पूरी विशिष्टताएँ चाहिए?
सभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करें
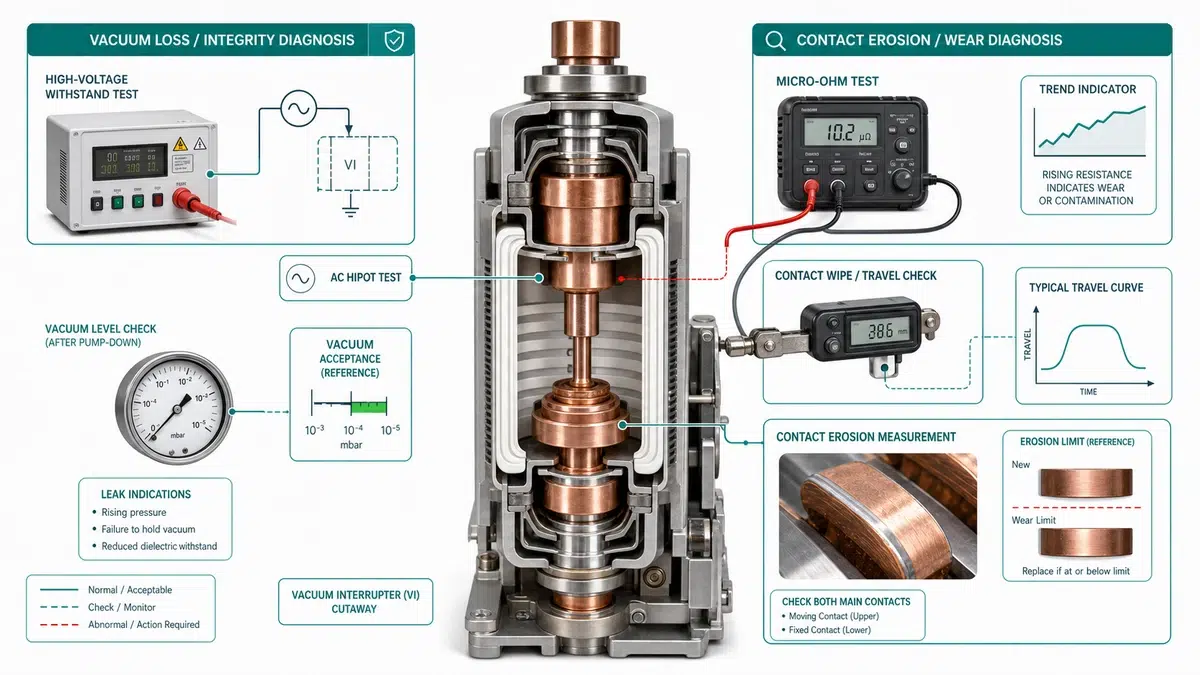
वैक्यूम लॉस और संपर्क अपक्षय वैक्यूम सर्किट ब्रेकर में समान क्षेत्रीय लक्षण उत्पन्न कर सकते हैं, लेकिन ये एक ही विफलता नहीं हैं। वैक्यूम लॉस सीलबंद इंटरप्टर बोतल के भीतर डाइइलेक्ट्रिक अखंडता का ह्रास है। संपर्क अपक्षय लोड धारा या दोष धारा स्विच करने के बाद संपर्क सतहों का यांत्रिक और विद्युत अपक्षय है।.
व्यावहारिक नियम सरल है: यदि वैक्यूम अखंडता परीक्षण असफल हो जाता है, तो इंटरप्टर बदलने की आवश्यकता होती है; संपर्क क्षरण की पुष्टि यात्रा, वाइप, क्षरण संकेतक और संपर्क प्रतिरोध के साक्ष्यों द्वारा की जानी चाहिए। जब तक इन दो विफलता मोडों को अलग नहीं किया जाता, तब तक पूरे ब्रेकर को न बदलें।.
