¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
Un transformador de distribución sale de fábrica como un activo probado y certificado. Lo que ocurre entre la expedición y la primera puesta en servicio determina a menudo el valor de esa certificación.
Los datos de campo de los equipos de puesta en servicio revelan un patrón constante: 15-20% de los fallos tempranos de los transformadores no se originan por fallos de diseño o defectos de fabricación, sino por daños de transporte, almacenamiento inadecuado o atajos en la instalación. Estos fallos acarrean costes que van más allá de la propia unidad: retrasos en el proyecto, adquisiciones de emergencia, disputas con los contratistas y complicaciones con la garantía que agotan los recursos durante meses.
Esta guía aborda los aspectos no relacionados con las pruebas de la preenergización de transformadores. El marco de la lista de comprobación está dirigido a los transformadores de distribución de 10 kV a 35 kV, que abarcan de 100 kVA a 2500 kVA: los caballos de batalla de las instalaciones industriales, los edificios comerciales y las redes de distribución de servicios públicos. Cada fase prepara el transformador para las pruebas eléctricas siguientes. Si se omite un paso, los resultados de las pruebas dejan de ser fiables. Si se ejecuta a fondo, la puesta en servicio se realiza sin sorpresas.
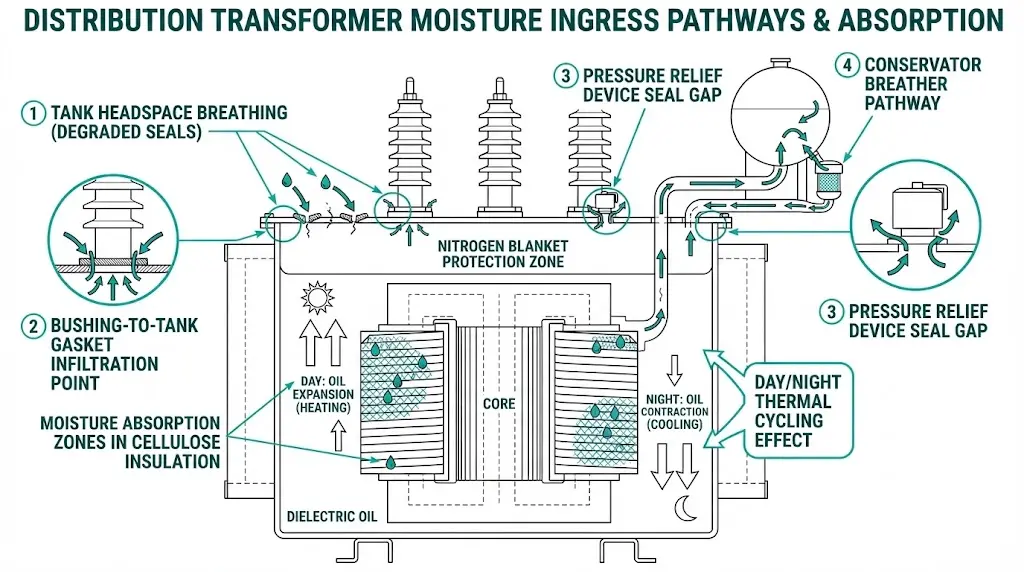
La entrada de humedad representa la principal amenaza para la integridad del aislamiento de los transformadores durante las fases de preenergización. En evaluaciones de campo realizadas en más de 80 subestaciones eléctricas, los transformadores almacenados incorrectamente durante periodos superiores a 6 meses muestran sistemáticamente un elevado contenido de humedad en las muestras de aceite, que a menudo alcanza 25-35 ppm en comparación con el umbral aceptable de ≤10 ppm para equipos nuevos.
El papel aislante a base de celulosa que envuelve los devanados de los transformadores actúa como un material higroscópico con una importante afinidad por la humedad. En condiciones ambientales típicas de 25°C y 60% de humedad relativa, el papel kraft alcanza un contenido de humedad de equilibrio de aproximadamente 6-8% en peso. Esta absorción de humedad acelera la degradación dieléctrica por hidrólisis, reduciendo tanto el grado de polimerización como la resistencia mecánica del sistema de aislamiento.
