¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
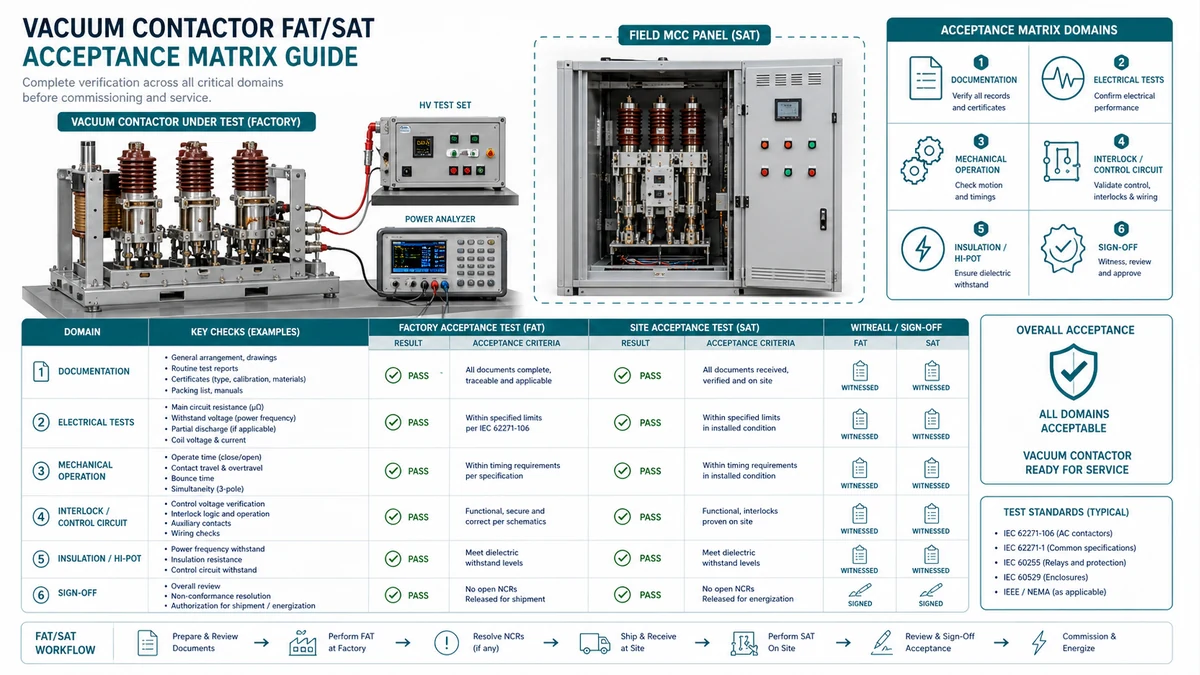
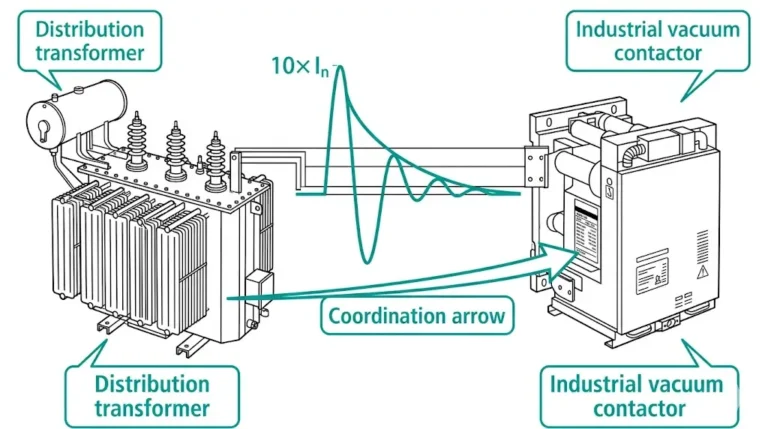
A vacuum contactor FAT/SAT acceptance matrix is the structured, line-by-line document that records every verification activity performed on a vacuum contactor — first at the manufacturer’s facility (Factory Acceptance Test) and then at the installation site (Site Acceptance Test) — along with the specific pass/fail threshold, the responsible party, and the authorized sign-off for each item.
