¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
Una bobina quemada a las 2 de la madrugada significa una cosa: una llamada de emergencia, pérdidas de producción y preguntas sin respuesta sobre lo que ha fallado.
La rotura de la bobina en los conmutadores de media tensión es uno de los modos de fallo más frustrantes. A diferencia de la erosión gradual de los contactos o el envejecimiento predecible del aislamiento, los fallos de bobina suelen producirse sin previo aviso. El disyuntor que ayer funcionaba perfectamente se niega a cerrar hoy. El contactor que conmutó miles de veces de repente se suelda en silencio.
Las consecuencias van más allá de los inconvenientes:
En evaluaciones de campo realizadas en instalaciones industriales, los fallos de bobina representan aproximadamente 35% de todos los tiempos de inactividad relacionados con contactores. La mayoría se deben a tres causas principales: anomalías de tensión, acumulación térmica y fallos del circuito de control. Cada una de ellas deja firmas forenses distintas que permiten una prevención específica.
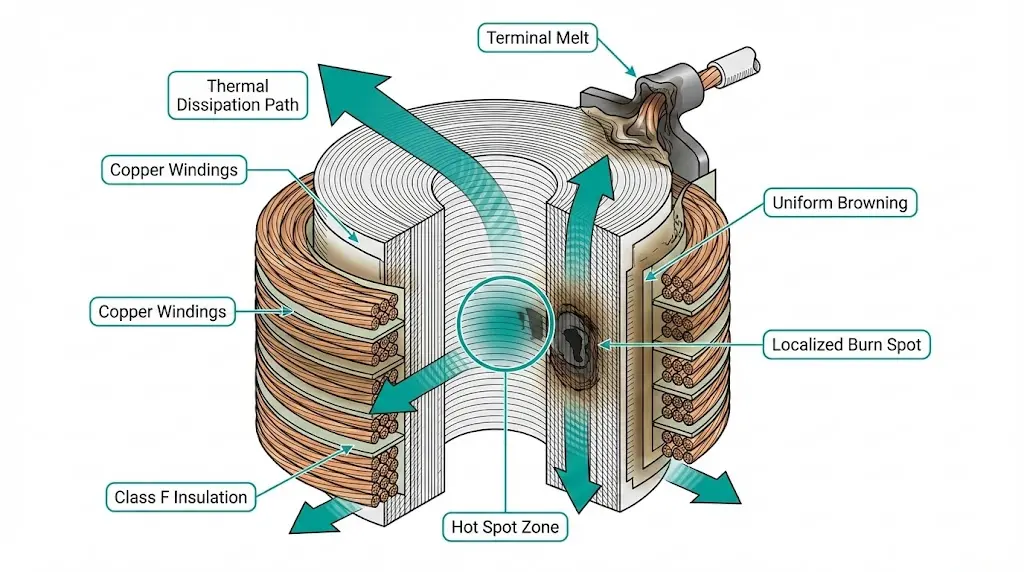
El agotamiento de las bobinas se produce cuando el aislamiento de las bobinas electromagnéticas se degrada más allá de lo recuperable, normalmente por fuga térmica o ruptura dieléctrica. La física fundamental se centra en el calentamiento Joule: la energía eléctrica se convierte en energía térmica cuando la corriente pasa a través de los devanados de cobre.
El calor generado en una bobina sigue la ley de Joule: Q = I²Rt, donde Q representa la energía térmica en julios, I es la corriente en amperios, R es la resistencia de la bobina en ohmios (Ω) y t es el tiempo en segundos. Cuando esta producción térmica supera la capacidad de disipación de la bobina -normalmente de 10-15 W para bobinas de contactores de CA estándar-, la temperatura supera el límite térmico del aislamiento.
Toda bobina electromagnética funciona dentro de un equilibrio térmico en el que el calor generado debe ser igual al calor disipado. Si se altera este equilibrio, comienza la degradación.
Según la norma IEC 60947-4-1 (contactores y arrancadores de motor), las bobinas de aislamiento de Clase B no deben superar temperaturas de funcionamiento continuo de 130°C, mientras que las de Clase F toleran hasta 155°C. Las observaciones de campo muestran sistemáticamente que superar estos umbrales incluso en 10 °C reduce la vida útil de la bobina en aproximadamente 50%, una relación regida por la ecuación de Arrhenius para el envejecimiento del aislamiento.
