पूरी विशिष्टताएँ चाहिए?
सभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करेंसभी स्विचगियर घटकों के विस्तृत आरेखों और तकनीकी मापदंडों के लिए हमारा 2025 उत्पाद कैटलॉग डाउनलोड करें।.
कैटलॉग प्राप्त करें
कम-प्रतिरोधकता वाले कनेक्शनों के लिए बसबार जोड़ की सतह की तैयारी, ऑक्साइड, दूषित पदार्थों, और सतही अनियमितताओं को मेल खाने वाले चालक सतहों से नियंत्रित रूप से हटाना, साथ ही संगत इंटरफ़ेस सामग्री का अनुप्रयोग करना, ताकि बोल्ट किए गए तांबे के जोड़ों के लिए 10 माइक्रो-ओम या उससे कम और समान क्रॉस-सेक्शन वाले एल्यूमीनियम जोड़ों के लिए 20 माइक्रो-ओम या उससे कम पर स्थिर संपर्क प्रतिरोध प्राप्त किया जा सके।.
वर्तमान एक बोल्टेड जोड़ में पूरे ज्यामितीय क्षेत्र में नहीं, बल्कि अलग-अलग असपेरिटी संपर्क बिंदुओं के माध्यम से प्रवाहित होता है। ऑक्साइड परतें, मशीनिंग अवशेष और वायुमंडलीय संदूषण इन सूक्ष्म-संपर्क बिंदुओं पर प्रतिरोधकता बढ़ाते हैं, जिससे फैलाव प्रतिरोध बढ़ता है जो जोड़ के ताप और दीर्घकालिक क्षरण पर हावी रहता है। सतह की तैयारी धात्विक संपर्क बिंदुओं की संख्या और गुणवत्ता दोनों बढ़ाती है।.
विस्तृत प्रक्रियाओं पर काम करने से पहले, जब संयुक्त माप या दृश्य निरीक्षण में कोई चेतावनी संकेत मिले, तो सबसे संभावित मूल कारण और अगला कदम पहचानने के लिए इस तालिका का उपयोग करें।.
| लक्षण | पहला टेस्ट | संभावित मूल कारण | अगली कार्रवाई |
|---|---|---|---|
| आयोगन के समय प्रतिरोध > 50 माइक्रो-ओम | निर्दिष्ट मान के अनुसार फिर से टॉर्क करें, फिर से मापें। | सतह की अपर्याप्त तैयारी या कम टॉर्क | विखंडित करें, पुनः घिसाई करें, कंपाउंड पुनः लगाएँ, टॉर्क पुनः लगाएँ, पुनः परीक्षण करें |
| प्रतिरोध 25–50 माइक्रो-ओम लेकिन आसन्न जोड़ों के > 150% | टॉर्क रिकॉर्ड्स और कंपाउंड एप्लिकेशन लॉग की तुलना करें | तैयारी का चरण छोड़ा गया या यौगिक छोड़ दिया गया | स्वीकार करने से पहले टॉर्क और सतह की जांच करें; विचलन को दस्तावेज़ करें। |
| लोड के तहत थर्मोग्राफिक स्कैन पर हॉटस्पॉट ΔT > 10°C | DLRO से संपर्क प्रतिरोध मापें | थर्मल साइक्लिंग के तहत विकसित इंटरफ़ेस ऑक्साइड | बिजली काटें, विघटित करें, जोड़ की पूरी सतह को पुनः तैयार करें। |
| एल्यूमिनियम जोड़ की परिधि पर सफेद या धूसर पाउडर | दृश्य निरीक्षण और IPA वाइप परीक्षण | संयोजन के किनारे पर नमी का प्रवेश; यौगिक पूरे संपर्क क्षेत्र पर नहीं लगाया गया। | संक्षारण हटाएँ, पुनः तैयार करें, संपर्क क्षेत्र 100% और 5 मिमी सीमा सहित कंपाउंड लगाएँ। |
| बढ़ते मिलीवोल्ट ड्रॉप के साथ तांबे के जोड़ पर हरा पाटिना | विखंडन से पहले की तस्वीर; DLRO मापन | वातावरणीय अपचयन या सल्फाइड आक्रमण | पूर्ण यांत्रिक घिसाई, IPA से पोंछें, कंपाउंड फिर से लगाएँ |
| लोड के तहत प्रतिरोध बढ़ जाता है, फिर से कसने के बाद थोड़ी देर के लिए गिर जाता है। | प्लेटिंग प्रकार और कंपन इतिहास की जाँच करें | नरम टिन प्लेटेड सतह पर सूक्ष्म फिसलन से होने वाली घिसावट | निकल-टिन या सिल्वर-टिन प्लेটিং में अपग्रेड करें; थिक्सोट्रॉपिक यौगिक का उपयोग करें। |
| आयोगन के समय प्रतिरोध मान पास हो जाता है, प्रथम निरीक्षण पर >20% बढ़ जाता है। | लोड चक्र के दौरान संयुक्त तापमान और यौगिक प्रकार की समीक्षा करें। | तापीय सीमा से ऊपर यौगिक प्रवासन, या गलत यौगिक ग्रेड | संयोजन का अधिकतम सेवा तापमान पहचानें; यदि यह 80°C रेटिंग से कम हो तो बदलें। |
कोई एक सार्वभौमिक मानक बसबार जोड़ सतह की तैयारी के हर पहलू को कवर नहीं करता, इसलिए इंजीनियरों को वोल्टेज वर्ग, सामग्री और स्थापना संदर्भ के आधार पर कई ओवरलैपिंग दस्तावेज़ों में आवश्यकताओं का मिलान करना पड़ता है।.
