¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
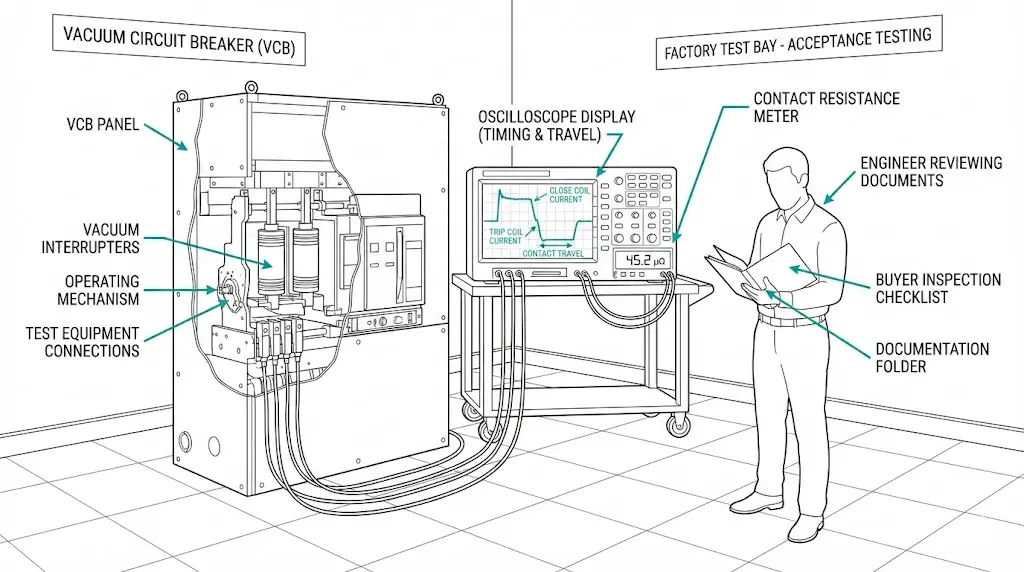
Un ingeniero de compras entra en el banco de pruebas del fabricante. Tres paneles de disyuntores de vacío están listos para su inspección. El ingeniero de pruebas presenta una carpeta de documentación, pero ¿está todo dentro?
La ausencia de documentos en la prueba de aceptación en fábrica crea problemas que se agravan a lo largo del ciclo de vida del proyecto. Un certificado de prueba de tipo ausente retrasa el envío. Los registros de pruebas rutinarias incompletos provocan disputas durante la puesta en marcha. Un número de serie incorrecto invalida las reclamaciones de garantía años más tarde.
Esta guía proporciona el marco completo de aceptación FAT/SAT para la adquisición de disyuntores de vacío. Encontrará listas de comprobación de documentos, parámetros de hojas de prueba con umbrales de aceptación y un protocolo de aprobación del comprador listo para su próxima visita a fábrica o puesta en servicio in situ.
Un paquete de aceptación FAT/SAT para equipos VCB representa la documentación completa que valida el rendimiento del interruptor automático de vacío antes del envío y después de la instalación in situ. Para los ingenieros de compras que evalúan aparamenta de media tensión, este paquete de aceptación sirve como prueba contractual de que su interruptor automático de vacío cumple los valores nominales especificados, que normalmente cubren capacidades de corte de 25 kA a 50 kA en clases de tensión de 12 kV, 24 kV o 36 kV.