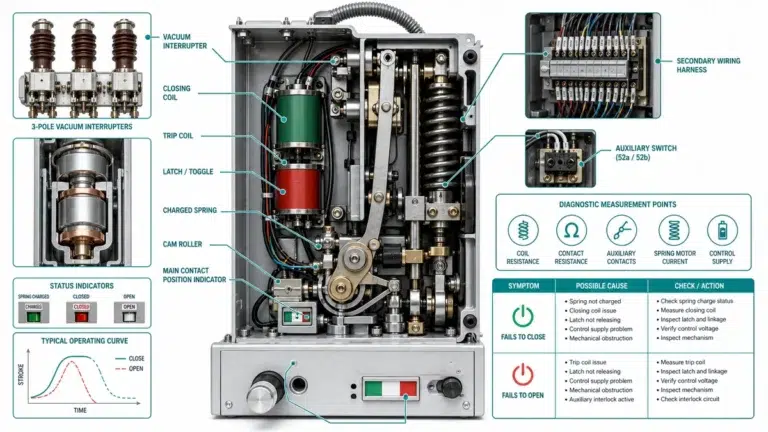
पोल असेंबली को अलग करने से पहले इस समस्या निवारण चार्ट का उपयोग करें। यह सबसे आम फील्ड लक्षणों के लिए पहला परीक्षण, संभावित मूल कारण और अगला कदम बताता है।.
| लक्षण | पहला परीक्षण | संभावित मूल कारण | अगली कार्रवाई |
|---|---|---|---|
| ओपन कॉन्टैक्ट्स पर हाई-पॉट फेल हो जाता है | वैक्यूम अखंडता परीक्षण | इंटरप्टर के अंदर वैक्यूम का नुकसान | सेवा से हटाएँ और इंटरप्टर बदलें |
| हाई-पॉट पास हो जाता है, लेकिन संपर्क प्रतिरोध बढ़ रहा है। | 100 माइक्रो-ओम परीक्षण | संपर्क क्षरण, संदूषण, या कम संपर्क बल | बदलने का निर्णय लेने से पहले ट्रैवल और वाइप की जाँच करें। |
| क्षरण संकेतक सीमा पर है। | यांत्रिक निरीक्षण | अनुमति की समाप्ति पर संपर्क क्षरण | इंटरप्टर या पोल असेंबली बदलें |
| ओपन गैप OEM मान से छोटा है। | यात्रा माप | संपर्क घिसाव या तंत्र लिंक त्रुटि | OEM सेवा सीमा से तुलना करें और समायोजित या प्रतिस्थापित करें। |
| पुनः प्रहार या विलंबित धारा विराम | हाई-पॉट प्लस टाइमिंग रिकॉर्ड | वैक्यूम हानि या उन्नत अपरदन | पूर्ण निदान अनुक्रम चलाएँ और रिले घटना डेटा की समीक्षा करें। |
| लोड संचालन के दौरान हॉट पोल | तापीय छवि और संपर्क प्रतिरोध | उच्च प्रतिरोधक संधि या संपर्क अपक्षय | पहले बाहरी जोड़ को कसें/साफ करें, फिर संपर्क पथ का पुनः परीक्षण करें। |
वैक्यूम लॉस का अर्थ है कि इंटरप्टर बोतल अब शून्य धारा पर आर्क को बुझाने के लिए आवश्यक डाइइलेक्ट्रिक वातावरण बनाए नहीं रख सकती। फील्ड टीम साइट पर वैक्यूम बोतल को पुनः गैस भरने या मरम्मत करने में सक्षम नहीं है। एक बार वैक्यूम लॉस की पुष्टि हो जाने पर, सही कार्रवाई OEM डिज़ाइन के अनुसार इंटरप्टर या पूरे पोल असेंबली को बदलना है।.
आम ट्रिगर में सील क्षति, बेलोज थकान, सिरेमिक-से-धातु संयुक्त विफलता, यांत्रिक झटका, या उच्च संचालन संख्या के साथ लंबी सेवा आयु शामिल हैं। विफलता तब तक चुप रह सकती है जब तक कि एक सहनशीलता परीक्षण या स्विचिंग घटना कम हुए डाइइलेक्ट्रिक मार्जिन को उजागर न कर दे।.
वैक्यूम टेस्ट में असफलता स्वचालित रूप से यह साबित नहीं करती कि तंत्र घिस चुका है या सभी तीन पोलों को बदलना आवश्यक है। यदि केवल एक पोल ही वैक्यूम टेस्ट में फेल होता है और OEM एकल-पोल प्रतिस्थापन की अनुमति देता है, तो अन्य पोल तभी सेवा में रह सकते हैं जब वे उसी हाई-पॉट, प्रतिरोध और ट्रैवल जांच में सफल हों।.
पास/फेल मान OEM मैनुअल, परियोजना परीक्षण विनिर्देश या लागू मानक संदर्भ से लिया जाना चाहिए। IEEE C37.09 और IEC 62271-100 परीक्षण विधि का संदर्भ प्रदान करते हैं, लेकिन किसी विशिष्ट ब्रेकर के लिए सेवा स्वीकृति मान निर्माता के डेटा के आधार पर पुष्टि किया जाना चाहिए।.
