முழு விவரக்குறிப்புகள் வேண்டுமா?
அனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுகஅனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுகஅனைத்து சுவிட்ச்கியர் பாகங்களின் விரிவான வரைபடங்கள் மற்றும் தொழில்நுட்ப அளவுருக்களுக்கு, எங்கள் 2025 தயாரிப்புப் பட்டியலைப் பதிவிறக்கவும்.
பட்டியல் பெறுக
குறைந்த எதிர்ப்புத்திறன் இணைப்புகளுக்காக பஸ்பார் இணைப்புப் பரப்பைத் தயாரிப்பது என்பது ஆக்சைடுகள், மாசுகள் போன்றவற்றைக் கட்டுப்படுத்தப்பட்ட முறையில் அகற்றுவதாகும், மற்றும் மேற்பரப்பு ஒழுங்கற்ற தன்மைகளை, பொருந்தும் கடத்தி முகங்களிலிருந்து கட்டுப்படுத்தப்பட்ட முறையில் அகற்றுவதும், அதனுடன் இணக்கமான இடைமுகப் பொருட்களைப் பயன்படுத்துவதும் ஆகும். இதன் மூலம், போல்ட் செய்யப்பட்ட செப்பு இணைப்புகளுக்கு 10 மைக்ரோ-ஓம் அல்லது அதற்கும் குறைவாகவும், சமமான குறுக்குவெட்டுப் பரப்பளவு கொண்ட அலுமினிய இணைப்புகளுக்கு 20 மைக்ரோ-ஓம் அல்லது அதற்கும் குறைவாகவும் நிலையான தொடர்பு மின்தடத்தை அடையலாம்.
தற்போதைய மின்சாரம், ஒரு பற்றவைக்கப்பட்ட இணைப்பில் முழு வடிவியல் பரப்பிற்கு across செல்லாமல், தனித்தனி உராய்வு முனைகள் வழியாகவே கடந்து செல்கிறது. ஆக்சைடு அடுக்குகள், இயந்திரப் பணி எச்சங்கள் மற்றும் வளிமண்டல மாசுபாடு ஆகியவை இந்த நுண்-தொடர்பு முனைகளில் மின்தடைத்தன்மையை அதிகரித்து, இணைப்பின் வெப்பமயமாதல் மற்றும் நீண்டகால சிதைவை ஆதிக்கம் செலுத்தும் பரவல் மின்தடையை உயர்த்துகின்றன. மேற்பரப்புத் தயாரிப்பு, உலோகத் தொடர்புப் புள்ளிகளின் எண்ணிக்கை மற்றும் தரம் இரண்டையும் அதிகரிக்கிறது.
விரிவான நடைமுறைகளைப் பின்பற்றுவதற்கு முன்பு, ஒரு கூட்டு அளவீடு அல்லது நேரடிப் பரிசோதனை எச்சரிக்கை அளிக்கும்போது, மிகவும் சாத்தியமான மூலக் காரணத்தையும் அடுத்த நடவடிக்கையையும் அடையாளம் காண இந்த அட்டவணையைப் பயன்படுத்தவும்.
| அறிகுறி | முதல் சோதனை | சாத்தியமான மூலக் காரணம் | அடுத்த நடவடிக்கை |
|---|---|---|---|
| பணித்தொடக்கத்தின் போது 50 மைக்ரோ-ஓம்-க்கு மேல் மின்தடை | குறிப்பீட்டிற்கு ஏற்ப மீண்டும் முறுக்கி, மீண்டும் அளவிடவும். | போதுமான மேற்பரப்புத் தயாரிப்பு இல்லாதது அல்லது குறைவான முறுக்குவிசை | பிரிக்கவும், மீண்டும் தேய்க்கவும், மீண்டும் கலவையைப் பூசவும், மீண்டும் திருகவும், மீண்டும் சோதிக்கவும் |
| எதிர்ப்பு 25-50 மைக்ரோ-ஓம், ஆனால் அருகிலுள்ள இணைப்புகளுக்கு > 150% | டார்க்குப் பதிவுகளை ஒப்பிட்டு, கலப்புப் பயன்பாட்டுப் பதிவேட்டைப் பார்க்கவும். | தயாரிப்புப் படிநிலை தவிர்க்கப்பட்டது அல்லது சேர்மம் விடுவிக்கப்பட்டது | ஏற்றுக்கொள்வதற்கு முன் முறுக்குவிசை மற்றும் மேற்பரப்பை ஆய்வு செய்யவும்; விலகலைப் பதிவு செய்யவும். |
