Precisa das especificações completas?
Faça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogoFaça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogoFaça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogo
Uma bobina de operação queimada às 2h da manhã significa uma coisa: chamada de emergência, perdas de produção e perguntas sem respostas sobre o que deu errado.
A queima da bobina em um painel de distribuição de média tensão está entre os modos de falha mais frustrantes. Ao contrário da erosão gradual do contato ou do envelhecimento previsível do isolamento, as falhas da bobina geralmente ocorrem sem aviso. O disjuntor que operou sem falhas ontem se recusa a fechar hoje. O contator que ligou milhares de vezes de repente se silencia.
As consequências vão além da inconveniência:
Em avaliações de campo em instalações industriais, as falhas de bobinas são responsáveis por aproximadamente 35% de todo o tempo de inatividade relacionado a contatores. A maioria é atribuída a três causas principais: anormalidades de tensão, acúmulo térmico e falhas no circuito de controle. Cada uma delas deixa assinaturas forenses distintas que permitem a prevenção direcionada.
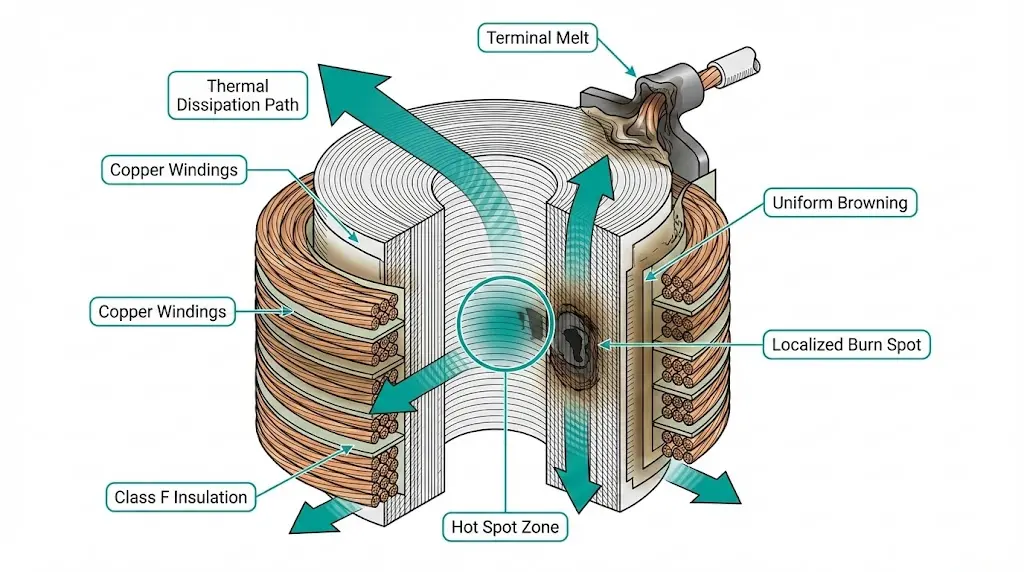
A queima da bobina ocorre quando as bobinas eletromagnéticas sofrem degradação do isolamento além da recuperação - normalmente por meio de fuga térmica ou ruptura dielétrica. A física fundamental está centrada no aquecimento de Joule: conversão de energia elétrica em energia térmica à medida que a corrente passa pelos enrolamentos de cobre.
O calor gerado em uma bobina segue a lei de Joule: Q = I²Rt, em que Q representa a energia térmica em joules, I é a corrente em amperes, R é a resistência da bobina em ohms (Ω) e t é o tempo em segundos. Quando essa saída térmica excede a capacidade de dissipação da bobina - normalmente classificada em 10-15 W para bobinas de contator CA padrão - as temperaturas sobem além do limite térmico do isolamento.
Toda bobina eletromagnética opera em um equilíbrio térmico em que o calor gerado deve ser igual ao calor dissipado. Se esse equilíbrio for perturbado, a degradação começará.
