Benötigen Sie die vollständigen Spezifikationen?
Laden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordern
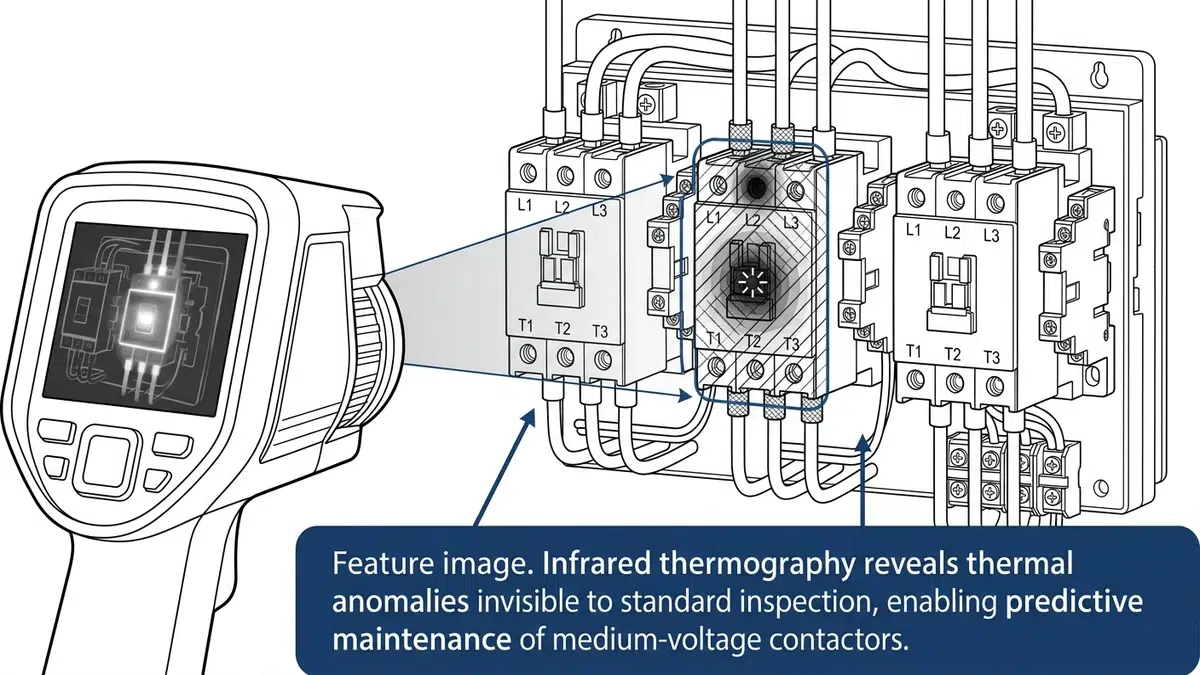
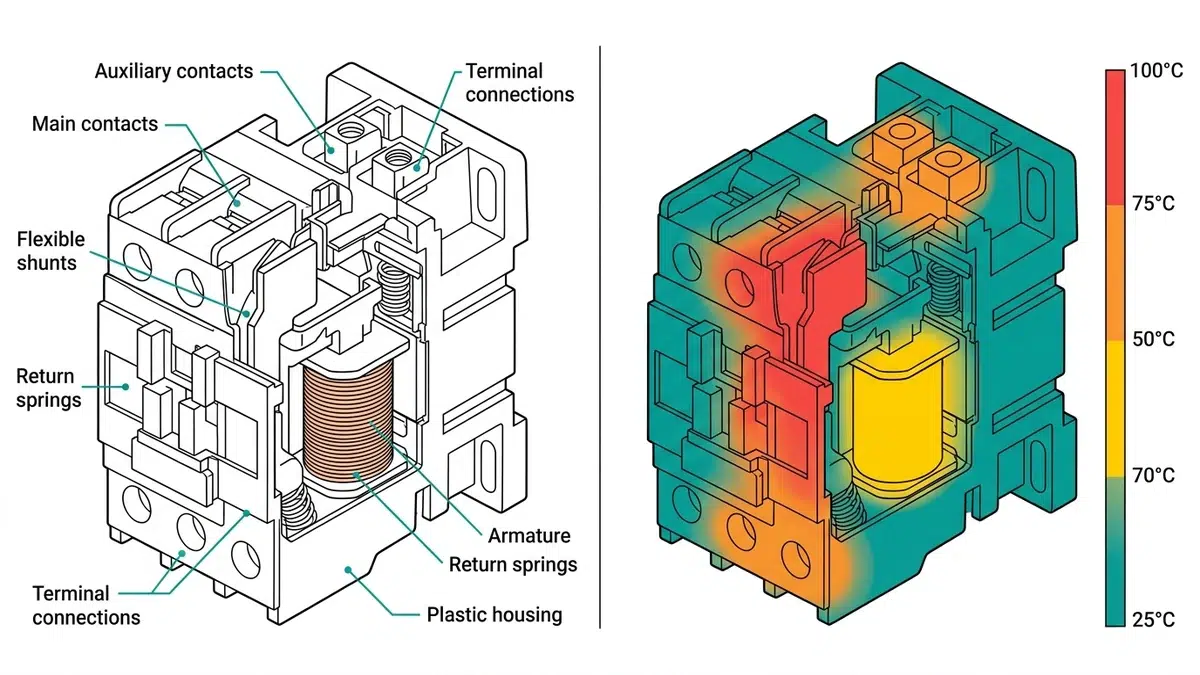
Die Infrarot-Thermografie für Schütze erkennt thermische Anomalien, bevor sie sich zu Ausfällen auswachsen. Durch die Erfassung von Oberflächentemperaturschwankungen, die durch Widerstandsänderungen, lockere Verbindungen oder sich verschlechternde Kontaktoberflächen verursacht werden, verwandelt diese nicht-invasive Diagnosemethode unsichtbare elektrische Probleme in umsetzbare Wartungsinformationen.
