¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
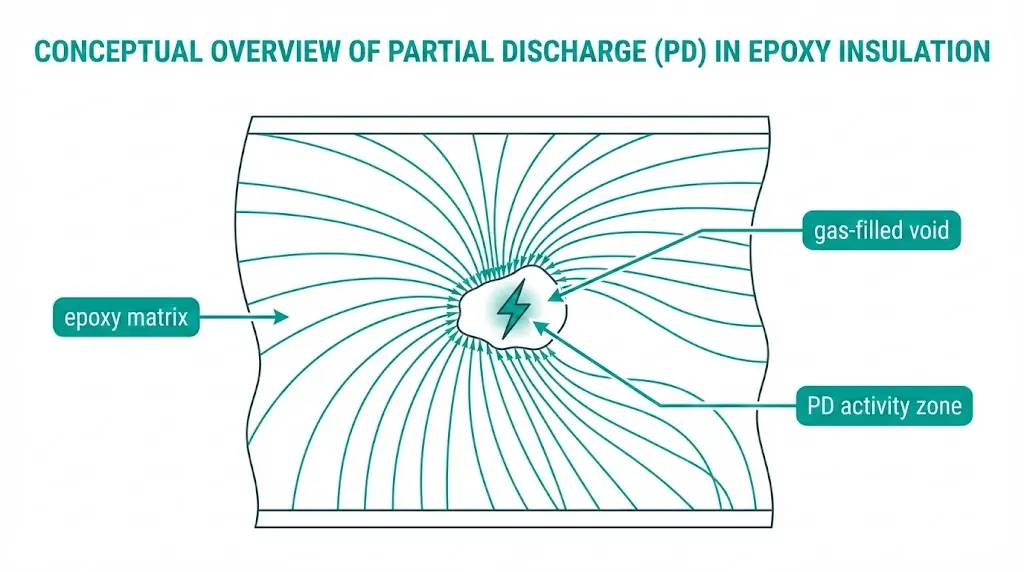
La descarga parcial en el aislamiento epoxi se refiere a una avería eléctrica localizada dentro de huecos o defectos llenos de gas que no puentea completamente el aislamiento entre conductores. Estas microdescargas liberan energía que erosiona progresivamente la matriz epoxi circundante, creando finalmente vías conductoras que comprometen la integridad dieléctrica.
Los interruptores de media tensión dependen en gran medida de componentes de epoxi moldeado: polos incrustados que alojan interruptores de vacío, aislantes de buje, carcasas de transformadores de corriente y soportes estructurales. Desde el exterior, estas piezas parecen sólidas y uniformes. Sin embargo, en su interior, las imperfecciones de fabricación (bolsas de aire atrapadas, cavidades por contracción, delaminaciones de la interfaz) pueden albergar condiciones que provocan descargas parciales a voltajes de funcionamiento normales.
El reto para los ingenieros de mantenimiento y los inspectores de calidad reside en la detección. Las descargas parciales no producen daños externos visibles hasta que el fallo es inminente. Para entonces, es posible que ya se hayan desarrollado trazas carbonizadas dentro del epoxi.
Este artículo examina los fundamentos físicos que subyacen al inicio de la EP, identifica los síntomas observables mediante diversos métodos de detección y aclara los umbrales de aceptación extraídos de los marcos de la IEC y la IEEE. Ingenieros que especifican o inspeccionan Conjuntos de interruptores automáticos de vacío encontrará orientación práctica aplicable desde la inspección de los componentes entrantes hasta la supervisión durante el servicio.
La descarga parcial en piezas de epoxi se refiere a una avería eléctrica localizada que se produce dentro o en la superficie del aislamiento de epoxi sin conectar completamente los electrodos. A diferencia de un fallo dieléctrico completo, la actividad de descarga parcial permanece confinada a los puntos defectuosos, mientras que el aislamiento circundante mantiene su integridad. Esta ionización localizada libera paquetes de energía que suelen oscilar entre 1 pC y 1000 pC, dependiendo del tamaño del vacío y de la magnitud del voltaje aplicado.