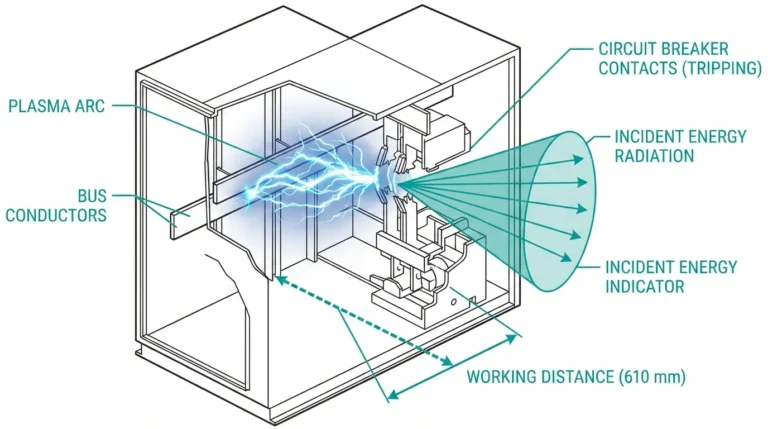
Prueba de aceptación en fábrica (FAT) se produce en las instalaciones del fabricante, donde un equipo de pruebas especializado valida la capacidad de extinción de arcos del interruptor en vacío. Los circuitos de prueba sintéticos capaces de generar una corriente asimétrica máxima de 100 kA verifican el rendimiento de ruptura en condiciones controladas. Prueba de Aceptación del Emplazamiento (SAT) confirma entonces que el transporte, la manipulación y la instalación no han puesto en peligro la integridad operativa.
La distinción importa. FAT detecta los defectos de fabricación antes de que los equipos salgan de la fábrica. El SAT detecta daños de transporte, errores de instalación y problemas específicos del emplazamiento antes de la puesta en marcha.
| Parámetro | FAT | SAT |
|---|---|---|
| Ubicación | Banco de pruebas del fabricante | Lugar del proyecto |
| Cronometraje | Antes del envío | Después de la instalación |
| Objetivo principal | Verificar la calidad de fabricación | Confirmar la integridad de la instalación |
| Testigos | Representante del comprador (opcional) | Comprador + ingeniero de puesta en servicio |
| Documentos generados | Certificados de pruebas tipográficas, registros de pruebas rutinarias | Pruebas de aislamiento, coordinación de relés |

La estructura de la documentación del paquete de aceptación sigue los requisitos establecidos en la norma IEC 62271-100 para aparamenta de alta tensión, que establece como entregables mínimos los informes de ensayos de tipo, los certificados de ensayos rutinarios y los manuales de instrucciones. Para los compradores que trabajan con Fabricantes de interruptores automáticos de vacío, solicitar por adelantado este conjunto completo de documentación evita retrasos durante la ejecución del proyecto.
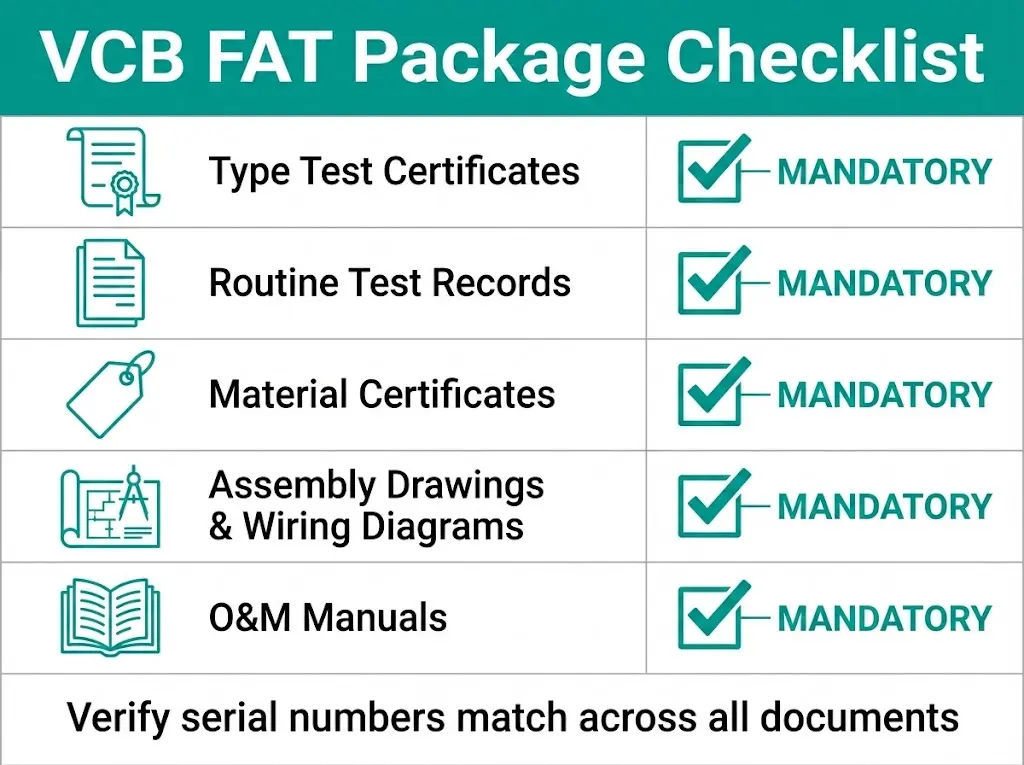
Un paquete FAT completo contiene cinco categorías de documentos. Cada una de ellas tiene una finalidad de verificación distinta.