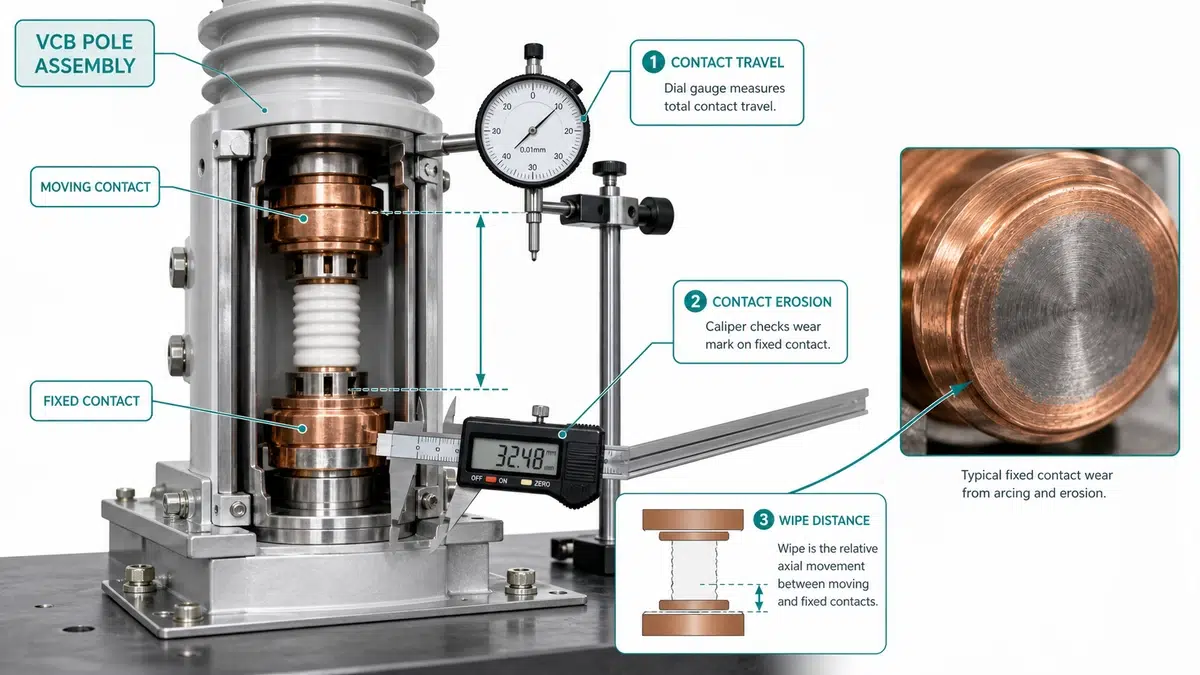
संपर्क क्षरण लोड स्विचिंग और दोष विराम के दौरान आर्क के कारण संपर्क सामग्री का क्रमिक क्षय है। यह संपर्क पोंछ, संपर्क बल और शेष यात्रा को कम करता है। ब्रेकर के संपर्क संपर्क सीमा के निकट होने पर भी इसकी वैक्यूम अखंडता अच्छी बनी रह सकती है।.
सबसे उपयोगी क्षेत्रीय साक्ष्य कोई एक संख्या नहीं है। संपर्क प्रतिरोध, यात्रा, पोंछ, दृश्य क्षरण संकेतक, संचालन काउंटर और दोष रुकावट इतिहास को मिलाएँ। एक उच्च माइक्रो-ओम रीडिंग ढीले बाहरी जोड़ों या दूषित सतहों से भी आ सकती है, इसलिए इंटरप्टर को अस्वीकार करने से पहले मापन पथ की शुद्धता सुनिश्चित करें।.