| சுமைக்கு கீழ் வெப்பப் படமெடுப்பில், ஹாட்ஸ்பாட் ΔT > 10 °C | DLRO-வைக் கொண்டு தொடர்பு மின்தடத்தை அளவிடுங்கள் | வெப்பச் சுழற்சிக்கு கீழ் வளர்க்கப்பட்ட இடைமுக ஆக்ஸைடு | மின்சாரத்தைத் துண்டிக்கவும், பிரிக்கவும், இணைப்பின் முழு மேற்பரப்பையும் மீண்டும் தயாரிக்கவும். |
| அலுமினிய இணைப்பின் விளிம்பில் வெள்ளை அல்லது சாம்பல் நிறப் பொடி | காட்சி ஆய்வு மற்றும் IPA துடைப்புச் சோதனை | இணைப்பு விளிம்பில் ஈரப்பதம் ஊடுருவல்; கலவை முழுத் தொடர்புப் பரப்பிற்குப் பூசப்படவில்லை. | அரிப்பை நீக்கி, மீண்டும் தயாரித்து, 100% தொடர்புப் பகுதி மற்றும் 5 மிமீ விளிம்புடன் கலவையைப் பூசவும். |
| உயரும் மில்லிவோல்ட் வீழ்ச்சியுடன் செப்பு இணைப்பில் பச்சைப் பூச்சு | பிரித்தெடுப்பதற்கு முன் புகைப்படம்; DLRO அளவீடு | காற்று மண்டல ஆக்சிஜனேற்றம் அல்லது சல்பைடு தாக்குதல் | முழுமையான மெக்கானிக்கல் தேய்ப்பு, IPA துடைத்தல், கலவையை மீண்டும் பூசுதல் |
| சுமையின் கீழ் எதிர்ப்புத்திறன் கூடுகிறது, மீண்டும் இறுக்கிய பிறகு சிறிது நேரம் குறைகிறது. | பிளேட்டிங் வகை மற்றும் அதிர்வு வரலாற்றைச் சரிபார்க்கவும் | மென்மையான டின் பூச்சில் நுண்-சறுக்கலால் ஏற்படும் அரிப்பு | நிக்கல்-டின் அல்லது வெள்ளி-டின் பூச்சுக்கு மேம்படுத்தவும்; திக்ஸோடிரோபிக் சேர்மத்தைப் பயன்படுத்தவும். |
| ஆணையிடலின் போது எதிர்ப்புத்திறன் கடந்து, முதல் ஆய்வுகளில் >20% ஆக உயர்கிறது. | சுமைச் சுழற்சியின் போது இணைப்பு வெப்பநிலையையும், சேர்மத்தின் வகையையும் மதிப்பாய்வு செய்யவும். | வெப்ப வரம்புக்கு மேலான கலவை இடப்பெயர்வு, அல்லது தவறான கலவை தரம் | கலவையின் அதிகபட்ச சேவை வெப்பநிலையைக் கண்டறியுங்கள்; 80 டிகிரி செல்சியஸ் மதிப்பீட்டிற்குக் குறைவாக இருந்தால் மாற்றுங்கள். |
பஸ் பார் இணைப்பு மேற்பரப்பைத் தயாரிப்பின் ஒவ்வொரு அம்சத்தையும் உள்ளடக்கும் ஒரே ஒரு உலகளாவிய தரநிலை இல்லை, எனவே பொறியாளர்கள் மின்னழுத்த வகை, பொருள் மற்றும் நிறுவல் சூழலைப் பொறுத்து, ஒன்றுடன் ஒன்று இணையும் பல ஆவணங்களில் உள்ள தேவைகளைப் பொருத்த வேண்டும்.
| தரநிலை | வெளியிடும் அமைப்பு | சம்பந்தப்பட்ட உட்பிரிவு(கள்) | அது எதை ஆள்கிறது | முக்கிய ஏற்பு அளவுகோல்கள் |
|---|---|---|---|---|
| IEEE தரநிலை 605 | ஐஇஇஇ | பிரிவு 7, பிரிவு 9 | துணை மின் நிலையங்களுக்கான பேஸ் கம்பிகள் வடிவமைப்பு மற்றும் இணைப்பு கட்டுமானம் | தொடர் மின்தடை அடிப்படைக்கோட்டிற்கு மேல் <= 10%; போல்ட் போடுவதற்கு முந்தைய மேற்பரப்பு முடிக்கப்பட வேண்டிய தேவைகள் |
| ஐஇசி 61439-1 | சர்வதேச மின்சாரப் பொறியியல் சங்கம் | பிரிவு 10.11 | குறைந்த மின்னழுத்த சுவிட்ச் கியர் மற்றும் கட்டுப்பாட்டுக் கியர் தொகுப்புகள் | கூட்டுகளில் வெப்பநிலை உயர்வு; செப்புக் கம்பிகளில் டெல்டா-டி <= 105 டிகிரி செல்சியஸ் |
| நெமா சிசி 1 | நெமா | பிரிவு 5 | துணை மின் நிலையங்களுக்கான மின்சார இணைப்பான்கள் | இணைப்பு எதிர்ப்பு விகிதம் (JRR) <= சம நீளத்தில் உள்ள கடத்தி எதிர்ப்பைக் காட்டிலும் 1.0 |