Certificados de ensayo de tipo validan que el diseño del VCB cumple los requisitos de resistencia dieléctrica, capacidad de corte en cortocircuito y límites de resistencia mecánica. Estos certificados se aplican al diseño del producto, no a la unidad individual. Verifique que la designación del modelo del certificado coincide exactamente con su orden de compra. Un certificado para “VCB-12/630-25” no cubre “VCB-12/1250-31.5”.”
Registros de pruebas rutinarias documentar las pruebas realizadas en cada unidad fabricada. Según la norma IEC 62271-100, las pruebas rutinarias incluyen:
Certificados de materiales proporcionan trazabilidad para componentes críticos. Los números de lote de los interruptores de vacío, las certificaciones de las aleaciones de cobre-cromo de los contactos y las especificaciones del material de aislamiento epoxi resultan esenciales para las reclamaciones de garantía y el análisis de fallos.
Planos de montaje y esquemas eléctricos Incluya diagramas unifilares, esquemas de circuitos de control y designaciones de terminales según los símbolos IEC 60617. Especifique los requisitos de formato de los planos en el contrato de compra: los fabricantes pueden aplicar por defecto normas locales que planteen problemas de interpretación durante la puesta en servicio.
Manuales de uso y mantenimiento deben facilitarse en la lengua especificada en el contrato. Estos documentos incluyen programas de mantenimiento, puntos de lubricación, listas de piezas de repuesto e instrucciones de almacenamiento para periodos prolongados de depósito.
| Documento | Clasificación | Punto de verificación |
|---|---|---|
| Certificado de ensayo de tipo | Obligatorio | La designación del modelo coincide con PO |
| Registros de pruebas rutinarias | Obligatorio | El número de serie coincide con la unidad |
| Certificados de materiales | Obligatorio | Trazabilidad hasta el lote de componentes |
| Planos de montaje | Obligatorio | Revisión actual, lenguaje correcto |
| Manual O&M | Obligatorio | Lenguaje contractual, contenido completo |
| Fotos de la fábrica | Opcional | Registro visual del montaje |
[Visión experta: Verificación de documentos FAT]
- Solicite copias del certificado de ensayo de tipo 2 semanas antes de su visita FAT para verificar la coincidencia del modelo.
- Compruebe las fechas de los registros de pruebas rutinarias: las pruebas realizadas meses antes de su visita pueden indicar existencias renovadas.
- Confirme que los números de lote del certificado de material aparecen en las placas de identificación reales de los interruptores en vacío.
- Fotografiar todas las placas de identificación durante el FAT para los registros permanentes del proyecto.
Comprender la física que hay detrás de cada prueba rutinaria permite a los compradores evaluar los resultados de forma significativa en lugar de limitarse a marcar casillas.
Prueba de tensión soportada de frecuencia de alimentación verifica la rigidez dieléctrica del aislamiento principal. La prueba aplica tensión durante un minuto a través de contactos abiertos y entre fases y tierra. Para un VCB de 12 kV, la tensión de prueba alcanza 28 kV de frecuencia de potencia y 75 kV de impulso de rayo [VERIFICAR NORMA: IEC 62271-1 Tabla 2 para valores exactos por clase de tensión]. Criterios de aprobación: sin flameo, sin descarga parcial sostenida.