Bei Felduntersuchungen in mehr als 200 industriellen Motorsteuerungszentren stellen wir immer wieder fest, dass gesunde Schütze die Kontakttemperaturen während des Nennlastbetriebs innerhalb von 10-15 °C über der Umgebungstemperatur halten. Hot-Spots, die diesen Wert überschreiten, führen zu einer Erhöhung des Signalwiderstands an den Verbindungsschnittstellen, zu Kontaktverschleiß oder zu einer Verschlechterung des Innenleiters, die untersucht werden müssen.
Die Bildung von Hotspots folgt einer vorhersehbaren Wärmeentwicklung, die durch das Prinzip der Jouleschen Erwärmung bestimmt wird. Drei primäre Mechanismen führen zu unterschiedlichen thermischen Signaturen: erhöhter Kontaktwiderstand an den Klemmenanschlüssen, Verschlechterung der Schnittstelle zwischen Leiter und Stecker und interner Kontaktverschleiß innerhalb der Schaltkammer.
Kontaktwiderstand und Wärmeentwicklung
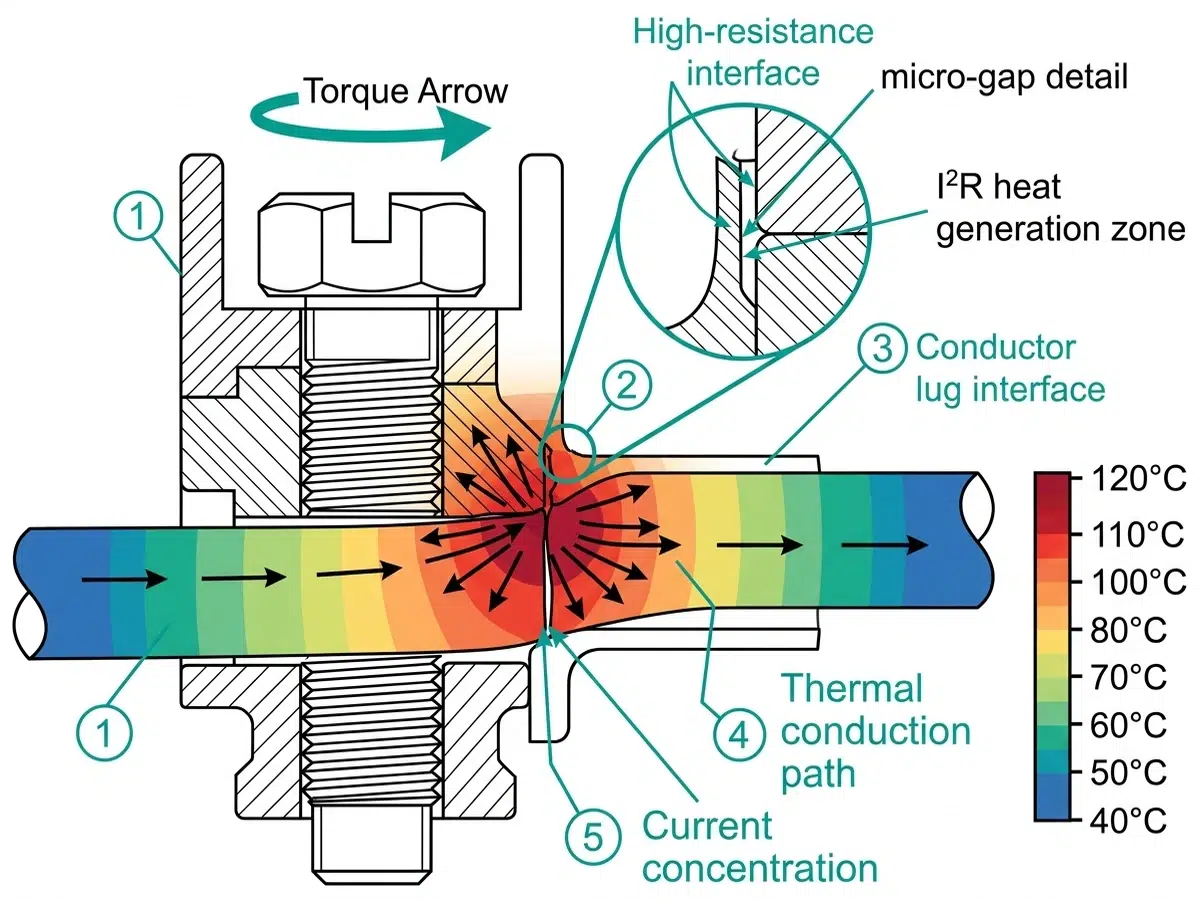
Die grundlegende Physik folgt dem Joule'schen Gesetz - die Wärmeentwicklung ist direkt proportional zum Kontaktwiderstand und dem Quadrat des Stromflusses.
Wärmeentwicklung (P) = I² × R, wobei Kontaktwiderstandswerte von über 100 μΩ typischerweise auf sich entwickelnde Probleme hinweisen. Bei einem Schütz mit einer Stromstärke von 400 A führt eine Erhöhung des Widerstands von 50 μΩ auf 200 μΩ zu einem Anstieg der Verlustleistung von 8 W auf 32 W an der Anschlussstelle - eine Vervierfachung auf kleiner Fläche.
Progressive Degradationsmuster
Die Verschlechterung der Kontakte folgt einem nichtlinearen Verlauf. Durch die anfängliche Oxidation an den Kontaktflächen aus Kupfer- oder Silberlegierungen entstehen dünne Widerstandsfilme von 0,1-0,5 μm Dicke. Diese Schichten erhöhen den lokalen Widerstand und erzeugen Wärme, die die weitere Oxidation beschleunigt - ein sich selbst verstärkender Zyklus, der erklärt, warum Kontaktgeber jahrelang akzeptabel funktionieren können und dann schnell verschlechtern, sobald eine Schwelle überschritten wird.