Durante el transporte, los ciclos térmicos crean la vía de humedad más problemática. Las diferencias de temperatura entre el día y la noche, que a menudo oscilan entre 15 y 25 °C, hacen que el espacio de cabeza del depósito del transformador experimente ciclos de respiración. La humedad atmosférica entra a través de sellados inadecuados durante los periodos de enfriamiento cuando la presión interna cae por debajo de la ambiente. Mantener una presión positiva de nitrógeno de 20-35 kPa en los tanques sellados evita este mecanismo de infiltración.
El estrés mecánico agrava los problemas de humedad. Las frecuencias de vibración en tránsito suelen oscilar entre 5 y 200 Hz, lo que puede aflojar las estructuras de sujeción del núcleo y desplazar las posiciones de los bobinados. Los daños por impacto se manifiestan en tres categorías principales: desplazamiento del bobinado detectable mediante el análisis de la función de transferencia, compresión de las juntas debido a los ciclos térmicos y entrada de contaminación a través de dispositivos de alivio de presión mal sellados. El folleto técnico 445 del CIGRE documenta que 12% de los fallos de transformadores durante el primer año se correlacionan con procedimientos inadecuados de verificación previa a la puesta en tensión.
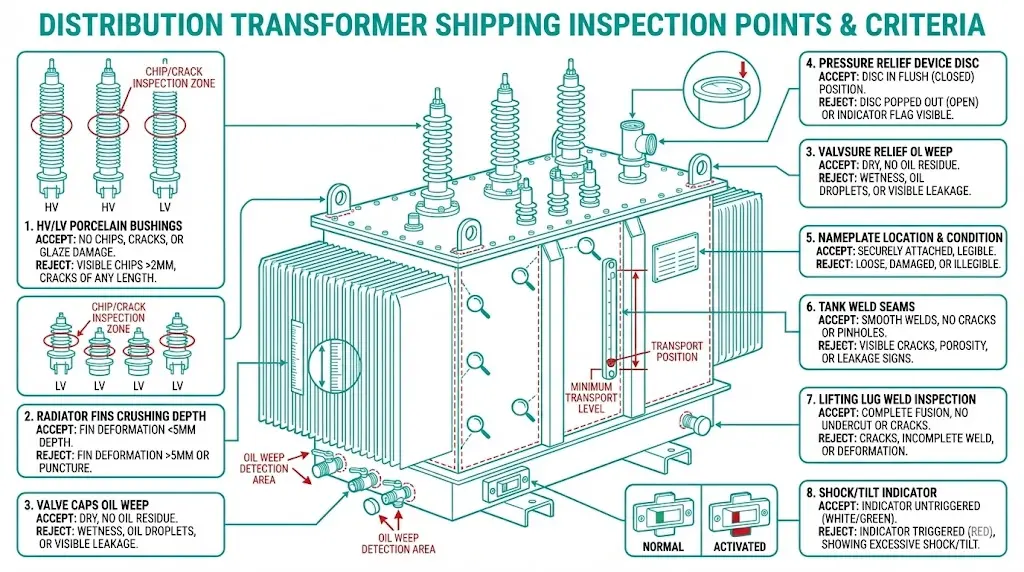
En cuanto llega un transformador, comienza la inspección, mientras la unidad permanece en el vehículo de transporte. Esta secuencia es importante porque la descarga puede enmascarar o empeorar los daños existentes.
Evaluación previa a la descarga:
Inspección de componentes posterior a la descarga:
| Componente | Punto de Inspección | Criterios de aceptación/rechazo |
|---|---|---|
| Casquillos HV/LV | Superficie de porcelana | Sin astillas, grietas ni daños en el esmalte |
| Radiadores/Aletas | Alineación física | Sin aplastamiento >5 mm de profundidad |
| Válvulas | Presencia de gorras | Todos los tapones instalados, no hay fugas de aceite |
| Dispositivo de descarga de presión | Posición del disco | Sentado, sin indicación de rotura |
| Placa de identificación | Legibilidad | Corresponde a las especificaciones del pedido de compra |
| Costuras del depósito | Aspecto de la soldadura | Sin grietas ni filtraciones visibles |
| Anillas de elevación | Integridad de la soldadura | Sin grietas ni deformaciones |
En las unidades llenas de aceite, compruebe el indicador magnético de nivel de aceite: la aguja debe indicar dentro de la zona “fría” o “de transporte”. Examine la cámara colectora del relé Buchholz en busca de gas acumulado. Los transformadores de tipo seco se envían con tarjetas indicadoras de humedad visibles a través de las ventanas de inspección. El color azul indica niveles de humedad aceptables por debajo de 30% HR. El color rosa indica entrada de humedad que requiere remediación antes de la energización.
