¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
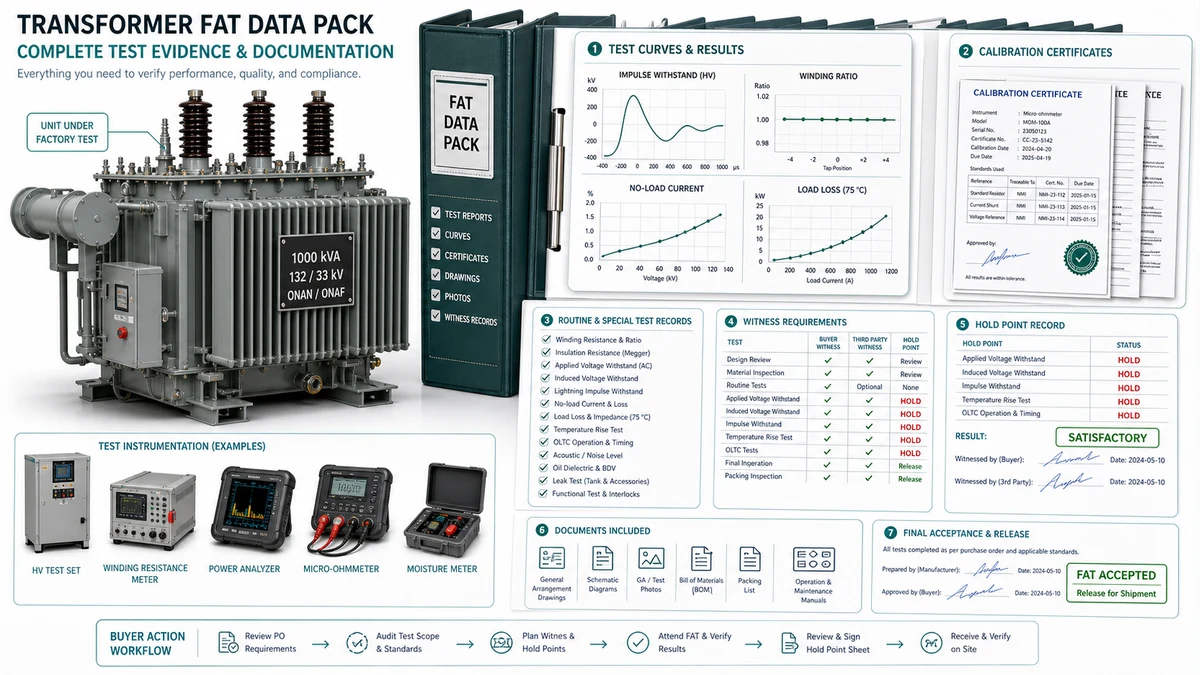
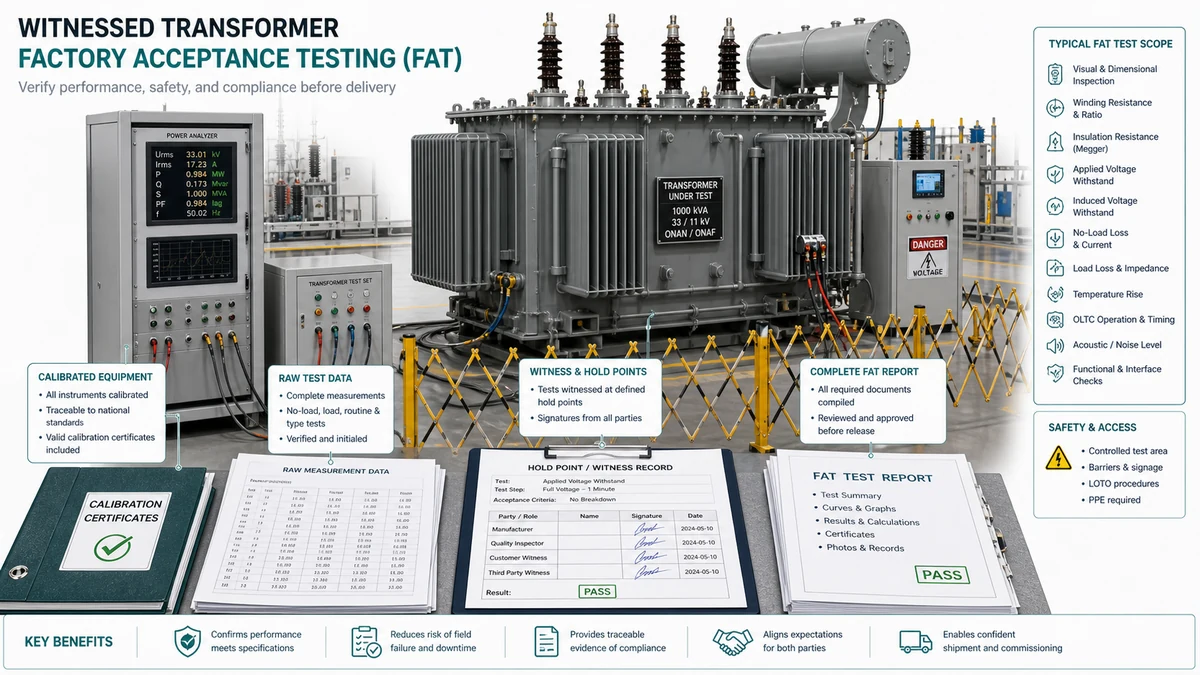
Un paquete de datos de la prueba de aceptación en fábrica (FAT) de un transformador es el conjunto completo de registros de pruebas, curvas de medición, certificados de calibración y documentos de aprobación firmados ante testigos que el fabricante recopila durante la prueba de aceptación en fábrica (FAT) de un transformador de potencia antes de su envío. Sirve como principal prueba técnica de que la unidad, tal y como se ha fabricado, cumple con las especificaciones contractuales, la norma aplicable (normalmente la serie IEC 60076 o IEEE C57) y cualquier desviación específica del proyecto acordada previamente.
