¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
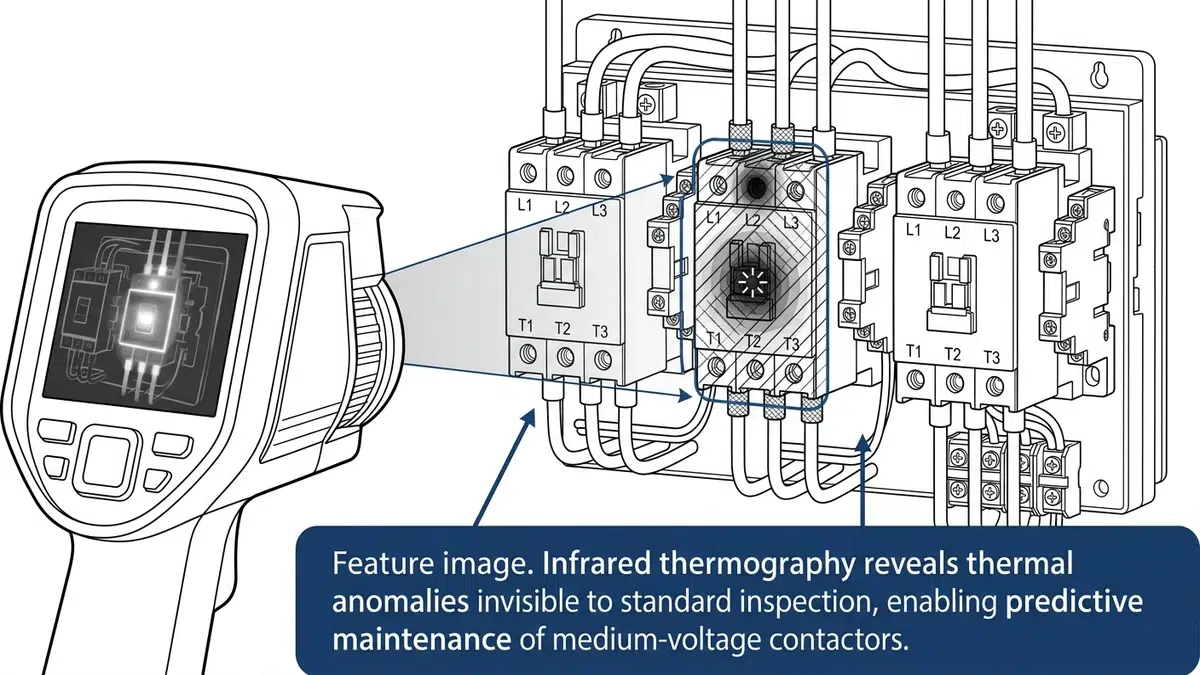
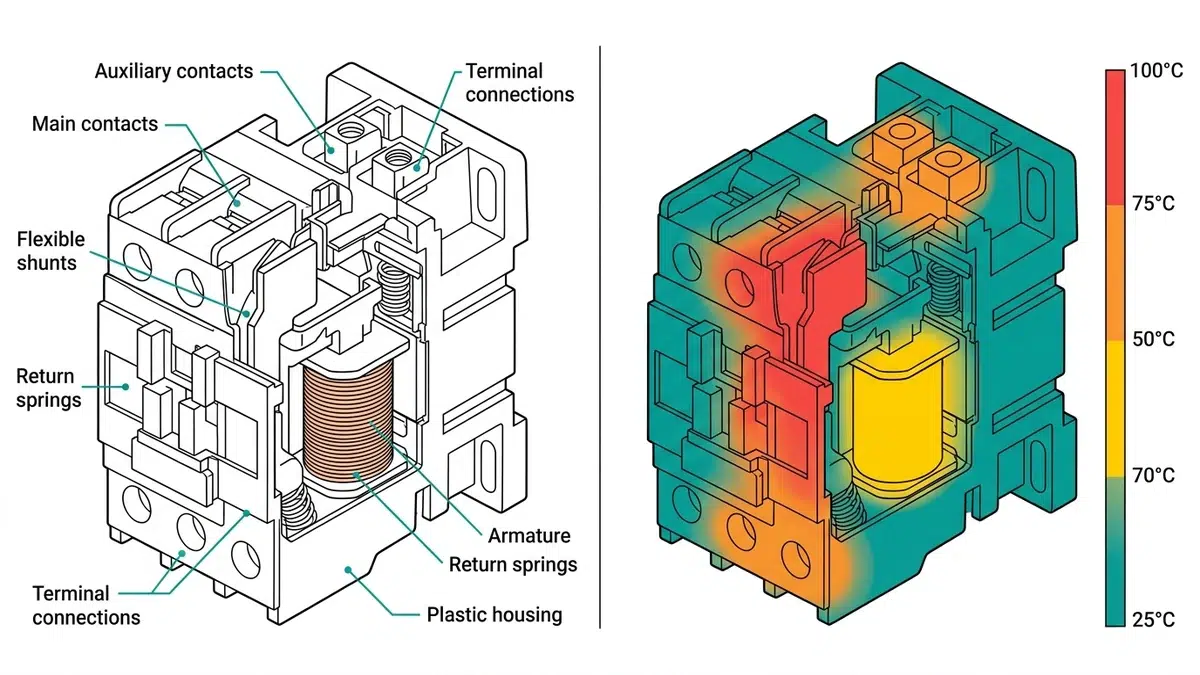
La termografía por infrarrojos para contactores detecta anomalías térmicas antes de que se conviertan en averías. Al captar las variaciones de temperatura de la superficie causadas por cambios de resistencia, conexiones sueltas o superficies de contacto deterioradas, este método de diagnóstico no invasivo transforma los problemas eléctricos invisibles en inteligencia de mantenimiento procesable.
En evaluaciones de campo realizadas en más de 200 centros de control de motores industriales, observamos sistemáticamente que los contactores en buen estado mantienen la temperatura de los contactos entre 10 y 15 °C por encima de la temperatura ambiente durante el funcionamiento con carga nominal. Los puntos calientes que superan este diferencial aumentan la resistencia de la señal en las interfaces de conexión, el desgaste de los contactos o la degradación del conductor interno, por lo que es necesario investigarlos.
La formación de puntos calientes sigue una física predecible de generación de calor regida por los principios de calentamiento Joule. Tres mecanismos principales producen firmas térmicas distintas: aumento de la resistencia de contacto en las conexiones de los terminales, degradación de la interfaz conductor-conector y desgaste interno de los contactos dentro de la cámara de conmutación.