Medición de la resistencia de contacto confirma las bajas pérdidas de I²R a la corriente nominal. La prueba inyecta un mínimo de 100 A CC a través de los contactos principales mientras se mide la caída de tensión. Para VCB de clase 12 kV con contactos nuevos, los valores aceptables caen por debajo de 50 μΩ por fase. Las lecturas más altas indican contaminación de la superficie de contacto, presión insuficiente o defectos de fabricación. Este parámetro afecta directamente al aumento de temperatura durante el funcionamiento con corriente continua.
Prueba de sincronización mide el tiempo de apertura, el tiempo de cierre y la simultaneidad de fases. El VCB de 12 kV accionado por resorte suele mostrar:
El tiempo afecta a la coordinación de la protección. Un interruptor inesperadamente lento puede no despejar las faltas dentro de los márgenes de coordinación del relé aguas arriba.
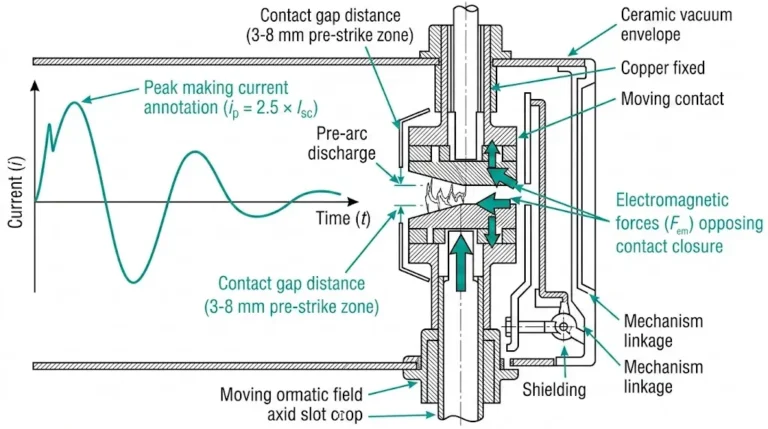
Comprobación de la integridad del interruptor de vacío confirma que el medio de extinción del arco permanece por debajo del umbral de presión requerido, normalmente 10-² Pa. Se aplican dos métodos:
Para una comprensión más profunda del proceso de extinción del arco de vacío, revise el principio de funcionamiento de los disyuntores de vacío.
Las condiciones del emplazamiento difieren fundamentalmente de las de los bancos de pruebas de fábrica. Las variaciones de temperatura, la humedad, la altitud y la contaminación afectan al rendimiento del aislamiento. El transporte introduce tensiones mecánicas. La instalación introduce errores humanos.
Inspección visual previa a la puesta en servicio atrapa los daños de transporte antes de la prueba eléctrica. Comprueba:
Medición de la resistencia de aislamiento utiliza un megóhmetro de 5 kV CC para equipos de clase 12 kV. Las lecturas aceptables superan los 1.000 MΩ a 20 °C ambiente. La temperatura y la humedad afectan a los resultados: las instalaciones costeras durante la estación de los monzones pueden mostrar lecturas más bajas que requieran una corrección de la temperatura. Documente las condiciones ambientales junto con los valores medidos.
Prueba de inyección primaria verifica la relación y la polaridad del TC utilizando un equipo de prueba de alta corriente. Esto confirma que los relés de protección reciben la magnitud de corriente y la relación de fase correctas. La polaridad invertida del TC provoca un funcionamiento incorrecto de la protección direccional.
Verificación de la coordinación de relés de protección Utiliza la inyección secundaria para confirmar que los ajustes de disparo coinciden con el estudio de coordinación. Documente los valores de captación reales y compárelos con las especificaciones de diseño.