La documentación fotográfica resulta esencial para las reclamaciones de flete y las discusiones sobre la garantía del fabricante. Incluya las etiquetas de envío y las lecturas de los indicadores en el conjunto fotográfico. Para obtener especificaciones completas sobre la construcción de transformadores de distribución, consulte Recursos técnicos de XBRELE para transformadores de distribución.
[Peritaje: Observaciones sobre el terreno de los daños causados por el transporte marítimo].
- Las microfisuras de los casquillos de porcelana suelen aparecer sólo bajo una luz oblicua: inspeccione desde varios ángulos.
- La pérdida de aceite en los vástagos de las válvulas suele indicar daños en la junta tórica debido a los ciclos de temperatura durante el transporte.
- Los indicadores de choque situados en la base del transformador detectan los impactos verticales; las unidades montadas en los laterales captan las fuerzas laterales; compruebe ambas ubicaciones.
- Las discrepancias en la placa de características entre la unidad enviada y la orden de compra causan más retrasos en la puesta en marcha que los defectos reales.
Los plazos de los proyectos se retrasan. Las subestaciones no están listas. Los permisos se estancan. Cuando un transformador debe esperar semanas o meses antes de su instalación, las condiciones de almacenamiento influyen directamente en si se energiza correctamente o requiere un costoso reacondicionamiento.
Umbrales de almacenamiento en interiores:
El almacenamiento al aire libre exige una mitigación activa. Este enfoque debe seguir siendo temporal, idealmente menos de 30 días.
Eleve los transformadores sobre bloques de hormigón o encofrados de madera, a una altura mínima de 150 mm sobre el nivel del suelo. El contacto con agua estancada acelera la corrosión del tanque en cuestión de días. Utilice lonas industriales aseguradas contra el viento, pero deje los bordes inferiores parcialmente abiertos, ya que las carcasas totalmente selladas atrapan la condensación. Los tapones instalados de fábrica deben permanecer en su sitio durante el almacenamiento.
| Tipo de almacenamiento | Duración máxima | Límite de humedad | Requisitos clave |
|---|---|---|---|
| Interior (climatizado) | Más de 12 meses | <60% RH | Inspección visual mensual |
| Interior (no controlado) | 6 meses | <70% RH | Control del desecante, comprobación de los respiraderos |
| Exterior (protegido) | 30 días | N/A | Elevado, alquitranado, controles de presión semanales |
Control del manto de nitrógeno se aplica a unidades de más de 1000 kVA. Compruebe semanalmente el manómetro. El rango aceptable suele estar entre 0,2-0,5 bar de presión positiva, aunque las especificaciones del fabricante varían. Si la presión cae por debajo del umbral, póngase en contacto con el fabricante antes de intentar la recarga, ya que la pureza incorrecta del nitrógeno o el contenido de humedad introducen contaminación.
Los respiraderos de gel de sílice de los transformadores de tipo conservador deben mostrar una coloración azul que indique un contenido de humedad inferior a la saturación 35%. Cuando el gel cambia a color rosa, la sustitución inmediata evita la transferencia de humedad al sistema de conservación de aceite. La dirección Serie IEC 60076 proporciona orientación básica sobre los requisitos de manipulación y almacenamiento de transformadores.
Una preparación adecuada del emplazamiento elimina la confusión que puede dar lugar a problemas de instalación. Complete estos puntos antes de la fecha de entrega del transformador.