Resistencia de contacto y generación de calor
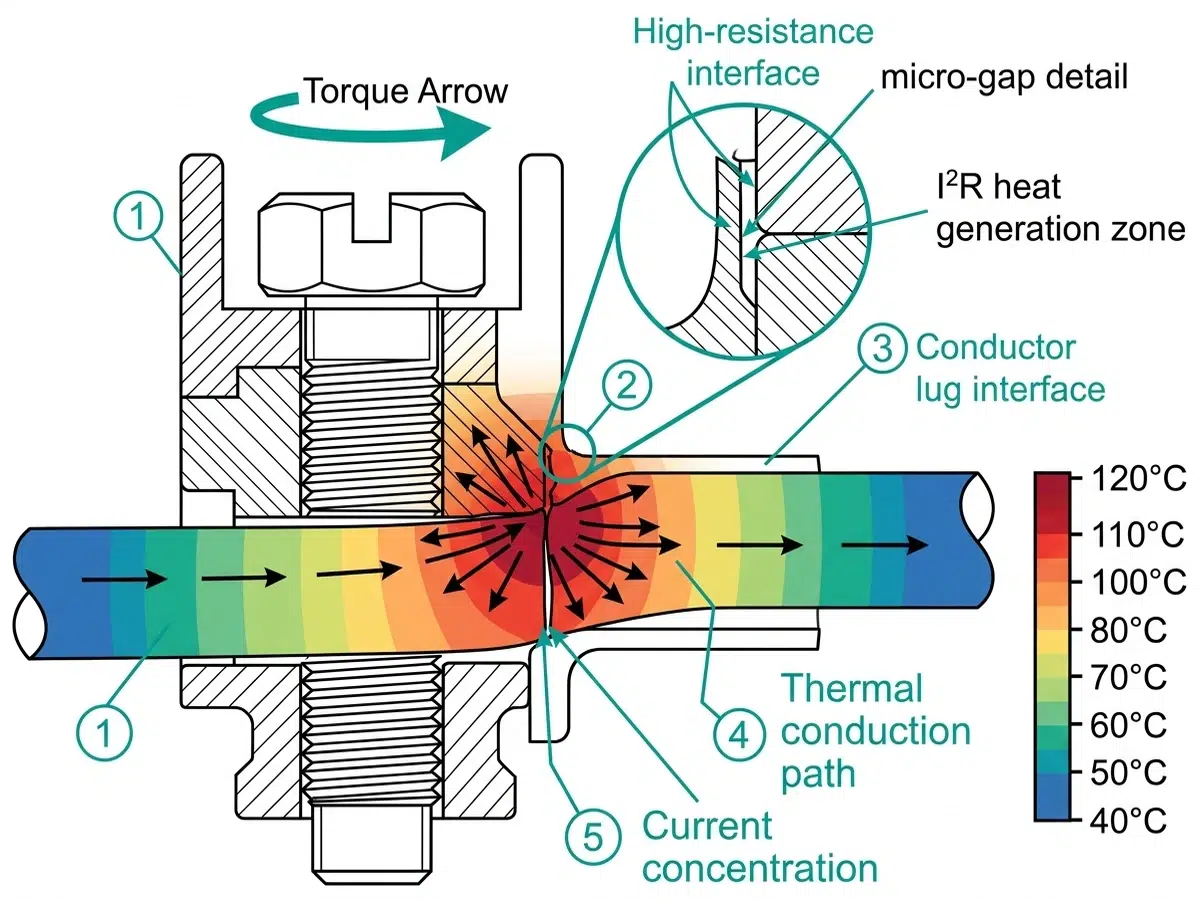
La física fundamental sigue la ley de Joule: la generación de calor es directamente proporcional a la resistencia de contacto y al cuadrado del flujo de corriente.
Calor generado (P) = I² × R, donde los valores de resistencia de contacto superiores a 100 μΩ suelen indicar problemas de desarrollo. Para un contactor que transporta 400 A, un aumento de la resistencia de 50 μΩ a 200 μΩ eleva la disipación de potencia de 8 W a 32 W en el punto de conexión, un aumento cuatro veces mayor concentrado en un área pequeña.
Patrones de degradación progresiva
La degradación de los contactos sigue una progresión no lineal. La oxidación inicial en las superficies de contacto de cobre o aleación de plata crea finas películas resistivas de 0,1-0,5 μm de grosor. Estas películas aumentan la resistencia local, generando calor que acelera la oxidación, un ciclo que se refuerza a sí mismo y que explica por qué los contactores pueden funcionar aceptablemente durante años y deteriorarse rápidamente una vez superado un umbral.