Respuesta breve: Un paquete de datos FAT de un transformador es un expediente impreso o digital que contiene los resultados de las pruebas de rutina y de tipo, las curvas de rendimiento medidas, los certificados de materiales y componentes, así como las firmas de los testigos que confirman que el transformador ha superado todos los criterios de aceptación contractuales antes de salir de fábrica.
Utilice esta tabla de resolución de problemas antes de firmar cualquier autorización de entrega. En ella se indican las deficiencias del documento, junto con una primera comprobación, la causa probable y la acción a seguir, de modo que el comprador pueda solicitar medidas correctivas mientras el transformador aún se encuentra en la fábrica.
| Síntoma | Primera prueba | Posible causa principal / posible causa | Próxima acción |
|---|---|---|---|
| El paquete de datos contiene páginas de «aprobado/suspenso», pero no incluye curvas de medición | Compara el índice con la lista de registros de pruebas de rutina | Páginas de resumen generadas de forma predeterminada en lugar de datos de medición sin procesar | Solicita los archivos originales de las curvas, las exportaciones en PDF firmadas y los números de serie de los instrumentos antes de la entrega |
| Certificados de calibración caducados antes de la fecha de la prueba de aceptación final | Comprueba que el número de identificación de cada instrumento se ajuste al período de validez del certificado | El equipo de ensayo no se sometía a un ciclo de calibración acreditado según la norma ISO/IEC 17025 | Retener el envío y exigir una nueva prueba o una justificación técnica por escrito |
| Los números de serie difieren entre los certificados y la placa de características | Anote el número de serie, el número de plano y la potencia nominal del transformador en cada página | Trámites relacionados con unidades asociadas o reutilización incontrolada de documentos | Rechazar el documento en cuestión y exigir que se corrijan los registros específicos de cada unidad |