| ANSI/NETA ATS | நெட்டா | பிரிவு 7.9 | பொருத்தப்பட்ட பஸ் இணைப்புகளின் ஏற்புச் சோதனை | பெரும்பாலான MV/HV போல்ட் இணைப்புகளுக்குத் தொடர்பு மின்தடை ≤ 50 மைக்ரோ-ஓம்; ஆக்சைடு நீக்கம் பார்வை மூலமாகவும் மைக்ரோ-ஓம்மீட்டர் மூலமாகவும் சரிபார்க்கப்பட்டது. |
| IEEE தரநிலை 80 | ஐஇஇஇ | பிரிவு 16 | பூமி இணைப்பு அமைப்பு கடத்திகள் மற்றும் இணைப்புகள் | இணை எதிர்ப்பு, சமமான கடத்தி நீளத்தின் எதிர்ப்பை விட அதிகமாக இருக்கக்கூடாது |
| ASTM B193 | ASTM | முழு ஆவணம் | மின் கடத்திப் பொருட்களுக்கான மின்தடை சோதனை முறை | இணைந்த பங்களிப்புக் கணக்கீட்டிற்கான தாய் பொருளின் அடிப்படை மின்தடத்தன்மை |
| ஓஎஸ்எச்ஏ 29 சிஎஃப்ஆர் 1910.269 | ஓஎஸ்எச்ஏ | (அ)(1)(i), (டி)(4) | மின் ஆற்றல் உற்பத்தி, கடத்துதல், விநியோகம் | மின்விசை அளிப்பதற்கு முன்பு, இணைப்புகளை உற்பத்தியாளரின் முறுக்கு மற்றும் மேற்பரப்பு விவரக்குறிப்புகளின்படி செய்ய வேண்டும். |
மைக்ரோ-ஓம் மீட்டர் (DLRO) சோதனை: இணைப்பின் குறுக்கே ஒரு அறியப்பட்ட DC மின்னோட்டத்தை (பொதுவாக 100 A) செலுத்தி, மின்னழுத்த வீழ்ச்சியை அளவிடவும். புதிதாகத் தயாரிக்கப்பட்ட ஒரே மாதிரியான இணைப்பில், குறிப்பு மதிப்பை விட 150% அதிகமான ஒரு முடிவு, போதுமான மேற்பரப்புத் தயாரிப்பு இல்லாதது, ஆக்சிஜனேற்றம் அல்லது போதுமான தொடர்பு விசை இல்லாதது ஆகியவற்றைக் குறிக்கிறது.
அகச்சிவப்பு வெப்பப் படமெடுப்பு: ஒரே சுமையின் கீழ் உள்ள அருகிலுள்ள ஒரே மாதிரியான இணைப்பை விட 10 டிகிரி செல்சியஸுக்கு மேல் வெப்பநிலை வேறுபாடு இருந்தால், மின்சாரத்தைத் துண்டித்து ஆய்வு செய்ய வேண்டும். வெப்பப் படவியல், தயாரிப்புப் பணியின் விளைவை உறுதிசெய்கிறது, ஆனால் இணைப்புக்கு முந்தைய மின்தடை சோதனையின் இடத்தைப் பிடிக்க முடியாது.
பஸ் பார் இணைப்பு மேற்பரப்பைத் தயாரிக்கும் செயல்முறை, பணிபுரியும் இடத்தில் சரியான கருவிகளைக் கொண்டிருப்பதைச் சார்ந்துள்ளது. கீழேயுள்ள அட்டவணை, களக் கருவிகள் மற்றும் அங்கீகார மூலங்கள் இரண்டையும் உள்ளடக்கியுள்ளது.
| கருவி / மூலம் | நோக்கம் | ஏற்றுக்கொள்ளும் வரம்பு | நிபந்தனையை நிராகரிக்கவும் |
|---|---|---|---|
| டிஜிட்டல் மைக்ரோ-ஓம்மீட்டர், >= 10 A சோதனை மின்னோட்டம் | மூட்டுத் தொடர்பு எதிர்ப்பை அளவிடு | <= 10 மைக்ரோ-ஓம் செம்பு-செம்பு; <= 15 மைக்ரோ-ஓம் அலுமினியம்-அலுமினியம் | மீண்டும் இறுக்கிய பிறகு அளவைத் தாண்டுகிறது |
| டார்க் ரெஞ்ச், +/- 4% என அளவீடு செய்யப்பட்டது | போல்ட் டார்க்கை விவரக்குறிப்பின்படி உறுதிப்படுத்தவும் | இணைப்பு அமைப்பு வரைபடத்தில் உள்ள இணைப்புப் பொருளின் தரம் மற்றும் போல்ட்டின் விட்டம் | குறிப்பிடப்பட்ட முறுக்குவிசையிலிருந்து +/- 10%-க்கு வெளியே உள்ள எந்த அளவீடும் |
| துருப்பிடிக்காத எஃகு கம்பி பிரஷ் (அலுமினியத்திற்கென பிரத்யேகமானது) | அலுமினியத்திலிருந்து இயந்திரவியல் ஆக்சைடு நீக்கம் | பளபளப்பான உலோகம், கண்ணுக்குத் தெரியும் ஆக்சிஜனேற்றம் இல்லை | கருப்புப் படிவு, குழிவு அல்லது அரிப்புப் பொருட்கள் எஞ்சியிருக்கின்றன. |