Los datos de campo de las instalaciones mineras y petroquímicas revelan que las conexiones de terminales sueltas representan aproximadamente 60% de los puntos calientes de los contactores, mientras que el desgaste de los contactos internos representa 25% de las anomalías térmicas detectadas durante las inspecciones IR rutinarias.
[Opinión del experto: Observaciones sobre el terreno acerca del desarrollo de puntos calientes].
- Los contactores en entornos de alta vibración (trituradoras, cintas transportadoras) se aflojan 3 veces más rápido que las instalaciones estáticas.
- Los contactos plateados enmascaran la degradación temprana: la resistencia aumenta significativamente antes de que aparezcan picaduras visibles.
- Las anomalías térmicas suelen preceder a los fallos mecánicos entre 3 y 6 meses si los patrones de carga se mantienen constantes.
- Los escaneos matutinos suelen pasar por alto problemas intermitentes; escanee durante los picos de carga de producción para una detección fiable.
Las cámaras térmicas modernas para mantenimiento eléctrico ofrecen una sensibilidad térmica (NETD) de 50 mK o superior, lo que permite detectar diferencias de temperatura tan pequeñas como 0,05 °C. Para contactor de vacío diagnóstico, las cámaras con una resolución de 320 × 240 píxeles o superior captan adecuadamente los gradientes térmicos en los tamaños de fotograma típicos de 45-95 mm.
