¿Necesita las especificaciones completas?
Descargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogoDescargue nuestro Catálogo de productos 2025 para obtener planos detallados y parámetros técnicos de todos los componentes de los equipos de conmutación.
Obtener catálogo
Busbar joint surface preparation for low-resistance connections is the controlled removal of oxides, contaminants, and surface irregularities from mating conductor faces, combined with the application of compatible interface materials, to achieve stable contact resistance at or below 10 micro-ohm for bolted copper joints and below 20 micro-ohm for aluminum joints of equivalent cross-section.
Current crosses a bolted joint through discrete asperity contact points, not across the full geometric area. Oxide layers, machining residue, and atmospheric contamination increase resistivity at these micro-contact points, raising the spreading resistance that dominates joint heating and long-term degradation. Surface preparation increases both the number and quality of metallic contact spots.
Before working through detailed procedures, use this table to identify the most likely root cause and next action when a joint measurement or visual inspection raises a flag.
| Síntoma | Primera prueba | Causa probable | Próxima acción |
|---|---|---|---|
| Resistance > 50 micro-ohm at commissioning | Re-torque to specification, re-measure | Insufficient surface preparation or under-torque | Disassemble, re-abrade, re-apply compound, re-torque, retest |
| Resistance 25-50 micro-ohm but > 150% of adjacent joints | Compare torque records and compound application log | Preparation step skipped or compound omitted | Investigate torque and surface before accepting; document deviation |
| Hotspot ΔT > 10 deg C on thermographic scan under load | Measure contact resistance with DLRO | Interface oxide grown under thermal cycling | De-energize, disassemble, re-prepare full joint surface |
| White or gray powder at aluminum joint perimeter | Visual inspection and IPA wipe test | Moisture ingress at joint edge; compound not applied to full contact area | Remove corrosion, re-prepare, apply compound to 100% of contact area plus 5 mm border |
| Green patina on copper joint with rising millivolt drop | Photograph before disassembly; DLRO measurement | Atmospheric oxidation or sulfide attack | Full mechanical abrasion, IPA wipe, re-apply compound |
| Resistance spikes under load, drops briefly after re-torque | Check plating type and vibration history | Fretting wear from micro-slip on soft tin plating | Upgrade to nickel-tin or silver-tin plating; use thixotropic compound |
| Resistance passes at commissioning, rises >20% at first inspection | Review joint temperature during load cycle and compound type | Compound migration above thermal limit, or wrong compound grade | Identify compound maximum service temperature; replace if below 80 deg C rating |
No single universal standard covers every aspect of busbar joint surface preparation, so engineers must map requirements across several overlapping documents depending on voltage class, material, and installation context.
| Estándar | Issuing Body | Relevant Clause(s) | What It Governs | Key Acceptance Criteria |
|---|---|---|---|---|
| IEEE Std 605 | IEEE | Clause 7, Clause 9 | Bus conductor design and joint construction for substations | Contact resistance <= 10% above baseline; surface finish requirements before bolting |
| IEC 61439-1 | IEC | Clause 10.11 | Low-voltage switchgear and controlgear assemblies | Temperature rise at joints; delta-T <= 105 deg C on copper bars |
| NEMA CC 1 | NEMA | Section 5 | Electrical power connectors for substations | Joint resistance ratio (JRR) <= 1.0 relative to conductor resistance over equal length |
| ANSI/NETA ATS | NETA | Section 7.9 | Acceptance testing of bolted bus connections | Contact resistance <= 50 micro-ohm for most MV/HV bolted joints; oxide removal verified visually and by micro-ohmmeter |
| IEEE Std 80 | IEEE | Clause 16 | Grounding system conductors and connections | Joint resistance not to exceed that of an equivalent conductor length |
| ASTM B193 | ASTM | Full document | Resistivity test method for electrical conductor materials | Baseline resistivity of parent material for joint contribution calculation |
| OSHA 29 CFR 1910.269 | OSHA | (a)(1)(i), (t)(4) | Electric power generation, transmission, distribution | Joints must be made to manufacturer torque and surface specs before energization |
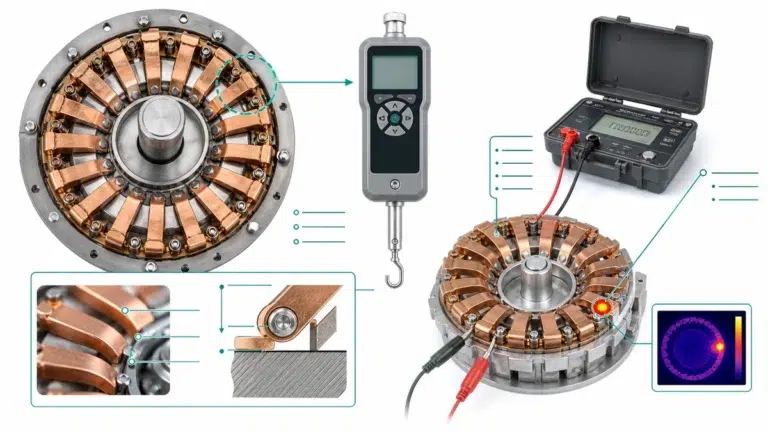
Micro-ohmmeter (DLRO) test: Inject a known DC current (typically 100 A) across the joint and measure voltage drop. A result more than 150% of the reference value on a freshly prepared identical joint indicates inadequate surface preparation, oxidation, or insufficient contact force.