Felddaten aus Bergbau- und Petrochemieanlagen zeigen, dass lockere Klemmenverbindungen für etwa 60% der heißen Stellen an den Schützen verantwortlich sind, während der interne Kontaktverschleiß 25% der thermischen Anomalien ausmacht, die bei routinemäßigen IR-Untersuchungen festgestellt werden.
[Experteneinblick: Feldbeobachtungen zur Hot-Spot-Entwicklung]
- Bei Schützen in Umgebungen mit hohen Vibrationen (Brecher, Förderanlagen) lösen sich die Klemmen 3× schneller als bei statischen Anlagen
- Versilberte Kontakte verdecken eine frühe Degradation - die Widerstandsfähigkeit nimmt deutlich zu, bevor sichtbarer Lochfraß auftritt.
- Thermische Anomalien gehen dem mechanischen Versagen in der Regel 3-6 Monate voraus, wenn die Belastungsmuster konstant bleiben.
- Bei morgendlichen Scans werden häufig intermittierende Probleme übersehen; für eine zuverlässige Erkennung ist ein Scan während der Spitzenlast der Produktion erforderlich.
Moderne Wärmebildkameras für die elektrische Instandhaltung bieten eine thermische Empfindlichkeit (NETD) von 50 mK oder besser und ermöglichen die Erkennung von Temperaturunterschieden von nur 0,05°C. Für Vakuumschütz Diagnostik können Kameras mit einer Auflösung von 320 × 240 Pixeln oder höher thermische Gradienten über typische Bildgrößen von 45-95 mm angemessen erfassen.
Grundsätze der thermischen Emission
Jedes Schützteil emittiert Infrarotstrahlung in Abhängigkeit von seiner Oberflächentemperatur und seinem Emissionskoeffizienten. Die Beziehung ist nicht linear.