| मानक | जारी करने वाला निकाय | प्रासंगिक प्रावधान(प्रावधानों) | यह क्या नियंत्रित करता है | मुख्य स्वीकृति मानदंड |
|---|---|---|---|---|
| आईईईई मानक 605 | आईईईई | धारा 7, धारा 9 | उप-स्टेशनों के लिए बस कंडक्टर डिजाइन और संयुक्त निर्माण | संपर्क प्रतिरोध बेसलाइन से ऊपर ≤ 10^1 T·P³ T; बोल्टिंग से पहले सतह की फिनिश आवश्यकताओं |
| आईईसी 61439-1 | अंतर्राष्ट्रीय विद्युत आयोग | धारा 10.11 | निम्न-वोल्टेज स्विचगियर और कंट्रोलगियर असेंबली | संयोजनों पर तापमान वृद्धि; तांबे की सलाखों पर डेल्टा-टी ≤ 105°C |
| नेमा सीसी 1 | नेमा | धारा 5 | उप-स्टेशनों के लिए विद्युत शक्ति कनेक्टर्स | संयुक्त प्रतिरोध अनुपात (JRR) ≤ 1.0, चालक प्रतिरोध की समान लंबाई के सापेक्ष |
| एएनएसआई/नेटए टीएएस | नेटए | अनुभाग 7.9 | बोल्ट किए गए बस कनेक्शनों का स्वीकृति परीक्षण | अधिकांश एमवी/एचवी बोल्टेड जोड़ों के लिए संपर्क प्रतिरोध ≤ 50 माइक्रो-ओम; ऑक्साइड हटाने की पुष्टि दृश्य निरीक्षण और माइक्रो-ओहममीटर द्वारा की गई। |
| आईईईई मानक 80 | आईईईई | धारा 16 | ग्राउंडिंग सिस्टम के चालक और कनेक्शन | संयुक्त प्रतिरोध समतुल्य चालक की लंबाई के प्रतिरोध से अधिक न हो। |
| एएसटीएम बी193 | एएसटीएम | पूर्ण दस्तावेज़ | विद्युत चालक पदार्थों के लिए प्रतिरोधकता परीक्षण विधि | संयुक्त योगदान गणना के लिए मूल पदार्थ की आधारभूत प्रतिरोधकता |
| ओएसएचए 29 सीएफआर 1910.269 | ओएसएचए | (a)(1)(i), (t)(4) | विद्युत शक्ति उत्पादन, संचरण, वितरण | सक्रियण से पहले जोड़ों को निर्माता द्वारा निर्दिष्ट टॉर्क और सतह विनिर्देशों के अनुसार तैयार किया जाना चाहिए। |
माइक्रो-ओहममीटर (डीएलआरओ) परीक्षण: संयोजन पर एक ज्ञात DC धारा (आमतौर पर 100 A) प्रवाहित करें और वोल्टेज ड्रॉप मापें। ताज़ा तैयार समान संयोजन पर संदर्भ मान से 150% से अधिक परिणाम सतह की अपर्याप्त तैयारी, ऑक्सीकरण, या संपर्क बल की कमी को इंगित करता है।.
अवरक्त थर्मोग्राफी: एक ही लोड के तहत निकटवर्ती समान जोड़ की तुलना में तापमान में 10°C से अधिक का अंतर होने पर विद्युत् निष्क्रियकरण और निरीक्षण आवश्यक है। थर्मोग्राफी तैयारी के परिणाम की पुष्टि करती है, लेकिन यह पूर्व-संयोजन प्रतिरोध परीक्षण का विकल्प नहीं हो सकती।.