Infrared thermography: A temperature differential greater than 10 deg C above an adjacent identical joint under the same load requires de-energization and inspection. Thermography confirms preparation outcome but cannot replace pre-connection resistance testing.
Compliant busbar joint surface preparation depends on having the right instruments at the point of work. The table below covers both field instruments and acceptance sources.
| Instrumento / Fuente | Propósito | Umbral de aceptación | Reject Condition |
|---|---|---|---|
| Digital micro-ohmmeter, >= 10 A test current | Measure joint contact resistance | <= 10 micro-ohm copper-copper; <= 15 micro-ohm aluminum-aluminum | Reading exceeds threshold after re-torque |
| Torque wrench, calibrated +/- 4% | Confirm bolt torque to specification | Per fastener grade and bolt diameter on joint assembly drawing | Any reading outside +/- 10% of specified torque |
| Stainless steel wire brush (aluminum-dedicated) | Mechanical oxide removal from aluminum | Bright metal, no visible oxidation | Dark film, pitting, or corrosion products remain |
| Stainless or carbon steel wire brush (copper-dedicated) | Mechanical oxide removal from copper | Bright metal, no visible oxidation | Residual discoloration or scale |
| Surface profilometer or Ra comparator | Verify surface roughness after mechanical preparation | Ra 1.6-3.2 micro-m for plated surfaces; Ra 3.2-6.3 micro-m for bare copper or aluminum | Ra < 1.6 micro-m (too smooth); Ra > 6.3 micro-m (peaks collapse under compression) |
| Coating thickness gauge (eddy-current type) | Verify plating thickness on pre-plated busbars | Tin plating 5-25 micro-m; silver plating 5-15 micro-m | Plating below 5 micro-m or absent in contact zone |
| Contact thermometer or infrared thermometer | Baseline temperature record at time of resistance measurement | Ambient +/- 5 deg C of reference measurement temperature | Surface temperature outside this range without correction applied |
| Timing analyzer or stopwatch | Verify elapsed time from prep to bolt-up | <= 15 min for bare aluminum; <= 30 min for bare copper | Time window exceeded without re-preparation |
| OEM joint assembly drawing / torque schedule | Torque specification and fastener grade confirmation | Torque values and sequence per drawing | No drawing available on site |
| NETA ATS Section 7.9 | Acceptance threshold for contact resistance | <= 50 micro-ohm or <= 150% of adjacent reference joint | Neither criterion met after two preparation attempts |
| Especificaciones del proyecto | Site-specific surface preparation and resistance limits | As stated in the project quality plan | Results outside project limits regardless of standard compliance |
| Calibration certificate file | Confirm instrument traceability | Calibration current within manufacturer’s interval (typically 12 months) | Certificate expired or unavailable on site |
The table below summarizes the preparation parameters that vary across material types and serves as the primary field quick-reference.
| Parámetro | Copper (bare) | Copper (tin-plated) | Aluminum (bare) | Aluminum (tin or silver-plated) |
|---|---|---|---|---|
| Oxide hardness concern | Low-moderate | Bajo | High (Al2O3, very hard) | Low-moderate |
| Mechanical abrasion required | Yes, light | Inspect only; avoid stripping plating | Yes, aggressive | Inspect; light only |
| Abrasive tool | Stainless wire brush (Cu-dedicated) | Scotch-Brite or equivalent | Stainless wire brush (Al-dedicated) | Fine abrasive pad |
| Solvent wipe after abrasion | Requerido | Requerido | Requerido | Requerido |
| Joint compound type | Oxide-inhibiting grease (Cu-rated) | Neutral or Cu-rated compound | Oxide-inhibiting grease (Al-rated) | Manufacturer-specified |
| Max time from prep to bolt-up | <= 30 min (ambient, dry) | <= 60 min | <= 10-15 min | <= 30 min |
| Target contact resistance (per joint) | <= 10 microohmios | <= 10 microohmios | <= 20 micro-ohm | <= 15 microohmios |
| Re-preparation trigger | Resistance > 1.5x baseline or visual pitting | Same plus plating loss | Same | Same |
Field conditions introduce variables that controlled workshop procedures cannot replicate. The same preparation technique applied in a climate-controlled assembly bay and on an outdoor switchyard structure can produce joints with resistance values differing by a factor of two or more.