| Faltan los registros de PD, SFRA o de aumento de temperatura | Revisar las especificaciones del proyecto y el procedimiento de FAT acordado | El alcance del contrato se redujo durante la ejecución o no se llevó a cabo la prueba | Notificar como incumplimiento contractual y definir la repetición de la prueba o la aprobación de la desviación |
| La hoja de firma de los testigos no está firmada o está antedatada | Compara el registro de asistencia, las marcas de tiempo de las pruebas sin procesar y la lista de firmantes | El análisis documental se presentó como una prueba con testigos | Solicitar un informe revisado de los testigos y una nota de medidas correctivas aprobada por el comprador |
| No se dispone de los valores de referencia de aceite/DGA antes del envío | Comprueba el certificado de aceite, la fecha de la prueba de sincronización tras el calentamiento y la fecha del informe de análisis de gases disueltos (DGA) | Se aceptó el llenado de aceite sin una referencia de puesta en servicio | Solicitar la línea de base de la DGA y conservarla junto con el expediente de mantenimiento |
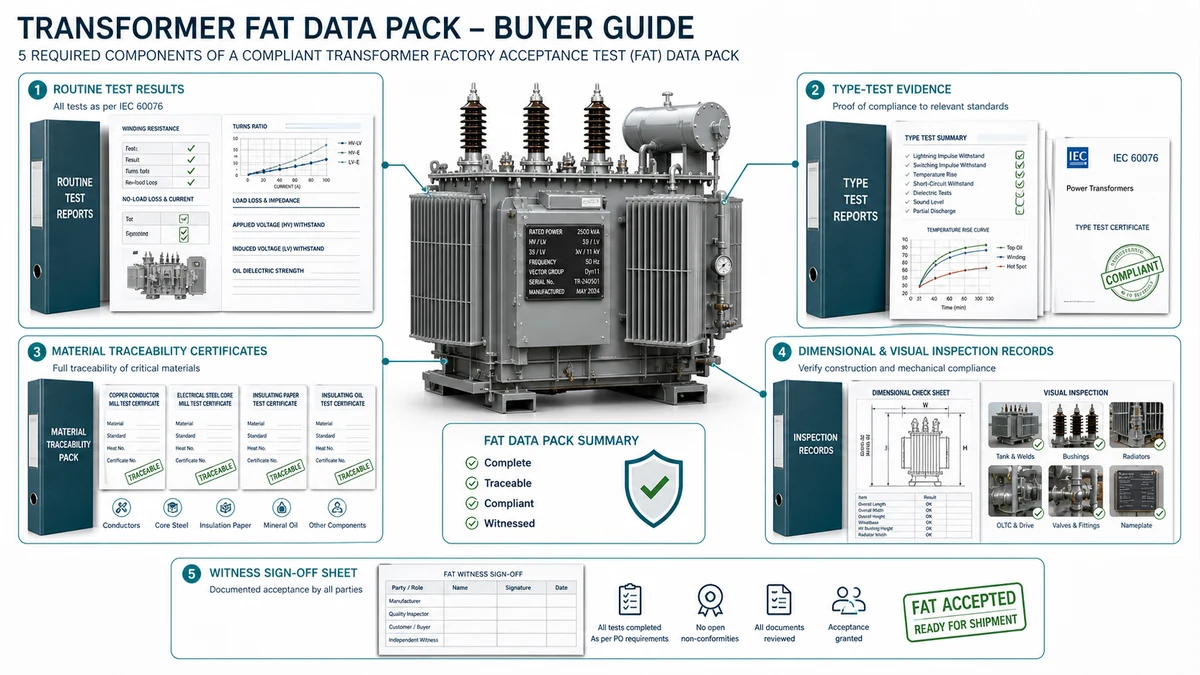
Un paquete de datos FAT de un transformador que cumpla con la normativa debe contener documentos de cinco categorías distintas. La ausencia de cualquier categoría constituye un incumplimiento de la cláusula 10 de la norma IEC 60076-1 o de los requisitos de aceptación equivalentes de la norma IEEE C57.12.00.
1. Resultados de pruebas rutinarias con curvas de medición
2. Certificados de ensayo de tipo o equivalentes que acrediten la validación del diseño
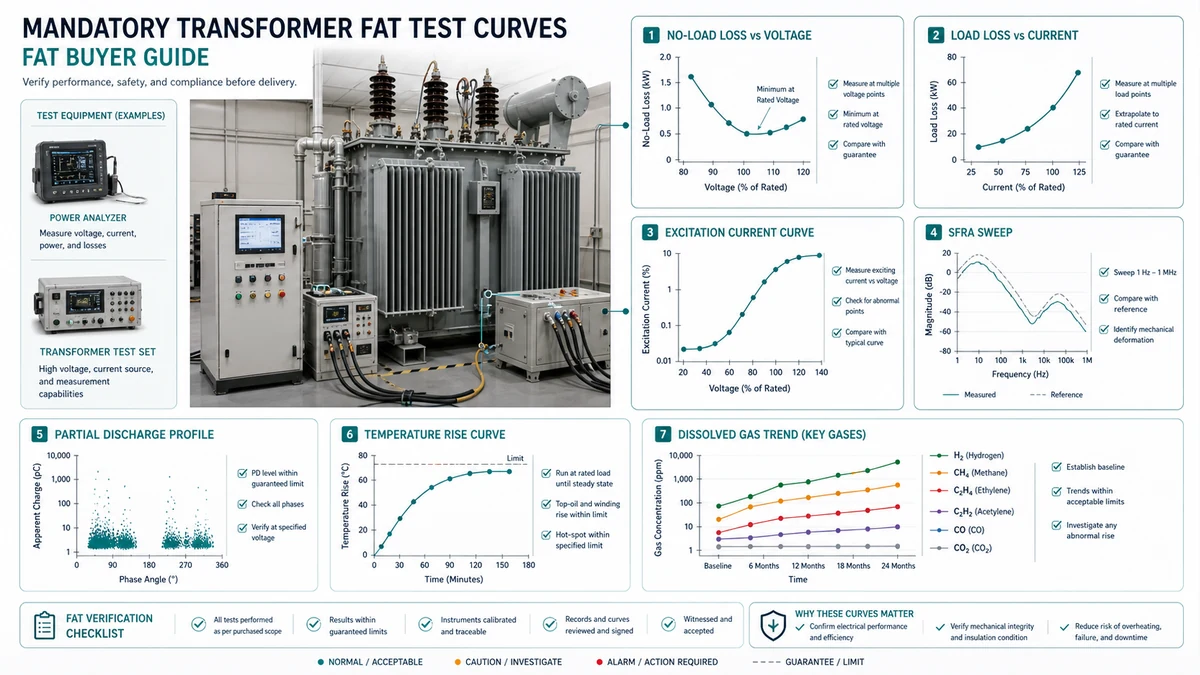
Los sellos de «aprobado/suspendido» sin procesar confirman que la unidad ha alcanzado un umbral en un día concreto; las curvas calibradas permiten detectar desviaciones, comparar unidades de toda la flota y establecer una referencia para la monitorización del estado.