| துருப்பிடிக்காத அல்லது கார்பன் எஃகு கம்பி பிரஷ் (தாமிரத்திற்கென பிரத்யேகமானது) | செம்பிலிருந்து இயந்திரவியல் ஆக்சைடு நீக்கம் | பளபளப்பான உலோகம், கண்ணுக்குத் தெரியும் ஆக்சிஜனேற்றம் இல்லை | மீதமுள்ள நிறமாற்றம் அல்லது கறை |
| மேற்பரப்புப் சுயவிவரமான்கருவி அல்லது Ra ஒப்பீட்டாய் | இயந்திரவியல் தயாரிப்பிற்குப் பிறகு மேற்பரப்பு சொரசொரப்பை சரிபார்க்கவும் | பூசப்பட்ட பரப்புகளுக்கு Ra 1.6-3.2 மைக்ரோ-மீட்டர்; வெறும் செம்பு அல்லது அலுமினியத்திற்கு Ra 3.2-6.3 மைக்ரோ-மீட்டர் | Ra 6.3 மைக்ரோ மீட்டர் (அமுக்கத்தின் கீழ் உச்சங்கள் சரிந்துவிடும்) |
| பூச்சு தடிமன் அளவி (எட்டி-கரண்ட் வகை) | முன் பூசப்பட்ட பஸ்பார்களில் பூச்சின் தடிமனை சரிபார்க்கவும் | தகரப் பூச்சு 5-25 மைக்ரோமீட்டர்; வெள்ளிப் பூச்சு 5-15 மைக்ரோமீட்டர் | 5 மைக்ரோமீட்டருக்குக் கீழே அல்லது தொடர்பு மண்டலத்தில் இல்லை |
| தொடர்பு வெப்பமானி அல்லது அகச்சிவப்பு வெப்பமானி | எதிர்ப்பு அளவீட்டின் போது அடிப்படை வெப்பநிலைப் பதிவு | குறிப்பு அளவீட்டு வெப்பநிலையிலிருந்து சுற்றுப்புற வெப்பநிலை +/- 5 டிகிரி செல்சியஸ் | சரிசெய்யப்படாத நிலையில், இந்த வரம்பிற்கு வெளியே உள்ள மேற்பரப்பு வெப்பநிலை |
| நேரப் பகுப்பாய்வி அல்லது நொடிப்பொறி | தயாரிப்பு முதல் இணைத்தல் வரை கடந்த நேரத்தைச் சரிபார்க்கவும் | வெறும் அலுமினியத்திற்கு ≤ 15 நிமிடங்கள்; வெறும் செம்புக்கு ≤ 30 நிமிடங்கள் | மறு தயாரிப்பு செய்யாமல் காலக்கெடு கடந்துவிட்டது |
| OEM இணைப்புப் பொருத்த வரைபடம் / முறுக்குவிசை அட்டவணை | முறுக்குவிசை விவரக்குறிப்பு மற்றும் இணைப்பான் தர உறுதிப்படுத்தல் | ஒவ்வொரு வரைபடத்திற்கும் முறுக்குவிசை மதிப்புகள் மற்றும் வரிசை | தளத்தில் வரைபடம் இல்லை |
| நெட்டா ஏடிஎஸ் பிரிவு 7.9 | தொடர்பு மின்தடத்திற்கான ஏற்பு எல்லை | <= 50 மைக்ரோ-ஓம் அல்லது <= 150% அருகிலுள்ள குறிப்பு இணைப்பு | இரண்டு தயாரிப்பு முயற்சிகளுக்குப் பிறகும் எந்த அளவுகோலும் பூர்த்தி செய்யப்படவில்லை |
| திட்ட விவரக்குறிப்பு | இடம் சார்ந்த மேற்பரப்புத் தயாரிப்பு மற்றும் எதிர்ப்பு வரம்புகள் | திட்டத் தரத் திட்டத்தில் கூறியுள்ளபடி | தரநிலை இணக்கத்தைப் பொருட்படுத்தாமல், திட்ட வரம்புகளுக்கு வெளியே உள்ள முடிவுகள் |
| கலிப்பிரேஷன் சான்றிதழ் கோப்பு | கருவியின் தடவியலை உறுதிப்படுத்துங்கள் | உற்பத்தியாளரின் இடைவெளிக்குள் (பொதுவாக 12 மாதங்கள்) அளவுரு சரிசெய்தல் மின்னோட்டம் | சான்றிதழ் காலாவதியானது அல்லது தளத்தில் கிடைக்கவில்லை |
கீழே உள்ள அட்டவணை, பொருள் வகைகளைப் பொறுத்து மாறும் தயாரிப்பு அளவுருக்களைச் சுருக்கமாகக் கூறுவதுடன், களத்தில் விரைவு-குறிப்புதவிக்கான முதன்மை ஆதாரமாகவும் விளங்குகிறது.