| Contaminant Type | First Step | Second Step | Abrasion Sequence |
|---|---|---|---|
| Carbon or soot | IPA wipe, two passes | Dry cloth wipe | Standard wire brush, then Scotch-Brite |
| Sulfide film | Diluted citric acid wipe (5%), neutralize with clean water, dry thoroughly | IPA wipe | Stainless wire brush only |
| Hydrocarbon or oil | Acetone wipe (check material compatibility first), then IPA wipe | Dry cloth wipe | Scotch-Brite, then wire brush |
Situación: During a scheduled thermographic inspection of a 2,000 A aluminum busbar system in a metal-processing facility, a temperature differential of 23 deg C was recorded at a splice joint between the main run and a feeder tap. Adjacent similar joints showed delta-T values of 3-5 deg C under the same load. The installation was approximately 18 months old.
Datos empíricos: DLRO testing at 100 A DC injection recorded 47 micro-ohm across the suspect joint. Adjacent joints in the same bar section measured 11-14 micro-ohm. The NETA ATS 150% criterion placed the accept threshold at approximately 17-21 micro-ohm based on those reference values; the suspect joint exceeded this by more than 2x.
Diagnóstico: Joint disassembly revealed a uniform gray oxide layer across approximately 60% of the contact face, with the central zone showing a cleaner but slightly recessed area where compound had been applied. Perimeter zones were dry with no compound residue. The preparation record noted that compound was applied but did not record elapsed time from abrasion to bolt-up. Ambient conditions during the original installation included recorded relative humidity above 80%. Root cause: oxide reformation on the aluminum surface during an extended elapsed time between abrasion and compound application, combined with incomplete compound coverage. The compound in the central zone had partially migrated under thermal cycling consistent with the facility’s high-ampacity operation.
Selecting the wrong compound or plating does not simply reduce service life — it can accelerate corrosion, trap contaminants, or introduce galvanic couples that raise contact resistance faster than a bare joint would.
Oxide-inhibiting grease (petroleum or synthetic base): The industry default for aluminum-to-aluminum and aluminum-to-copper joints. The compound functions as an oxygen barrier while metal asperities carry current through it under clamping pressure. Petroleum compounds soften above roughly 60-70 deg C continuous service; in high-ampacity joints that routinely approach that temperature, the compound migrates out of the interface, leaving a dry, oxidized joint within one to two thermal cycles.
Anti-seize compound (copper or zinc-filled): Provides modest oxide-inhibiting function and reduces galling during assembly. Copper-filled anti-seize on an aluminum busbar face accelerates galvanic corrosion in humid environments — do not use where base metal and compound filler are dissimilar.
| Plating Type | Typical Thickness | Mejor aplicación | Resistance Advantage | Primary Risk |
|---|---|---|---|---|
| Tin (electroplated) | 5-25 micro-m | Indoor switchgear, bus duct, moderate temperature | Low contact resistance when fresh; soft oxide displaced under torque | Tin whisker growth in pure-tin deposits; fretting wear raises resistance under vibration |
| Silver | 10-50 micro-m | High-current joints, elevated temperature > 80 deg C, outdoor substations | Lowest contact resistance of common platings; oxide is conductive | High cost; tarnishes in sulfur-rich atmospheres |
| Nickel | 5-15 micro-m | High-temperature bus > 100 deg C, aggressive chemical environments | Stable resistance at temperature | Hard oxide requires higher contact force; raises resistance if clamping pressure is insufficient |
| Hot-dip tin | 25-75 micro-m | Outdoor or corrosive environments, utility joints | Thick layer tolerates surface damage; good corrosion protection | Uneven surface profile can reduce true contact area if not re-flatted after plating |
| Bare copper (unplated) | — | Short-term indoor installations only | Low resistance when freshly prepared | Rapid oxidation; requires compound at every assembly; not suitable for sealed or inaccessible joints |
Documentation and procurement decisions close the two remaining gaps between intended procedure and actual field execution: verifying that preparation steps were completed correctly, and ensuring that delivered busbars arrive with surfaces suitable for low-resistance assembly.