Principios de emisión térmica
Cada componente del contactor emite radiación infrarroja en función de la temperatura de su superficie y de su coeficiente de emisividad. La relación no es lineal.
La relación Stefan-Boltzmann rige la emisión de calor radiante: la potencia radiada total aumenta proporcionalmente a T4 (temperatura a la cuarta potencia). Esta relación no lineal significa que un contactor que funciona a 85°C emite aproximadamente 40% más energía infrarroja que uno a 60°C, lo que hace que las anomalías térmicas sean progresivamente más fáciles de detectar a medida que aumenta la gravedad.
Requisitos de compensación de la emisividad
Las superficies de contacto de cobre suelen presentar valores de emisividad de entre 0,60 y 0,85, dependiendo del nivel de oxidación y del estado de la superficie. Los contactos oxidados o picados presentan valores de emisividad más elevados, lo que paradójicamente puede mejorar la precisión de la detección e indicar al mismo tiempo la degradación de la integridad del contacto.
| Material | Emisividad (ε) | Notas |
|---|---|---|
| Cobre oxidado | 0.65-0.78 | La mayoría de las superficies terminales |
| Cobre pulido desnudo | 0.02-0.07 | Poco fiable para la lectura directa por infrarrojos |
| Contacto plateado | 0.02-0.05 | Utilizar el método de referencia |
| Caja de acero pintado | 0.90-0.95 | Buena superficie de medición |
| Aislamiento epoxi/resina | 0.85-0.92 | Punto de referencia fiable |
Para superficies de baja emisividad, aplique parches de referencia de cinta eléctrica o utilice el método comparativo ΔT: la medición de las diferencias entre fases en lugar de las temperaturas absolutas elimina la incertidumbre de la emisividad.
Cada patrón de anomalía térmica corresponde a mecanismos de degradación específicos. Comprender estas relaciones permite realizar un mantenimiento específico en lugar de una sustitución al por mayor.
Patrones de la zona de contacto principal
Las temperaturas elevadas en la interfaz del contacto principal indican erosión y contaminación del contacto. Los puntos calientes del contacto principal suelen reflejar aumentos de resistencia de 50-150% por encima del valor de referencia. El mecanismo físico implica una reducción del área de contacto a medida que las superficies de aleación de plata se erosionan a través de ciclos de arco, concentrando el flujo de corriente a través de parches conductores más pequeños.
Los puntos calientes en los contactos principales se presentan como patrones térmicos simétricos en las tres fases cuando el desgaste es uniforme, o asimétricos cuando un polo experimenta una degradación acelerada.
Anomalías en la conexión de terminales
Los puntos calientes de los terminales revelan conexiones sueltas o degradación del conductor en la unión entre los conductores de entrada/salida y los terminales del contactor. La experiencia sobre el terreno demuestra que las temperaturas de los terminales superiores a 40 °C por encima de la temperatura ambiente se correlacionan frecuentemente con valores de par inferiores a 60% de la especificación.
La firma térmica difiere claramente: los puntos calientes de los terminales muestran gradientes de temperatura graduales que se extienden a lo largo de los conductores, mientras que el calentamiento de la zona de contacto permanece localizado dentro de la carcasa del contactor.
Calentamiento de bobinas y circuitos magnéticos
Las temperaturas elevadas de la bobina o el calor alrededor del circuito magnético indican una degradación del aislamiento de la bobina, cortocircuitos en las espiras o atascos mecánicos que provocan periodos de arranque prolongados. Las temperaturas de la bobina superiores a 85 °C sugieren un fallo inminente en un plazo de 3 a 6 meses con ciclos de trabajo normales.