La física se centra en la intensificación del campo eléctrico en las imperfecciones. Cuando la tensión supera la rigidez dieléctrica local —normalmente entre 3 y 5 kV/mm para los huecos llenos de aire—, comienza la ionización. Las pruebas de campo realizadas en instalaciones de aparatos de conexión de media tensión con una potencia nominal de 12-36 kV muestran de forma sistemática que la DP se inicia a intensidades de campo de entre 2 y 5 kV/mm dentro de las cavidades internas, muy por debajo del umbral de ruptura de 15-25 kV/mm del propio epoxi sólido.
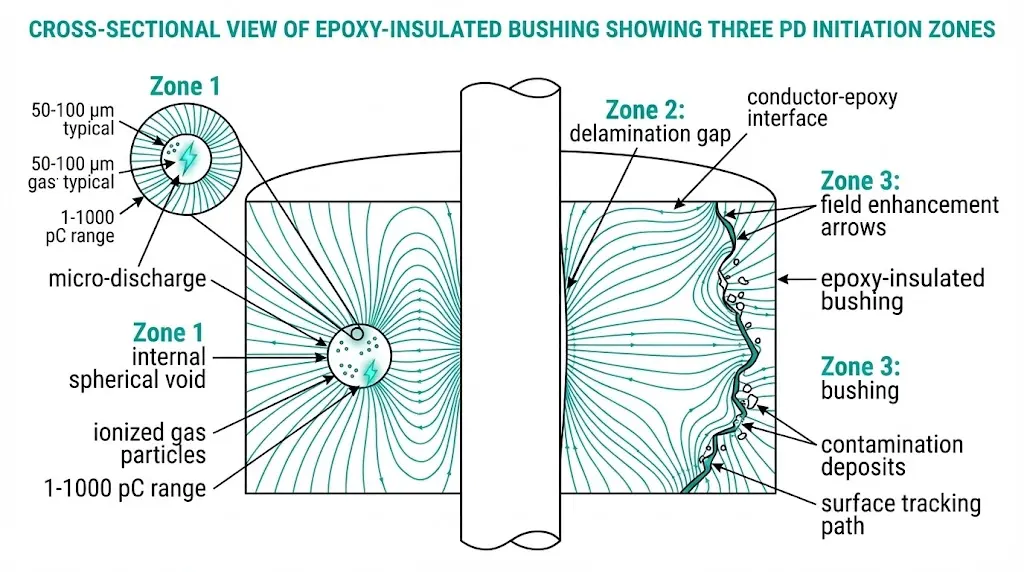
Hay tres categorías principales de defectos que provocan descargas parciales en los sistemas de aislamiento epoxi:
Huecos y cavidades internos Se forma durante el moldeo cuando la desgasificación es incompleta o cuando los ciclos térmicos crean microseparaciones entre el epoxi y los conductores incrustados. Los huecos llenos de gas de tan solo 50 μm pueden iniciar la actividad de descarga, ya que la rigidez dieléctrica del aire (~3 kV/mm) es significativamente menor que la del epoxi curado (~20-25 kV/mm).
Delaminación interfacial Se desarrolla donde el epoxi se une a insertos metálicos, bujes o materiales de refuerzo. Los coeficientes de expansión térmica diferenciales entre el epoxi (aproximadamente 50-70 × 10⁻⁶/°C) y los conductores de cobre (17 × 10⁻⁶/°C) crean una tensión mecánica que separa progresivamente estas interfaces.