| सबूत | संपर्क क्षरण संकेत | वैक्यूम लॉस सिग्नल |
|---|---|---|
| खुले संपर्कों पर उच्च वोल्टेज | आमतौर पर गंभीर क्षति होने तक जारी रहता है। | विफलताएँ या रिसाव तीव्रता से बढ़ता है। |
| संपर्क प्रतिरोध | अक्सर ऊपर की ओर रुझान | जब तक संपर्क क्षतिग्रस्त न हो, तब तक यह सामान्य हो सकता है। |
| यात्रा और मिटाना | आधाररेखा से कमी | आमतौर पर सामान्य |
| क्षरण संकेतक | चेतावनी या प्रतिस्थापन क्षेत्र में | अभी भी सामान्य दिख सकता है |
| समय रिकॉर्ड | बाउंस या विलंबित गति संभव है। | पुनः प्रहार या असफल अवरोधन संभव |
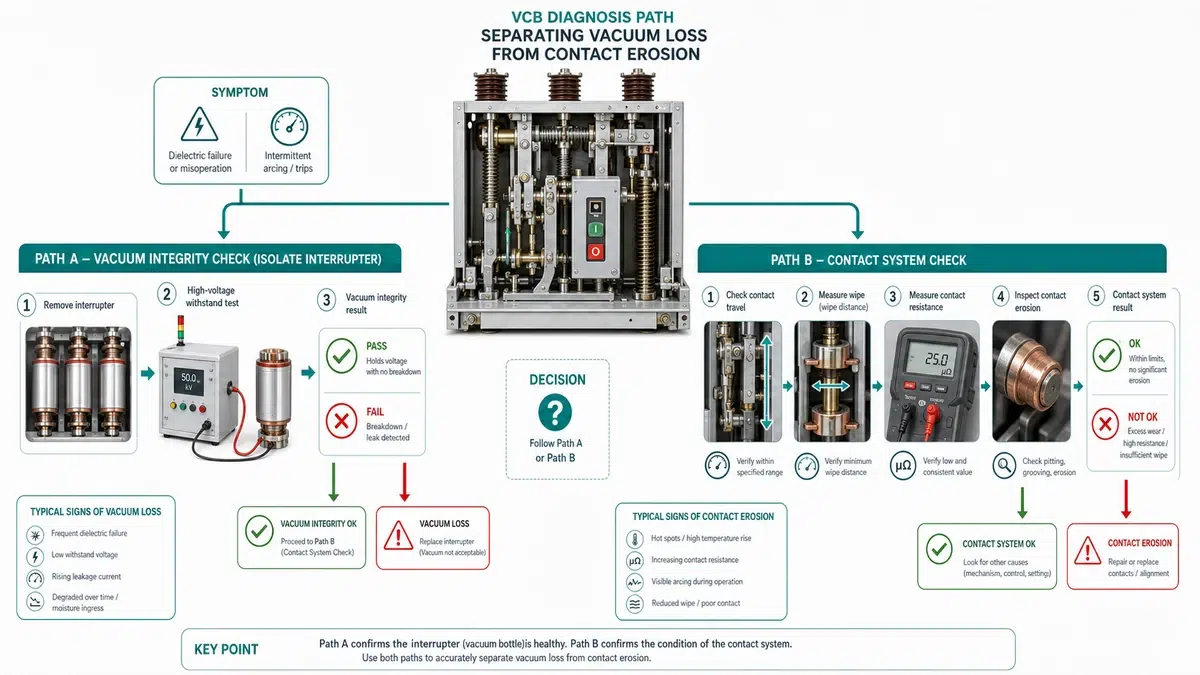
सबसे सुरक्षित क्रम यह है कि पहले वैक्यूम की अखंडता की पुष्टि करें, फिर संपर्क के घिसाव और तंत्र के संकेतों की जाँच करें। इससे तब विस्तृत यात्रा जाँच में समय बर्बाद करने से बचा जा सकता है जब इंटरप्टर पहले ही मूल डाइइलेक्ट्रिक परीक्षण में असफल हो चुका हो।.
हर माप के लिए एक स्वीकृति स्रोत आवश्यक है। सामान्य लेख मान केवल स्क्रीनिंग संदर्भ हैं।.