Especificaciones de la cimentación por calificación:
| Potencia (kVA) | Gama de pesos (kg) | Grosor de la almohadilla | Dimensiones de la almohadilla |
|---|---|---|---|
| 100-315 | 800-1,800 | 150 mm | 1,5m × 1,5m |
| 500-1,000 | 2,000-4,000 | 200 mm | 2,0m × 2,0m |
| 1,250-2,500 | 4,500-8,000 | 250 mm | 2,5m × 3,0m |
La tolerancia de nivelación no debe superar ±5 mm en toda la superficie de la plataforma. Verifique la ubicación de los pernos de anclaje con los planos del fabricante antes de verter el hormigón. Deje transcurrir un mínimo de 7 días de curado en condiciones normales. Las disposiciones de contención de aceite, ya sean muros de contención integrales o conexión a sistemas separadores de agua y aceite, deben completarse antes de la colocación del transformador.
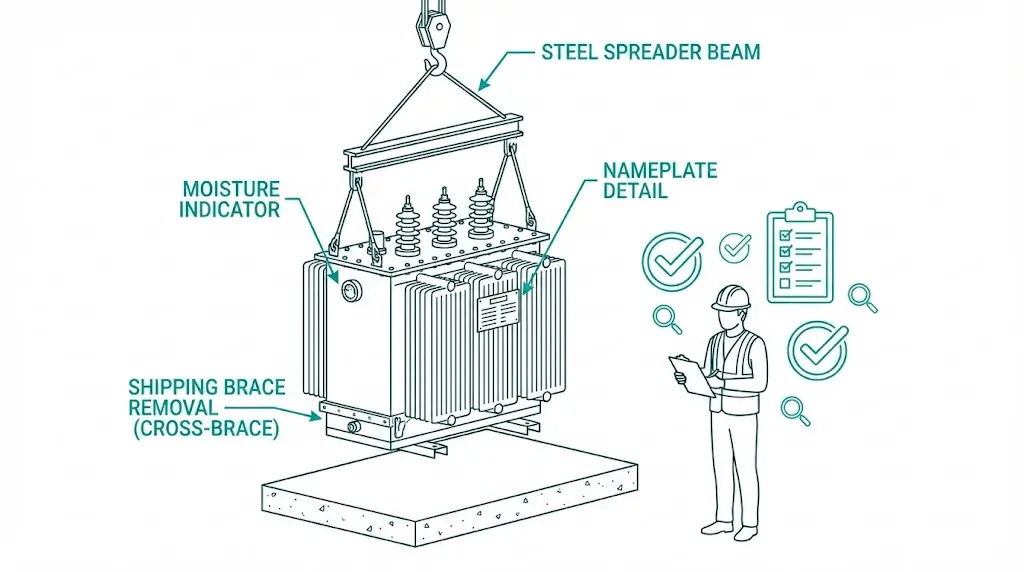
El aparejo exige precisión. Utilice únicamente las orejetas de elevación designadas. Nunca levante por los bujes, los soportes del radiador o las bridas de las válvulas bajo ninguna circunstancia. Las unidades de más de 2.000 kg requieren vigas separadoras para mantener los ángulos de eslinga adecuados. Mantenga la elevación estrictamente vertical; si se cargan lateralmente las orejetas se corre el riesgo de que fallen las soldaduras.
Baje lentamente sobre los cimientos, sin dejarse caer, incluso desde una altura de 50 mm. Alinee los orificios de la base con los pernos de anclaje antes de transferir todo el peso. Compruebe el nivel en dos direcciones perpendiculares. Instale las tuercas de los pernos de anclaje apretándolas a mano al principio, y luego con el par de apriete final en secuencia cruzada según las especificaciones del fabricante.
Secuencia de conexión de los casquillos:

Comprender el ecosistema más amplio de la aparamenta ayuda a contextualizar la integración de los transformadores. Los principios de funcionamiento del disyuntor de vacío demostrar una atención similar a la integridad del sistema sellado durante la instalación.
[Expert Insight: Lecciones de instalación de más de 200 proyectos de puesta en servicio].
- Las cimentaciones irregulares provocan errores en el indicador de nivel de aceite que persisten durante toda la vida útil del transformador: compruebe el nivel antes y después de apretar los pernos de anclaje.
- Los valores de par de apriete de las conexiones de los casquillos difieren entre los terminales de aluminio y los de cobre; consulte siempre el material específico de la placa de características.