Für die Wärmeabstrahlung gilt die Stefan-Boltzmann-Beziehung: Die gesamte abgestrahlte Leistung steigt proportional zu T4 (Temperatur in der vierten Potenz). Diese nichtlineare Beziehung bedeutet, dass ein Schütz, das bei 85 °C betrieben wird, etwa 40% mehr Infrarotenergie abgibt als ein Schütz, das bei 60 °C betrieben wird, wodurch thermische Anomalien mit zunehmender Schwere immer leichter zu erkennen sind.
Anforderungen an die Emissionsgradkompensation
Kupferkontaktflächen weisen je nach Oxidationsgrad und Oberflächenbeschaffenheit in der Regel Emissionswerte zwischen 0,60 und 0,85 auf. Oxidierte oder angefressene Kontakte weisen höhere Emissionswerte auf, was paradoxerweise die Erkennungsgenauigkeit verbessern kann, während gleichzeitig die Integrität der Kontakte beeinträchtigt wird.
| Material | Emissionsgrad (ε) | Anmerkungen |
|---|---|---|
| Oxidiertes Kupfer | 0.65-0.78 | Die meisten Endflächen |
| Blankes poliertes Kupfer | 0.02-0.07 | Unzuverlässig für direkte IR-Lesung |
| Versilberter Kontakt | 0.02-0.05 | Referenzmethode verwenden |
| Gehäuse aus lackiertem Stahl | 0.90-0.95 | Gute Messfläche |
| Epoxid/Harz-Isolierung | 0.85-0.92 | Zuverlässiger Bezugspunkt |
Bei Oberflächen mit geringem Emissionsvermögen können Sie Referenzfelder aus Isolierband anbringen oder die vergleichende ΔT-Methode verwenden. Durch die Messung von Phase-zu-Phase-Differenzen anstelle von absoluten Temperaturen wird die Unsicherheit beim Emissionsvermögen eliminiert.
Jedes Muster thermischer Anomalien entspricht einem bestimmten Abnutzungsmechanismus. Das Verständnis dieser Zusammenhänge ermöglicht eine gezielte Wartung anstelle eines umfassenden Austauschs.
Muster der Hauptkontaktzone
Erhöhte Temperaturen an der Hauptkontaktschnittstelle weisen auf Kontakterosion und Verschmutzung hin. Hot Spots am Hauptkontakt spiegeln in der Regel einen Widerstandsanstieg von 50-150% über dem Ausgangswert wider. Der physikalische Mechanismus beinhaltet eine verringerte Kontaktfläche, da die Oberflächen der Silberlegierung durch Lichtbogenzyklen erodieren und der Stromfluss durch kleinere leitende Bereiche konzentriert wird.
Heiße Stellen an den Hauptkontakten zeigen sich als symmetrische Wärmemuster über alle drei Phasen, wenn der Verschleiß gleichmäßig ist, oder asymmetrisch, wenn ein Pol eine beschleunigte Abnutzung erfährt.
Anomalien der Terminalverbindung
Heiße Stellen an den Klemmen zeigen lose Verbindungen oder eine Verschlechterung des Zustands der Leiter an der Verbindungsstelle zwischen den ankommenden/abgehenden Leitern und den Schützklemmen. Erfahrungen aus der Praxis zeigen, dass Klemmentemperaturen von mehr als 40°C über der Umgebungstemperatur häufig mit Drehmomentwerten unter 60% der Spezifikation korrelieren.
Die thermische Signatur unterscheidet sich deutlich: Die Hotspots an den Klemmen weisen allmähliche Temperaturgradienten auf, die sich entlang der Leiter erstrecken, während die Erwärmung der Kontaktzonen im Schützgehäuse lokalisiert bleibt.
Spule und magnetischer Kreislauf Heizung
Erhöhte Spulentemperaturen oder Wärme im Bereich des Magnetkreises deuten auf eine Verschlechterung der Spulenisolierung, einen Windungskurzschluss oder eine mechanische Verbindung hin, die zu längeren Einschaltzeiten führt. Spulentemperaturen, die konstant über 85°C liegen, deuten auf einen bevorstehenden Ausfall innerhalb von 3-6 Monaten unter normalen Betriebsbedingungen hin.
| Hot-Spot-Standort | Wahrscheinliche Ursache | Schritt der Verifizierung |
|---|---|---|
| Einzelnes Hauptterminal | Lose Hardware, oxidierte Schnittstelle | Überprüfung des Drehmoments, Prüfung des Kontaktwiderstands |
| Flexibler Nebenschluss/Geflecht | Gebrochene Litzen, Korrosion | Sichtprüfung, Durchgangsprüfung |
| Einphasig erhöht (ausgeglichene Last) | Asymmetrischer Kontaktverschleiß | Vergleich der Kontaktwiderstände zwischen den Phasen |
| Gehäuse in der Nähe der Unterbrecher | Verschlechterung der internen Kontakte | Kontaktwiderstandsmessung |
| Steuerterminal | Lose Schraube, unterdimensionierter Draht | Überprüfung des Drehmoments, Überprüfung der Drahtstärke |
Für geschlossene Konstruktionen wie die Vakuumschütz der Serie CKG, Die Messung an einer externen Klemme bleibt die einzige Option - die internen Kontaktbedingungen müssen aus dem Temperaturanstieg an der Klemme abgeleitet werden.