El propio mecanismo electromagnético contribuye al riesgo de quemadura. Durante el funcionamiento normal, las bobinas de CA de un disyuntor de vacío consumen entre 6 y 10 veces su corriente nominal sellada. Si el inducido no se cierra por completo -debido a contaminación, atasco mecánico o tensión insuficiente-, la bobina permanece en el modo de alta corriente de arranque. En 30-60 segundos se produce un sobrecalentamiento catastrófico.

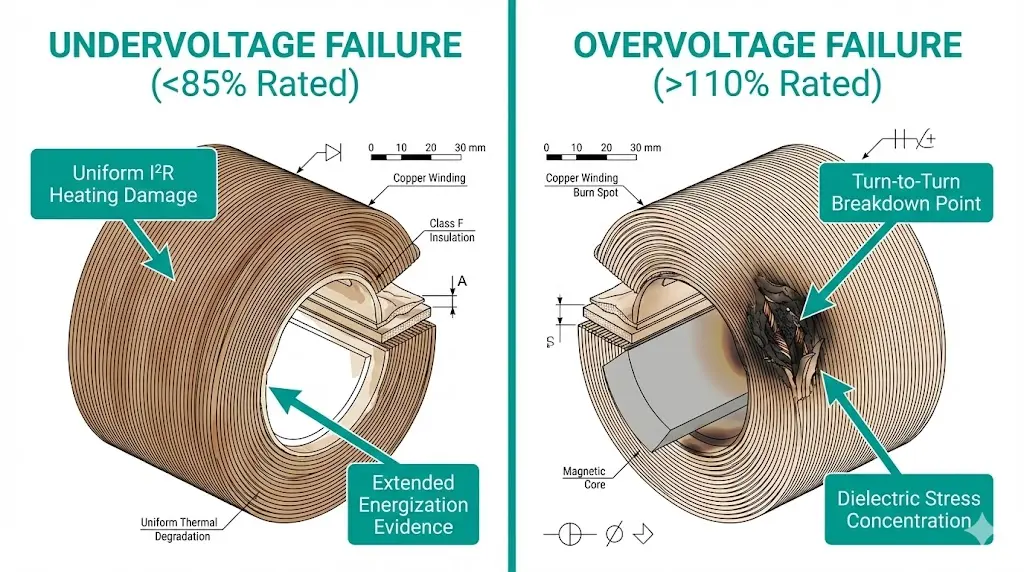
Los fallos de bobina relacionados con la tensión siguen dos patrones distintos, cada uno de los cuales deja pruebas forenses identificables.
Las condiciones de subtensión provocan un arranque incompleto del inducido, lo que da lugar a elevadas corrientes de arranque que persisten más allá del tiempo normal de arranque de 30-50 ms. Este estado de alta corriente prolongado genera pérdidas excesivas de I²R en los devanados de cobre. Este estado prolongado de alta corriente genera pérdidas excesivas de I²R en los devanados de cobre.
A una tensión nominal de 80%, una bobina de cierre puede consumir entre 120 y 140% de la corriente de funcionamiento normal. El mecanismo se mueve más lentamente, prolongando el tiempo de energización. Los efectos combinados se multiplican rápidamente:
Las operaciones repetidas de subtensión degradan progresivamente el aislamiento del bobinado. El examen forense revela un oscurecimiento uniforme en toda la bobina, un signo distinto de los puntos calientes localizados.