This guide covers what the matrix must include, how to evaluate supplier submissions, and what a complete handover package requires — from purchase specification through final sign-off.
| Síntoma | Primera prueba | Causa probable | Próxima acción |
|---|---|---|---|
| Insulation resistance below 100 Mohm at FAT | Re-test after 30-min dry-out at 40 deg C | Moisture ingress or contaminated interrupter | Investigate gland seals and enclosure integrity; replace interrupter if IR does not recover |
| Hi-pot leakage current spike | Reduce voltage; re-apply slowly | Cracked vacuum interrupter or inadequate creepage | Replace interrupter; do not re-test without root-cause resolution |
| One contact resistance pole 2-5x higher than others | Verify contact spring force with go/no-go gauge | Uneven contact wear, misalignment, or contaminated surface | Disassemble, inspect contact faces, re-test |
| Contactor fails to close at 85% rated coil voltage | Measure voltage at coil terminals, not panel supply | Undersized control cable causing voltage drop | Replace control cable to specified cross-section; re-measure |
| Pole-to-pole operating time asymmetry > 3 ms | Check mechanism alignment with manufacturer tooling | Mechanical binding or worn pivot | Realign mechanism; re-test timing |
| Audible re-strike after load interruption at SAT | Vacuum integrity hi-pot across open contacts | Degraded vacuum in interrupter | Replace interrupter; do not re-energize |
| B-phase lug temperature 20+ deg C above A and C | Micro-ohmmeter on B-phase termination | Under-torqued or incorrectly re-made connection | Re-torque to specification; repeat thermographic scan after 30-min run |
At its most precise, the acceptance matrix is a tabular record structured around four columns: the specific test or document item, the acceptance criterion derived from IEC 62271-106 or ANSI/IEEE C37.66 or the project specification, the actual measured result (not a checkbox), and a dated signature from the inspector or commissioning engineer.
Missing documentation is the most common reason FAT sessions are delayed or invalidated. The table below maps each required document to its owner, the stage at which it must be available, and the consequence of absence.
| Documento | Owner | Required At | Risk If Missing |
|---|---|---|---|
| Approved single-line and schematic drawings | Supplier | FAT start | Cannot verify wiring against design intent |
| Vacuum contactor datasheet (rated voltage, current, BIL, endurance class) | Supplier | FAT start | No baseline for electrical test limits |
| Bill of Materials with part numbers and revision | Supplier | FAT start | Cannot confirm correct components were installed |
| Type-test certificates (IEC 62271-106 or equivalent) | Supplier | FAT start | No evidence that design class was ever validated |
| Calibration certificates for all test instruments | Buyer / Test Lab | FAT start | Test results are inadmissible without traceable calibration |
| Factory test procedure with acceptance limits | Supplier | FAT start | No agreed pass/fail criteria; disputes likely |
| Insulation coordination study | Buyer / Engineer | FAT start | Cannot confirm BIL and clearance choices are site-appropriate |
| Site specification / purchase order technical annex | Buyer | FAT start | Supplier may test to generic standard, not project requirements |
| Packing and shipping specification | Supplier | FAT end | Needed to verify contactor survives transit before SAT |
| Site survey data (altitude, ambient temp, humidity, pollution degree) | Buyer | SAT start | Cannot apply derating factors or confirm installation class |
| Installation and commissioning manual | Supplier | SAT start | No reference for torque values, clearances, or interlock checks |
| Transport and storage inspection record | Buyer / Logistics | SAT start | No evidence of condition between FAT and site arrival |
| As-built drawings (post-FAT revision) | Supplier | SAT start | SAT wiring checks reference pre-FAT drawings, not actual hardware |
| FAT sign-off report | Buyer + Supplier | SAT start | SAT cannot begin on equipment with no accepted FAT record |
Every measurement taken during FAT becomes a reference point for SAT comparison and future maintenance benchmarks.