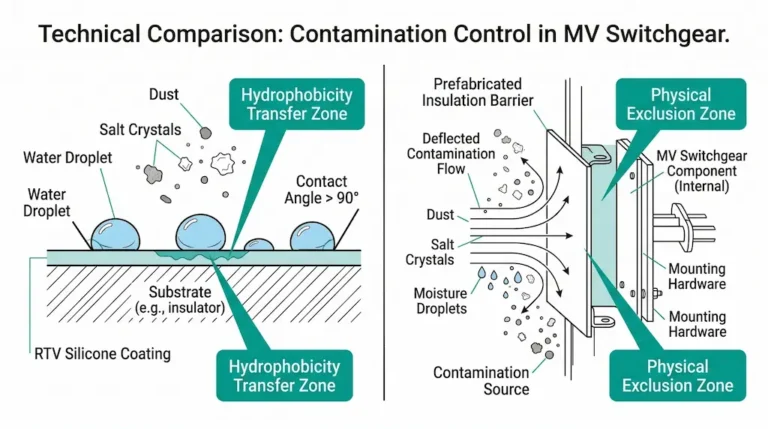
Contaminación superficial y rastreo Se produce cuando los depósitos conductores (humedad, polvo o residuos químicos) crean vías de descarga a lo largo de las superficies epoxi expuestas a entornos húmedos o contaminados.
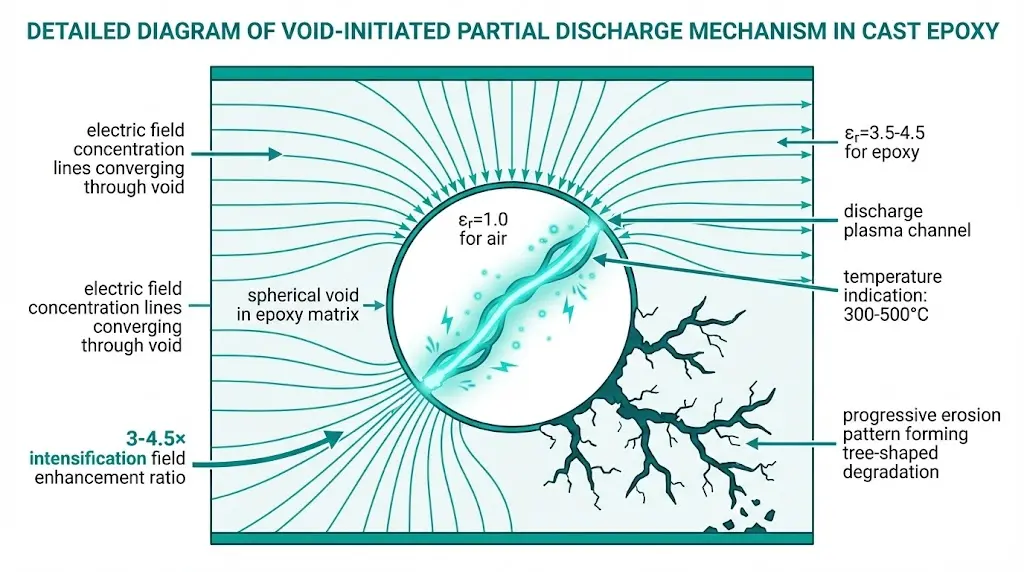
El mecanismo de descarga parcial sigue una secuencia física predecible. Cuando se aplica voltaje alterno a través del aislamiento epoxi, cualquier vacío interno experimenta una mayor concentración del campo eléctrico. La permitividad relativa de un vacío (aproximadamente 1,0 para el aire) en comparación con el epoxi circundante (εr ≈ 3,5-4,5) crea ratios de mejora del campo de 3× a 4,5× dentro del defecto.
El voltaje de inicio de descarga sigue la relación donde la tensión interna de la cavidad = (εepoxi / εvacío) × campo aplicado. Cuando esta tensión localizada supera aproximadamente los 3 kV/mm en los huecos llenos de aire a presión atmosférica, se produce la ruptura de Paschen. Cada pulso de descarga libera normalmente 10-12 a 10-8 culombios (1 pC a 10 nC), dependiendo de la geometría del hueco y la magnitud del voltaje aplicado.
Los tamaños de vacío tan pequeños como 50-100 μm pueden mantener una actividad PD repetitiva a frecuencias de funcionamiento de 50/60 Hz. Cada ciclo de CA puede desencadenar múltiples eventos de descarga: las mediciones muestran que las tasas de repetición de descargas alcanzan entre 10³ y 10⁵ pulsos por segundo en condiciones severas.