अनुरूप बसबार जोड़ सतह की तैयारी कार्यस्थल पर सही उपकरणों के होने पर निर्भर करती है। नीचे दी गई तालिका में क्षेत्रीय उपकरणों और स्वीकृति स्रोतों दोनों को शामिल किया गया है।.
| यंत्र / स्रोत | उद्देश्य | स्वीकृति सीमा | अस्वीकार की शर्त |
|---|---|---|---|
| डिजिटल माइक्रो-ओहममीटर, >= 10 ए परीक्षण धारा | संयुक्त संपर्क प्रतिरोध मापें | <= 10 माइक्रो-ओम तांबा-तांबा; <= 15 माइक्रो-ओम एल्यूमिनियम-एल्यूमिनियम | पुनः-टॉर्क करने के बाद रीडिंग सीमा से अधिक हो जाती है। |
| टॉर्क रेंच, +/- 4% से कैलिब्रेटेड | बोल्ट टॉर्क को विनिर्देशन के अनुसार पुष्टि करें। | संयोजन असेंबली ड्राइंग पर फास्टनर ग्रेड और बोल्ट व्यास | निर्दिष्ट टॉर्क से +/- 10% के बाहर कोई भी रीडिंग |
| स्टेनलेस स्टील वायर ब्रश (एल्यूमीनियम-विशिष्ट) | एल्यूमिनियम से यांत्रिक ऑक्साइड निष्कासन | चमकदार धातु, कोई दिखाई देने वाली ऑक्सीकरण नहीं। | काली फिल्म, गड्ढे या जंग के उत्पाद बने रहते हैं। |
| स्टेनलेस या कार्बन स्टील का तार वाला ब्रश (तांबे के लिए समर्पित) | तांबे से यांत्रिक ऑक्साइड निष्कासन | चमकदार धातु, कोई दिखाई देने वाली ऑक्सीकरण नहीं। | शेष रंगत बदलना या जमाव |
| सतह प्रोफाइलोमीटर या Ra तुलना यंत्र | यांत्रिक तैयारी के बाद सतह की खुरदरापन की पुष्टि करें। | प्लेटेड सतहों के लिए Ra 1.6–3.2 माइक्रोमीटर; नंगे तांबे या एल्यूमीनियम के लिए Ra 3.2–6.3 माइक्रोमीटर | Ra 6.3 माइक्रोमीटर (दबाव में चोटियाँ धँस जाती हैं) |
| कोटिंग मोटाई गेज (एडी-करंट प्रकार) | पूर्व-प्लेटेड बस्बारों पर प्लेटिंग की मोटाई सत्यापित करें। | टिन प्लेটিং 5-25 माइक्रोमीटर; चांदी प्लेটিং 5-15 माइक्रोमीटर | 5 माइक्रोमीटर से नीचे या संपर्क क्षेत्र में अनुपस्थित |
| संपर्क थर्मामीटर या अवरक्त थर्मामीटर | प्रतिरोध मापन के समय आधारभूत तापमान रिकॉर्ड | संदर्भ मापन तापमान से आसपास का तापमान +/- 5 डिग्री सेल्सियस | इस सीमा के बाहर सतह का तापमान बिना सुधार के दिखाया गया है। |
| समय विश्लेषक या स्टॉपवॉच | तैयारी से लेकर बोल्ट-अप तक का समय सत्यापित करें। | नंगे एल्यूमीनियम के लिए <= 15 मिनट; नंगे तांबे के लिए <= 30 मिनट | पुनः तैयारी के बिना समय सीमा समाप्त हो गई |
| ओईएम संयुक्त असेंबली ड्राइंग / टॉर्क अनुसूची | टॉर्क विनिर्देश और फास्टनर ग्रेड की पुष्टि | प्रत्येक ड्राइंग के अनुसार टॉर्क मान और अनुक्रम | साइट पर कोई ड्राइंग उपलब्ध नहीं है। |
| NETA एटीएस धारा 7.9 | संपर्क प्रतिरोध के लिए स्वीकृति सीमा | <= 50 माइक्रो-ओम या <= 150% निकटवर्ती संदर्भ जोड़ का | दो तैयारी प्रयासों के बाद भी कोई मानदंड पूरा नहीं हुआ। |
| परियोजना विनिर्देश | स्थल-विशिष्ट सतह तैयारी और प्रतिरोध सीमाएँ | जैसा कि परियोजना गुणवत्ता योजना में कहा गया है | मानक अनुपालन की परवाह किए बिना परियोजना सीमाओं के बाहर के परिणाम |
| कैलिब्रेशन प्रमाणपत्र फ़ाइल | उपकरण की ट्रेसबिलिटी की पुष्टि करें | निर्माता द्वारा निर्धारित अंतराल (आमतौर पर 12 महीने) के भीतर कैलिब्रेशन धारा | प्रमाणपत्र समाप्त हो गया है या साइट पर उपलब्ध नहीं है |
नीचे दी गई तालिका विभिन्न सामग्री प्रकारों में भिन्न होने वाले तैयारी मापदंडों का सारांश प्रस्तुत करती है और प्राथमिक क्षेत्रीय त्वरित संदर्भ के रूप में कार्य करती है।.