Hi-Pot Dielectric Withstand
| Tensión nominal (kV) | AC Hi-Pot Level (kV rms, 1 min) | DC Hi-Pot Level (kV) |
|---|---|---|
| <= 3.6 | 10 | 14 |
| 7.2 | 20 | 28 |
| 12 | 28 | 40 |
| 17.5 | 38 | 54 |
Vacuum Integrity Test
| Contactor Rating | Typical Acceptable Contact Resistance |
|---|---|
| Up to 400 A | <= 100 micro-ohm per pole |
| 400 A – 800 A | <= 60 micro-ohm per pole |
| > 800 A | Per manufacturer’s datasheet |
| Parámetro | Typical Acceptable Range |
|---|---|
| Contact gap (12 kV class) | 8-12 mm per pole |
| Toallita de contacto | 2-4 mm per pole |
| Pole-to-pole gap variation | <= 1 mm |
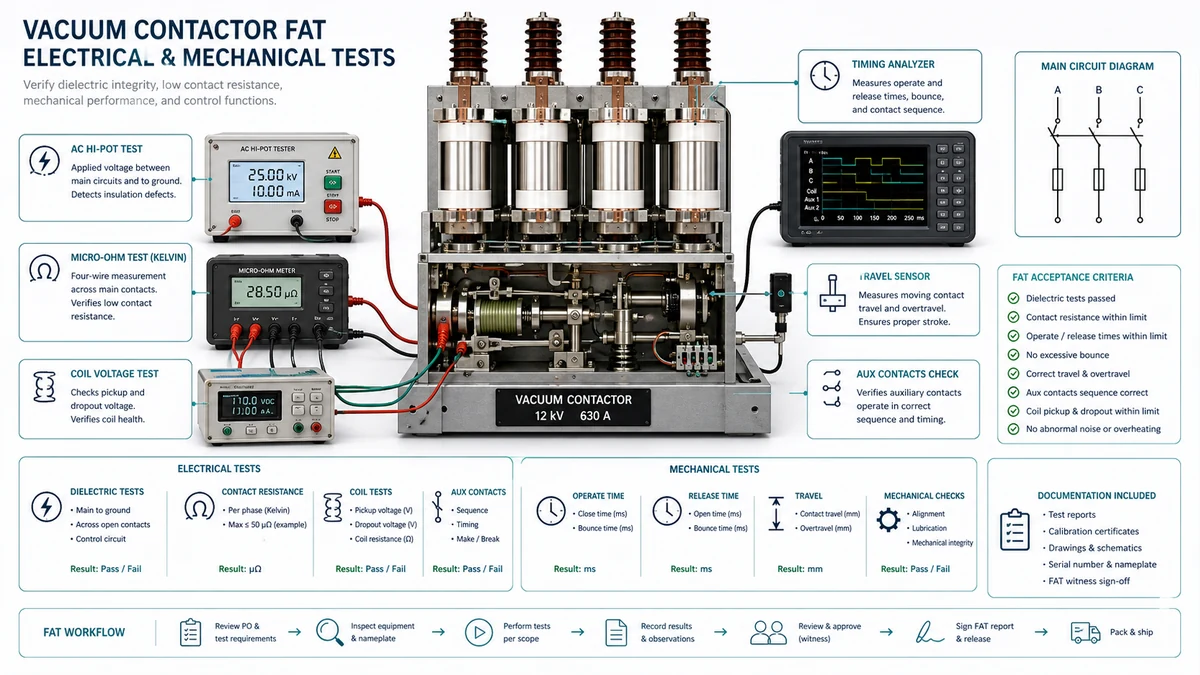
| Prueba | Standard Reference | Criterio de aprobación | Failure Action |
|---|---|---|---|
| Hi-pot dielectric withstand | IEC 62271-106 | No breakdown; leakage < limit | Replace interrupter; investigate insulation |
| Integridad del vacío | IEC 62271-106 / manufacturer spec | No gap breakdown; pressure < 10^-3 Pa | Replace interrupter before shipment |
| Resistencia de contacto | IEC 62271-1 | Within limit; poles within 10% of each other | Inspect contacts; verify spring force |
| Resistencia del aislamiento | IEC 60060-1 | >= 1,000 Mohm at 1 kV | Investigate moisture or contamination |
| Coil pickup/drop-out voltage | Manufacturer spec | Closes at 85%; opens at <= 75% rated | Adjust or replace coil assembly |
| Mechanical endurance cycling | IEC 62271-106 | No failure in 50-100 cycles | Identify binding point; re-test |