De acordo com a norma IEC 60947-4-1 (contatores e motores de partida), as bobinas de isolamento da Classe B não devem exceder temperaturas operacionais contínuas de 130 °C, enquanto as bobinas da Classe F toleram até 155 °C. Observações de campo mostram consistentemente que exceder esses limites em até 10°C reduz a vida útil da bobina em aproximadamente 50% - uma relação regida pela equação de Arrhenius para o envelhecimento do isolamento.
O próprio mecanismo eletromagnético contribui para o risco de queima. Durante a operação normal, as bobinas CA em um disjuntor a vácuo consomem uma corrente de inrush de 6 a 10 vezes maior que sua classificação de corrente selada. Se a armadura não conseguir se fechar completamente - devido a contaminação, ligação mecânica ou tensão insuficiente -, a bobina permanecerá no modo de inrush de alta corrente. O superaquecimento catastrófico ocorre em 30 a 60 segundos.

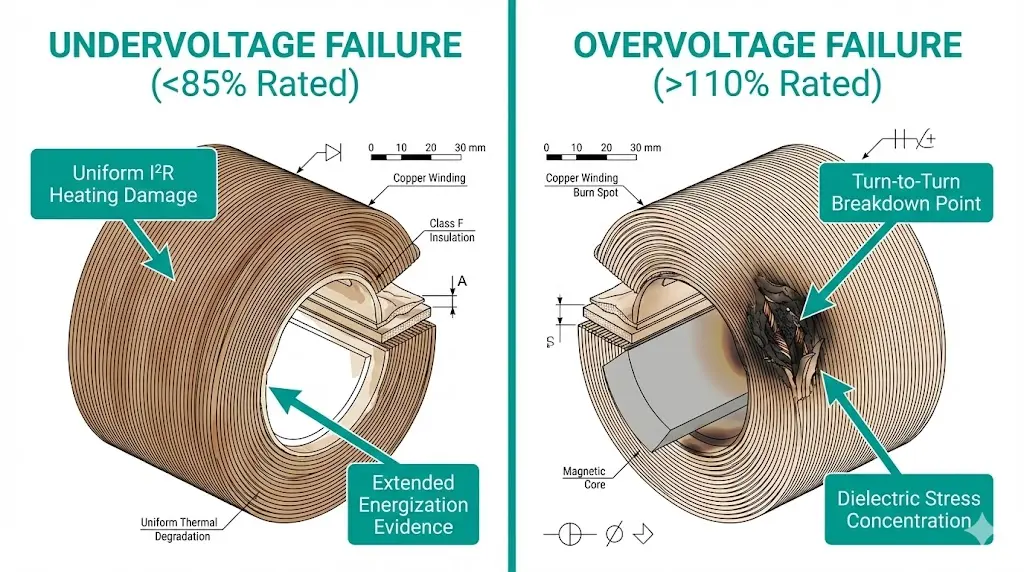
As falhas de bobina relacionadas à tensão seguem dois padrões distintos, cada um deixando evidências forenses identificáveis.
As condições de subtensão causam uma tração incompleta da armadura, resultando em correntes de irrupção elevadas que persistem além do tempo normal de 30 a 50 ms de recolhimento. Esse estado prolongado de alta corrente gera perdas excessivas de I²R nos enrolamentos de cobre.
Na tensão nominal de 80%, uma bobina de fechamento pode consumir 120-140% da corrente operacional normal. O mecanismo se move mais lentamente, aumentando o tempo de energização. Os efeitos combinados se multiplicam rapidamente:
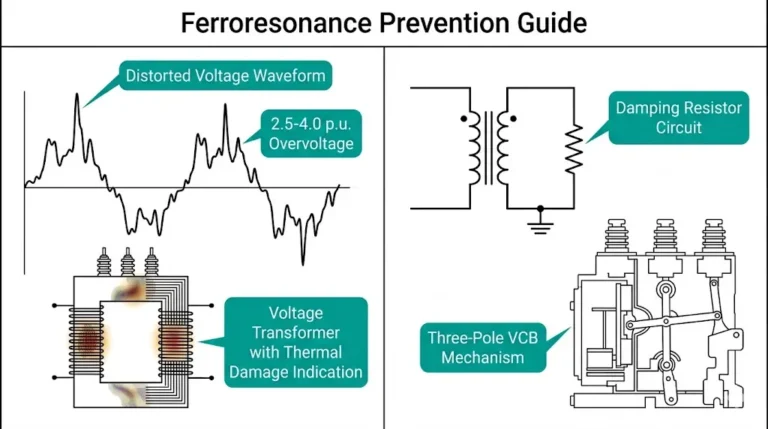
Operações repetidas de subtensão degradam progressivamente o isolamento do enrolamento. O exame forense revela um escurecimento uniforme em toda a bobina - uma assinatura distinta dos pontos quentes localizados.