| पैरामीटर | तांबा (नंगा) | तांबा (टिन-चढ़ाया हुआ) | एल्यूमिनियम (नंगा) | एल्यूमिनियम (टिन या चांदी की परत चढ़ा हुआ) |
|---|---|---|---|---|
| ऑक्साइड कठोरता संबंधी चिंता | कम-मध्यम | कम | उच्च (Al2O3, बहुत कठोर) | कम-मध्यम |
| यांत्रिक घिसाव आवश्यक है | हाँ, हल्का | केवल निरीक्षण करें; प्लेटिंग उतारने से बचें। | हाँ, आक्रामक | निरीक्षण; केवल प्रकाश |
| घर्षक उपकरण | स्टेनलेस वायर ब्रश (तांबे के लिए समर्पित) | स्कॉच-ब्राइट या समकक्ष | स्टेनलेस वायर ब्रश (एल-समर्पित) | बारीक घिसाई पैड |
| घर्षण के बाद सॉल्वेंट से पोंछें | आवश्यक | आवश्यक | आवश्यक | आवश्यक |
| संयुक्त यौगिक प्रकार | ऑक्साइड-रोधी ग्रीस (Cu-रेटेड) | न्यूट्रल या Cu-रेटेड यौगिक | ऑक्साइड-रोधी ग्रीस (एएल-रेटेड) | निर्माता-निर्दिष्ट |
| तैयारी से लेकर बोल्ट-अप तक का अधिकतम समय | <= 30 मिनट (वातावरणीय, सूखा) | <= 60 मिनट | <= 10-15 मिनट | <= 30 मिनट |
| लक्षित संपर्क प्रतिरोध (प्रति जोड़) | <= 10 माइक्रो-ओम | <= 10 माइक्रो-ओम | <= 20 माइक्रो-ओम | <= 15 माइक्रो-ओम |
| पुनः तैयारी ट्रिगर | प्रतिरोध > 1.5 गुना आधारभूत मान या दृश्य पिटिंग | उसी में प्लेटिंग हानि | वही | वही |
मैदानी परिस्थितियाँ ऐसे चर पेश करती हैं जिन्हें नियंत्रित कार्यशाला प्रक्रियाएँ दोहरा नहीं सकतीं। एक जलवायु-नियंत्रित असेंबली बे में और एक बाहरी स्विचयार्ड संरचना पर लागू की गई समान तैयारी तकनीक दो या उससे अधिक गुना भिन्न प्रतिरोध मान वाले जोड़ उत्पन्न कर सकती है।.
| प्रदूषक का प्रकार | पहला कदम | दूसरा कदम | घर्षण अनुक्रम |
|---|---|---|---|
| कार्बन या कालिख | आईपीए वाइप, दो पास | सूखे कपड़े से पोंछें | मानक तार का ब्रश, फिर स्कॉच-ब्राइट |
| सल्फाइड फिल्म | पतला किया हुआ साइट्रिक एसिड वाइप (5%), साफ पानी से तटस्थ करें, पूरी तरह सुखा लें। | आईपीए वाइप | केवल स्टेनलेस वायर ब्रश |
| हाइड्रोकार्बन या तेल | एसिटोन वाइप (पहले सामग्री की अनुकूलता जांचें), फिर IPA वाइप | सूखे कपड़े से पोंछें | स्कॉच-ब्राइट, फिर तार का ब्रश |
स्थिति: एक धातु-प्रसंस्करण सुविधा में 2,000 एम्पीयर की एल्यूमीनियम बसबार प्रणाली के एक निर्धारित थर्मोग्राफिक निरीक्षण के दौरान, मुख्य लाइन और एक फीडर टैप के बीच एक स्प्लाइस जॉइंट पर 23°C का तापमान अंतर दर्ज किया गया। पास के समान जोड़ों में उसी लोड के तहत डेल्टा-टी मान 3-5°C पाए गए। यह इंस्टॉलेशन लगभग 18 महीने पुरानी थी।.