| Operating time | Manufacturer spec | Within +/-15% of baseline; pole asymmetry <= 3 ms | Realign mechanism |
| Contact wipe and gap | Manufacturer spec | Within dimensional tolerance | Adjust mechanism; re-measure |
| Instrumento / Fuente | Propósito | Referencia de aceptación |
|---|---|---|
| DC micro-ohmmeter (>= 100 A injection) | Medición de la resistencia de contacto | Manufacturer datasheet; IEC 62271-1 |
| 1 kV / 2.5 kV megohmmeter | Resistencia del aislamiento | IEC 60060-1; project specification |
| AC hi-pot test set (calibrated) | Dielectric withstand | IEC 62271-106 voltage tables |
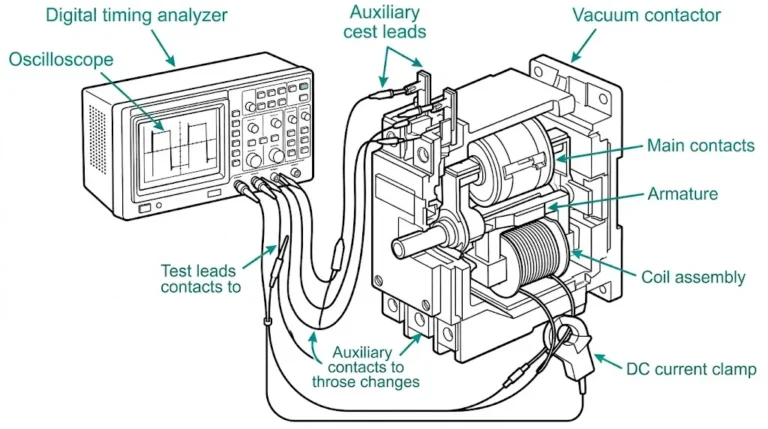
| Contact timing analyzer | Close and open time measurement | Manufacturer spec; +/-15% of FAT baseline |
| Llave dinamométrica calibrada | Terminal and busbar connection torque | Manufacturer installation manual |
| Feeler gauge / manufacturer go/no-go tooling | Contact gap and wipe | Manufacturer dimensional spec |
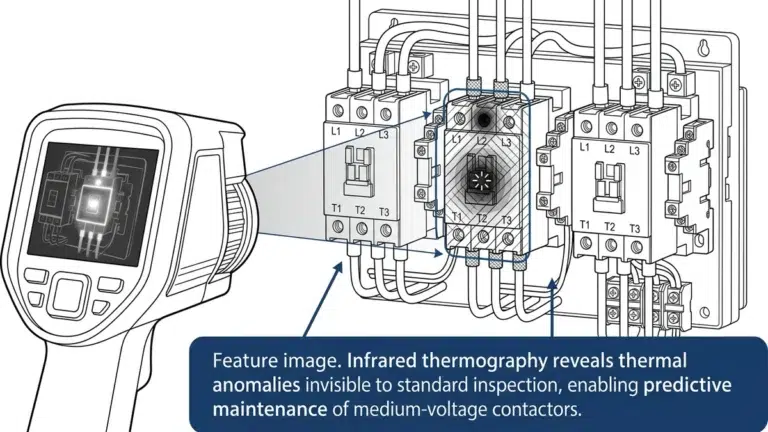
| Infrared thermometer / thermal camera | Termination temperature rise during loaded SAT | IEC 60529 / project thermal limits |
| Power quality analyzer or oscilloscope | Inrush current capture at first load energization | Project protection coordination study |
| Relay test set | End-to-end protection trip injection | Project relay settings schedule |
| OEM installation and commissioning manual | Torque values, clearances, interlock sequences | Manufacturer document |
| Project specification / purchase order technical annex | Site-specific acceptance thresholds | Buyer-issued document |