O estresse da sobretensão acelera o envelhecimento do isolamento por meio do aumento da intensidade do campo elétrico no espaçamento entre as voltas. De acordo com a norma IEC 60947-4-1, as bobinas devem tolerar continuamente a tensão nominal de 110%. No entanto, as sobretensões transitórias que atingem 150-200% durante a comutação do capacitor ou eventos de rejeição de carga criam concentrações de tensão dielétrica localizadas que excedem 3 kV/mm em sistemas de isolamento padrão Classe F.
Na tensão 120%:
O dano mais insidioso da sobretensão ocorre nos primeiros milissegundos. O isolamento entre as voltas sofre estresse dielétrico antes mesmo do início dos efeitos térmicos. Desenvolvem-se curtos-circuitos entre as voltas, criando um aquecimento localizado que se transforma em uma falha total.
[Expert Insight: Estratégia de monitoramento de tensão].
- Instale registradores de qualidade de energia nos circuitos de controle por 7 a 14 dias para capturar eventos transitórios
- Documente a tensão durante a partida do motor, a eliminação de falhas e o corte de carga - esses eventos estressam mais as bobinas
- Tensão de estado estável alvo entre 95-105% da classificação da bobina para uma vida útil ideal
- Considere fontes de alimentação CC com capacitor para aplicações críticas com tensão de controle instável
A relação de Arrhenius rege o envelhecimento térmico do isolamento: para cada 10°C de aumento acima da temperatura nominal, a vida útil do isolamento cai aproximadamente pela metade. O isolamento de classe F (classificação de 155°C) operando continuamente a 175°C apresenta um fator de redução de vida útil de 4×, caindo de um serviço típico de 20 anos para menos de 5 anos.
Uma bobina classificada para um ambiente de 40°C operando em um ambiente de 55°C perde aproximadamente 50% de sua margem térmica. Testes em ambientes de painéis fechados mostraram que as temperaturas internas atingiram de 45 a 55°C acima da temperatura ambiente, levando as temperaturas dos pontos quentes da bobina perigosamente perto dos limites térmicos durante ciclos repetidos de chaveamento.
Para contator a vácuo Em aplicações com bobinas de retenção contínuas, essa redução de temperatura ambiente torna-se crítica. Uma bobina de retenção Classe F operando em um ambiente de 50 °C tem apenas 105 °C de aumento de temperatura disponível - facilmente excedido durante operações de ciclo de trabalho intenso.
As especificações da bobina de fechamento normalmente pressupõem um trabalho intermitente: uma operação, seguida de tempo de resfriamento suficiente. Operações sequenciais rápidas - comuns durante testes de comissionamento ou sequências de religamento - acumulam calor mais rapidamente do que a dissipação permite.
Considere uma sequência de religamento automático: fechar-abrir-fechar-abrir-fechar (O-0,3s-CO-15s-CO). A bobina de fechamento é energizada três vezes em 16 segundos. Sem massa térmica adequada ou resfriamento forçado, a temperatura do enrolamento pode exceder os limites na terceira operação.
Os painéis de distribuição instalados em gabinetes selados, quiosques externos ou abóbadas subterrâneas enfrentam uma dissipação de calor restrita. O resfriamento convectivo, que remove 60-70% do calor da bobina em condições normais, torna-se severamente limitado.
Observação de campo: As falhas nas bobinas se agrupam nos compartimentos de disjuntores do nível inferior das linhas de comutadores empilhados verticalmente. O calor dos equipamentos aumenta, mas as unidades inferiores sofrem mais com a restrição do fluxo de ar sob o piso.