| Curva | Norma de ensayo | Número mínimo de puntos de datos | Criterio de aprobado/suspenso | Riesgo en caso de extravío |
|---|---|---|---|---|
| Pérdidas en vacío frente a tensión | IEC 60076-1 / IEEE C57.12.00 | 7 niveles de tensión, modelo 90%–112% | Dentro de un margen de ±101 TP3T del valor garantizado | No se detecta riesgo de sobreexcitación ni defectos en el núcleo |
| Pérdida de carga frente a corriente | IEC 60076-1 / IEEE C57.12.00 | 5 pasos de corriente, con una potencia nominal de 251 TP3T–1001 TP3T | Dentro de los límites de tolerancia acordados, no se observan anomalías de no linealidad | Puntos críticos de pérdidas parásitas ocultos; imposibilidad de reducir la potencia nominal por armónicos |
| Impedancia frente a frecuencia | IEC 60076-1 | Curva completa a la frecuencia nominal; paso a paso si se ha instalado un transformador de tensión con regulador en línea | Dentro de un margen de ±7,51 TP3T respecto al valor declarado (±101 TP3T para bobinados múltiples) | No existe un valor de referencia para detectar la deformación del bobinado tras el transporte |
| Corriente de excitación frente a tensión | IEC 60076-1 | Los mismos pasos que para la curva de pérdidas en vacío | Suave, con tendencia monótonamente ascendente; sin inflexión por debajo de 100% V | Fallas parciales del núcleo ocultas |
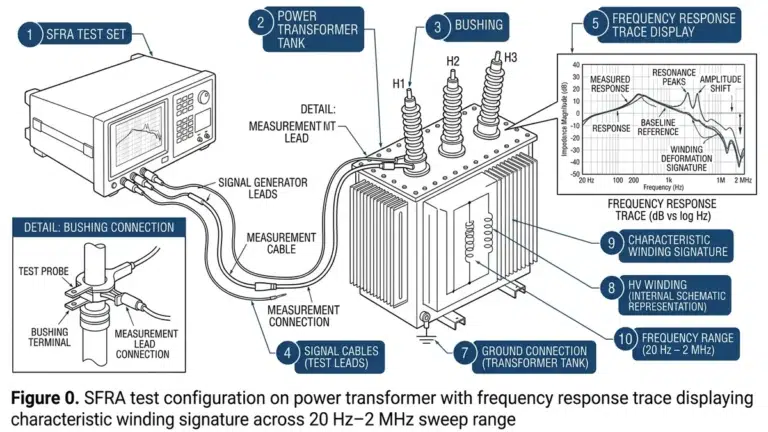
| Referencia SFRA | IEC 60076-18 / CIGRE TB 342 | Rango completo, 20 Hz–2 MHz; equipo trifásico | Simetría de fase; referencia para la comparación posterior al transporte | Deformación por transporte indetectable sin los valores de referencia de fábrica |
| Curvas de aumento de temperatura | IEC 60076-2 / IEEE C57.12.91 | Registrado cada 15 minutos hasta alcanzar el equilibrio térmico; carga 100% y 110% | Aumento de la temperatura en los puntos calientes ≤ límite declarado (normalmente 78 K para ONAN Clase A) | No se puede validar el modelo térmico para el sistema SCADA |
| Gas disuelto en función del tiempo (prueba de calentamiento) | CEI 60599 | Un mínimo de dos muestras de aceite: al inicio y al final del ciclo de calentamiento | Aumento incremental de H₂ < 10 ppm; no se detecta acetileno | Deficiencia latente en el aislamiento que no se detecta hasta que se produce un fallo durante el funcionamiento |
| Pérdida dieléctrica (tan delta) frente a tensión | IEC 60250 / IEC 60270 | En incrementos de 0,2 U, 0,5 U, 1,0 U y 1,5 U | Tan-delta < 0,51 TP3T a tensión nominal; sin pendiente ascendente con la tensión | Se aceptó sin objeciones un aislamiento húmedo que rozaba el límite |
| Descargas parciales frente a tensión | IEC 60076-3 | Registro continuo durante la prueba de tensión inducida a 1,5 U y 1,1 U | PD ≤ 300 pC a 1,5 U; ≤ 100 pC para el elevador del generador (verificar las especificaciones) | Las cavidades que se abrirán durante el servicio pasan desapercibidas |
| Oscilogramas de resistencia a cortocircuitos | IEC 60076-5 (si se ha sometido a ensayo de tipo) | Formas de onda de corriente y tensión, en las tres fases; superposición de FRA antes y después de la prueba | No se observó distorsión FRA sostenida tras la prueba; la impedancia se mantuvo sin cambios en el 1% | No se ha confirmado la idoneidad estructural para el servicio en caso de avería |
Uso de esta tabla durante la revisión del paquete: Comprueba cada fila con el índice del paquete de datos antes de firmar el registro de asistencia de los testigos. Confirma que la pérdida de carga se ha corregido a la temperatura de referencia de 75 °C (IEC) u 85 °C (IEEE), y que los valores de impedancia indican la posición de la toma medida. Conserve el barrido SFRA, el perfil de DP y los resultados de DGA junto con los registros de puesta en servicio; no tendrán ningún valor para la gestión de la flota si no se pueden recuperar cinco años después.