| उपकरण या रिकॉर्ड | यह क्या सत्यापित करता है | स्वीकृति स्रोत |
|---|---|---|
| एसी या डीसी हाई-पॉट टेस्टर | खुले संपर्कों में वैक्यूम की अखंडता | OEM मैनुअल, IEEE C37.09 संदर्भ, परियोजना विनिर्देश |
| 100 एक माइक्रो-ओहममीटर | मुख्य संपर्क पथ प्रतिरोध | ओईएम आधाररेखा, एफएटी रिकॉर्ड, रखरखाव प्रवृत्ति |
| यात्रा विश्लेषक या डायल गेज | खुली जगह खोलें, पोंछें, रिबाउंड करें और स्ट्रोक करें। | OEM यात्रा वक्र और सेवा सीमा |
| इन्सुलेशन प्रतिरोध परीक्षक | पोल-टू-अर्थ और फेज-टू-फेज इन्सुलेशन स्क्रीनिंग | ओईएम मैनुअल और कमीशनिंग विनिर्देश |
| समय विश्लेषक | खुलने का समय, बंद होने का समय, बाउंस, समकालिकता | ओईएम टाइमिंग बैंड और एसएटी रिकॉर्ड |
| ऑपरेशन काउंटर और रिले इवेंट लॉग | ड्यूटी इतिहास और दोष रुकावटों की संख्या | रखरखाव रिकॉर्ड और प्रोटेक्शन रिले लॉग |
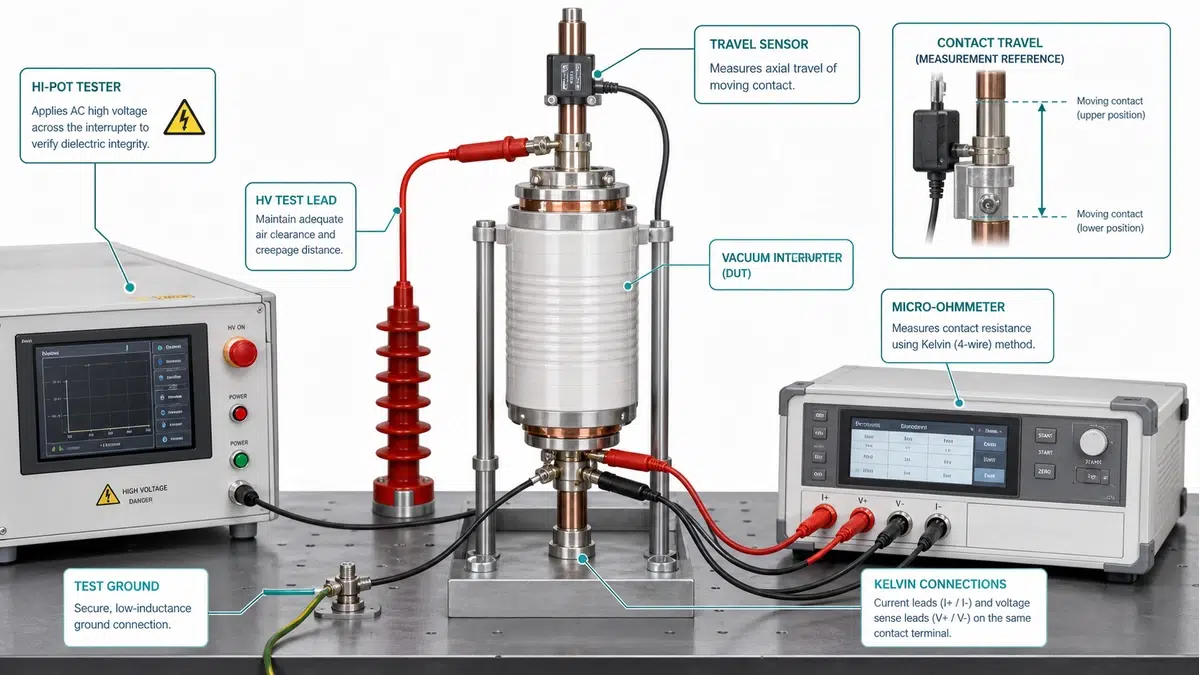
निर्दिष्ट गैप तक संपर्क खोलें, उपकरण को अलग करें और ग्राउंड करें, फिर स्वीकृत प्रक्रिया के अनुसार परीक्षण वोल्टेज लागू करें। फ्लैशओवर, बढ़ती रिसाव धारा, या अस्थिर सहनशीलता परिणाम इंटरप्टर को सेवा से हटाने के लिए पर्याप्त है। यदि सतह संदूषण का संदेह हो, तो परीक्षण दोहराने से पहले OEM प्रक्रिया के अनुसार बाहरी इन्सुलेशन को साफ और सुखा लें।.