| அளவுரு | செம்பு (உறை இல்லாத) | செம்பு (தகரம் பூசப்பட்டது) | அலுமினியம் (வெறுமனே) | அலுமினியம் (தகரம் அல்லது வெள்ளி பூசப்பட்டது) |
|---|---|---|---|---|
| ஆக்சைடு கடினத்தன்மை தொடர்பான கவலை | குறைந்த-மிதமான | குறைந்த | உயர் (அலுமினா, மிகவும் கடினமானது) | குறைந்த-மிதமான |
| இயந்திர உராய்வு தேவை | ஆம், ஒளி | பரிசோதிக்கவும்; பிளேட்டிங்கை அகற்றுவதைத் தவிர்க்கவும் | ஆம், ஆக்ரோஷமான | பரிசோதி; ஒளி மட்டும் |
| உராய்வி கருவி | துருப்பிடிக்காத கம்பி பிரஷ் (தாமிரத்திற்கென பிரத்யேகமானது) | ஸ்காட்ச்-பிரைட் அல்லது அதற்கு இணையான | துருப்பிடிக்காத கம்பி பிரஷ் (அலுமினியத்திற்கென பிரத்யேகமானது) | நல்ல தேய்ப்புப் பட்டை |
| தேய்த்தல் பிறகு கரைப்பானால் துடைக்கவும் | தேவையானது | தேவையானது | தேவையானது | தேவையானது |
| இணைந்த சேர்ம வகை | ஆக்சைடைத் தடுக்கும் மசகு (செப்பு-மதிப்பிடப்பட்டது) | நடுநிலை அல்லது செம்பு-மதிப்பிடப்பட்ட சேர்மம் | ஆக்சைடு-தடுக்கும் கிரீஸ் (Al-மதிப்பிடப்பட்டது) | உற்பத்தியாளர்-குறிப்பிட்ட |
| தயாரிப்பு முதல் பொருத்துதல் வரை அதிகபட்ச நேரம் | <= 30 நிமி (சுற்றுப்புற, உலர்) | <= 60 நிமிடங்கள் | <= 10-15 நிமிடங்கள் | <= 30 நிமிடங்கள் |
| இலக்குத் தொடர்பு எதிர்ப்பு (ஒரு மூட்டுக்கு) | <= 10 மைக்ரோ-ஓம் | <= 10 மைக்ரோ-ஓம் | <= 20 மைக்ரோ-ஓம் | <= 15 மைக்ரோ-ஓம் |
| மீண்டும் தயாரிப்புத் தூண்டுதல் | எதிர்ப்பு > 1.5 மடங்கு அடிப்படை அல்லது பார்வைக்குத் தெரியும் பள்ளங்கள் | அதே மற்றும் பூச்சு இழப்பு | அதே | அதே |
களச் சூழல்கள், பட்டறை நடைமுறைகளால் மீண்டும் உருவாக்க முடியாத மாறிகளை அறிமுகப்படுத்துகின்றன. ஒரு காலநிலை கட்டுப்படுத்தப்பட்ட பொருத்தப் பகுதியில் மற்றும் வெளிப்புற ஸ்விட்ச்யார்டு கட்டமைப்பில் பயன்படுத்தப்படும் அதே தயாரிப்பு நுட்பம், இரண்டு அல்லது அதற்கு மேற்பட்ட மடங்கு வேறுபடும் மின்தடை மதிப்புகளைக் கொண்ட இணைப்புகளை உருவாக்கக்கூடும்.
| கலக்கப் பொருள் வகை | முதல் படி | இரண்டாம் படி | தேய்ப்பு வரிசை |
|---|---|---|---|
| கார்பன் அல்லது கரி | ஐபிஏ துடைப்பு, இரண்டு முறை | உலர்ந்த துணியால் துடைக்கவும் | சாதாரண கம்பி பிரஷ், பின்னர் ஸ்காட்ச்-பிரைட் |
| சல்பைடுத் திரைப்படம் | நீர்த்த சிட்ரிக் அமிலத் துடைப்பான் (5%), சுத்தமான நீரால் நடுநிலையாக்கி, நன்கு உலர்த்தவும். | ஐபிஏ துடைப்பு | துருப்பிடிக்காத கம்பி பிரஷ் மட்டும் |
| ஹைட்ரோகார்பன் அல்லது எண்ணெய் | அசிட்டோன் துடைத்தல் (முதலில் பொருட்களின் இணக்கத்தன்மையைச் சரிபார்க்கவும்), பின்னர் IPA துடைத்தல் | உலர்ந்த துணியால் துடைக்கவும் | ஸ்காட்ச்-பிரைட், பின்னர் கம்பி பிரஷ் |
நிலைமை: உலோகச் செயலாக்க வசதியில் உள்ள 2,000 A அலுமினிய பஸ் பார் அமைப்பின் திட்டமிடப்பட்ட வெப்பப் படமெடுப்பு ஆய்வின் போது, பிரதான இணைப்புக்கும் ஒரு ஃபீடர் டேப்பிற்கும் இடையிலான இணைப்புப் பகுதியில் 23 டிகிரி செல்சியஸ் வெப்பநிலை வேறுபாடு பதிவு செய்யப்பட்டது. அதே சுமையின் கீழ், அருகிலுள்ள ஒத்த இணைப்புகளில் டெல்டா-டி மதிப்புகள் 3-5 டிகிரி செல்சியஸ் ஆக இருந்தன. இந்த நிறுவல் தோராயமாக 18 மாதங்கள் பழமையானது.
அளவிடப்பட்ட சான்றுகள்: 100 A DC ஊசி மூலம் செய்யப்பட்ட DLRO சோதனையில், சந்தேகத்திற்கிடமான இணைப்பில் 47 மைக்ரோ-ஓம் பதிவு செய்யப்பட்டது. அதே பார் பிரிவில் உள்ள அருகிலுள்ள இணைப்புகளில் 11-14 மைக்ரோ-ஓம் அளவிடப்பட்டது. அந்த அளவுருக்களின் அடிப்படையில், NETA ATS 150% அளவுகோல் ஏற்றுக்கொள்ளக்கூடிய வரம்பை தோராயமாக 17-21 மைக்ரோ-ஓம் ஆக நிர்ணயித்தது; சந்தேகத்திற்கிடமான இணைப்பு இந்த வரம்பை 2 மடங்குக்கும் அதிகமாக மீறியுள்ளது.