- La tensión de la terminación del cable en los casquillos provoca más fallos en la porcelana que los daños causados por el transporte; utilice un soporte de cable adecuado a menos de 300 mm del punto de conexión.
- Documentar fotográficamente la posición del cambiador de tomas tal y como está instalado; los operarios suelen cuestionar los ajustes iniciales durante el equilibrado de la carga.
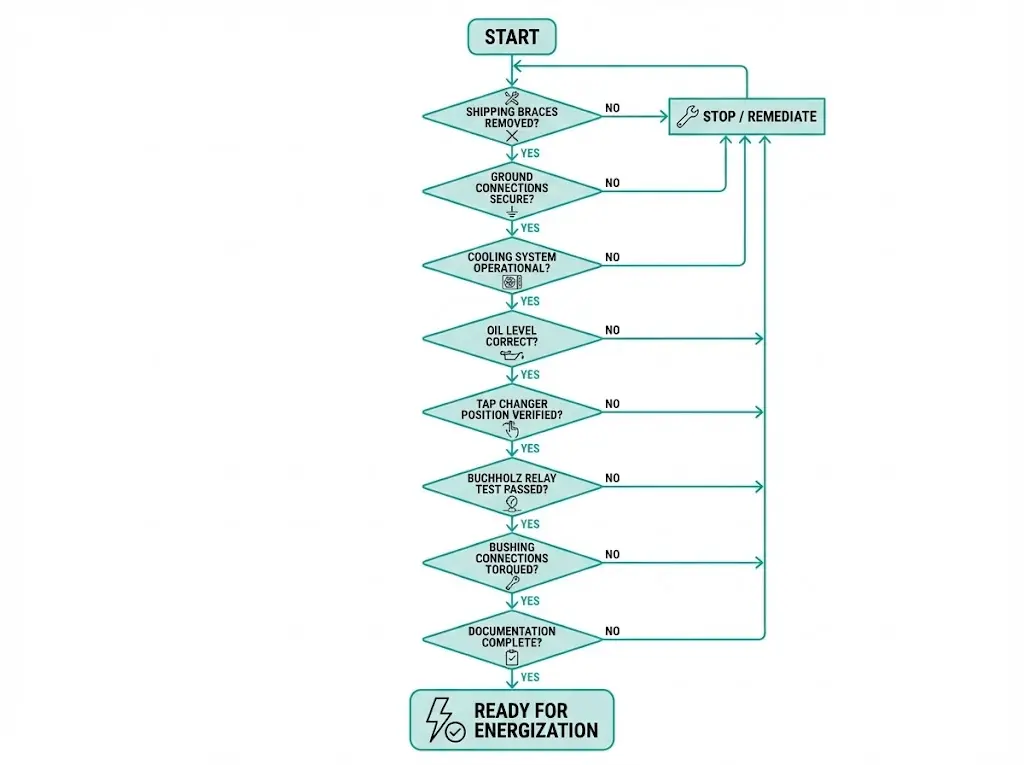
Antes de aplicar la tensión, repase esta secuencia de confirmación. Cada elemento representa un modo de fallo observado en la puesta en servicio sobre el terreno.
Verificación Go/No-Go:
Conjunto de paquetes de documentación apoya la aprobación de la puesta en servicio y el mantenimiento futuro:
Esta documentación pasa a formar parte del expediente permanente del activo. Durante las reclamaciones de garantía o las investigaciones de fallos, los registros incompletos trasladan la carga de la prueba al propietario. Para obtener orientación sobre la integración de componentes de conmutación relacionados, La experiencia de XBRELE en la fabricación de componentes ofrece recursos técnicos adicionales.