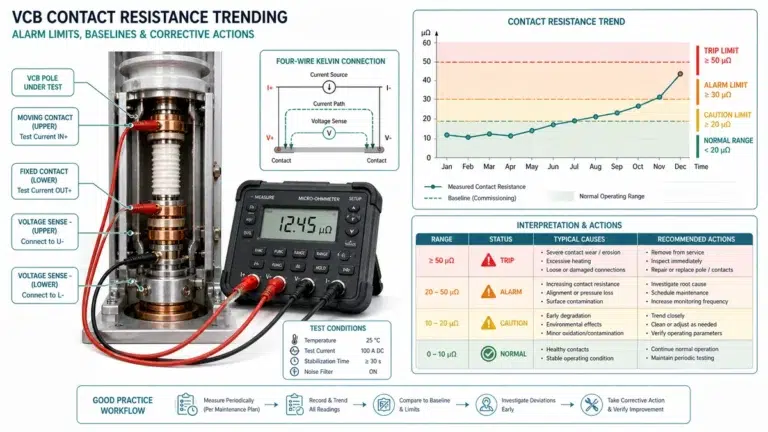
प्रत्येक पोल को चार-तार केल्विन कनेक्शन और स्थिर रीडिंग के लिए पर्याप्त इंजेक्शन धारा के साथ मापें। इंजेक्शन धारा, परिवेशीय तापमान, उपकरण का सीरियल नंबर और फेज स्थिति दर्ज करें। यदि कोई फेज अन्य दो फेजों से 30% से अधिक है, तो उसकी जांच करनी चाहिए, भले ही उसका निरपेक्ष मान अभी भी OEM अधिकतम से नीचे हो।.
खुली खाई, कुल स्ट्रोक, संपर्क मिटाव और रिबाउंड मापें। यदि यात्रा सामान्य है लेकिन प्रतिरोध अधिक है, तो संपर्क सतह की स्थिति और बाहरी जोड़नों की जांच करें। यदि यात्रा और प्रतिरोध दोनों सीमाओं से बाहर हैं, तो संपर्क अपक्षय प्रमुख दोष है और प्रतिस्थापन की योजना बनानी चाहिए।.
एक 12 kV इनडोर VCB को सेवा से हटा दिया गया, जब एक रिले इवेंट ने एक फीडर पर आर्क विलंबित विनाश दिखाया। रखरखाव टीम ने नियोजित विराम के दौरान निम्नलिखित मापा।.
| खंभा | उच्च-वोल्टेज परिणाम | संपर्क प्रतिरोध | माप मिटाएँ | निदान |
|---|---|---|---|---|
| A | पास | 32 माइक्रो-ओम | 2.4 मिमी | सेवा योग्य |
| B | विफलता, होल्ड टाइम से पहले रिसाव बढ़ जाता है | 96 माइक्रो-ओम | 1.5 मिमी | वैक्यूम हानि और संपर्क अपक्षय |
| C | पास | 35 माइक्रो-ओम | 2.3 मिमी | सेवा योग्य |
मापे गए साक्ष्य गलत मरम्मत निर्णय को रोकते हैं। पोल B न केवल घिसा हुआ है; यह वैक्यूम अखंडता परीक्षण में भी असफल रहता है, इसलिए संपर्क सतह की सफाई या यात्रा समायोजन से विच्छेदन विश्वसनीयता बहाल नहीं होगी। सुधारात्मक कार्रवाई यह है कि यदि OEM मेल खाने वाले एकल-पोल प्रतिस्थापन की अनुमति नहीं देता है, तो पोल B इंटरप्टर को या पूरी तीन-पोल असेंबली को बदल दिया जाए। पोल A और C केवल तभी सेवा में रह सकते हैं जब उनके परीक्षण रिकॉर्ड रखरखाव फ़ाइल में जोड़ दिए जाएँ और अगला निरीक्षण अंतराल छोटा कर दिया जाए।.
यह उदाहरण यह भी दिखाता है कि केवल संपर्क प्रतिरोध पर्याप्त नहीं है। यदि पोल B ने 96 माइक्रो-ओम दिखाया होता लेकिन हाई-पॉट और ट्रैवल चेक पास कर लिए होते, तो पहली सुधारात्मक कार्रवाई जॉइंट की जांच, सफाई और पुनः परीक्षण होती। चूंकि हाई-पॉट फेल हो गया, निर्णय सीधे प्रतिस्थापन की ओर चला जाता है।.