நோயறிதல்: இணைப்பைப் பிரித்ததில், தொடர்புப் பரப்பின் சுமார் 60% முழுவதும் சீரான சாம்பல் நிற ஆக்சைடு அடுக்கு காணப்பட்டது, மேலும் மையப் பகுதியில் கலவை பூசப்பட்டிருந்த இடம் சுத்தமாகவும் ஆனால் சற்றே உள்வாங்கியும் காணப்பட்டது. சுற்றளவிலான பகுதிகள் கலவை எச்சங்கள் இல்லாமல் உலர்ந்திருந்தன. தயாரிப்புப் பதிவேட்டில் கலவை பூசப்பட்டது என்று குறிப்பிடப்பட்டிருந்தது, ஆனால் தேய்ப்பு முதல் போல்ட்-அப் வரை கடந்த நேரத்தைப் பதிவு செய்யவில்லை. அசல் நிறுவலின் போது, பதிவுசெய்யப்பட்ட சார்பு ஈரப்பதம் 80TP3Tக்கு மேல் இருந்தது. மூல காரணம்: தேய்ப்புக்கும் கலவை பூசுவதற்கும் இடையில் நீண்ட காலம் கடந்ததால் அலுமினிய மேற்பரப்பில் ஆக்சைடு மீண்டும் உருவானது, அதனுடன் கலவை முழுமையாகப் பூசப்படாததும் இணைந்தது. அமைப்பின் உயர்-ஆற்றல் திறன் செயல்பாட்டிற்கு இணங்க, மையப் பகுதியில் உள்ள கலவை வெப்பச் சுழற்சியின் கீழ் பகுதி அளவு இடம்பெயர்ந்திருந்தது.
தவறான கலவை அல்லது பூச்சைத் தேர்ந்தெடுப்பது சேவை ஆயுளைக் குறைப்பது மட்டுமல்லாமல், அது அரிப்பை விரைவுபடுத்தலாம், மாசுகளைப் படிய வைக்கலாம், அல்லது வெறும் இணைப்பை விட வேகமாகத் தொடர்பு மின்தடையை அதிகரிக்கச் செய்யும் கால்வானிக் ஜோடிகளை உருவாக்கலாம்.
ஆக்சைடைத் தடுக்கும் கிரீஸ் (பெட்ரோலியம் அல்லது செயற்கை அடிப்படையிலானது): அலுமினியம்-அலுமினியம் மற்றும் அலுமினியம்-செம்பு இணைப்புகளுக்கான தொழில்முறை இயல்புநிலை. இந்தக் கலவை ஒரு ஆக்சிஜன் தடையாகச் செயல்படுகிறது, அதே நேரத்தில் இறுக்கும் அழுத்தத்தின் கீழ் உலோகத்தின் சொரசொரப்பான பகுதிகள் அதன் வழியாக மின்னோட்டத்தைச் சுமந்து செல்கின்றன. பெட்ரோலியக் கலவைகள் சுமார் 60-70 டிகிரி செல்சியஸ் தொடர்ச்சியான சேவையில் மென்மையாகின்றன; வழக்கமாக அந்த வெப்பநிலையை நெருங்கும் அதிக மின்னோட்டத் திறன் கொண்ட இணைப்புகளில், இந்தக் கலவை இடைமுகத்திலிருந்து வெளியேறி, ஒன்று முதல் இரண்டு வெப்பச் சுழற்சிகளுக்குள் உலர்ந்த, ஆக்சிஜனேற்றப்பட்ட இணைப்பை விட்டுச் செல்கிறது.
பிடிமான எதிர்ப்பு கலவை (செம்பு அல்லது துத்தநாகம் நிரப்பப்பட்டது): மிதமான ஆக்சைடு-தடுக்கும் செயல்பாட்டை வழங்குகிறது மற்றும் பொருத்தும் போது உராய்வைக் குறைக்கிறது. ஒரு அலுமினிய பஸ்பாரின் மேற்பரப்பில் உள்ள தாமிரம் நிரப்பப்பட்ட தடுப்பு-பிடிப்புப் பூ, ஈரப்பதமான சூழல்களில் கால்வனிക് அரிப்பை விரைவுபடுத்துகிறது — அடிப்படை உலோகமும் கலவை நிரப்பியும் வேறுபட்டிருக்கும் இடங்களில் பயன்படுத்த வேண்டாம்.
| தகடு வகை | Typical Thickness | சிறந்த பயன்பாடு | Resistance Advantage | Primary Risk |
|---|---|---|---|---|
| Tin (electroplated) | 5-25 micro-m | Indoor switchgear, bus duct, moderate temperature | Low contact resistance when fresh; soft oxide displaced under torque | Tin whisker growth in pure-tin deposits; fretting wear raises resistance under vibration |
| Silver | 10-50 micro-m | High-current joints, elevated temperature > 80 deg C, outdoor substations | Lowest contact resistance of common platings; oxide is conductive | High cost; tarnishes in sulfur-rich atmospheres |
| Nickel | 5-15 micro-m | High-temperature bus > 100 deg C, aggressive chemical environments | Stable resistance at temperature | Hard oxide requires higher contact force; raises resistance if clamping pressure is insufficient |
| Hot-dip tin | 25-75 micro-m | Outdoor or corrosive environments, utility joints | Thick layer tolerates surface damage; good corrosion protection | Uneven surface profile can reduce true contact area if not re-flatted after plating |
| Bare copper (unplated) | — | Short-term indoor installations only | Low resistance when freshly prepared | Rapid oxidation; requires compound at every assembly; not suitable for sealed or inaccessible joints |
Documentation and procurement decisions close the two remaining gaps between intended procedure and actual field execution: verifying that preparation steps were completed correctly, and ensuring that delivered busbars arrive with surfaces suitable for low-resistance assembly.