La cascada destructiva comienza cuando las descargas repetidas erosionan el material epoxi circundante a través del bombardeo de iones, la radiación UV y el calentamiento localizado que alcanza los 300-500 °C dentro del canal de descarga. Esto crea un agrandamiento progresivo de la cavidad, formando patrones de degradación característicos en forma de árbol. Una actividad de DP sostenida por encima de 1000 pC suele indicar un envejecimiento acelerado del aislamiento que requiere una intervención de mantenimiento.
[Perspectiva experta: Observaciones de campo sobre la progresión de la EP]
- La actividad inicial de la EP suele parecer estable durante meses antes de acelerarse; la tendencia regular revela el deterioro antes de la insuficiencia.
- Los ciclos térmicos entre las operaciones diurnas y nocturnas aceleran la delaminación de la interfaz en instalaciones exteriores.
- La PD iniciada por vacío en polos incrustados suele progresar hasta provocar un fallo de seguimiento en un plazo de 2 a 5 años si no se trata.
- La PD superficial provocada por la contaminación responde bien a la limpieza, mientras que los huecos internos requieren la sustitución de componentes.
El control del proceso de fabricación determina directamente la prevalencia de huecos en los componentes de epoxi moldeados. Las pruebas realizadas en más de 200 componentes de transformadores de resina moldeada revelan patrones consistentes en la formación de defectos.
Desgasificación al vacío incompleta deja burbujas de aire atrapadas, especialmente en piezas fundidas con geometrías complejas. Para una desgasificación adecuada, es necesario mantener niveles de vacío inferiores a 1 mbar durante 15-30 minutos antes y durante el vertido, dependiendo de la viscosidad de la resina y del tamaño de los componentes.
Gradiente térmico durante el curado crea huecos por contracción cuando las superficies externas se solidifican antes que las regiones internas. Las piezas fundidas de sección gruesa que superan los 25 mm requieren un aumento controlado de la temperatura, normalmente de 2 a 3 °C por hora, para garantizar una polimerización uniforme.
Desmoldeo inadecuado o preparación inadecuada de la superficie. impide la humectación adecuada de los conductores incrustados y los insertos metálicos. La contaminación de la superficie con aceites, óxidos o humedad crea defectos en la interfaz que se convierten en puntos de delaminación bajo tensión térmica o mecánica.
Asentamiento del relleno En los sistemas epoxi rellenos se produce cuando las partículas de sílice o alúmina se separan antes de la gelificación. Esto crea gradientes de densidad con regiones propensas a formar huecos en las secciones superiores de la fundición.
| Tipo de defecto | Causa raíz | Ubicación típica | Nivel de riesgo de EP |
|---|---|---|---|
| Huecos por contracción | Temperatura de curado desigual | Secciones gruesas, transiciones geométricas | Alto |
| Aire atrapado | Tiempo de desgasificación insuficiente | Cercanía a conductores, esquinas afiladas | Alto |
| Delaminación | Preparación deficiente de la superficie | Interfaz conductor-epoxi | Crítico |
| Asentamiento del relleno | Vida útil prolongada, mezcla inadecuada. | Partes superiores de fundición | Medio |
| Bolsillos de humedad | Materiales contaminados, ambiente húmedo | Distribución aleatoria | Medio |
Para Fabricantes de interruptores automáticos de vacío, Los conjuntos de polos integrados plantean retos particulares. Las bridas metálicas del interruptor de vacío, las conexiones flexibles de los conductores y las penetraciones de las varillas de accionamiento crean interfaces que requieren un encapsulado epoxi preciso y procedimientos de preparación de superficies validados.
La selección de la metodología de detección depende de la accesibilidad del equipo, la sensibilidad requerida y el tiempo de inactividad aceptable.