| IEC 62271-106 | FAT/SAT test levels and procedures | IEC (current edition) |
| ANSI/IEEE C37.66 | Vacuum contactor requirements (North American projects) | IEEE (current edition) |
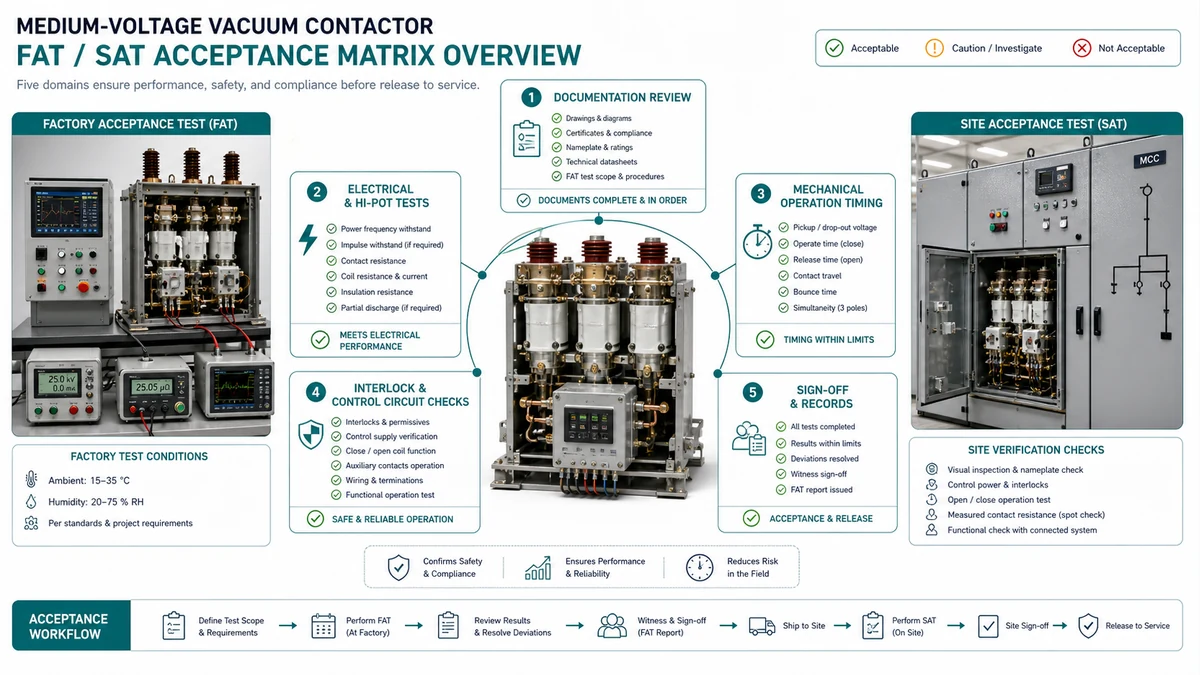
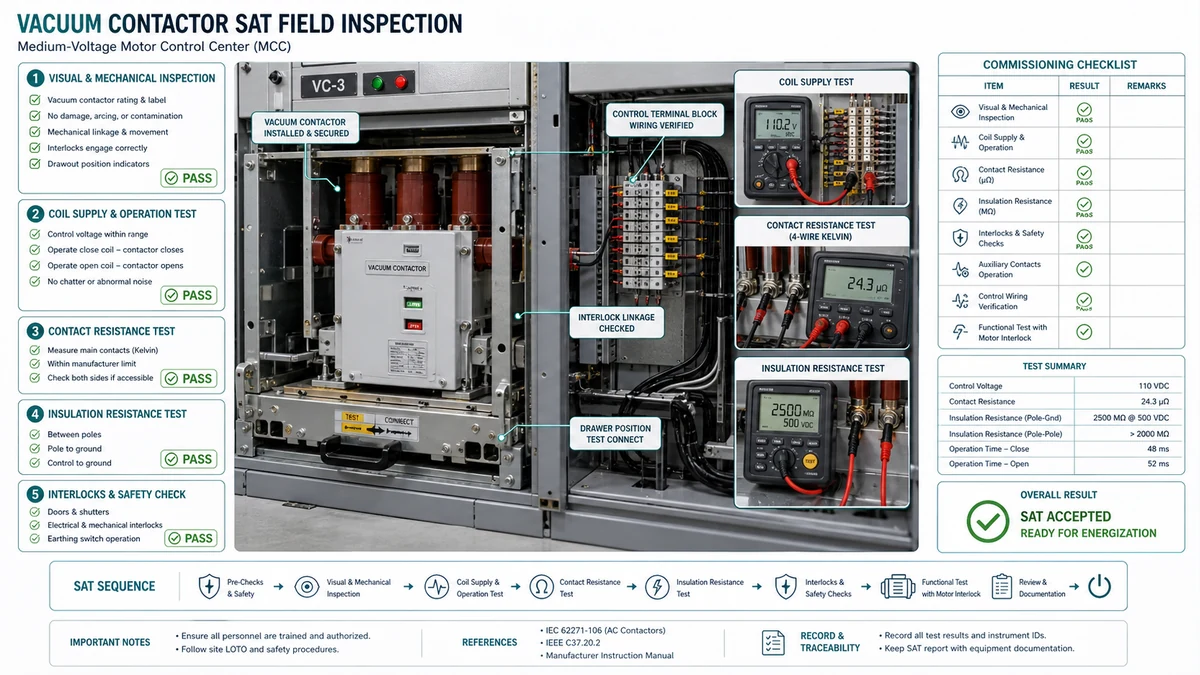
SAT confirms that a vacuum contactor performs correctly within its actual installed environment, validating integration: cabling, control voltage levels, upstream protection coordination, enclosure thermal behavior, and specific load characteristics.
Stage 1 — Pre-Energization Checks (de-energized, locked out)
Stage 2 — Control Power and Functional Verification
Score each supplier’s submission against the criteria below. Assign points only when verifiable evidence — test records, calibration certificates, sign-off sheets — is attached.
| Evaluation Category | Max Points | What Earns Full Score | Common Shortfall |
|---|---|---|---|
| Dielectric and insulation tests | 20 | Hi-pot at rated voltage plus BIL impulse, individual serial numbers logged, pass/fail limits stated | Hi-pot performed on batch sample only; no per-unit record |
| Contact gap and travel measurement | 15 | Gap measured with calibrated gauge, travel curve plotted, min/max limits per spec | Gap stated as “within tolerance” with no numerical result |
| Verificación de la integridad del vacío | 15 | Hi-pot or power-frequency withstand across open contacts per IEC 62271-106; dated result per unit | Vacuum integrity assumed from factory date code; no test performed |
| Coil operate/release voltage | 10 | Tested at 85% and 110% of rated control voltage at actual site ambient temperature | Tested only at nominal voltage in conditioned lab |
| Mechanical endurance sample | 10 | Cycle count documented with minimum threshold stated; spring force verified post-test | Endurance data from type-test report only; not from production batch |
| Environmental condition logging | 10 | Ambient temperature, humidity, altitude, and vibration recorded at time of each SAT test | SAT forms lack environmental data fields |
| Calibration traceability | 10 | All instruments traceable to national standard; calibration due dates visible on certificates | Calibration stickers present but expiry dates not checked against test date |
| Sign-off chain completeness | 10 | Manufacturer, independent inspector, and client representative signatures on each test record | Client sign-off blank or obtained after energization |
| Non-conformance handling | 5 | Out-of-tolerance results documented with disposition: rework, retest, or accept-with-deviation | NC events absent from record (statistically implausible for large orders) |
| Revision and change control | 5 | Matrix version number, revision history, and applicability to specific purchase order referenced | Generic template with no project-specific identification |
| Total | 110 |
Interpretation:
– 95-110 points: Matrix is substantially complete. Proceed to contract with minor clarification requests.