La experiencia sobre el terreno revela errores recurrentes que las listas de comprobación sistemáticas pretenden evitar:
| Error | Consecuencia | Prevención |
|---|---|---|
| Soportes de envío dejados instalados | Daños en el núcleo/bobinado por dilatación térmica | Verifique la extracción durante la instalación; compruebe el interior del depósito si es accesible. |
| Casquillos retirados antes de tiempo | Contaminación por humedad y residuos | Retirar sólo en el momento de la conexión, nunca días antes |
| Indicador de humedad rosa ignorado | Rotura del aislamiento bajo carga, a menudo en cuestión de horas. | Remediación obligatoria antes de la energización |
| Cimientos irregulares | Tensión en el depósito, errores en el indicador de aceite, ineficacia de la refrigeración | Verificación del nivel antes y después de la colocación |
| Valores de par genéricos aplicados | Conexiones sueltas que provocan calentamiento, o grietas en la porcelana | Utilice exclusivamente las especificaciones del fabricante |
| Manta de nitrógeno no controlada | Pérdida de atmósfera inerte, entrada de humedad | Controles semanales del manómetro durante el almacenamiento |
El alcance de la inspección de preenergización difiere fundamentalmente de las pruebas de aceptación en fábrica. Las pruebas en fábrica verifican el cumplimiento del diseño en condiciones controladas. Las inspecciones in situ confirman que el transporte y el almacenamiento no han comprometido la disponibilidad operativa. Esta distinción exige que el personal se centre en los cambios de estado más que en los parámetros de rendimiento absolutos.
XBRELE diseña transformadores de distribución para un despliegue fiable sobre el terreno en aplicaciones industriales, comerciales y de servicios públicos. Los protocolos de pruebas en fábrica y los completos paquetes de documentación facilitan los flujos de trabajo de puesta en servicio.
La asistencia técnica va más allá de la entrega de equipos. Las preguntas previas a la puesta en marcha, la orientación para la instalación y la asistencia para la resolución de problemas ayudan a los equipos de puesta en marcha a ejecutar las tareas con confianza.
Explore especificaciones de los transformadores de distribución y soporte de ingeniería de aplicaciones para su próximo proyecto.
P: ¿Cuánto tiempo puede permanecer un transformador almacenado a la intemperie antes de necesitar un reacondicionamiento?
R: El almacenamiento protegido al aire libre no debe superar los 30 días; pasado este periodo, el riesgo de entrada de humedad aumenta significativamente y las pruebas de aislamiento suelen revelar un elevado contenido de humedad que requiere procedimientos de tratamiento o secado del aceite.
P: ¿Qué significa un indicador de humedad rosa en un transformador de tipo seco?
R: La coloración rosa indica que la humedad relativa en el interior de la caja ha superado 30%, lo que indica la entrada de humedad que compromete la integridad del aislamiento.
P: ¿Por qué es fundamental retirar las abrazaderas de transporte antes de la primera energización?
R: Los refuerzos internos restringen el movimiento del núcleo y del bobinado durante el transporte; cuando el transformador se calienta bajo carga, los componentes se expanden y golpean los refuerzos fijos, causando daños mecánicos a los bobinados y a las estructuras de sujeción del núcleo.
P: ¿Se pueden utilizar valores de par de apriete estándar para las conexiones de casquillos?
R: Los casquillos sin porcelana tienen límites de tensión específicos para cada material, y los requisitos de par de apriete difieren entre los terminales de aluminio y los de cobre; los valores incorrectos provocan conexiones de alta resistencia o grietas en la porcelana que pueden no manifestarse hasta que comienza el ciclado térmico.
P: ¿Qué nivel de aceite debe mostrar un transformador lleno de aceite recién entregado?
R: El nivel de aceite suele indicar ligeramente por debajo de la marca de funcionamiento normal porque los fabricantes compensan la dilatación térmica durante el transporte a través de zonas climáticas variables; espere que el nivel aumente una vez que el transformador alcance la temperatura ambiente del emplazamiento.
P: ¿Con qué frecuencia debe controlarse la presión del manto de nitrógeno durante el almacenamiento prolongado?
R: Las lecturas semanales del manómetro son una práctica habitual; el descenso de la presión por debajo del rango especificado por el fabricante (normalmente 0,2-0,5 bar positivos) indica una degradación del sellado que requiere una investigación antes de la recarga.
P: ¿Qué documentación debe acompañar a un transformador durante la puesta en servicio?
R: Conserve los informes de las pruebas de fábrica, las fotografías de las inspecciones de envío, los certificados de entrada de aceite, los registros de los pares de apriete de instalación, las mediciones de conexión a tierra y cualquier nota de no conformidad; este paquete respalda las reclamaciones de garantía y proporciona datos de referencia para futuras comparaciones de diagnóstico.