| Ubicación del punto caliente | Causa probable | Paso de verificación |
|---|---|---|
| Terminal principal único | Herrajes sueltos, interfaz oxidada | Comprobación del par de apriete, prueba de resistencia de los contactos |
| Conducto/trenzado flexible | Cordones fracturados, corrosión | Inspección visual, prueba de continuidad |
| Una fase elevada (carga equilibrada) | Desgaste por contacto asimétrico | Comparación de la resistencia de contacto entre fases |
| Recinto cerca de la cámara interruptiva | Degradación de los contactos internos | Medición de la resistencia de contacto |
| Terminal de control | Tornillo flojo, cable de tamaño insuficiente | Comprobación del par de apriete, verificación del calibre de los cables |
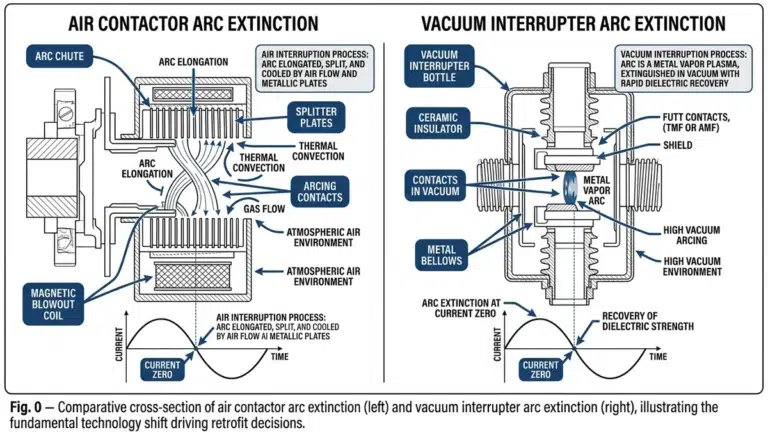
Para diseños cerrados como el Contactor de vacío serie CKG, La medición externa de los terminales sigue siendo la única opción: las condiciones internas de los contactos deben deducirse de los patrones de aumento de temperatura de los terminales.
[Visión experta: Reconocimiento de patrones a partir de más de 10 años de encuestas industriales].
- Una diferencia de temperatura entre fases superior a 15 °C con carga equilibrada siempre justifica una investigación, incluso si las temperaturas absolutas parecen aceptables.
- Un aumento repentino de ΔT (>5°C entre mediciones en condiciones similares) indica un desgaste acelerado; adelante inmediatamente el programa de mantenimiento.
- Anomalías térmicas en componentes del sistema de contacto a menudo se correlacionan con zumbidos audibles o residuos visibles de arco eléctrico en las rejillas de ventilación de la caja
- Corriente de carga del documento en el momento de la exploración: los resultados no tienen sentido sin este contexto.