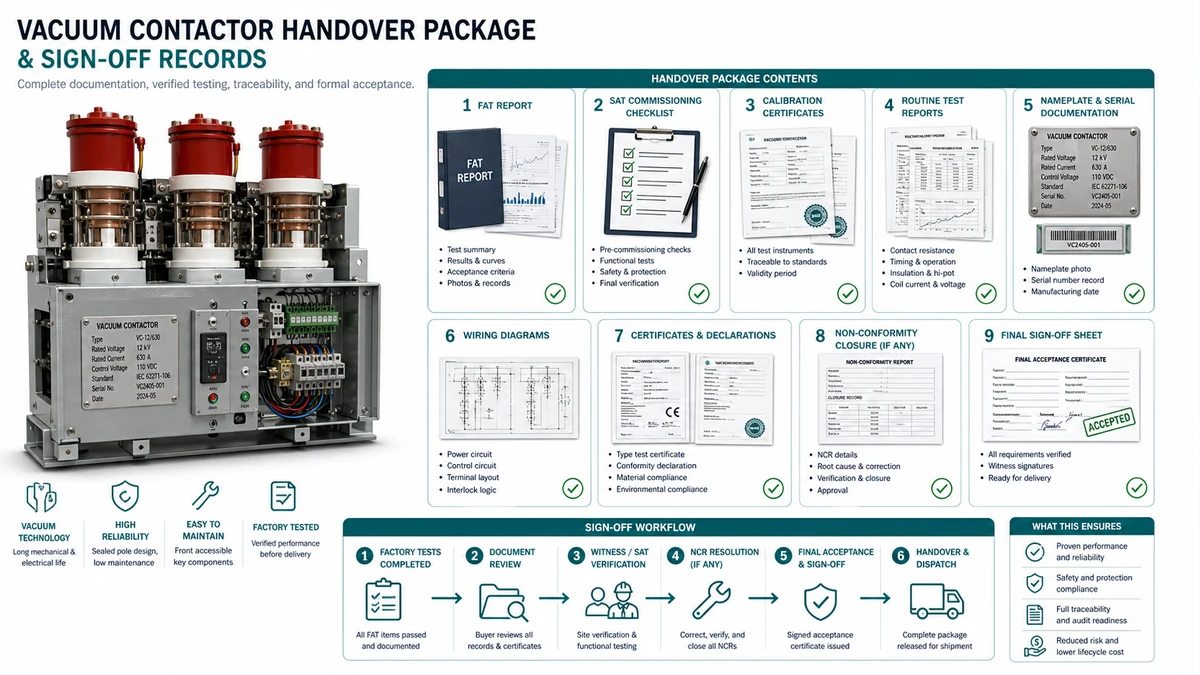
Final acceptance converts a tested contactor into a commissioned asset. Without a defined sign-off protocol, test data loses its traceability value.
| Witness Level | Definición | Función típica |
|---|---|---|
| W — Witness | Hold point; work stops until authorized witness signs | Owner’s engineer, third-party inspector |
| R — Review | Record reviewed and approved before next stage | Engineering manager, QA lead |
| I — Information | Copy filed; no hold required | Site commissioning team |
| Documento | Content Required | Sign-off Authority |
|---|---|---|
| FAT test report | All factory test results, instrument calibration certificates, NCR log with dispositions | Manufacturer QA + witness engineer |
| SAT commissioning record | Site test results mapped to FAT baseline, as-installed wiring diagrams | Site commissioning lead + owner’s engineer |
| Non-conformance report log | Every deviation raised, corrective action taken, re-test result, closure signature | QA manager |
| Instrument calibration register | Certificate reference, expiry date, and traceability standard for every instrument used | Test supervisor |
| Insulation resistance baseline record | Phase-to-phase and phase-to-earth IR values at handover, for future maintenance trending | Commissioning lead |
| Contact resistance baseline record | Per-phase resistance values at handover | Commissioning lead |
| Operating time record | Close and open time measurements at handover | Commissioning lead |
| As-built drawing package | Final single-line, control schematic, terminal schedule | Engineering lead |
| Warranty activation form | Serial numbers, factory test date, SAT completion date, warranty period start | Owner’s contract manager |
Use this checklist before issuing a purchase order or inviting a vendor to bid.