[Expert Insight: Mustererkennung aus mehr als 10 Jahren industrieller Erhebungen]
- Ein Temperaturunterschied von Phase zu Phase von mehr als 15 °C bei gleichmäßiger Belastung sollte immer untersucht werden, auch wenn die absoluten Temperaturen akzeptabel erscheinen.
- Ein plötzlicher ΔT-Anstieg (>5°C zwischen zwei Messungen unter ähnlichen Bedingungen) deutet auf einen beschleunigten Verschleiß hin; den Wartungsplan sofort vorziehen
- Thermische Anomalien bei Komponenten des Kontaktsystems häufig mit hörbarem Brummen oder sichtbaren Lichtbogenrückständen an den Lüftungsöffnungen des Gehäuses korrelieren
- Dokumentlaststrom zum Zeitpunkt des Scannens - ohne diesen Kontext sind die Ergebnisse bedeutungslos
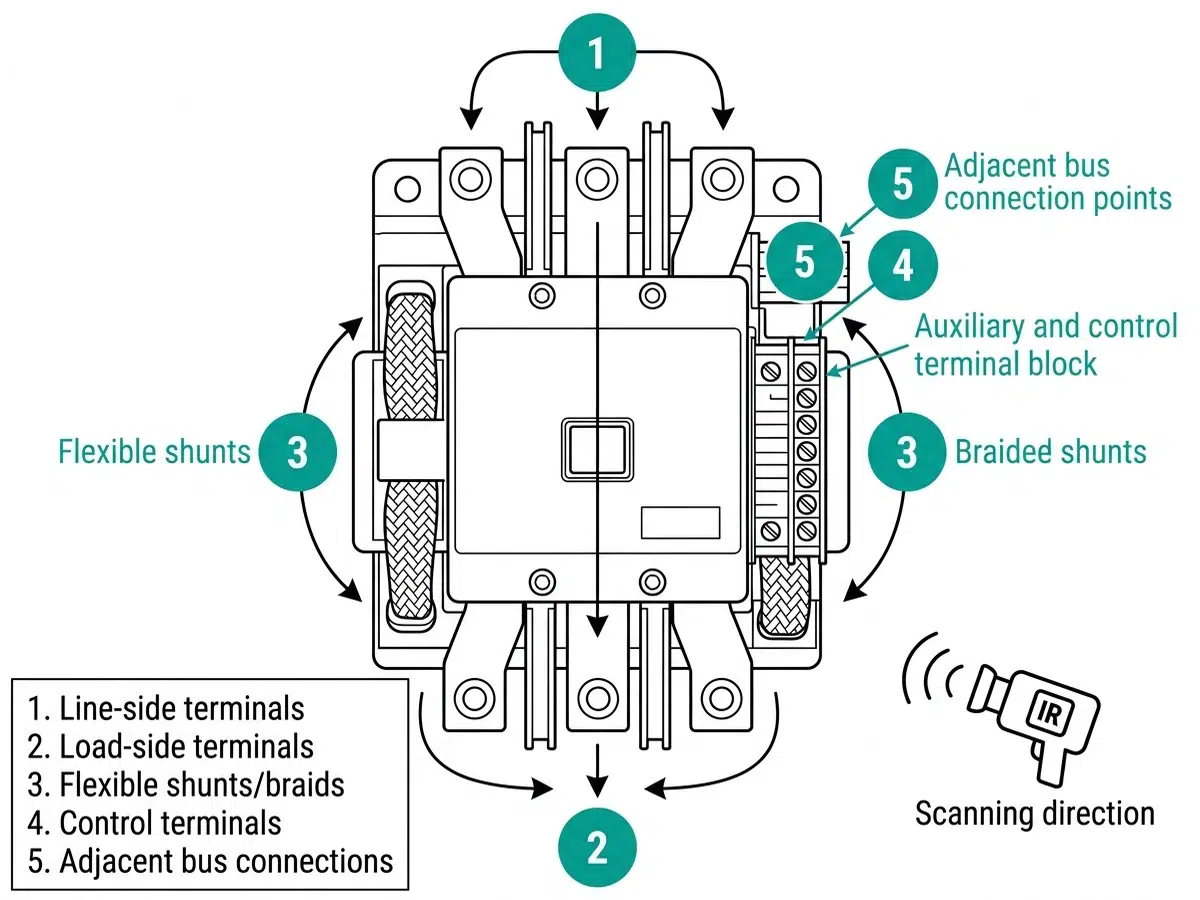
Durch systematisches Scannen wird sichergestellt, dass keine thermische Anomalie unentdeckt bleibt. Stellen Sie vor dem Scannen sicher, dass die Schütze mindestens 30 Minuten lang mindestens 40% des Nennstroms führen - thermische Signaturen von sich entwickelnden Fehlern erfordern einen angemessenen Wärmeaufbau, um sich zu manifestieren.