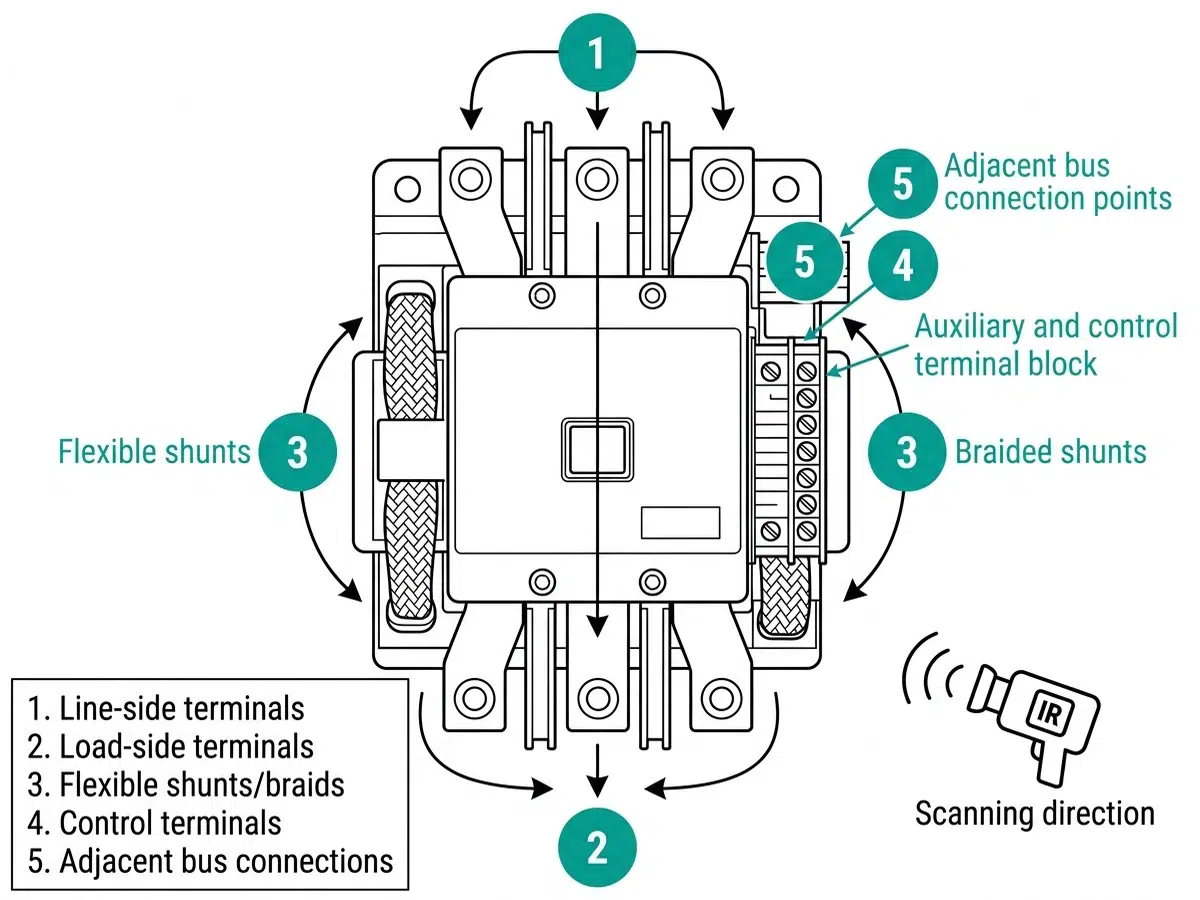
La exploración sistemática garantiza que ninguna anomalía térmica escape a la detección. Antes de escanear, compruebe que los contactores soportan al menos 40% de corriente nominal durante un mínimo de 30 minutos: las señales térmicas de los fallos en desarrollo requieren una acumulación de calor adecuada para manifestarse.
Lista de comprobación previa a la exploración
Secuencia de exploración de cinco zonas
Capture tanto la temperatura absoluta como la ΔT relativa a un componente similar. La fase más fría de un banco trifásico suele servir como línea base de referencia. Registre siempre la corriente de carga en el momento de la exploración: un hallazgo térmico en una carga de 60% representa una situación más grave que la misma lectura en una carga de 100%.
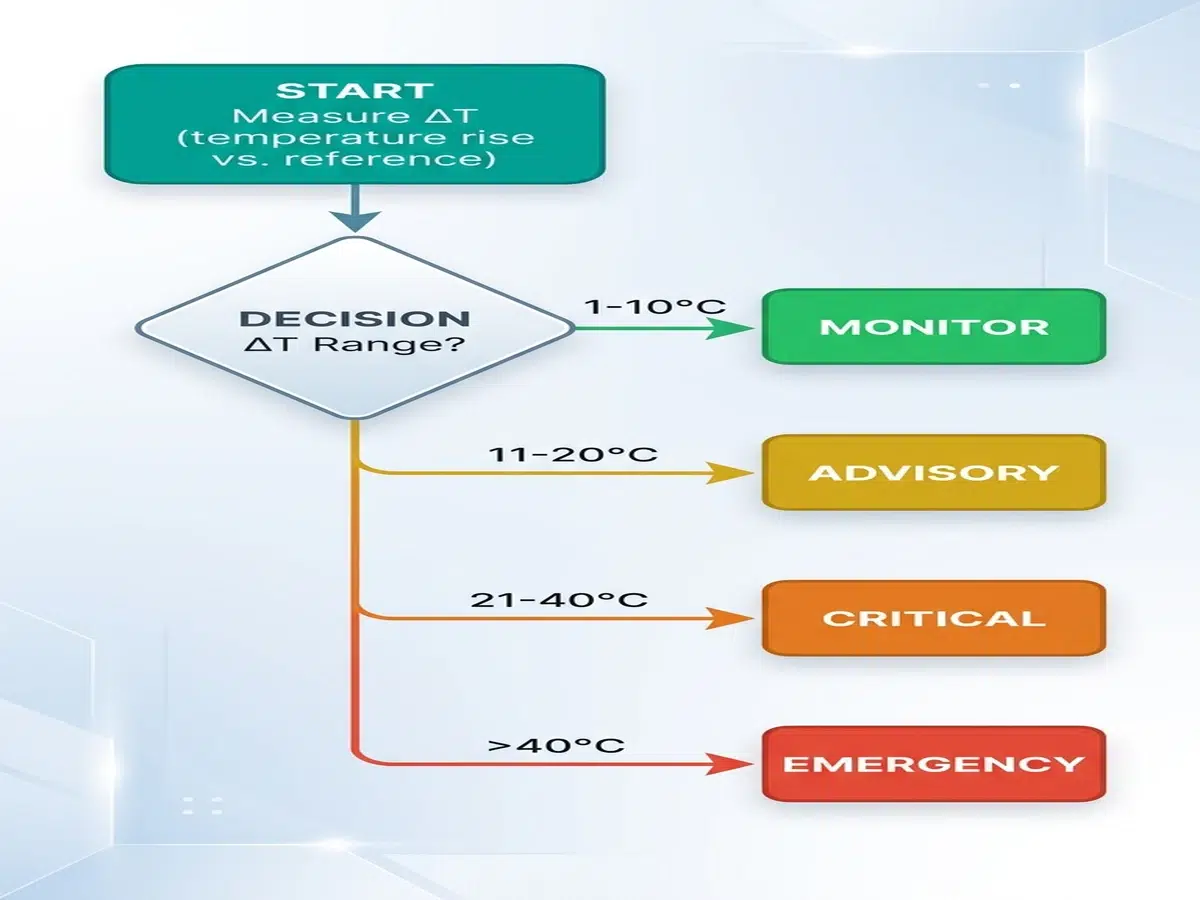
Las lecturas de temperatura se traducen en decisiones de mantenimiento a través de un marco de clasificación de la gravedad. El método de aumento de la temperatura proporciona una evaluación más fiable que las lecturas de temperatura absolutas por sí solas.
Un terminal de contactor que mide 85 °C en un entorno de 40 °C representa un aumento de 45 °C, lo que es más preocupante que una lectura de 95 °C en un entorno de fundición de 65 °C que sólo muestra un aumento de 30 °C. De acuerdo con NETA MTS-2019 (Especificaciones de pruebas de mantenimiento), las inspecciones termográficas deben identificar los aumentos de temperatura que superen los 10 °C por encima de la referencia y que requieran una investigación.
Nivel 1 (Monitor): ΔT = 1-10°C por encima de la referencia. Programe la inspección en un plazo de 90 días. Las causas típicas son una oxidación menor de los contactos o una ligera relajación del par de apriete.