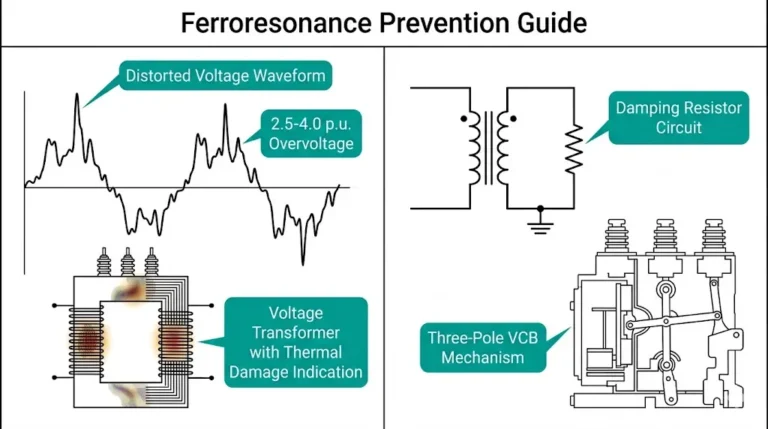
El estrés por sobretensión acelera el envejecimiento del aislamiento debido a una mayor intensidad del campo eléctrico a través de la separación entre espiras. Según la norma IEC 60947-4-1, las bobinas deben tolerar una tensión nominal de 110% de forma continua. Sin embargo, las sobretensiones transitorias que alcanzan 150-200% durante la conmutación de condensadores o los eventos de rechazo de carga crean concentraciones de tensión dieléctrica localizada que superan los 3 kV/mm en los sistemas de aislamiento estándar de Clase F.
A tensión 120%:
El daño por sobretensión más insidioso se produce en los primeros milisegundos. El aislamiento entre espiras experimenta tensión dieléctrica antes incluso de que comiencen los efectos térmicos. Se producen cortocircuitos entre espiras que generan un calentamiento localizado que desemboca en un fallo total.
[Visión experta: Estrategia de supervisión de la tensión]
- Instale registradores de calidad eléctrica en los circuitos de control durante 7-14 días para capturar los eventos transitorios.
- Documentar la tensión durante el arranque del motor, la eliminación de averías y la desconexión de la carga: estos eventos son los que más estresan las bobinas.
- Tensión estacionaria objetivo entre 95-105% de la capacidad nominal de la bobina para una vida útil óptima.
- Considere las fuentes de alimentación de CC con condensador para aplicaciones críticas con tensión de control inestable.
La relación de Arrhenius rige el envejecimiento térmico del aislamiento: por cada 10 °C de aumento por encima de la temperatura nominal, la vida útil del aislamiento se reduce aproximadamente a la mitad. El aislamiento de clase F (155 °C) que funciona continuamente a 175 °C experimenta un factor de reducción de la vida útil de 4 veces, pasando de un servicio típico de 20 años a menos de 5 años.
Una bobina con una temperatura ambiente nominal de 40 °C que funciona a 55 °C pierde aproximadamente 50% de su margen térmico. Las pruebas en entornos de paneles cerrados mostraron temperaturas internas que alcanzaban los 45-55 °C por encima de la temperatura ambiente, lo que acercaba peligrosamente las temperaturas de los puntos calientes de la bobina a los límites térmicos durante ciclos de conmutación repetidos.
Para contactor de vacío aplicaciones con bobinas de mantenimiento continuas, esta reducción de la temperatura ambiente es crítica. Una bobina de retención de clase F que funcione a 50 °C de temperatura ambiente sólo dispone de un aumento de temperatura de 105 °C, que se supera con facilidad durante las operaciones de ciclo de trabajo elevado.
Las especificaciones de las bobinas de cierre suelen asumir un funcionamiento intermitente: una operación, seguida de un tiempo de enfriamiento suficiente. Las operaciones secuenciales rápidas -comunes durante las pruebas de puesta en servicio o las secuencias de reconexión- acumulan calor más rápido de lo que permite la disipación.
Considere una secuencia de cierre automático: cerrar-abrir-cerrar-abrir-cerrar (O-0,3s-CO-15s-CO). La bobina de cierre se activa tres veces en 16 segundos. Sin una masa térmica adecuada o una refrigeración forzada, la temperatura del devanado puede superar los límites en la tercera operación.
Los conmutadores instalados en armarios sellados, quioscos exteriores o cámaras subterráneas se enfrentan a una disipación de calor restringida. La refrigeración por convección, que elimina 60-70% del calor de la bobina en condiciones normales, se ve gravemente limitada.
Observación sobre el terreno: Los fallos de las bobinas se concentran en los compartimentos inferiores de los disyuntores de las líneas de conmutación apiladas verticalmente. El calor de los equipos asciende, pero las unidades inferiores son las que más sufren por la restricción del flujo de aire bajo el suelo.