Anomalias no circuito de controle causam a queima da bobina mesmo quando a tensão e a temperatura permanecem dentro das especificações. O ponto em comum: tempo de energização prolongado.
Os contatos auxiliares (designações 52a e 52b) sinalizam a posição do disjuntor para o circuito de controle. Quando uma bobina de fechamento é energizada, o contato 52a deve abrir para interromper a corrente da bobina assim que o mecanismo travar.
Contatos auxiliares desgastados ou mal ajustados criam vários modos de falha:
Uma bobina de fechamento projetada para 100 ms de operação por 500 ms sofre cinco vezes mais estresse térmico. Três ou quatro desses eventos podem iniciar a falha do isolamento.
Os circuitos anti-bombeamento evitam tentativas repetidas de fechamento se o disjuntor disparar imediatamente após o fechamento. Quando essa proteção falha, a bobina de fechamento pode ser energizada repetidamente, destruindo as bobinas em segundos.
Por Requisitos do mecanismo operacional IEC 62271-100, Se o disjuntor estiver na posição de abertura total, o relé anti-bombeamento deve bloquear os comandos de fechamento até que o sinal de fechamento seja removido e o disjuntor atinja a posição de abertura total.
A interação entre as tensões elétricas e térmicas gera danos sinérgicos. A atividade de descarga parcial é iniciada em tensões tão baixas quanto 1,5 × a nominal em um isolamento termicamente envelhecido, em comparação com 2,5 × em bobinas novas. Essa tensão de início de descarga parcial reduzida indica integridade dielétrica comprometida, geralmente precedendo a queima completa em 2 a 6 meses em aplicações de alta carga.
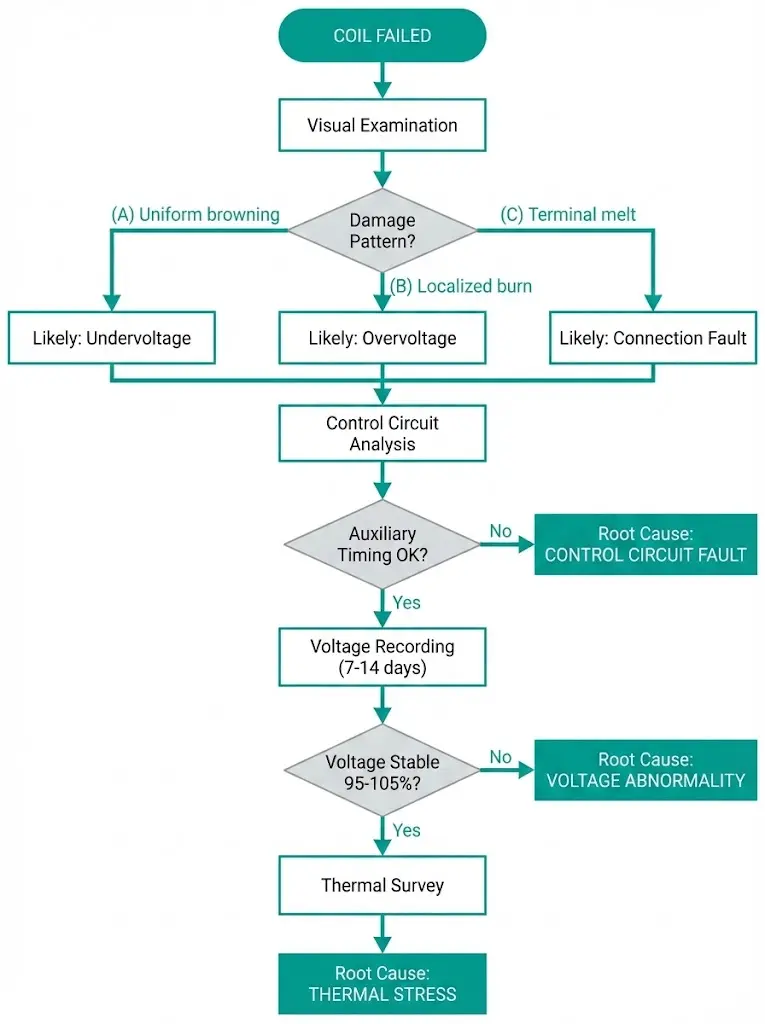
O diagnóstico sistemático distingue entre falhas induzidas por tensão, térmicas e de controle, o que é essencial para evitar a recorrência.