जब वैक्यूम की अखंडता विफल हो जाती है, जब यात्रा या पोंछने की क्रिया OEM की घिसाव सीमा तक पहुँच जाती है, या जब दोष संचालन की संख्या घोषित सेवा सीमा से अधिक हो जाती है, तब प्रतिस्थापन अनिवार्य है। पुनर्निर्माण केवल तभी उचित है जब फ्रेम, तंत्र, द्वितीयक परिपथ और पोल इंटरफेस विनिर्देशों के भीतर हों।.
| निर्णय बिंदु | इंटरप्टर या पोल बदलें | पूरे VCB को बदलें |
|---|---|---|
| एक पोल वैक्यूम परीक्षण में विफल हो गया | संभव है यदि OEM मिलान किए गए पोल विनिमय की अनुमति देता है। | यदि पोल एक्सचेंज समर्थित नहीं है तो आवश्यक है। |
| घिसाव सीमा के पास कई ध्रुव | आमतौर पर पोल सेट बदलें | यदि तंत्र भी घिसा हुआ हो तो पूर्ण VCB पर विचार करें। |
| यांत्रिकी यात्रा अस्थिर | सेवा तंत्र पहले | यदि पुर्जे अप्रचलित हों या फ्रेम क्षतिग्रस्त हो तो बदलें। |
| आयु और रिकॉर्ड | यदि रिकॉर्ड पूरे हैं तो स्वीकार्य है। | यदि रिकॉर्ड्स अनुपस्थित हैं और आयु अधिक है तो प्रतिस्थापन को प्राथमिकता दें। |
| स्पेयर की उपलब्धता | परीक्षण रिपोर्ट के साथ इंटरप्टर उपलब्ध है। | यदि इंटरप्टर अप्रचलित है तो पूर्ण ब्रेकर की आवश्यकता है। |
उत्पाद चयन संदर्भ के लिए, निदान परिणाम की तुलना के साथ करें XBRELE वैक्यूम सर्किट ब्रेकर पृष्ठ. स्वीकृति दस्तावेज़ीकरण के लिए, का उपयोग करें वीसीबी फैट/सैट स्वीकृति चेकलिस्ट.
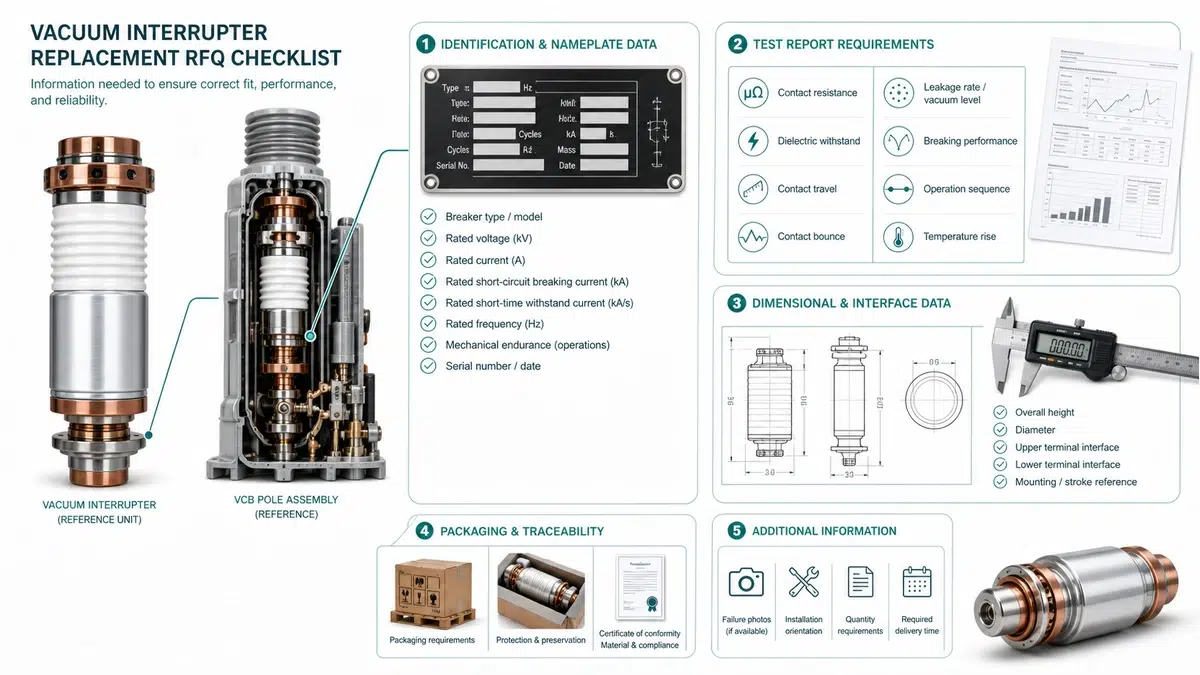
RFQ जारी करने से पहले नामपट्टिका, वायरिंग डायग्राम, पोल के आयाम, संचालन तंत्र का प्रकार, नियंत्रण वोल्टेज, रेटेड करंट, शॉर्ट-सर्किट ब्रेकिंग करंट और नवीनतम परीक्षण रिकॉर्ड एकत्र करें। एक आपूर्तिकर्ता केवल वोल्टेज वर्ग के आधार पर परस्पर प्रतिस्थापन की पुष्टि नहीं कर सकता।.