Las anomalías en los circuitos de control provocan el quemado de las bobinas incluso cuando la tensión y la temperatura se mantienen dentro de las especificaciones. El denominador común: tiempo de energización prolongado.
Los contactos auxiliares (designaciones 52a, 52b) señalan la posición del interruptor al circuito de control. Cuando una bobina de cierre se energiza, el contacto 52a debe abrirse para interrumpir la corriente de la bobina una vez que el mecanismo se enclava.
Los contactos auxiliares desgastados o desajustados crean varios modos de fallo:
Una bobina de cierre diseñada para un servicio de 100 ms que funcione durante 500 ms experimenta un estrés térmico cinco veces mayor. Tres o cuatro eventos de este tipo pueden iniciar el fallo del aislamiento.
Los circuitos antibombeo evitan repetidos intentos de cierre si el interruptor se dispara inmediatamente después del cierre. Cuando esta protección falla, la bobina de cierre puede activarse repetidamente, destruyendo las bobinas en cuestión de segundos.
Por Requisitos del mecanismo de funcionamiento IEC 62271-100, el relé antibombeo debe bloquear las órdenes de cierre hasta que se elimine la señal de cierre y el interruptor alcance la posición de apertura total.
La interacción entre las tensiones eléctricas y térmicas crea daños sinérgicos. La actividad de descarga parcial se inicia a tensiones tan bajas como 1,5 veces la nominal en aislamientos térmicamente envejecidos, en comparación con 2,5 veces en bobinas nuevas. Esta tensión de inicio de descarga parcial reducida indica una integridad dieléctrica comprometida, que a menudo precede a la rotura completa entre 2 y 6 meses en aplicaciones de alto rendimiento.
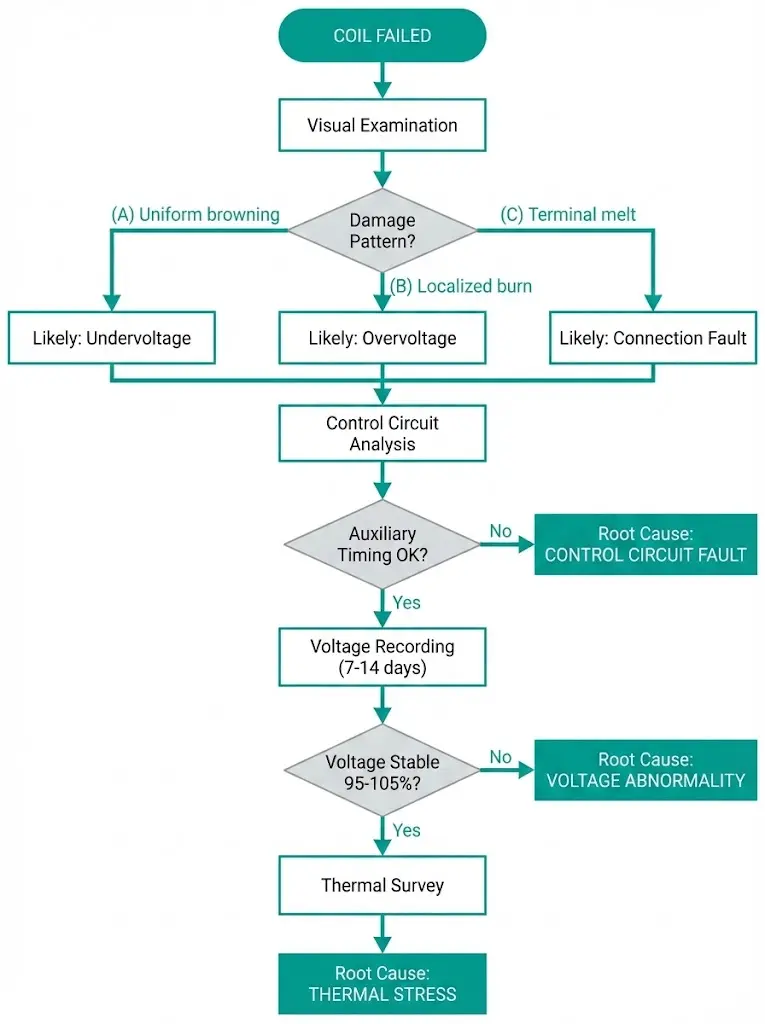
El diagnóstico sistemático distingue entre fallos de tensión, térmicos y de control, algo esencial para evitar que se repitan.