Remova a bobina com defeito e examine a condição do isolamento:
| Observação | Causa provável |
|---|---|
| Escurecimento uniforme/carga em todo o enrolamento | Subtensão (aquecimento I²R estendido) |
| Queimadura localizada perto das curvas internas | Sobretensão (falha de volta para volta) |
| Terminação ou fios condutores derretidos | Conexão solta (junta de alta resistência) |
| Carvão externo próximo ao núcleo | Excesso de temperatura ambiente |
Antes de instalar uma bobina de reposição:
Instale um registrador de qualidade de energia na fonte de tensão de controle por 7 a 14 dias. Documente a tensão em estado estacionário, as quedas transitórias durante a partida do motor ou a eliminação de falhas e o aumento da tensão após eventos de redução de carga.
Use a termografia infravermelha durante as operações normais para medir a temperatura da superfície da bobina e as temperaturas da conexão do terminal.
[Expert Insight: Lista de verificação de comissionamento].
- Registre a forma de onda da corrente da bobina durante três operações consecutivas
- Meça a tensão nos terminais da bobina (não na alimentação do painel) durante a operação
- Verificar a temporização do contato auxiliar com precisão de ±5 ms
- Teste de ciclo térmico: cinco operações em serviço nominal, monitorar o aumento da temperatura da bobina
- Documentar todas as medições para comparação de linha de base durante a solução de problemas futuros
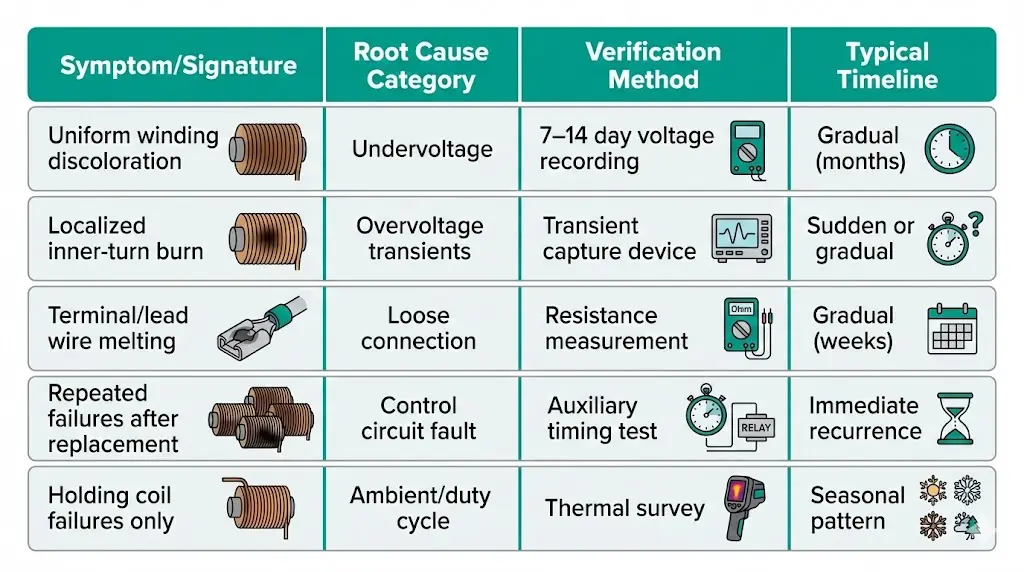
Essa tabela de referência de diagnóstico conecta os sintomas observáveis às causas básicas do esgotamento da bobina:
| Sintoma/assinatura | Categoria de causa raiz | Método de verificação | Cronograma típico |
|---|---|---|---|
| Descoloração uniforme do enrolamento | Subtensão | Registro de tensão de 7 a 14 dias | Gradual (meses) |
| Queimadura localizada na curva interna | Transientes de sobretensão | Dispositivo de captura de transientes | Súbita ou gradual |
| Derretimento do terminal/fio condutor | Conexão solta | Medição de resistência | Gradual (semanas) |
| Falhas repetidas após a substituição | Falha no circuito de controle | Teste de temporização auxiliar | Recorrência imediata |
| Somente falhas na bobina de retenção | Ambiente/ciclo de trabalho | Pesquisa térmica | Padrão sazonal |
Para lidar com o esgotamento da bobina, é necessário combinar soluções com as causas principais identificadas.