Nivel 2 (Prioridad): ΔT = 11-25°C por encima de la referencia. Programe la reparación en un plazo de 30 días. Los problemas más comunes son el desgaste progresivo de los contactos o las conexiones flojas de los terminales, que requieren un reapriete según las especificaciones del fabricante (normalmente 2,5-4,0 N-m para los terminales de control).
Nivel 3 (Grave): ΔT = 26-40°C por encima de la referencia. Programe la reparación en un plazo de 7 días. Indica una degradación significativa de los contactos, un desequilibrio de fase superior a 10% o un fallo de la conexión interna.
Nivel 4 (Crítico): ΔT > 40°C por encima de la referencia. Se requiere una acción inmediata: reducir la carga o aislar el circuito. Existe riesgo de fallo de aislamiento, soldadura por contacto o incendio con esta gravedad.
| Gravedad | ΔT Referencia anterior | Cronología | Acción requerida |
|---|---|---|---|
| Monitor | 1-10°C | 90 días | Documentar, verificar en la próxima interrupción |
| Prioridad | 11-25°C | 30 días | Reapriete, limpie los contactos |
| En serio | 26-40°C | 7 días | Preparar las piezas, programar la reparación |
| Crítico | >40°C | Inmediato | Reducción o aislamiento de la carga |
Factor de compensación de carga
Un contactor que funciona a una corriente nominal de 50% genera aproximadamente 25% de calentamiento a plena carga (siguiendo las relaciones I²R). Normalice los resultados térmicos a temperaturas equivalentes a plena carga antes de aplicar los criterios de umbral. Esto garantiza una clasificación coherente de la gravedad, independientemente del momento en que se realicen las mediciones.