Retire la bobina averiada y examine el estado del aislamiento:
| Observación | Causa probable |
|---|---|
| Oscurecimiento uniforme en todo el bobinado | Subtensión (calentamiento I²R ampliado) |
| Quemadura localizada cerca de los giros interiores | Sobretensión (avería de giro a giro) |
| Terminales o cables fundidos | Conexión floja (junta de alta resistencia) |
| Carbón externo cerca del núcleo | Sobretemperatura ambiente |
Antes de instalar una bobina de repuesto:
Instale un registrador de calidad eléctrica en el suministro de tensión de control durante 7-14 días. Documente la tensión en estado estacionario, las caídas transitorias durante el arranque del motor o la eliminación de averías, y el aumento de la tensión después de un deslastre de carga.
Utilice la termografía infrarroja durante el funcionamiento normal para medir la temperatura de la superficie de la bobina y las temperaturas de las conexiones de los terminales.
[Expert Insight: Lista de verificación de la puesta en servicio]
- Registre la forma de onda de la corriente de la bobina durante tres operaciones consecutivas
- Mida la tensión en los terminales de la bobina (no en la alimentación del panel) durante el funcionamiento
- Verificar la temporización de los contactos auxiliares con una precisión de ±5 ms
- Prueba de ciclo térmico: cinco operaciones en servicio nominal, monitorizar el aumento de temperatura de la bobina.
- Documente todas las mediciones para realizar comparaciones de referencia durante la resolución de problemas futuros.
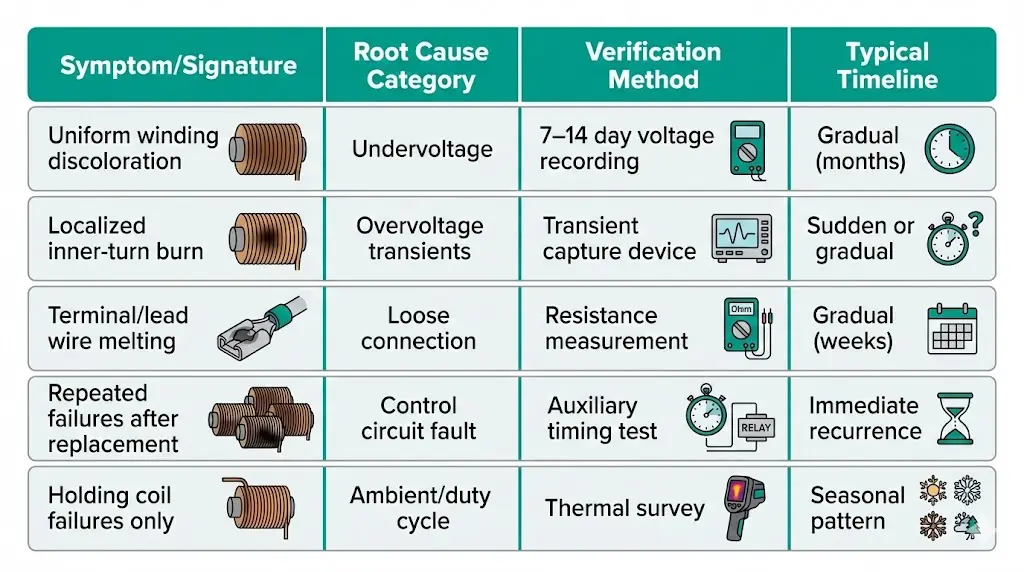
Esta tabla de referencia diagnóstica conecta los síntomas observables con las causas subyacentes del burnout de bobina:
| Síntoma/Firma | Categoría de causa raíz | Método de verificación | Calendario típico |
|---|---|---|---|
| Decoloración uniforme del bobinado | Subtensión | Registro de tensión de 7-14 días | Gradual (meses) |
| Quemadura localizada en el interior de la curva | Transitorios de sobretensión | Dispositivo de captura de transitorios | Repentino o gradual |
| Fusión de terminales/alambres conductores | Conexión floja | Medición de la resistencia | Gradual (semanas) |
| Fallos repetidos tras la sustitución | Fallo del circuito de control | Prueba de sincronización auxiliar | Recidiva inmediata |
| Sólo fallos de la bobina de retención | Ambiente/ciclo de trabajo | Estudio térmico | Patrón estacional |
Abordar el agotamiento de las bobinas exige adecuar las soluciones a las causas profundas identificadas.