| Problema | Solução |
|---|---|
| Subtensão crônica | Instale o transformador buck-boost no circuito de controle |
| Quedas transitórias durante falhas | Adicionar fonte de alimentação CC com suporte de capacitor |
| Sobretensão da excitação do gerador | Ajuste as configurações do AVR; instale um supressor de surtos |
Para aplicações críticas, especifique bobinas com tolerância de tensão mais ampla (bobinas 75-110% CA ou CC com drivers eletrônicos).
Especificar a qualidade componentes auxiliares do painel de distribuição desde a fase inicial do projeto:
Revisão componentes de comutação para garantir a compatibilidade com os requisitos de seu aplicativo.
A confiabilidade da bobina começa na especificação do equipamento. Principais parâmetros a serem verificados:
As equipes de engenharia se beneficiam do trabalho com um fabricante estabelecido de painéis de distribuição que fornece documentação detalhada do mecanismo operacional, relatórios de testes térmicos e suporte de engenharia de aplicação. A diferença de custo marginal entre os sistemas de bobina premium e econômico desaparece após um único evento de substituição de emergência.
P: Qual porcentagem de falhas na bobina resulta de problemas de tensão em comparação com problemas térmicos?
R: Os dados de campo sugerem que as anormalidades de tensão causam aproximadamente 40-50% de casos de queima de bobina, o estresse térmico é responsável por 30-35% e as falhas no circuito de controle contribuem com 15-25%, embora esses fatores frequentemente se sobreponham em cenários de falha complexos.
P: Com que rapidez a subtensão pode danificar uma bobina de fechamento?
R: Um único evento de subtensão grave (abaixo de 75% nominal) pode causar falha imediata, enquanto a subtensão moderada (80-85% nominal) normalmente degrada o isolamento progressivamente ao longo de dezenas a centenas de operações antes de ocorrer a queima.
P: Posso usar uma tensão de bobina de classificação mais alta para evitar danos por sobretensão?
R: A especificação de uma bobina com uma classificação de tensão 10-15% maior do que a da fonte de alimentação oferece margem contra transientes, mas classificações excessivamente altas causam sintomas de subtensão - a bobina pode deixar de ser puxada de forma confiável na tensão operacional normal.
P: Qual resistência de contato auxiliar indica que a substituição é necessária?
R: A resistência do contato superior a 500 mΩ quando fechado sugere desgaste significativo; substitua os contatos que apresentarem resistência acima de 1 Ω ou evidência de corrosão, pois a alta resistência cria quedas de tensão que afetam o desempenho da bobina.
P: Como a altitude afeta o desempenho térmico da bobina?
R: Acima de 1.000 metros de altitude, a densidade reduzida do ar diminui a eficiência do resfriamento convectivo em aproximadamente 1% por 100 metros, exigindo redução térmica ou ventilação aprimorada para serpentinas que operam perto de seus limites térmicos.
P: Qual é o tempo de aviso típico antes da queima da bobina?
R: Falhas graduais causadas por estresse térmico ou de subtensão geralmente mostram de 2 a 6 meses de desempenho decrescente (operação mais lenta, falhas de ignição ocasionais) antes da falha completa, enquanto falhas no circuito de controle ou sobretensão severa podem causar queima imediata sem aviso.
P: Devo substituir as bobinas de fechamento e de disparo quando uma delas falhar?
R: Se a análise da causa raiz indicar problemas sistêmicos (problemas de tensão, temperatura ambiente), a substituição de ambas as bobinas e o tratamento da causa subjacente evitam a falha a curto prazo da bobina restante; falhas mecânicas ou de conexão isoladas podem não exigir a substituição emparelhada.