Utilice estas referencias XBRELE para conectar la decisión de campo con el producto correcto, la prueba y el flujo de trabajo de adquisición: Página del producto XBRELE, Gama de disyuntores de vacío XBRELE, Guía de calificaciones del VCB, Lista de comprobación para la aceptación del FAT/SAT de VCB, XBRELE vacuum contactor range.
Para el contexto del método externo, compare el procedimiento del sitio con el público Página de normas IEEE C37.09 y, a continuación, aplicar el manual exacto del OEM y las especificaciones del proyecto para el equipo suministrado.
Ejemplo práctico: durante una inspección de servicio, una fase midió fuera de su línea de base de puesta en servicio, mientras que las otras dos fases se mantuvieron estables. El equipo repitió la medición con cables verificados, comprobó la temporización y el recorrido de los contactos y utilizó la divergencia medida para separar un problema de presión de contacto de un problema genérico de limpieza de superficies.
FAT (Factory Acceptance Test) verifies that the contactor meets design and manufacturing requirements before it leaves the supplier’s facility. SAT (Site Acceptance Test) verifies that the same unit arrived undamaged, was installed correctly, and performs within tolerance under actual site conditions — supply voltage, ambient temperature, altitude, and connected load.
IEC 62271-106 is the primary standard for alternating current contactors for voltages above 1 kV. It defines routine test requirements (performed on every unit), type test requirements (performed on a design sample), and the test levels for dielectric withstand, vacuum integrity, and mechanical endurance.
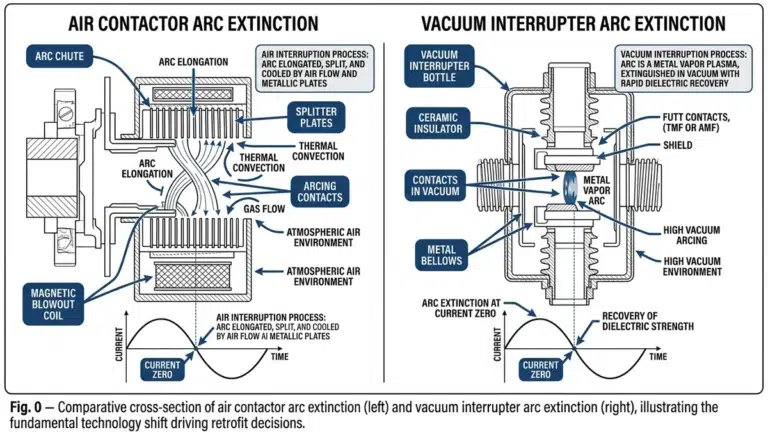
The standard site method is a power-frequency withstand test applied across the open contact gap of each interrupter. If the gap holds the specified voltage without breakdown, the vacuum is adequate.
For contactors rated up to 400 A, a typical acceptable value is <= 100 micro-ohm per pole measured with a DC micro-ohmmeter injecting at least 100 A. For 400 A to 800 A ratings, <= 60 micro-ohm per pole is a common threshold.
No. FAT and SAT address different risk categories.
Retain records for the service life of the equipment plus the period required by applicable regulations. For medium-voltage switchgear, 10 years minimum is a common requirement, but some jurisdictions and industries (utilities, nuclear, petrochemical) require longer retention periods.
Treat it as a quality system concern, not a positive result. A zero non-conformance record across more than 10 units is statistically implausible if the matrix was applied rigorously.