Checkliste für die Voruntersuchung
Fünf-Zonen-Scan-Sequenz
Erfassen Sie sowohl die absolute Temperatur als auch ΔT relativ zu einer ähnlichen Komponente. Die kälteste Phase in einer dreiphasigen Bank dient in der Regel als Referenz-Basislinie. Erfassen Sie immer den Laststrom zum Zeitpunkt der Abtastung - ein thermischer Befund bei 60% Last stellt einen ernsthafteren Zustand dar als derselbe Messwert bei 100% Last.
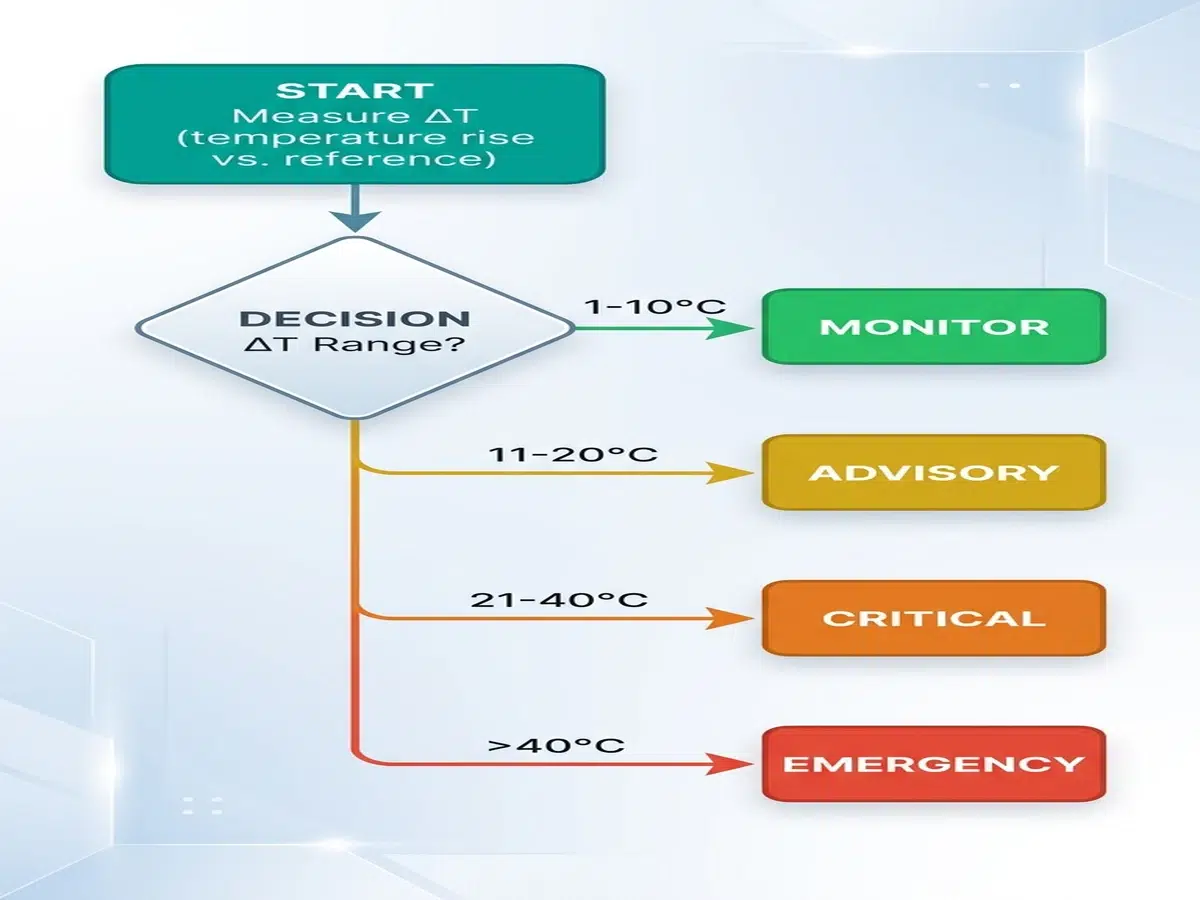
Die Temperaturmesswerte werden anhand eines Klassifizierungsrahmens für den Schweregrad in Wartungsentscheidungen umgesetzt. Die Temperaturanstiegsmethode bietet eine zuverlässigere Bewertung als absolute Temperaturmesswerte allein.