मापा गया प्रमाण: 100 A DC इंजेक्शन पर DLRO परीक्षण में संदिग्ध जोड़ पर 47 माइक्रो-ओम मापे गए। उसी बार सेक्शन के निकटवर्ती जोड़ पर 11–14 माइक्रो-ओम मापे गए। NETA ATS 150% मानदंड ने उन संदर्भ मानों के आधार पर स्वीकार्य सीमा लगभग 17–21 माइक्रो-ओम निर्धारित की; संदिग्ध जोड़ ने इसे 2 गुना से अधिक पार कर दिया।.
निदान: संयुक्त विखंडन से संपर्क सतह के लगभग 60% पर एक समान ग्रे ऑक्साइड परत पाई गई, जिसमें केंद्रीय क्षेत्र में कंपाउंड लगाए जाने के स्थान पर एक साफ लेकिन थोड़ा धँसा हुआ क्षेत्र दिखा। परिधीय क्षेत्र सूखे थे और उनमें कंपाउंड का कोई अवशेष नहीं था। तैयारी के रिकॉर्ड में उल्लेख था कि यौगिक लगाया गया था, लेकिन घिसाई से बोल्ट-अप तक का व्यतीत समय दर्ज नहीं किया गया था। मूल स्थापना के दौरान परिवेशी परिस्थितियों में दर्ज की गई सापेक्ष आर्द्रता 80% से अधिक थी। मूल कारण: घिसाई और यौगिक लगाने के बीच लंबे समय के अंतराल के दौरान एल्यूमीनियम की सतह पर ऑक्साइड का पुनर्निर्माण, साथ ही यौगिक का अपूर्ण आवरण। केंद्रीय क्षेत्र में कंपाउंड, सुविधा के उच्च-एम्पेरेज संचालन के अनुरूप, थर्मल साइक्लिंग के तहत आंशिक रूप से स्थानांतरित हो गया था।.
गलत यौगिक या प्लेटिंग चुनने से केवल सेवा जीवन ही कम नहीं होता — यह संक्षारण को तेज कर सकता है, दूषित पदार्थों को फँसा सकता है, या गैल्वैनिक युग्म उत्पन्न कर सकता है जो नंगे जोड़ की तुलना में संपर्क प्रतिरोध को तेजी से बढ़ाते हैं।.
ऑक्साइड-रोधी ग्रीस (पेट्रोलियम या सिंथेटिक बेस): एल्यूमिनियम-से-एल्यूमिनियम और एल्यूमिनियम-से-तांबे के जोड़ के लिए उद्योग की मानक विधि। यह यौगिक ऑक्सीजन अवरोधक के रूप में कार्य करता है, जबकि धातु की असमान सतहें क्लैंपिंग दबाव के तहत इसमें से विद्युत धारा ले जाती हैं। पेट्रोलियम यौगिक लगभग 60–70°C निरंतर सेवा पर नरम हो जाते हैं; उच्च-धारा क्षमता वाले जोड़ों में जो नियमित रूप से उस तापमान के पास पहुँचते हैं, यह यौगिक इंटरफ़ेस से बाहर निकल जाता है, जिससे एक से दो तापीय चक्रों के भीतर एक सूखा, ऑक्सीकृत जोड़ रह जाता है।.
एंटी-सीज़ कंपाउंड (तांबे या जिंक युक्त): यह मामूली ऑक्साइड-रोधी कार्य प्रदान करता है और असेंबली के दौरान घर्षण चिपकन को कम करता है। एल्यूमीनियम बसबार की सतह पर तांबे से भरा एंटी-सीज़ गीले वातावरण में गैल्वैनिक क्षरण को तेज करता है — जहां आधार धातु और यौगिक भराव भिन्न हों, वहां इसका उपयोग न करें।.