| Problema | Solución |
|---|---|
| Subtensión crónica | Instale un transformador buck-boost en el circuito de control |
| Caídas transitorias durante los fallos | Añadir alimentación de CC con condensador |
| Sobretensión de excitación del generador | Ajuste la configuración del AVR; instale un supresor de sobretensiones. |
Para aplicaciones críticas, especifique bobinas con mayor tolerancia de tensión (75-110% bobinas AC o DC con drivers electrónicos).
Especifique la calidad componentes auxiliares de aparamenta desde la fase inicial de diseño:
Consulte componentes de aparatos de conexión para garantizar la compatibilidad con los requisitos de su aplicación.
La fiabilidad de la bobina comienza en la especificación del equipo. Parámetros clave a verificar:
Los equipos de ingeniería se benefician de trabajar con un fabricante consolidado de conmutadores que proporciona documentación detallada de los mecanismos de funcionamiento, informes de pruebas térmicas y apoyo de ingeniería de aplicaciones. La diferencia de coste marginal entre los sistemas de bobinas premium y economy desaparece tras un único evento de sustitución de emergencia.
P: ¿Qué porcentaje de fallos en las bobinas se debe a problemas de tensión frente a problemas térmicos?
R: Los datos de campo sugieren que las anomalías de tensión causan aproximadamente 40-50% de los casos de quema de bobinas, el estrés térmico supone 30-35% y los fallos del circuito de control contribuyen con 15-25%, aunque estos factores a menudo se solapan en escenarios de fallo complejos.
P: ¿Con qué rapidez puede dañar la subtensión una bobina de cierre?
R: Una sola subtensión grave (inferior a 75%) puede provocar un fallo inmediato, mientras que una subtensión moderada (80-85%) suele degradar el aislamiento progresivamente a lo largo de docenas o cientos de operaciones antes de que se produzca la rotura.
P: ¿Puedo utilizar una tensión de bobina superior para evitar daños por sobretensión?
R: Especificar una bobina con una tensión nominal 10-15% superior a la de alimentación proporciona margen frente a transitorios, pero las tensiones nominales excesivamente altas provocan síntomas de subtensión: la bobina puede no tirar de forma fiable a la tensión de funcionamiento normal.
P: ¿Qué resistencia de los contactos auxiliares indica que es necesario sustituirlos?
R: Una resistencia de los contactos superior a 500 mΩ cuando están cerrados sugiere un desgaste significativo; sustituya los contactos que muestren una resistencia superior a 1 Ω o evidencia de picaduras, ya que una resistencia elevada crea caídas de tensión que afectan al rendimiento de la bobina.
P: ¿Cómo afecta la altitud al rendimiento térmico de la bobina?
R: Por encima de los 1.000 metros de altitud, la reducción de la densidad del aire disminuye la eficiencia de la refrigeración convectiva en aproximadamente 1% por cada 100 metros, lo que requiere una reducción térmica o una ventilación mejorada para las baterías que funcionan cerca de sus límites térmicos.
P: ¿Cuál es el tiempo de aviso típico antes de que se queme la bobina?
R: Los fallos graduales debidos a tensiones térmicas o de baja tensión suelen mostrar un declive del rendimiento de 2 a 6 meses (funcionamiento más lento, fallos de encendido ocasionales) antes del fallo completo, mientras que los fallos del circuito de control o las sobretensiones graves pueden provocar un agotamiento inmediato sin previo aviso.
P: ¿Debo sustituir ambas bobinas de cierre y disparo cuando falla una?
R: Si el análisis de la causa raíz indica problemas sistémicos (problemas de tensión, temperatura ambiente), la sustitución de ambas bobinas y el tratamiento de la causa subyacente evitan el fallo a corto plazo de la bobina restante; los fallos mecánicos o de conexión aislados pueden no requerir la sustitución emparejada.