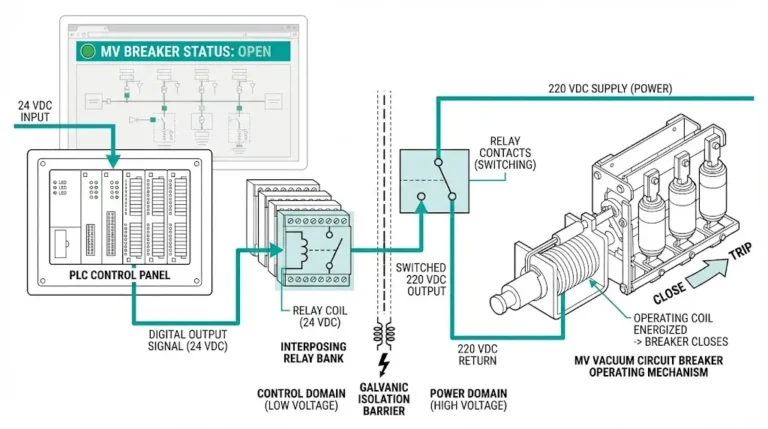
Prueba del circuito de enclavamiento y control verifica:

Para instalaciones por encima de 1.000 m de altitud, aplique factores de reducción a los niveles de tensión de prueba de aislamiento. En los emplazamientos situados a gran altitud, la densidad del aire es menor, lo que reduce los umbrales de flameo externo. El sitio Guía de selección de VCB para interiores y exteriores aborda en detalle las consideraciones medioambientales.
[Perspectiva del experto: Realidades del campo SAT]
- Programar las pruebas SAT con tiempo estable: la lluvia retrasa varios días las pruebas en los patios de maniobras exteriores.
- Lleve baterías de reserva para el megóhmetro; es posible que no se disponga de electricidad en el emplazamiento durante la preinstalación.
- Las lecturas bajas de aislamiento tras el transporte marítimo suelen recuperarse tras 24-48 horas en condiciones secas
- Fotografíe todas las placas de características y configuraciones de prueba para los registros de resolución de disputas.
La lista de comprobación transforma la prueba de aceptación de observación en compromiso contractual. Una vez firmada, la responsabilidad pasa del fabricante al comprador.
Verificación de la integridad de los documentos confirma que todos los elementos del paquete FAT están presentes, correctamente fechados y corresponden a los números de serie de las unidades. Utilice un formato matricial:
| Documento | Presente | Coincidencia de serie | Actual Rev | Firma |
|---|---|---|---|---|
| Tipo Prueba Cert | ☐ | ☐ | ☐ | _______ |
| Registro de pruebas rutinarias | ☐ | ☐ | ☐ | _______ |
| Certificados de material | ☐ | ☐ | ☐ | _______ |
| Dibujos | ☐ | ☐ | ☐ | _______ |
| Manual O&M | ☐ | ☐ | ☐ | _______ |
Aprobación de la inspección visual cubre la precisión de la placa de identificación, la calidad del acabado de pintura, el estado de los casquillos y el funcionamiento de la manilla del mecanismo. Accione la manilla de cierre/apertura manual durante la prueba FAT para detectar atascos o desajustes antes del envío.
Confirmación de testigo de prueba documenta su presencia durante las pruebas rutinarias. La mayoría de los contratos conceden derechos de testigo al comprador con una antelación de 2 a 4 semanas. Traiga su copia de la orden de compra, la especificación técnica y la cámara. Algunos fabricantes exigen la presencia de testigos para activar la garantía.
Gestión de informes de no conformidad (NCR) aborda los fallos en las pruebas o las lagunas en la documentación:
Antes de la asistencia a la FAT, prepárese utilizando el Lista de verificación de solicitud de presupuesto de VCB para verificar que la orden de compra está completa.

La experiencia de campo en docenas de pruebas de aceptación de VCB revela problemas recurrentes. Anticiparse a estas deficiencias evita el impacto en el calendario.
Certificados de ensayo de tipo que faltan o no coinciden son la deficiencia FAT más frecuente. A veces, los fabricantes proporcionan certificados de modelos similares en lugar de la variante exacta solicitada. Prevención: especifique la designación exacta del modelo en la orden de compra y solicite una copia del certificado antes de viajar.
