia de contacto más el seguimiento del funcionamiento. Esta tríada detecta la mayoría de los modos de fallo a un coste razonable. Reserve los métodos MAC o de rayos X para aplicaciones críticas en las que una interrupción no planificada tiene graves consecuencias: plantas de proceso continuo, energía esencial para hospitales o líneas de producción de alto valor.
La idea clave que se desprende de la experiencia sobre el terreno es que la evaluación de los frascos de vacío funciona mejor como análisis de tendencias que como determinación de apto/no apto. Un frasco que muestra una disminución de la tensión soportada 15% durante dos años merece una mayor atención que otro que mantiene lecturas estables, incluso si ambos superan actualmente los umbrales mínimos.
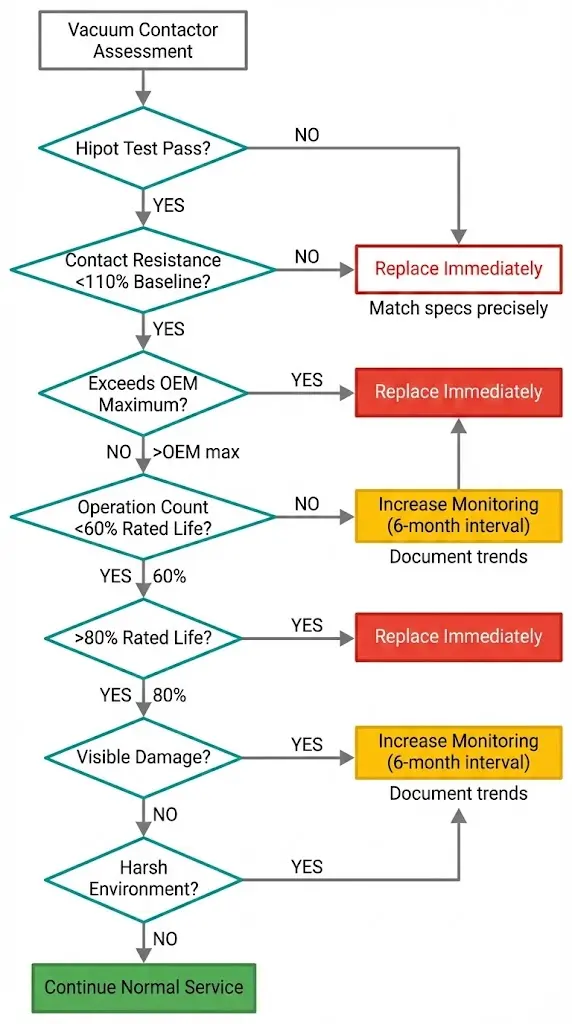
Traducir los resultados de las pruebas en decisiones de mantenimiento requiere criterios claros. El siguiente marco se aplica a los contactores de vacío de media tensión en servicio industrial.
Deben cumplirse todas las condiciones:
Cualquiera de estas condiciones desencadena una observación más minuciosa:
Una sola condición justifica la sustitución:
Las botellas de vacío vienen selladas de fábrica y no son reacondicionables. La sustitución en campo implica cambiar todo el conjunto del interruptor en vacío. La longitud de carrera, la distancia entre contactos y la tensión/corriente nominales coinciden exactamente con las especificaciones originales.
Plazos de entrega desde fabricantes de contactores de vacío suelen durar entre 8 y 16 semanas. Conjuntos de repuesto en stock para aplicaciones críticas en las que una interrupción imprevista tiene graves consecuencias.
El reconocimiento honesto de las limitaciones de las pruebas genera confianza y evita el exceso de confianza en los resultados del diagnóstico.
Las microfisuras pueden propagarse después de las pruebas. Un envase al vacío que hoy supera todas las pruebas de campo puede fallar dentro de unos meses si un defecto de sellado empeora bajo ciclos térmicos continuados. Todas las pruebas de campo proporcionan instantáneas puntuales, no garantías predictivas.
Las tasas de fuga lentas a 10-⁴ Pa/año pueden no manifestar síntomas detectables durante años después de la prueba inicial. Para cuando la degradación se hace mensurable mediante métodos estándar, la botella puede estar ya acercándose al umbral crítico de 10-² Pa.
La distancia de contacto, el diseño de los fuelles, la composición cerámica y la geometría de la pantalla de vapor difieren significativamente de un fabricante a otro. Es posible que los umbrales de prueba genéricos no se apliquen universalmente. Consulte siempre los boletines técnicos de los fabricantes para modelos específicos.
Algunos fabricantes ofrecen servicios de repetición de pruebas en fábrica para las botellas retiradas, una opción valiosa para aplicaciones críticas en las que la confirmación justifica el coste logístico.