Eine Schützklemme, die 85 °C bei 40 °C Umgebungstemperatur misst, stellt einen Anstieg von 45 °C dar - das ist besorgniserregender als ein Messwert von 95 °C in einer 65 °C warmen Gießereiumgebung, der nur einen Anstieg von 30 °C zeigt. Gemäß den NETA MTS-2019 (Maintenance Testing Specifications) sollten thermografische Untersuchungen Temperaturerhöhungen von mehr als 10 °C über dem Referenzwert als untersuchungsbedürftig identifizieren.
Stufe 1 (Monitor): ΔT = 1-10°C über dem Referenzwert. Planen Sie eine Inspektion innerhalb von 90 Tagen. Typische Ursachen sind geringfügige Kontaktoxidation oder eine leichte Lockerung des Drehmoments.
Stufe 2 (Priorität): ΔT = 11-25°C über dem Referenzwert. Planen Sie eine Reparatur innerhalb von 30 Tagen. Häufige Probleme sind fortschreitender Kontaktverschleiß oder lockere Klemmenanschlüsse, die gemäß den Herstellerangaben nachgezogen werden müssen (normalerweise 2,5-4,0 N-m für Steuerklemmen).
Stufe 3 (ernsthaft): ΔT = 26-40°C über Referenz. Planen Sie eine Reparatur innerhalb von 7 Tagen. Weist auf eine erhebliche Verschlechterung der Kontakte, eine Phasenunsymmetrie von mehr als 10% oder einen internen Verbindungsfehler hin.
Stufe 4 (kritisch): ΔT > 40°C über Referenz. Sofortige Maßnahmen erforderlich - Last reduzieren oder Stromkreis isolieren. Bei diesem Schweregrad besteht die Gefahr von Isolationsversagen, Kontaktschweißen oder Feuer.
| Schweregrad | ΔT oben Referenz | Zeitleiste | Erforderliche Maßnahme |
|---|---|---|---|
| Monitor | 1-10°C | 90 Tage | Dokumentieren, bei nächstem Ausfall verifizieren |
| Priorität | 11-25°C | 30 Tage | Nachziehen, Kontakte reinigen |
| Seriös | 26-40°C | 7 Tage | Teile vorbereiten, Reparatur planen |
| Kritisch | >40°C | Unmittelbar | Lastreduzierung oder Isolierung |
Lastausgleichsfaktor
Ein Schütz, das mit einem Nennstrom von 50% betrieben wird, erzeugt eine Erwärmung von ca. 25% bei Volllast (gemäß den I²R-Beziehungen). Normalisieren Sie thermische Befunde auf Volllast-Äquivalenttemperaturen, bevor Sie Schwellenwertkriterien anwenden. Dies gewährleistet eine einheitliche Klassifizierung des Schweregrads, unabhängig davon, wann die Messungen durchgeführt werden.
Nach IEC 62271-106 sollten die Grenzwerte für den Temperaturanstieg bei stromführenden Kontakten 65 K über der Umgebungstemperatur für versilberte Oberflächen bei Nenndauerstrom nicht überschreiten. Dies bildet die Grundlage für die thermografische Bewertung.
Stufenweises Reaktionsprotokoll
Stufe 1-2 Ergebnisse: Dokumentieren Sie das Wärmebild mit Zeitstempel und Lastdaten. Planen Sie eine Überprüfung des Verbindungsdrehmoments bei der nächsten geplanten Abschaltung ein. Erneutes Scannen in Standardintervallen (typischerweise 6-12 Monate für industrielle Anwendungen).
Ergebnisse der Stufe 3: Planen Sie die Wartung innerhalb von maximal 7 Tagen. Spannungsfrei schalten, Kontaktflächen reinigen, Anzugsmoment nach Spezifikation überprüfen. Flexible Steckverbinder auf Litzenbrüche oder Verfärbungen untersuchen. Kontaktwiderstandsmessung vor und nach der Reparatur durchführen. Nach der Korrektur erneut scannen, um die Lösung zu überprüfen.