| प्लेटिंग का प्रकार | आम मोटाई | सर्वश्रेष्ठ आवेदन | प्रतिरोध का लाभ | मुख्य जोखिम |
|---|---|---|---|---|
| टिन (इलेक्ट्रोप्लेटेड) | 5-25 माइक्रो-मीटर | इनडोर स्विचगियर, बस डक्ट, मध्यम तापमान | ताज़ा होने पर संपर्क प्रतिरोध कम; टॉर्क के तहत मुलायम ऑक्साइड विस्थापित। | शुद्ध टिन जमाव में टिन व्हिस्कर का विकास; फ्रेटिंग घिसाव कंपन के तहत प्रतिरोध बढ़ाता है। |
| चाँदी | 10-50 माइक्रो-मीटर | उच्च-धारा वाले जोड़ों, 80°C से अधिक तापमान, बाहरी उप-स्टेशन | सामान्य प्लेटिंग्स का न्यूनतम संपर्क प्रतिरोध; ऑक्साइड चालक होता है। | उच्च लागत; सल्फर-युक्त वातावरण में धूमिल हो जाता है |
| निकल | 5-15 माइक्रो-मीटर | उच्च-तापमान बस > 100°C, आक्रामक रासायनिक वातावरण | तापमान पर स्थिर प्रतिरोध | कठोर ऑक्साइड के लिए अधिक संपर्क बल की आवश्यकता होती है; यदि क्लैंपिंग दबाव अपर्याप्त हो तो प्रतिरोध बढ़ जाता है। |
| गर्म-डुबकी टिन | 25-75 माइक्रो-मीटर | बाहरी या संक्षारक वातावरण, उपयोगिता जोड़ | मोटी परत सतही क्षति को सहन करती है; अच्छी जंग संरक्षण | यदि प्लेटिंग के बाद पुनः समतल नहीं किया जाता है, तो असमान सतह प्रोफ़ाइल वास्तविक संपर्क क्षेत्र को कम कर सकता है। |
| नग्न तांबा (बिना लेपित) | — | केवल अल्पकालिक इनडोर स्थापनाएँ | ताज़ा तैयार करने पर कम प्रतिरोध | तेज़ ऑक्सीकरण; प्रत्येक असेंबली में यौगिक की आवश्यकता; सीलबंद या पहुँच से बाहर जोड़ों के लिए उपयुक्त नहीं |
दस्तावेजीकरण और खरीद निर्णय इच्छित प्रक्रिया और वास्तविक क्षेत्रीय निष्पादन के बीच शेष दो अंतरालों को पाटते हैं: तैयारी के चरणों के सही ढंग से पूरा होने की पुष्टि करना, और यह सुनिश्चित करना कि प्रदान किए गए बसबार कम प्रतिरोध वाले संयोजन के लिए उपयुक्त सतहों के साथ पहुँचें।.
पूर्व-सफाई सत्यापन: संयुक्त सतहें दृश्य रूप से भारी तेल, चिकनाई या स्नेहक संदूषण से मुक्त; कोई दृश्य नमी या संघनन नहीं; आधार सामग्री को तैयारी प्रक्रिया के अनुसार पहचाना और पुष्टि किया गया; सही घर्षण या रासायनिक सफाई विधि का चयन किया गया।.
यांत्रिक तैयारी: घर्षण की दिशा नोट की गई; तार ब्रश या घर्षक पैड की ग्रेड की पुष्टि की गई; विभिन्न धातुओं के बीच कोई क्रॉस-संक्रमण नहीं (विशिष्ट उपकरणों का उपयोग); सतह की बनावट दृश्य रूप से सुसंगत, कोई गहरी खरोंच या उलटे बुर नहीं।.
| अनुभाग | मुख्य क्षेत्र |
|---|---|
| संयुक्त पहचान | परियोजना/साइट, पैनल आईडी, संयुक्त संदर्भ संख्या, तिथि, तकनीशियन आईडी |
| सामग्री और विन्यास | बसबार सामग्री, प्लेटिंग प्रकार, क्रॉस-सेक्शन (मिमी²), जोड़ विन्यास, संपर्क सतह क्षेत्रफल (मिमी²) |