Los informes de ensayo recogen los valores brutos medidos; los certificados incluyen una declaración de conformidad con respecto a una norma específica o un límite contractual. Ambos deben estar presentes: un informe de ensayo rutinario que indique la resistencia del devanado no sustituye a una declaración de conformidad con la norma IEC 60076-1.
| # | Certificado | Norma aplicable | Contenido mínimo | Rechazar si |
|---|---|---|---|---|
| 1 | Declaración de conformidad | Serie IEC 60076 | Número de serie de la unidad, parámetros nominales, normas aplicadas, firmante autorizado | Falta el número de serie o no coincide |
| 2 | Certificado de ensayo de tipo dieléctrico | IEC 60076-3 | Niveles de tensión aplicados, forma de onda, duración, resultado (aprobado/suspendido), identificación del laboratorio | La fecha es anterior a la fabricación de la unidad actual; se emitió para una unidad gemela |
| 3 | Certificado de ensayo de aumento de temperatura | IEC 60076-2 | Clase de refrigeración, pérdidas nominales utilizadas, temperatura ambiente, temperatura del aceite en la parte superior y gradiente del devanado frente a los límites | Resultados obtenidos con carga reducida; sin aplicar corrección ambiental |
| 4 | Certificado de resistencia a cortocircuitos | IEC 60076-5 | Impedancia antes y después; comparación de la FRA previa y posterior a la prueba; inspección mecánica | No se incluye la comparación FRA; el cálculo solo se realiza cuando se ha especificado la resistencia a la prueba |
| 5 | Certificado del sistema de aislamiento | IEC 60076-1 / Norma sobre clases térmicas | Clase de aislamiento, índice térmico, compatibilidad con el medio especificado | Certificado de clase genérico no vinculado a los materiales aislantes de esta unidad |
| 6 | Certificado de calidad del aceite | IEC 60296 / ASTM D3487 | Número de lote, BDV, humedad (ppm), tan-delta a 90 °C, acidez | No es posible rastrear el bidón concreto ni la cantidad envasada |
| 7 | Certificados de calibración para equipos de ensayo | ISO/IEC 17025 | N.º de identificación del instrumento, fecha de calibración, fecha de caducidad, sello del laboratorio acreditado | La calibración ha caducado antes de la fecha de validación; solo se realiza internamente, sin acreditación |
| 8 | Certificados de trazabilidad de materiales | EN 10204, tipo 3.1 o 3.2 | Número de lote/lote, composición química, propiedades mecánicas, firma del inspector | Se sustituyó por el tipo 2.2 cuando el contrato exigía el 3.1 |
| 9 | Certificado de inspección de pinturas y recubrimientos | ISO 12944 / especificaciones del proyecto | Grado de preparación de la superficie, lecturas del espesor de la capa seca (DFT) por zona, resultado de la prueba de detectores de imperfecciones | El DFT se registra como un promedio único, en lugar de como valores mínimos por zona |
| 10 | Certificado de precisión de la placa de características | IEC 60076-1, anexo A | Los datos de la placa de características coinciden con los planos de fábrica y los resultados de las pruebas | Publicado antes de que se dispusiera de los resultados definitivos de las pruebas |
Certificados especiales derivados del alcance del proyecto: Calificación sísmica (IEEE 693), resistencia al fuego (indicando el tipo de fluido —los certificados para ésteres no son aplicables a las unidades de aceite mineral), certificados ATEX/IECEx (cualquier modificación posterior a la certificación la invalida, a menos que se vuelva a refrendar) y certificados de nivel de ruido (IEC 60076-10; una predicción en fase de diseño no constituye un certificado).
Cuando falta un certificado: Emitir una notificación formal de desviación del documento, suspender condicionalmente su aceptación y fijar un plazo de respuesta de 5 días hábiles para su reemisión (de 10 a 15 días si es necesario que el laboratorio repita los análisis). Verificar el certificado corregido de forma independiente y documentar la resolución en la carta de presentación del paquete de datos, indicando la fecha de revisión de cada documento sustituido.
Una prueba presenciada es una prueba de aceptación en fábrica que se lleva a cabo con un representante del comprador presente físicamente en el lugar para observar y dar su visto bueno a cada medición en tiempo real, y no una revisión de datos registrados previamente. Un conjunto de datos elaborado a partir de pruebas presenciadas cuenta con una cadena de custodia que un informe revisado a distancia no puede igualar.