Métodos de detección eléctrica proporcionar mediciones cuantitativas de la PD:
Medición de la carga aparente por IEC 60270 (Técnicas de ensayo de alta tensión: mediciones de descargas parciales) sigue siendo el estándar de referencia para las pruebas de aceptación. En condiciones de laboratorio se alcanza una sensibilidad de 1-5 pC utilizando celdas de prueba blindadas y amplificadores de bajo ruido. Las mediciones de campo suelen alcanzar una sensibilidad de 10-50 pC debido a las interferencias electromagnéticas ambientales.
Detección de frecuencia ultraalta (UHF) Captura las emisiones electromagnéticas en el rango de 300 MHz a 3 GHz generadas por los rápidos tiempos de subida de la corriente de descarga. Los métodos UHF destacan en entornos industriales con ruido eléctrico, donde las mediciones convencionales de 50/60 Hz sufren interferencias. Los interruptores con carcasa metálica proporcionan un blindaje natural que mejora la relación señal-ruido de los UHF.
Detección de emisiones acústicas Detecta pulsos ultrasónicos (20-300 kHz) producidos por la expansión de gas durante los eventos de descarga. La triangulación mediante múltiples sensores localiza las fuentes de DP con una precisión de ±50 mm en equipos accesibles.
Pruebas físicas se hace visible a medida que se intensifica la actividad de la EP:
Firmas térmicas La termografía infrarroja revela puntos calientes en los puntos de descarga. Las elevaciones de temperatura de entre 5 y 15 °C por encima del valor de referencia justifican una investigación, aunque los defectos profundamente incrustados pueden no producir un calentamiento detectable en la superficie.
Las pruebas fuera de línea durante las interrupciones programadas permiten una aplicación controlada del voltaje y la máxima sensibilidad de medición. La supervisión en línea detecta tendencias sin interrumpir el servicio, pero funciona con una sensibilidad reducida debido al ruido de los equipos energizados.
Protocolo de pruebas sin conexión:
La medición inicial debe realizarse en los seis meses siguientes a la instalación de los equipos de conmutación críticos. Las pruebas posteriores, realizadas a intervalos de tres a cinco años, permiten establecer las tendencias de degradación. Se realizan pruebas adicionales tras cualquier incidente térmico, operación de protección o anomalía notificada, como ruidos u olores inusuales.
Los sistemas de prueba PD portátiles con condensadores de acoplamiento integrados son adecuados para su uso sobre el terreno. La tensión aplicada suele seguir las recomendaciones de la norma IEC 60270: acondicionamiento a 1,1 × U₀ durante 60 segundos, seguido de la medición a U₀ (tensión de funcionamiento fase-tierra). La documentación del ruido de fondo valida la credibilidad de la medición.