Stufe 4 Ergebnisse: Sofortige Reaktion erforderlich. Zu den Optionen gehören Notlastumschaltung, kontrollierte Abschaltung oder kontinuierliche Überwachung, wenn eine Abschaltung nicht möglich ist. Vollständige Inspektion der Demontage mit Austausch der Kontakte und Wiederherstellung der Verbindungen. Durchführung einer Ursachenanalyse, um ein erneutes Auftreten zu verhindern.
Dokumentationsanforderungen
Jeder Bericht über die thermische Untersuchung sollte Folgendes enthalten:
- Wärmebild mit kalibrierter Temperaturskala
- Entsprechendes visuelles Foto
- Geräteidentifikation (Schalttafel-ID, Schaltfeldnummer, Schützbezeichnung)
- Laststrom zum Zeitpunkt der Abfrage
- Temperatur in der Umgebung
- ΔT-Berechnung (gegen Referenz und gegen Umgebung)
- Einstufung des Schweregrads
- Empfohlene Maßnahme und Prioritätsstufe
Führen Sie mindestens 3 Jahre lang einen Wärmeverlauf für die Trendanalyse. Vergleichen Sie identische Messpunkte über Erhebungsintervalle hinweg. Zeichnen Sie die ΔT-Entwicklung über die Zeit auf, um Degradationsraten zu ermitteln und den Zeitpunkt des Austauschs vorherzusagen.
Thermische Zuverlässigkeit beginnt bereits in der Konstruktionsphase. Schütze, die mit einer optimierten Kontaktgeometrie, flexiblen Shunts mit hoher Leitfähigkeit und robusten Klemmenkonstruktionen entwickelt wurden, weisen während ihrer gesamten Lebensdauer weniger Probleme mit heißen Stellen auf.
XBRELE Vakuumschütze zeichnen sich durch Hauptkontakte aus Silberlegierung aus, die für niedrige Stromdichte ausgelegt sind, durch flexible Kupfernebenschlüsse, die für mechanische Wechselbeanspruchung ohne Litzenermüdung ausgelegt sind, und durch Klemmenkonstruktionen, die das Drehmoment auch bei Temperaturwechseln beibehalten. Für Anwendungen, bei denen es auf thermische Leistung und langfristige Zuverlässigkeit ankommt, wenden Sie sich bitte an einen erfahrenen Vakuumschützhersteller während der Spezifikationsphase.
\n
Die Schütze sollten mindestens 30 Minuten lang mit einem Nennstrom von 40% belastet werden, bevor sie geprüft werden; geringere Lasten erzeugen möglicherweise nicht genügend Wärme, um sich entwickelnde thermische Anomalien zu erkennen.
\n
Bringen Sie Referenzfelder aus Isolierband an, um eine Oberfläche mit bekanntem Emissionsgrad zu schaffen, oder verwenden Sie die vergleichende ΔT-Methode, bei der die Unterschiede zwischen den Phasen und nicht die absoluten Temperaturen gemessen werden.
\n
Externe Klemmenmessungen können auf eine interne Kontaktverschlechterung schließen - erhöhte Klemmentemperaturen ohne sichtbare äußere Ursachen deuten oft auf eine interne Kontaktabnutzung hin, die eine Überprüfung des Kontaktwiderstands erfordert.
\n
Jährliche Überprüfungen eignen sich für die meisten industriellen Anwendungen; bei Hochleistungsschützen mit mehr als 50.000 Betätigungen pro Jahr oder bei kritischen Prozessen kann eine halbjährliche Überprüfung sinnvoll sein.
\n
Ein Temperaturanstieg von mehr als 40°C über eine vergleichbare Referenzkomponente weist auf kritische Zustände hin, die innerhalb von 24-72 Stunden Maßnahmen erfordern, einschließlich einer möglichen Lastreduzierung oder kontrollierten Abschaltung.
\n
Temperaturunterschiede von Phase zu Phase bei gleichmäßiger Belastung deuten in der Regel auf ungleichmäßigen Kontaktverschleiß, unterschiedliche Klemmendrehmomente oder Unterschiede in der Leiterdimensionierung hin - Unterschiede von mehr als 15 °C sollten unabhängig von der absoluten Temperatur untersucht werden.
\n
Beide Ansätze sind gültig, aber die Konfiguration muss dokumentiert und bei allen Erhebungen gleich gehalten werden. Offene Türen verbessern den Kamerazugang, verändern aber die Konvektionsmuster, was sich auf die Temperaturmessungen auswirkt.