| तैयारी प्रक्रिया | सफाई एजेंट, घर्षक प्रकार और ग्रेड, समर्पित उपकरण की पुष्टि, सतह पूर्ण होने का समय, यौगिक ब्रांड और ग्रेड, बंद होने तक का व्यतीत समय (मिनट) |
| निरीक्षण परिणाम | चेकलिस्ट परिणाम (पास/फेल/सशर्त), फेल होने पर सुधारात्मक कार्रवाई, पुनः निरीक्षण तिथि |
| टॉर्क रिकॉर्ड | आवश्यक टॉर्क (N-m), लागू किया गया टॉर्क (N-m), बोल्ट स्थिति के अनुसार गवाह चिह्न की पुष्टि |
| विद्युत परीक्षण परिणाम | परीक्षण उपकरण का मॉडल और सीरियल नंबर, परीक्षण धारा (एम्पीयर), मापा गया प्रतिरोध (माइक्रो-ओम), विनिर्देश सीमा (माइक्रो-ओम), परीक्षण परिणाम, थर्मोग्राफिक निरीक्षण की तिथि और परिणाम |
| अनुमोदन | दिनांक सहित प्रदर्शन तकनीशियन, गुणवत्ता नियंत्रण निरीक्षक, पर्यवेक्षी अभियंता |
| मूल्यांकन क्षेत्र | न्यूनतम स्वीकार्य | उच्च आत्मविश्वास संकेतक | अयोग्यता की स्थिति |
|---|---|---|---|
| ड्राइंग पर सतह विनिर्देश | प्लेटिंग का प्रकार और नाममात्र मोटाई बताई गई | मोटाई की सीमा, सब्सट्रेट Ra, और लागू मानक सभी उद्धृत | सतह का वर्णन केवल “टिन-प्लेटेड” के रूप में किया गया है, बिना किसी मोटाई या मानक के। |
| परीक्षा रिकॉर्ड | अनुरूपता प्रमाणपत्र प्रदान किया गया | लॉट-विशिष्ट प्लेटिंग मोटाई माप और चिपकन परीक्षण परिणाम | कोई दस्तावेज़ नहीं; केवल मौखिक आश्वासन |
| समतलता नियंत्रण | संयोजक सतह के लिए समतलता सहनशीलता बताई गई | शिपमेंट के साथ मापी गई समतलता का डेटा शामिल है। | कोई समतलता विनिर्देश मौजूद नहीं है। |
| पैकेजिंग | व्यक्तिगत संयुक्त-सतह सुरक्षा | डीसिकेंट सहित सीलबंद नमी-रोधक पैकेजिंग | चेहरे की सुरक्षा के बिना बंडल किए गए नंगे बार |
| पर्यावरणीय उपयुक्तता | निर्दिष्ट वातावरण के लिए प्लेटिंग चयनित | आपूर्तिकर्ता साइट की परिस्थितियों के संबंध में लिखित रूप में उपयुक्तता की पुष्टि करता है। | साइट-स्थिति समीक्षा के बिना सामान्य कैटलॉग चयन |
| भंडारण अवधि संबंधी मार्गदर्शन | पुनः निरीक्षण से पहले भंडारण अवधि बताई गई | लिखित हैंडलिंग और पुनः निरीक्षण प्रक्रिया प्रदान की गई। | कोई मार्गदर्शन नहीं; अनिश्चितकालीन भंडारण माना गया |
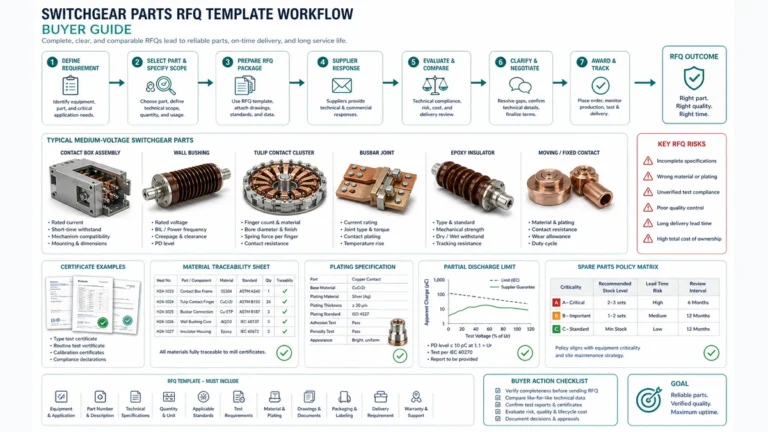
क्षेत्रीय निर्णय को सही उत्पाद, परीक्षण और खरीद कार्यप्रवाह से जोड़ने के लिए इन XBRELE संदर्भों का उपयोग करें: XBRELE उत्पाद पृष्ठ, XBRELE वैक्यूम सर्किट ब्रेकर श्रृंखला, वीसीबी रेटिंग गाइड, वीसीबी फैट/सैट स्वीकृति चेकलिस्ट, XBRELE स्विचगियर पुर्जों की श्रृंखला।.
बाहरी विधि संदर्भ के लिए, साइट प्रक्रिया की तुलना सार्वजनिक से करें। आईईईई सी37.09 मानक पृष्ठ और फिर आपूर्ति किए गए उपकरण के लिए सटीक OEM मैनुअल और परियोजना विनिर्देशों को लागू करें।.