Preparación previa al examen: Compruebe que los datos de la placa de características del equipo coinciden con los de la orden de compra, verifique que los certificados de calibración estén vigentes y compruebe que la configuración de la prueba se ajusta al plan de pruebas acordado. Si la calibración ha caducado o los números de serie del equipo no coinciden con los de los certificados presentados, deténgase y solicite una solución antes de continuar.
Secuencia de prueba y puntos de espera: Las normas IEC 60076-1 e IEEE C57.12.00 definen una secuencia de ensayo rutinaria estándar que no es arbitraria: los ensayos dieléctricos realizados fuera de secuencia pueden someter al aislamiento a tensiones que afecten a las mediciones posteriores. Los puntos de retención deben figurar por escrito en el contrato de compra, y no acordarse verbalmente.
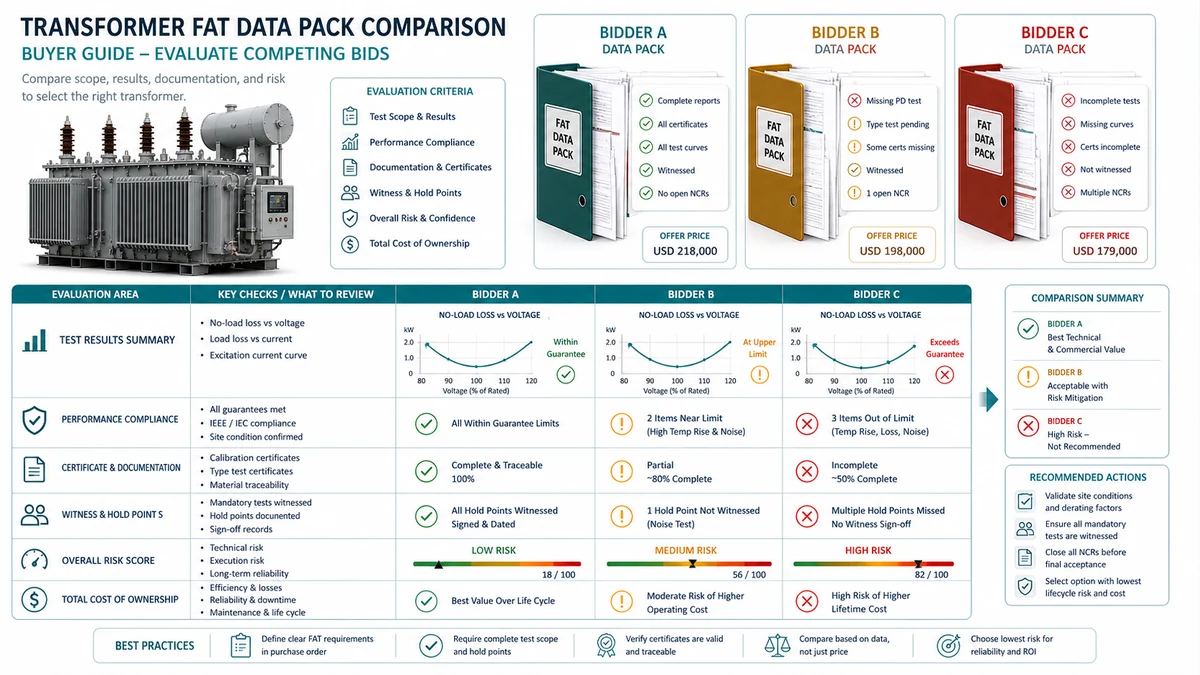
Una gruesa carpeta llena de certificados es materia prima, no una prueba de calidad. El marco que se presenta a continuación convierte una tarea de comparación de documentos en una decisión estructurada sobre el riesgo.
Paso 1: Elabora una lista de verificación de documentos obligatoria antes de abrir los paquetes. Definir con antelación los documentos no negociables: certificados de ensayo de tipo con referencia normalizada y fecha, resultados de los ensayos rutinarios correspondientes al número de serie específico, curvas de medición de pérdidas firmadas por un testigo, informe de aumento de temperatura con indicación del modo de refrigeración, registros de ensayos dieléctricos que incluyan la medición de descargas parciales, oscilogramas de impulsos con los criterios de aprobación anotados, confirmación de la relación de transformación y del grupo vectorial, pérdidas en vacío a la tensión nominal de 90%–110%, informe de calidad del aceite con referencia de DGA, registro de funcionamiento del cambiador de tomas si está equipado con OLTC, certificados de calibración con fechas de validez que cubran la fecha de la prueba y hojas de firma de testigos. Cualquier oferta en la que falte algún elemento de esta lista recibirá un estado condicional.