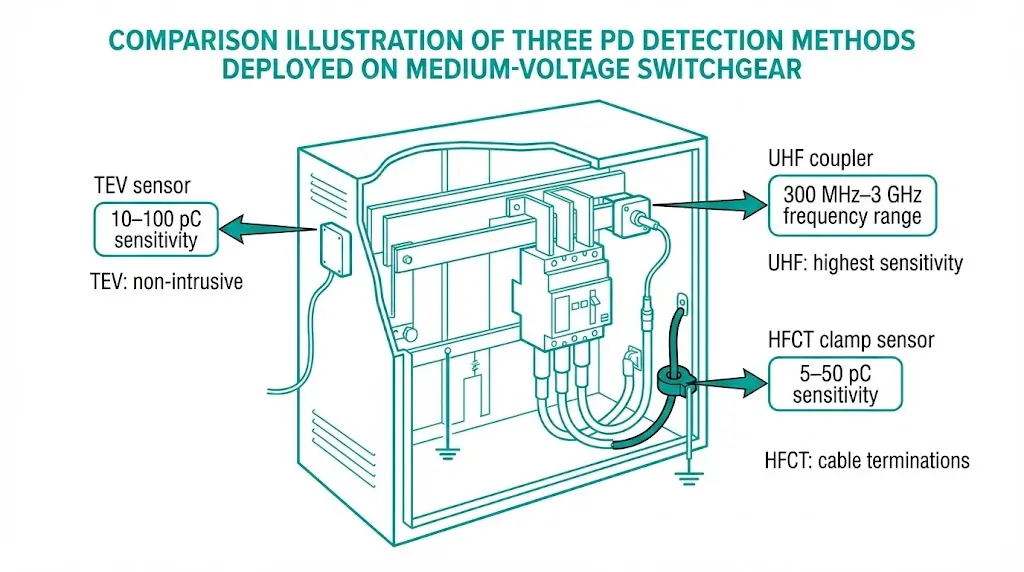
Tecnologías de monitorización en línea:
| Método | Sensibilidad | Instalación | Mejor aplicación |
|---|---|---|---|
| Sensores TEV (tensión transitoria de tierra) | 10-100 pC típico | Montaje superficial no intrusivo | Aparatos de conexión revestidos de metal/cerrados |
| Acopladores internos UHF | 1–10 pC alcanzable | Requiere integración de diseño o ventana de modernización. | Cargas críticas, SIG |
| HFCT (transformador de corriente de alta frecuencia) | 5-50 pC típico | Conductores de puesta a tierra con abrazadera | Terminaciones de cables, bujes |
La monitorización continua justifica la inversión en equipos que dan servicio a cargas críticas, donde las interrupciones imprevistas tienen graves consecuencias. La integración con los sistemas SCADA permite la activación automática de alarmas cuando los niveles de PD superan los umbrales de tendencia.
Comprensión Construcción del interruptor de vacío Ayuda a priorizar la supervisión: el interruptor en sí mismo funciona en alto vacío, inmune a la PD, pero su encapsulación de epoxi y sus conexiones externas siguen siendo vulnerables.
[Perspectiva experta: Consideraciones prácticas sobre la detección]
- Los sensores TEV funcionan mejor en superficies metálicas pintadas o recubiertas; el metal desnudo proporciona un acoplamiento inconsistente.
- El mapeo del ruido de fondo UHF antes de la puesta en servicio establece umbrales de alarma válidos.
- Los métodos acústicos pierden eficacia a través de las juntas atornilladas y las juntas; la colocación del sensor es importante.
- La combinación de dos métodos de detección reduce las tasas de falsos positivos entre un 60 % y un 80 %% en comparación con la monitorización con un solo método.
La norma IEC 62271-1 (Aparatos de conexión y control de alta tensión. Especificaciones comunes) establece los requisitos de ensayo de descargas parciales para equipos de media y alta tensión. La norma especifica la metodología de ensayo de tipo con un umbral de aceptación de ≤10 pC de carga aparente medida según la norma IEC 60270.
Secuencia de tensión de prueba según IEC 62271-1:
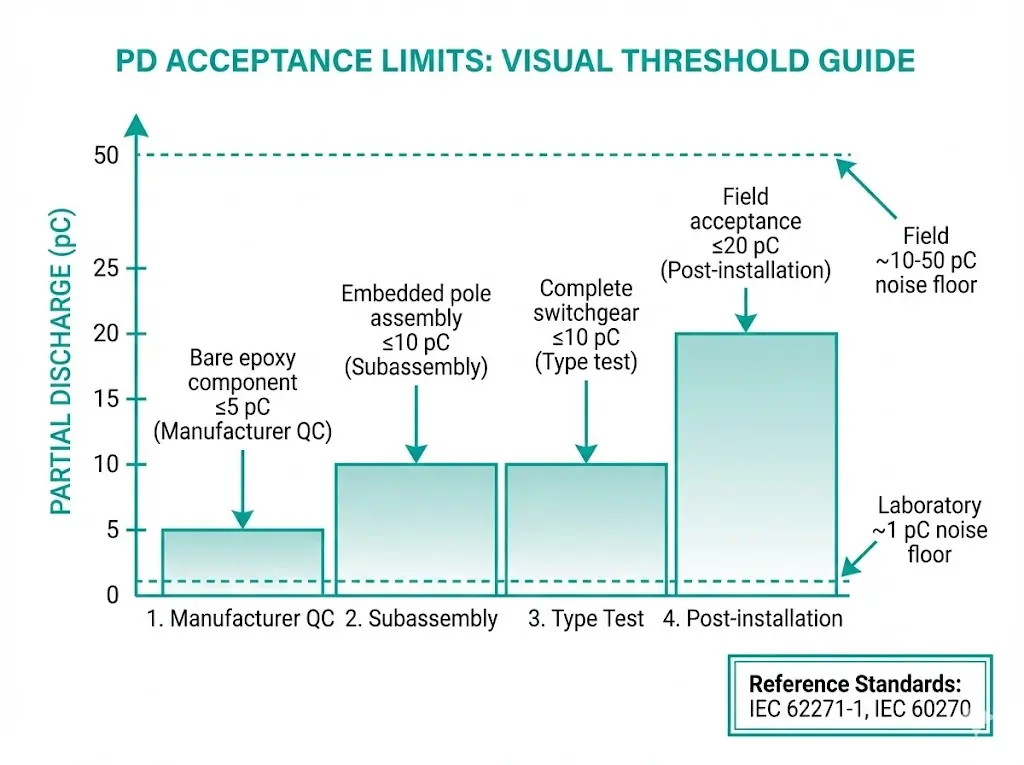
Jerarquía de umbrales por nivel de prueba:
| Nivel de prueba | Límite de aceptación | Contexto de la aplicación |
|---|---|---|
| Componente epoxi sin recubrimiento | ≤5 pC | Control de calidad de entrada del fabricante |
| Conjunto de poste empotrado | ≤10 pC | Verificación del subconjunto |
| Aparato de conexión completo | ≤10 pC | Prueba de tipo, prueba rutinaria si se especifica. |
| Aceptación en campo | ≤20 pC | Después de la instalación (ruido de fondo elevado) |