Pre-cleaning verification: Joint surfaces visually free of heavy oil, grease, or lubricant contamination; no visible moisture or condensation; base material identified and confirmed against preparation procedure; correct abrasive or chemical cleaning method selected.
Mechanical preparation: Abrasion direction noted; wire brush or abrasive pad grade confirmed; no cross-contamination between dissimilar metals (dedicated tools used); surface texture visually consistent with no deep scratches or rolled-over burrs.
| Section | Key Fields |
|---|---|
| Joint identification | Project/site, panel ID, joint reference number, date, technician ID |
| Material and configuration | Busbar material, plating type, cross-section (mm2), joint configuration, contact surface area (mm2) |
| Preparation process | Cleaning agent, abrasive type and grade, dedicated tool confirmation, time of surface completion, compound brand and grade, elapsed time to closure (minutes) |
| Inspection results | Checklist result (Pass/Fail/Conditional), corrective action if Fail, re-inspection date |
| Torque record | Required torque (N-m), applied torque (N-m), witness mark confirmation per bolt position |
| Electrical test results | Test instrument model and serial, test current (A), measured resistance (micro-ohm), specification limit (micro-ohm), test result, thermographic inspection date and result |
| ஒப்புதல் | Performing technician, QC inspector, supervising engineer with dates |
| Evaluation Area | குறைந்தபட்ச ஏற்றுக்கொள்ளக்கூடிய | Higher Confidence Indicator | Disqualifying Condition |
|---|---|---|---|
| Surface spec on drawing | Plating type and nominal thickness stated | Thickness range, substrate Ra, and applicable standard all cited | Surface described only as “tin-plated” with no thickness or standard |
| Test records | Certificate of conformance provided | Lot-specific plating thickness measurements and adhesion test results | No documentation; verbal assurance only |
| Flatness control | Flatness tolerance stated for joint face | Measured flatness data included with shipment | No flatness specification exists |
| பேக்கேஜிங் | Individual joint-face protection | Sealed moisture-barrier packaging with desiccant | Bare bars bundled without face protection |
| Environmental suitability | Plating selected for stated environment | Supplier confirms suitability in writing against site conditions | Generic catalog selection without site-condition review |
| Shelf life guidance | Storage duration before re-inspection stated | Written handling and re-inspection procedure supplied | No guidance; indefinite storage assumed |
கள முடிவைச் சரியான தயாரிப்பு, சோதனை மற்றும் கொள்முதல் பணிப்பாய்வுடன் இணைக்க இந்த XBRELE குறிப்புகளைப் பயன்படுத்தவும்: XBRELE தயாரிப்புப் பக்கம், XBRELE வெற்றிட மின்சுற்று முறிப்பான் வகை, விசிபி மதிப்பீட்டு வழிகாட்டி, விசிபி எஃப்ஏடி/சாட் ஏற்றுதல் சரிபார்ப்புப் பட்டியல், XBRELE சுவிட்ச் கியர் பாகங்கள் வரம்பு.
வெளியக முறைச் சூழலுக்காக, தள நடைமுறையை பொதுவானதுடன் ஒப்பிடவும். IEEE C37.09 தரநிலைகள் பக்கம் பின்னர், வழங்கப்பட்ட உபகரணத்திற்கான சரியான OEM கையேடு மற்றும் திட்ட விவரக்குறிப்பைப் பயன்படுத்தவும்.
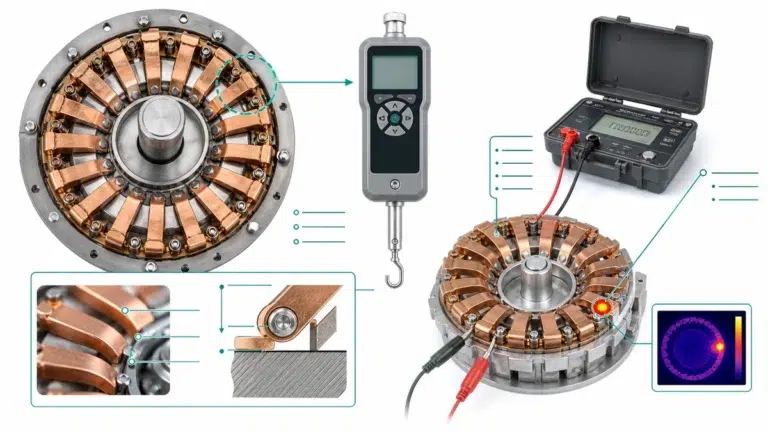
கள உதாரணம்: ஒரு சேவை ஆய்வின் போது, ஒரு கட்டம் அதன் இயக்கும் அடிப்படையிலிருந்து விலகி அளவிடப்பட்டது, அதே நேரத்தில் மற்ற இரண்டு கட்டங்கள் நிலையாக இருந்தன. குழுவானது சரிபார்க்கப்பட்ட இணைப்புகளுடன் அளவீட்டை மீண்டும் செய்து, நேரத்தையும் தொடர்பு பயணத்தையும் சரிபார்த்து, அளவிடப்பட்ட விலகலைப் பயன்படுத்தி ஒரு தொடர்பு-அழுத்தப் பிரச்சினையை ஒரு பொதுவான மேற்பரப்பு சுத்தம் செய்யும் பிரச்சினையிலிருந்து பிரித்தது.