Paso 2: Evalúa cada paquete según las categorías de riesgo de campo.
| Categoría de riesgo | Documento clave | Condición de riesgo elevado | Peso |
|---|---|---|---|
| Rendimiento térmico | Curva de aumento de temperatura, modo de refrigeración | Temperatura ambiente elevada, ventilación limitada, alto índice de ocupación | Alto |
| Integridad del aislamiento | Niveles de PD, oscilogramas de impulsos | Clima húmedo, aire salino costero, altitud superior a 1.000 m | Alto |
| Estado del fluido dieléctrico | Contenido de aceite (BDV), humedad (ppm), referencia de DGA | Transporte prolongado, almacenamiento en clima tropical, retrasos repetidos en la puesta en marcha | Alto |
| Pérdidas en vacío y con carga | Curvas de pérdidas a distintos niveles de tensión | Altos costes energéticos, cláusulas de penalización de las empresas de servicios públicos | Medio |
| Fiabilidad del conmutador de tomas | Registro de funcionamiento del OLTC, resistencia de contacto por toma | Alto ciclo de trabajo, red con tensión inestable | Medio |
| Integridad mecánica | Fotografías de la inspección del núcleo/bobina, prueba de vibraciones | Zonas de riesgo sísmico, transporte por terrenos accidentados | Medio |
| Trazabilidad de la documentación | Número de serie en cada hoja, fecha de calibración | Obligaciones de auditoría, competencias en materia de inspección de importaciones | Alto |
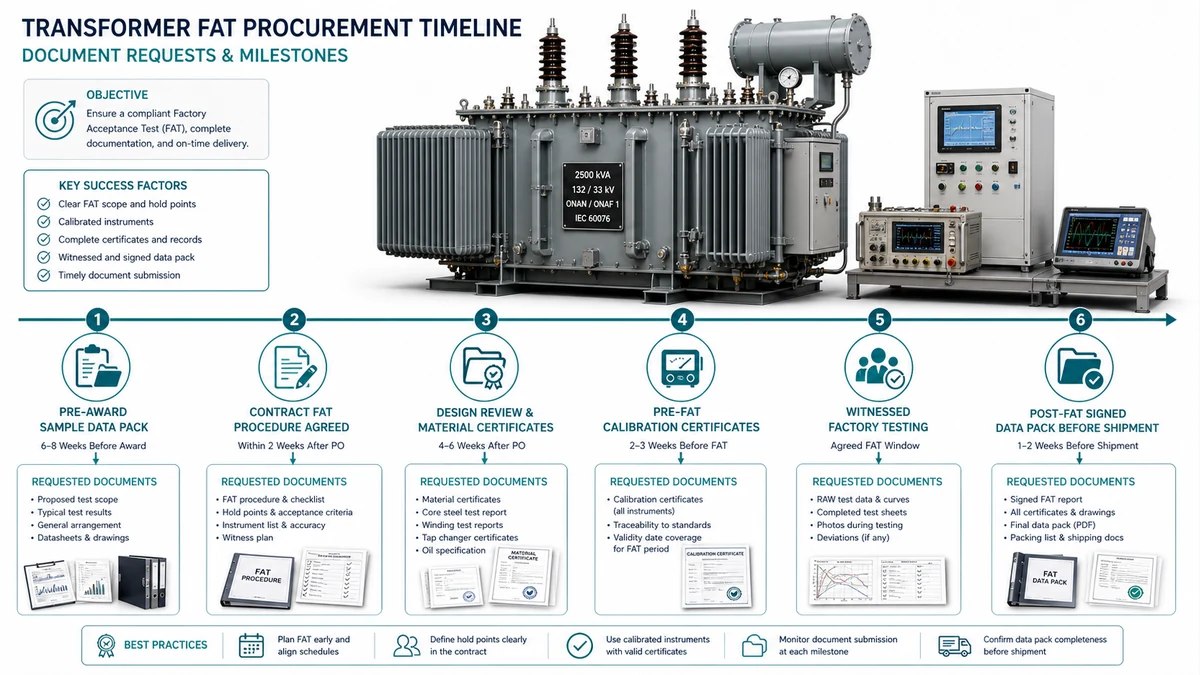
Un paquete de datos FAT de un transformador pierde gran parte de su valor si se recibe una vez que ya se han tomado las decisiones clave sobre la adquisición. En la tabla siguiente se indica, para cada categoría de documento, la fase del contrato en la que debe solicitarse y revisarse antes de que se apruebe la siguiente fase del proyecto.
| Escenario | Disparador | Documentos que hay que solicitar | Consecuencias en caso de no presentarse |
|---|---|---|---|
| Previo a la adjudicación | Evaluación de ofertas | Paquete de datos de unidades anteriores, calendario de pruebas y lista de organismos de control | No se puede evaluar la capacidad de la fábrica para realizar pruebas |
| Ejecución del contrato | Realización del pedido (en un plazo de 30 días) | Procedimiento acordado para la FAT, alcance de las pruebas y plazos de notificación a los testigos | Reducción del alcance debido a la presión de entrega |
| Revisión del diseño | 40%–60% de plazo de fabricación | Certificados de materiales para el núcleo y los devanados, datos de entrada del modelo térmico, niveles de impulso | Sustitución de material no detectada |
| Pre-FAT | Una semana antes de los exámenes | Certificados de calibración de todos los instrumentos, secuencia de pruebas finales | Datos de prueba no válidos, riesgo de aplazamiento |
| Testigo de FAT | Durante las pruebas | Salidas de medición sin procesar, captura de datos punto por punto | Las anomalías suavizadas pasan desapercibidas |
| Post-FAT | Antes de la autorización del envío | Paquete completo de datos firmado que incluye todas las curvas, certificados y análisis de aceite | Se ha perdido la capacidad de negociación en materia de pagos; las diferencias siguen sin resolverse |
Antes de la adjudicación: Un fabricante que no pueda proporcionar un informe de datos de unidades anteriores entraña un riesgo elevado en la entrega. Los informes históricos incompletos son indicativos de que los informes de su unidad también serán incompletos.