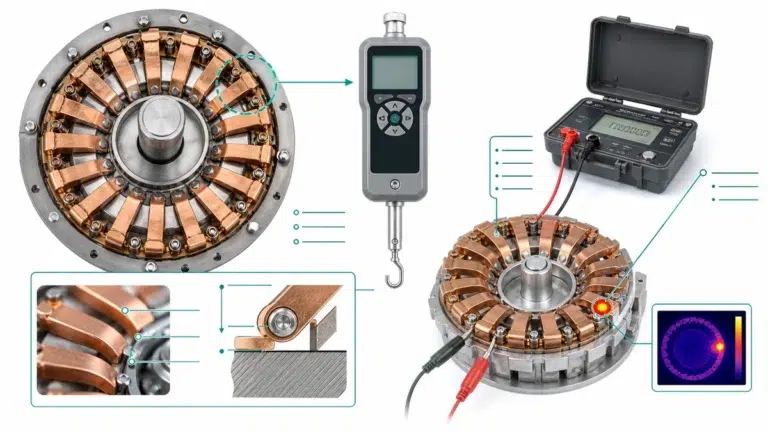
क्षेत्रीय उदाहरण: सेवा निरीक्षण के दौरान, एक फेज अपनी कमीशनिंग आधाररेखा से बाहर मापा गया, जबकि अन्य दो फेज स्थिर रहे। टीम ने सत्यापित लीड्स के साथ माप दोहराया, टाइमिंग और संपर्क यात्रा की जाँच की, और मापे गए विचलन का उपयोग करके संपर्क-दबाव की समस्या को सामान्य सतह-सफाई की समस्या से अलग किया।.
सबसे व्यापक रूप से लागू क्षेत्र स्वीकृति सीमा मध्यम-वोल्टेज और उच्च-वोल्टेज बोल्ट किए गए कनेक्शनों के लिए प्रति जोड़ 50 माइक्रो-ओम है, जैसा कि ANSI/NETA ATS अनुभाग 7.9 में संदर्भित है। हालांकि, यह एक सतर्क जांच है, न कि डिज़ाइन लक्ष्य।.
नग्न एल्यूमीनियम को सूखे, परिवेशीय परिस्थितियों में यांत्रिक घर्षण पूरा होने के 10–15 मिनट के भीतर बंद कर देना चाहिए। जहाँ सापेक्ष आर्द्रता 70% से अधिक हो या सतह का तापमान ओस बिंदु से 3°C के भीतर हो, वहाँ यह समय सीमा और संकुचित हो जाती है।.
नहीं। बोल्टिंग के बाद जोड़ के परिधि में ड्रिल किए गए छेद के माध्यम से इंजेक्ट किया गया कंपाउंड संपर्क क्षेत्र में समान आवरण नहीं प्रदान करता है और यह एक स्वीकृत स्थायी मरम्मत विधि नहीं है।.
एक पूर्ण प्रतिरोध मापन में जंक्शन के मापन को एक निश्चित सीमा (उदाहरण के लिए 50 माइक्रो-ओम) से तुलना किया जाता है। एक जंक्शन प्रतिरोध अनुपात (JRR), जैसा कि NEMA CC 1 में परिभाषित है, जंक्शन के प्रतिरोध की तुलना समान लंबाई वाले एक चालक खंड के प्रतिरोध से करता है।.
सिल्वर प्लेटिंग तब प्राथमिकता दी जाती है जब जोड़ की सतह का तापमान नियमित रूप से 75–80°C से अधिक हो, जब स्थापना बाहरी सबस्टेशन में हो जहाँ निरंतर नमी का संपर्क रहता हो, या जब जोड़ लंबी अवधि तक सेवा में रहेगा और पुनः तैयारी के लिए पहुँच संभव नहीं होगी। टिन प्लेटिंग मध्यम क्षमता वाले सूखे इनडोर स्विचगियर के लिए पर्याप्त है।.
न्यूनतम रूप से, दस्तावेज़ीकरण रिकॉर्ड में जोड़ की पहचान और स्थान, पुष्टि की गई आधार सामग्री और प्लेटिंग का प्रकार, एक पूरी की गई तैयारी चेकलिस्ट जिसमें कोई अनसुलझी विफलता (Fails) न हो, घर्षण से समापन तक का व्यतीत समय (एल्यूमीनियम के लिए महत्वपूर्ण), प्रत्येक बोल्ट स्थिति के लिए रिकॉर्ड किए गए टॉर्क मान के साथ विटनेस मार्किंग की पुष्टि, वर्तमान कैलिब्रेशन प्रमाणपत्र के साथ DLRO उपकरण का मॉडल और सीरियल नंबर, माइक्रो-ओम में मापा गया प्रतिरोध, और विनिर्देश सीमा के विरुद्ध पास/फेल परिणाम। रिकॉर्ड को फाइल करने और जोड़ को सेवा के लिए अनुमोदित करने से पहले, कार्य करने वाले तकनीशियन, QC निरीक्षक और पर्यवेक्षी इंजीनियर द्वारा अनुमोदन आवश्यक है।.