El umbral conservador a nivel de componentes de ≤5 pC proporciona un margen para interfaces adicionales y concentraciones de tensión introducidas durante la integración del montaje. Los componentes que superen este límite deben ser rechazados o sometidos a un análisis de la causa raíz antes de su incorporación a los conjuntos de aparatos de conexión.
Las normas IEEE C37.20.2 (Aparatos de conexión con revestimiento metálico) y C37.20.3 (Aparatos de conexión con envolvente metálica) se armonizan cada vez más con la metodología y los umbrales de la IEC. Ambas normas hacen referencia a la norma IEC 60270 para los procedimientos de medición y los requisitos de calibración.
Las especificaciones de adquisición eficaces establecen requisitos claros que los proveedores pueden verificar y documentar.
Requisitos esenciales de la solicitud de presupuesto:
Señales de alerta en la respuesta de los proveedores:
El Lista de verificación de solicitud de presupuesto de VCB Proporciona plantillas de especificaciones completas aplicables a conjuntos de postes encapsulados en epoxi y componentes de aparatos de conexión asociados.
Protocolo de inspección de entrada:
El examen visual identifica defectos superficiales, contaminación y conformidad dimensional. Las pruebas dieléctricas según el procedimiento de prueba rutinario del fabricante, normalmente una resistencia a la frecuencia industrial durante 1 minuto, verifican la integridad básica del aislamiento. La medición de descargas parciales durante o después de la prueba de resistencia confirma que los niveles de defectos internos se mantienen dentro de las especificaciones.
La conservación de la documentación debe incluir informes de pruebas, certificados de calibración y registros de trazabilidad de los materiales para la asistencia en materia de garantía y la investigación de averías, si fuera necesario durante la vida útil.
Las descargas parciales en el aislamiento epoxi siguen una física predecible: los huecos de fabricación concentran los campos eléctricos, la ruptura localizada se inicia a niveles de tensión muy inferiores a la resistencia del material a granel y la erosión progresiva acaba por derrotar la barrera dieléctrica. La prevención comienza con la disciplina de fabricación: moldeo al vacío en condiciones controladas, duración adecuada de la desgasificación, preparación validada de la interfaz y perfiles de temperatura de curado adecuados.
La detección combina pruebas de aceptación durante la adquisición con evaluaciones periódicas sobre el terreno y, en el caso de aplicaciones críticas, con una supervisión continua en línea. El umbral ≤10 pC para los nuevos equipos de media tensión representa décadas de experiencia en el sector codificadas en las normas IEC.