| आरएफक्यू आइटम | यह क्यों मायने रखता है |
|---|---|
| रेटेड वोल्टेज, BIL, और आवृत्ति | डाइइलेक्ट्रिक वर्ग की पुष्टि करता है |
| रेटेड धारा और ब्रेकिंग धारा | थर्मल और फॉल्ट ड्यूटी की पुष्टि करता है |
| संपर्क यात्रा और पोल के आयाम | यांत्रिक फिट की पुष्टि करता है |
| नियंत्रण वोल्टेज और सहायक संपर्क योजना | द्वितीयक सर्किट की असंगति को रोकता है |
| हाई-पॉट, माइक्रो-ओम, और टाइमिंग रिकॉर्ड | वास्तविक विफलता मोड दिखाता है |
| आवश्यक परीक्षण रिपोर्ट और पैकिंग विधि | वितरण के दौरान गुणवत्ता की रक्षा करता है |
उद्धरण तैयार करने के लिए, का उपयोग करें वीसीबी आरएफक्यू चेकलिस्ट. प्रतिरोध परीक्षण विधि के संदर्भ के लिए समीक्षा करें। माइक्रो-ओम संपर्क प्रतिरोध परीक्षण गाइड. मानक संदर्भ के लिए, का उपयोग करें आईईईई सी37.09 मानक पृष्ठ और फिर अंतिम सीमाओं को OEM मैनुअल के विरुद्ध सत्यापित करें।.
पहले वैक्यूम अखंडता परीक्षण चलाएँ, फिर संपर्क प्रतिरोध और यात्रा की पुष्टि करें। असफल हाई-पॉट परिणाम वैक्यूम हानि की ओर संकेत करता है। पास हुआ हाई-पॉट परिणाम जिसमें प्रतिरोध बढ़ रहा हो और वाइप अंक कम हो रहे हों, संपर्क क्षरण या संपर्क बल समस्याओं की ओर संकेत करता है।.
नहीं। पुष्टि किए गए वैक्यूम नुकसान वाला वैक्यूम इंटरप्टर फील्ड में मरम्मत योग्य नहीं है। OEM डिज़ाइन के अनुसार इंटरप्टर या पोल असेंबली को बदलें।.
नहीं। उच्च संपर्क प्रतिरोध ढीले टर्मिनलों, दूषित जोड़ों, कम संपर्क बल या मापन त्रुटि के कारण भी हो सकता है। प्रतिस्थापन का निर्णय लेने से पहले परीक्षण कनेक्शन की पुष्टि करें, तीनों पोल की तुलना करें और यात्रा की जाँच करें।.
OEM रखरखाव अंतराल को प्राथमिक स्रोत के रूप में उपयोग करें। दोष रुकावट, उच्च स्विचिंग ड्यूटी, तटीय प्रदूषण, या रखरखाव रिकॉर्ड्स के अभाव के बाद अंतराल को कम करें।.
केवल तभी जब OEM डिज़ाइन सिंगल-पोल प्रतिस्थापन का समर्थन करता हो और नया पोल मौजूदा फ्रेम, यात्रा, इंटरफ़ेस आयामों और परीक्षण आवश्यकताओं से मेल खाता हो। अन्यथा मेल खाने वाले पोल सेट या पूरे ब्रेकर को बदलें।.
सबसे मजबूत रिकॉर्ड में उच्च-पॉटेन्शियल परिणाम, संपर्क प्रतिरोध, यात्रा/पोंछ, समय-निर्धारण, संचालन गणना और दृश्य निरीक्षण शामिल होते हैं। एक अकेला आंकड़ा एक सुसंगत साक्ष्य श्रृंखला से कमजोर होता है।.
केवल आयु हमेशा प्रतिस्थापन ट्रिगर नहीं होती, लेकिन यह निरीक्षण प्राथमिकता बढ़ा देती है। यदि ब्रेकर वैक्यूम, प्रतिरोध, यात्रा और टाइमिंग परीक्षणों में सफल हो जाता है, तो केवल दस्तावेजीकृत निरीक्षण अंतराल और स्पेयर रणनीति के साथ ही सेवा जारी रखें।.