Según la norma IEC 62271-106, los límites de aumento de temperatura de los contactos conductores de corriente no deben superar los 65 K por encima de la temperatura ambiente para superficies plateadas bajo corriente continua nominal. Esto proporciona la línea de base para la evaluación termográfica.
Protocolo de respuesta escalonada
Hallazgos de nivel 1-2: Documentar la imagen térmica con sello de tiempo y datos de carga. Programar la verificación del par de conexión en la próxima parada planificada. Vuelva a escanear en el intervalo estándar (normalmente de 6 a 12 meses para aplicaciones industriales).
Conclusiones de nivel 3: Planificar el mantenimiento en un plazo máximo de 7 días. Desenergice, limpie las superficies de contacto y vuelva a apretar según las especificaciones. Inspeccione los conectores flexibles en busca de rotura o decoloración de los hilos. Realice una medición de la resistencia de contacto antes y después de la reparación. Vuelva a escanear después de la corrección para verificar la resolución.
Hallazgos de nivel 4: Se requiere una respuesta inmediata. Las opciones incluyen transferencia de carga de emergencia, parada controlada o supervisión continua si la parada es imposible. Inspección de desmontaje completo con sustitución de contactos y reconstrucción de conexiones. Realización de un análisis de la causa principal para evitar que se repita.
Requisitos de documentación
Todo informe de encuesta térmica debe incluir:
- Termografía con escala de temperatura calibrada
- Fotografía visual correspondiente
- Identificación del equipo (ID del panel, número de celda, designación del contactor)
- Corriente de carga en el momento de la exploración
- Temperatura ambiente
- Cálculo de ΔT (frente a referencia y frente a ambiente)
- Clasificación de la gravedad
- Acción recomendada y nivel de prioridad
Mantener un mínimo de 3 años de historial térmico para el análisis de tendencias. Comparar puntos de medición idénticos a lo largo de los intervalos del estudio. Trazar la progresión de ΔT a lo largo del tiempo para identificar las tasas de degradación y predecir el momento de la sustitución.
La fiabilidad térmica comienza en la fase de diseño. Los contactores diseñados con una geometría de contactos optimizada, derivaciones flexibles de alta conductividad y diseños de terminales robustos presentan menos problemas de puntos calientes a lo largo de su vida útil.
Los contactores de vacío XBRELE disponen de contactos principales de aleación de plata dimensionados para una baja densidad de corriente, derivaciones de cobre flexibles aptas para ciclos mecánicos sin fatiga del filamento y diseños de terminales que mantienen la retención del par bajo ciclos térmicos. Para aplicaciones en las que el rendimiento térmico y la fiabilidad a largo plazo son importantes, consulte con un técnico experimentado. fabricante de contactores de vacío durante la fase de especificación.
\n
Los contactores deben soportar al menos 40% de corriente nominal durante un mínimo de 30 minutos antes de la exploración; es posible que cargas inferiores no generen suficiente calor para revelar anomalías térmicas en desarrollo.
\n
Aplique parches de referencia de cinta eléctrica para crear una superficie de emisividad conocida, o utilice el método ΔT comparativo que mide las diferencias de fase a fase en lugar de las temperaturas absolutas.
\n
Las mediciones externas de los terminales pueden inferir una degradación interna de los contactos: las temperaturas elevadas de los terminales sin causas externas visibles suelen indicar un desgaste interno de los contactos que requiere una verificación de la resistencia de contacto.
\n
Las inspecciones anuales son adecuadas para la mayoría de las aplicaciones industriales; los contactores de alto rendimiento que superan las 50.000 operaciones anuales o los que se utilizan en procesos críticos pueden requerir inspecciones semestrales.
\n
Los aumentos de temperatura superiores a 40 °C por encima de un componente de referencia comparable indican condiciones críticas que requieren una actuación en un plazo de 24-72 horas, incluida una posible reducción de la carga o un apagado controlado.
\n
Las diferencias de temperatura entre fases con carga equilibrada suelen indicar un desgaste desigual de los contactos, diferentes valores de par en los terminales o variaciones en el tamaño de los conductores; las diferencias superiores a 15 °C justifican una investigación, independientemente de la temperatura absoluta.
\n
Las puertas abiertas mejoran el acceso a la cámara, pero alteran los patrones de convección que afectan a las lecturas de temperatura.