Para la adquisición, especifique explícitamente el cumplimiento de la norma IEC 60270. Exija documentación del proceso de fabricación que aborde los riesgos de formación de huecos. Establezca bases de referencia de medición después de la instalación y realice un seguimiento de las tendencias a lo largo de la vida útil. Cuando aparezca actividad de descarga parcial, ya sea mediante detección eléctrica, pruebas físicas o imágenes térmicas, investigue de inmediato. La intervención temprana previene las fallas catastróficas que siguen a la progresión descontrolada de la descarga parcial.
P: ¿Qué provoca el inicio de descargas parciales en el aislamiento epoxi?
R: La PD se inicia cuando la tensión del campo eléctrico dentro de los huecos llenos de gas o las grietas de la interfaz supera aproximadamente los 3 kV/mm, el umbral de ruptura del aire. Los defectos de fabricación, como las burbujas atrapadas, las cavidades por contracción y la delaminación de los conductores, crean estos puntos vulnerables.
P: ¿Puede la monitorización en línea sustituir a las pruebas periódicas de DP fuera de línea?
R: La monitorización en línea detecta cambios en las tendencias y eventos agudos, pero normalmente funciona con una sensibilidad entre 5 y 10 veces menor que las mediciones controladas fuera de línea. La mayoría de los programas de mantenimiento combinan ambos enfoques: monitorización continua para la alerta temprana y pruebas periódicas fuera de línea para la evaluación cuantitativa.
P: ¿Con qué rapidez daña la descarga parcial el aislamiento epoxi?
R: La progresión varía mucho en función de la magnitud de la descarga y la frecuencia de repetición. La actividad de bajo nivel (por debajo de 100 pC) puede persistir durante años con una degradación mínima, mientras que una descarga sostenida por encima de 1000 pC suele producir una erosión apreciable en cuestión de meses y fallos de seguimiento en un plazo de 2 a 5 años.
P: ¿Qué nivel de PD requiere una acción inmediata frente a una monitorización continua?
R: Las lecturas inferiores a 20 pC en condiciones de campo generalmente justifican un monitoreo continuo a intervalos estándar. Los niveles entre 20 y 100 pC sugieren una frecuencia de inspección acelerada y una investigación de la causa raíz. La actividad sostenida por encima de 100 pC normalmente requiere un reemplazo o reparación planificados dentro del siguiente período de mantenimiento.
P: ¿Un voltaje de funcionamiento más alto siempre aumenta el riesgo de descargas parciales?
R: Un voltaje más alto aumenta proporcionalmente la tensión del campo, pero el diseño del aislamiento debe adaptarse en consecuencia. Un componente de 36 kV bien fabricado, con las distancias adecuadas y una construcción sin huecos, presenta un menor riesgo de descarga parcial que un componente de 12 kV defectuoso que funciona cerca de sus límites de diseño.
P: ¿Se puede reparar una descarga parcial en epoxi sin sustituir los componentes?
R: El seguimiento de la superficie desde la contaminación responde a la limpieza y el recubrimiento. Los huecos internos y los defectos masivos no se pueden reparar durante el servicio; los componentes afectados deben sustituirse. Algunos fabricantes ofrecen pruebas de recalificación después de la renovación, pero esto se aplica principalmente a la restauración de la superficie externa y no a la reparación de defectos internos.
P: ¿Por qué las mediciones de PD en campo permiten umbrales más altos que las pruebas de fábrica?
R: Los entornos de campo introducen interferencias electromagnéticas procedentes de los equipos en funcionamiento, lo que reduce la sensibilidad práctica de las mediciones. El umbral de aceptación de campo ≤20 pC tiene en cuenta este elevado nivel de ruido de fondo, al tiempo que mantiene una capacidad significativa de detección de defectos. Las pruebas de fábrica en condiciones controladas alcanzan el umbral ≤10 pC especificado para las pruebas de tipo.