Pre-cleaning verification: Joint surfaces visually free of heavy oil, grease, or lubricant contamination; no visible moisture or condensation; base material identified and confirmed against preparation procedure; correct abrasive or chemical cleaning method selected.
Mechanical preparation: Abrasion direction noted; wire brush or abrasive pad grade confirmed; no cross-contamination between dissimilar metals (dedicated tools used); surface texture visually consistent with no deep scratches or rolled-over burrs.
| Section | Key Fields |
|---|---|
| Joint identification | Project/site, panel ID, joint reference number, date, technician ID |
| Material and configuration | Busbar material, plating type, cross-section (mm2), joint configuration, contact surface area (mm2) |
| Preparation process | Cleaning agent, abrasive type and grade, dedicated tool confirmation, time of surface completion, compound brand and grade, elapsed time to closure (minutes) |
| Inspection results | Checklist result (Pass/Fail/Conditional), corrective action if Fail, re-inspection date |
| Torque record | Required torque (N-m), applied torque (N-m), witness mark confirmation per bolt position |
| Electrical test results | Test instrument model and serial, test current (A), measured resistance (micro-ohm), specification limit (micro-ohm), test result, thermographic inspection date and result |
| Firma | Performing technician, QC inspector, supervising engineer with dates |
| Evaluation Area | Mínimo aceptable | Higher Confidence Indicator | Disqualifying Condition |
|---|---|---|---|
| Surface spec on drawing | Plating type and nominal thickness stated | Thickness range, substrate Ra, and applicable standard all cited | Surface described only as “tin-plated” with no thickness or standard |
| Test records | Certificate of conformance provided | Lot-specific plating thickness measurements and adhesion test results | No documentation; verbal assurance only |
| Flatness control | Flatness tolerance stated for joint face | Measured flatness data included with shipment | No flatness specification exists |
| Embalaje | Individual joint-face protection | Sealed moisture-barrier packaging with desiccant | Bare bars bundled without face protection |
| Environmental suitability | Plating selected for stated environment | Supplier confirms suitability in writing against site conditions | Generic catalog selection without site-condition review |
| Shelf life guidance | Storage duration before re-inspection stated | Written handling and re-inspection procedure supplied | No guidance; indefinite storage assumed |
Utilice estas referencias XBRELE para conectar la decisión de campo con el producto correcto, la prueba y el flujo de trabajo de adquisición: Página del producto XBRELE, Gama de disyuntores de vacío XBRELE, Guía de calificaciones del VCB, Lista de comprobación para la aceptación del FAT/SAT de VCB, gama de componentes para aparamenta XBRELE.
Para el contexto del método externo, compare el procedimiento del sitio con el público Página de normas IEEE C37.09 y, a continuación, aplicar el manual exacto del OEM y las especificaciones del proyecto para el equipo suministrado.
Ejemplo práctico: durante una inspección de servicio, una fase midió fuera de su línea de base de puesta en servicio, mientras que las otras dos fases se mantuvieron estables. El equipo repitió la medición con cables verificados, comprobó la temporización y el recorrido de los contactos y utilizó la divergencia medida para separar un problema de presión de contacto de un problema genérico de limpieza de superficies.
The most widely applied field acceptance threshold is 50 micro-ohm per joint for medium-voltage and high-voltage bolted connections, as referenced in ANSI/NETA ATS Section 7.9. However, this is a conservative screen, not a design target.
Bare aluminum must be closed within 10-15 minutes of completing mechanical abrasion under dry, ambient conditions. In environments with relative humidity above 70% or surface temperatures within 3 deg C of the dew point, this window narrows further.
No. Compound injected through a drilled hole at the joint perimeter after bolting does not achieve uniform coverage across the contact area and is not an accepted permanent repair method.
An absolute resistance measurement compares the joint reading against a fixed threshold (for example, 50 micro-ohm). A joint resistance ratio (JRR), as defined in NEMA CC 1, compares the joint resistance against the resistance of a conductor section of equal length.
Silver plating is preferred when joint surface temperature regularly exceeds 75-80 deg C, when the installation is in an outdoor substation with sustained moisture exposure, or when the joint will be in service for extended periods without access for re-preparation. Tin plating is adequate for dry indoor switchgear at moderate ampacity.
At minimum, the documentation record must include the joint identification and location, confirmed base material and plating type, a completed preparation checklist showing no unresolved Fails, elapsed time from abrasion to closure (critical for aluminum), the torque value recorded for each bolt position with confirmation of witness marking, the DLRO instrument model and serial number with current calibration certificate, the measured resistance in micro-ohm, and the pass/fail result against the specification limit. Sign-off by the performing technician, QC inspector, and supervising engineer is required before the record is filed and the joint is approved for service.