La norma IEC 62271-106 define los requisitos de los contactores de vacío, pero no impone procedimientos específicos de detección de fugas sobre el terreno. IEEE C37.85 cubre conmutación por vacío pero se centra principalmente en las condiciones de laboratorio. Los profesionales de campo suelen basarse en las directrices del fabricante combinadas con las publicaciones de los grupos de trabajo del sector de CIGRE e IEEE PES.
[Perspectiva del experto: Lo que las normas no le dicen].
- Los valores de resistencia de la IEC se basan en condiciones de laboratorio; las instalaciones sobre el terreno con oscilaciones de temperatura, vibraciones o contaminación pueden llegar antes al final de su vida útil.
- Aproximadamente 12% de los fallos de los contactores de vacío en el servicio industrial se deben a la pérdida de vacío y no al desgaste mecánico.
- El umbral de presión de 10-² Pa es conservador; la degradación funcional suele comenzar a partir de 10-¹ Pa con conmutaciones de alta corriente.
- Documéntelo todo: una curva de tendencia ascendente predice el fracaso con mayor fiabilidad que cualquier medición absoluta.
Una gestión eficaz del envasado al vacío combina la realización sistemática de pruebas con una planificación logística práctica.
Para aplicaciones que requieren disyuntor de vacío o soluciones de contactores con pruebas documentadas de integridad del vacío, trabaje con fabricantes que proporcionen certificados de pruebas de fábrica y asistencia técnica para programas de evaluación sobre el terreno.
Para aplicaciones de disyuntores y contactores de vacío, los siguientes umbrales indican condiciones de fin de vida útil que requieren sustitución inmediata:
| Tipo de aplicación | Métodos recomendados | Frecuencia de prueba |
|---|---|---|
| Industria general | Hipot + Resistencia de contacto | Anual |
| Proceso crítico | Hipot + MAC + Resistencia de contacto | Semestral |
| Sistemas de seguridad | Sala completa con rayos X | Según especificaciones del fabricante |
Referencia externa: IEC 62271-106 - Norma IEC 62271-106 para contactores de CA
P: ¿Cómo se comprueba la estanqueidad de un frasco contactor de vacío sobre el terreno?
A: Aplique tensión de hipotensión de CA o CC a través de los contactos abiertos a 80% del nivel de resistencia nominal mientras supervisa la corriente de fuga. Los valores superiores a 1 mA o el flameo por debajo de la tensión umbral indican una degradación del vacío que requiere más investigación o sustitución.
P: ¿Qué causa la pérdida de vacío en los frascos contactores con el paso del tiempo?
R: Los ciclos térmicos estresan las juntas soldadas de cerámica-metal, creando microfisuras que permiten la entrada lenta de aire. La alta frecuencia de conmutación acelera la fatiga de los fuelles, mientras que la erosión por contacto libera partículas metálicas que pueden comprometer las superficies internas.
P: ¿Cuánto suelen durar los frascos contactores de vacío?
R: La mayoría de los fabricantes clasifican los contactores de vacío para 1-3 millones de operaciones mecánicas y 50.000-200.000 operaciones eléctricas a la corriente nominal. La vida útil real depende en gran medida de la frecuencia de conmutación, los niveles de corriente y las condiciones ambientales, incluida la magnitud de las oscilaciones de temperatura.
P: ¿Puede fallar en servicio un frasco al vacío que supera la prueba de hipot?
R: Sí. La prueba Hipot detecta la pérdida bruta de vacío, pero puede pasar por alto la degradación parcial. Una botella con una presión límite (en torno a 10-¹ Pa) puede superar la prueba de resistencia pero no interrumpir la corriente de fallo, ya que la extinción del arco depende en gran medida de la calidad del vacío.
P: ¿Es posible reparar o renovar un frasco de vacío con fugas?
R: No. Los conjuntos de interruptores de vacío son unidades selladas en fábrica que no se pueden volver a evacuar ni reparar sobre el terreno. La pérdida de vacío detectada requiere la sustitución completa del conjunto de la botella de vacío por una unidad con las mismas especificaciones.
P: ¿Qué factores ambientales aceleran la degradación del vacío?
R: Las oscilaciones diarias de temperatura superiores a 40°C, la humedad ambiente superior a 85%, las vibraciones significativas de los equipos adyacentes y la exposición al aire salado en instalaciones costeras estresan las juntas y aceleran la degradación por encima de los índices esperados en entornos controlados.
P: ¿Cómo deben priorizar los equipos de mantenimiento las pruebas de vacío en varios contactores?
R: Establezca las prioridades en función de las consecuencias del fallo y del servicio acumulado. Los contactores de procesos críticos, las unidades con un elevado número de operaciones que se aproximan al 60% de la vida útil nominal y los equipos en entornos difíciles justifican pruebas más frecuentes que los contactores de uso general en condiciones favorables.