Desviaciones de tiempo más allá de lo tolerable indican problemas de ajuste del mecanismo, fatiga del muelle o degradación del lubricante. Un VCB nuevo que muestre una sincronización fuera de tolerancia justifica una investigación antes de su aceptación. Prevención: presenciar personalmente la prueba de sincronización y exigir el reajuste y la repetición de la prueba si está al límite.
Cuestiones lingüísticas y de formato de la documentación generan retrasos en la puesta en marcha cuando los manuales llegan en idiomas que el equipo de mantenimiento no puede leer o los dibujos utilizan normas de símbolos desconocidas. Prevención: especifique explícitamente en el contrato de compra el idioma de la documentación y la norma de los dibujos (IEC 60617).
Se descubren daños en el transporte en el SAT representa la deficiencia más costosa: el equipo ya se ha enviado, la instalación se ha completado y, a continuación, se detectan los daños. Los casquillos agrietados por la vibración, la entrada de humedad por un embalaje inadecuado o la desalineación del mecanismo por una manipulación brusca requieren una evaluación del fabricante y una posible devolución. Prevención: especifique los requisitos de embalaje, exija un seguro de transporte y realice una inspección de recepción antes de la instalación.
XBRELE suministra disyuntores de vacío con completos paquetes de aceptación FAT/SAT que cumplen las normas internacionales de adquisición. Nuestro paquete de documentación incluye:
La asistencia técnica va más allá de la entrega. Nuestra guía de puesta en marcha ayuda a su equipo en la ejecución del SAT, y los ingenieros de servicio de campo están disponibles para situaciones de instalación complejas.
Póngase en contacto con XBRELE para obtener presupuestos de VCB que incluyan especificaciones de documentación de aceptación adaptadas a los requisitos de su proyecto.
Referencia externa: IEC 60071 - IEC 60071 coordinación del aislamiento
¿Cuál es la diferencia entre FAT y SAT para disyuntores de vacío?
La FAT verifica la calidad de fabricación en la fábrica antes del envío, mientras que la SAT confirma que el transporte y la instalación no han degradado el rendimiento en el emplazamiento del proyecto: ambas etapas atrapan diferentes categorías de defectos.
¿Con cuánta antelación deben programar los compradores la asistencia de testigos al FAT?
La mayoría de los fabricantes exigen de 2 a 4 semanas de antelación para programar las pruebas de testigos, aunque los proyectos complejos con varios paneles VCB pueden necesitar más de 6 semanas para coordinar las secuencias de producción con la disponibilidad del comprador.
¿Qué valor de resistencia de contacto indica un problema en un VCB de 12 kV nuevo?
Las lecturas superiores a 50 μΩ por fase justifican una investigación; los valores superiores a 80 μΩ suelen requerir una inspección de la superficie de contacto o un ajuste de la presión del mecanismo antes de su aceptación.
¿Puede la documentación FAT sustituir a las pruebas SAT?
No-SAT verifica específicamente que el transporte, la manipulación y la instalación no hayan introducido nuevos defectos; los resultados de las pruebas en fábrica no pueden predecir el estado posterior al envío.
¿Qué recurso existe si el fabricante se niega a corregir las deficiencias de las FAT?
Los compradores pueden retener la liberación del hito de pago, invocar las cláusulas de penalización del contrato o recurrir a la resolución formal de conflictos; documente todas las deficiencias fotográficamente y por escrito durante la visita FAT.
¿Cuánto tiempo debe conservarse la documentación de aceptación del VCB?
Conserve los registros FAT/SAT completos durante toda la vida útil del equipo, normalmente entre 20 y 30 años, ya que estos documentos respaldan las reclamaciones de garantía, las investigaciones de fallos y la planificación de posibles sustituciones.
¿Afecta la altitud a los criterios de aceptación de las pruebas SAT?
Sí: las instalaciones por encima de 1.000 m requieren factores de reducción para las tensiones de prueba de aislamiento y pueden mostrar un rendimiento térmico diferente; consulte las tablas de corrección de altitud del fabricante durante la evaluación SAT.