Ejecución del contrato: Los plazos de notificación de las pruebas de los testigos —que suelen ser de un mínimo de entre 10 y 15 días laborables— deben ser vinculantes por contrato, y no meramente orientativos.
Utilice estas referencias XBRELE para conectar la decisión de campo con el producto correcto, la prueba y el flujo de trabajo de adquisición: Página del producto XBRELE, Gama de disyuntores de vacío XBRELE, Guía de calificaciones del VCB, Lista de comprobación para la aceptación del FAT/SAT de VCB, Gama de transformadores de distribución de potencia XBRELE.
Para el contexto del método externo, compare el procedimiento del sitio con el público Página de normas IEEE C37.09 y, a continuación, aplicar el manual exacto del OEM y las especificaciones del proyecto para el equipo suministrado.
Ejemplo práctico: durante una inspección de servicio, una fase midió fuera de su línea de base de puesta en servicio, mientras que las otras dos fases se mantuvieron estables. El equipo repitió la medición con cables verificados, comprobó la temporización y el recorrido de los contactos y utilizó la divergencia medida para separar un problema de presión de contacto de un problema genérico de limpieza de superficies.
Se realiza una prueba de rutina en cada unidad para verificar que el transformador en cuestión cumple con los valores nominales especificados; entre ellos se incluyen la resistencia de los devanados, las pérdidas en vacío, las pérdidas bajo carga y la resistencia de aislamiento. Se realiza una prueba de tipo una vez por diseño para demostrar que este cumple los requisitos de rendimiento en las condiciones de servicio más severas; algunos ejemplos son el aumento de temperatura, el impulso de rayo y la resistencia a cortocircuitos.
Un fabricante solo podrá presentar certificados de ensayo de tipo de una unidad gemela si se demuestra que el diseño es idéntico en todos los parámetros que afectan a la característica sometida a ensayo, y únicamente si se adjunta una declaración de similitud por escrito. Los registros de los ensayos de rutina deben referirse siempre al número de serie específico del producto que se va a adquirir.
El paquete de datos debe conservarse durante toda la vida útil del transformador, más cualquier plazo de prescripción legal aplicable. En la práctica, esto supone un mínimo de entre 25 y 40 años para los transformadores de potencia.
Un resultado de PD superior al límite de aceptación contractual constituye un punto de interrupción. Se debe detener el ensayo, registrar el resultado completo —incluido el nivel medido en picoculombios y la tensión de ensayo en el momento del rebasamiento— y documentar el fallo en el paquete de datos.
Un paquete de datos digitales tiene validez legal siempre que todos los registros cuenten con firmas electrónicas trazables de firmantes autorizados, el formato de los archivos sea no editable o utilice un sistema de control de versiones con registro de auditoría, y el comprador tenga acceso sin restricciones sin depender de la plataforma propietaria del fabricante. Los archivos PDF con firmas digitales incorporadas conforme a la norma ISO 32000 gozan de una amplia aceptación.
El comprador debe negarse a autorizar la salida del envío hasta que se haya recibido y revisado la documentación completa. Si las presiones comerciales obligan a realizar un envío parcial, el comprador debe emitir una aceptación condicional por escrito en la que se enumeren todos los documentos pendientes por título, se especifique el plazo de entrega y se indique que el pago correspondiente no se liberará hasta que se hayan subsanado todas las deficiencias.
La prueba de fábrica se realiza a la altitud del fabricante, que puede diferir de la del lugar de instalación. Las normas IEC 60076 e IEEE C57 definen factores de corrección para las distancias de aislamiento exterior y el rendimiento de refrigeración a altitudes superiores a 1 000 m.
Si su proceso de adquisición ya está en marcha y no está seguro de si su contrato actual cubre todo el alcance del paquete de datos de la prueba FAT descrito en esta guía, una revisión específica de las deficiencias del contrato en relación con las cláusulas de la norma IEC 60076 o IEEE C57.12.00 permitirá identificar qué categorías de ensayo y obligaciones de documentación faltan antes de que la fábrica comience las pruebas. Actuar en la fase de revisión del diseño permite conservar todas las opciones de corrección; actuar tras la finalización de la FAT solo deja margen para la negociación.