ANSI/NETA ATS பிரிவு 7.9-இல் குறிப்பிடப்பட்டுள்ளபடி, நடுத்தர-வோல்டேஜ் மற்றும் உயர்-வோல்டேஜ் போல்ட் இணைப்புகளுக்கான மிகவும் பரவலாகப் பயன்படுத்தப்படும் கள ஏற்புத் தresholdம் ஒரு இணைப்புக்கு 50 மைக்ரோ-ஓம் ஆகும். இருப்பினும், இது ஒரு பாதுகாப்புத் தresholdம், வடிவமைப்பு இலக்கு அல்ல.
உலர், சுற்றுப்புறச் சூழலில், இயந்திரத் தேய்மானத்தை முடித்த 10-15 நிமிடங்களுக்குள் வெறு அலுமினியத்தை மூட வேண்டும். 70%-க்கு மேல் சார்பு ஈரப்பதமுள்ள அல்லது பனிநிலைப் புள்ளியிலிருந்து 3 °C-க்குள் மேற்பரப்பு வெப்பநிலையுள்ள சூழல்களில், இந்தக் காலம் மேலும் குறையும்.
இல்லை. போல்ட் போட்ட பிறகு, இணைப்பின் விளிம்பில் துளையிடப்பட்ட துளை வழியாகச் செலுத்தப்படும் கலவை, தொடர்புப் பரப்பு முழுவதும் சீரான மூடலை அடையாது, மேலும் இது ஏற்றுக்கொள்ளப்பட்ட நிரந்தர பழுதுபார்க்கும் முறையுமல்ல.
முழுமையான மின்தடை அளவீடு, இணைப்பின் அளவீட்டை ஒரு நிலையான வரம்புடன் (உதாரணமாக, 50 மைக்ரோ-ஓம்) ஒப்பிடுகிறது. NEMA CC 1-இல் வரையறுக்கப்பட்டுள்ளபடி, ஒரு இணைப்பு மின்தடை விகிதம் (JRR), இணைப்பின் மின்தடையை அதே நீளமுள்ள ஒரு கடத்திப் பிரிவின் மின்தடையுடன் ஒப்பிடுகிறது.
இணைப்புப் பரப்பின் வெப்பநிலை தொடர்ந்து 75-80 டிகிரி செல்சியஸை விட அதிகமாக இருக்கும்போது, நிறுவல் வெளிப்புற துணை மின் நிலையத்தில் நீடித்த ஈரப்பத வெளிப்பாட்டில் இருக்கும்போது, அல்லது இணைப்பை மீண்டும் தயாரிப்பதற்கு அணுகல் இல்லாமல் நீண்ட காலத்திற்கு சேவையில் இருக்கும்போது வெள்ளி பூச்சு விரும்பப்படுகிறது. மிதமான திறன் கொண்ட உலர்ந்த உள்ளக சுவிட்ச்ஜியருக்கு ஈயம் பூச்சு போதுமானது.
குறைந்தபட்சமாக, ஆவணப் பதிவில் இணைப்பின் அடையாளம் மற்றும் இருப்பிடம், உறுதிசெய்யப்பட்ட அடிப்படைப் பொருள் மற்றும் பூச்சு வகை, தீர்க்கப்படாத தோல்விகள் எதுவும் இல்லை என்பதைக் காட்டும் பூர்த்தி செய்யப்பட்ட தயாரிப்பு சரிபார்ப்புப் பட்டியல், தேய்ப்பு முதல் மூடல் வரையிலான கடந்த நேரம் (அலுமினியத்திற்கு முக்கியமானது), ஒவ்வொரு போல்ட் நிலைக்கும் பதிவுசெய்யப்பட்ட டார்க்கின் மதிப்பு மற்றும் சாட்சிக்குறிப்பின் (witness marking) உறுதிப்படுத்தல், தற்போதைய தரப்படுத்தல் சான்றிதழுடன் DLRO கருவியின் மாதிரி மற்றும் தொடர் எண், மைக்ரோ-ஓமில் அளவிடப்பட்ட மின்தடை, மற்றும் விவரக்குறிப்பு வரம்புக்கு எதிரான தேர்ச்சி/தோல்வி முடிவு ஆகியவை அடங்கும். பதிவு கோப்பில் சேர்க்கப்படுவதற்கு முன்பும், இணைப்பு சேவைக்கு அங்கீகரிக்கப்படுவதற்கு முன்பும், பணியாற்றிய தொழில்நுட்ப வல்லுநர், தரக் கட்டுப்பாட்டு ஆய்வாளர் மற்றும் மேற்பார்வைப் பொறியாளர் ஆகியோரின் ஒப்புதல் கையொப்பம் தேவை.