Benötigen Sie die vollständigen Spezifikationen?
Laden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordernLaden Sie unseren Produktkatalog 2025 herunter, um detaillierte Zeichnungen und technische Parameter aller Schaltanlagenkomponenten zu erhalten.
Katalog anfordern
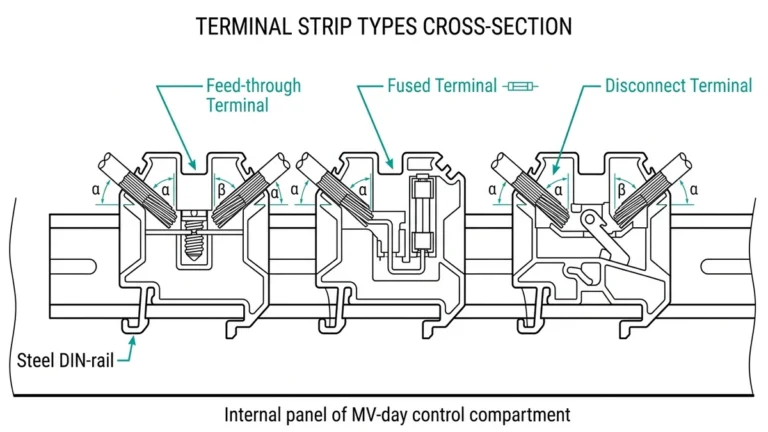
Die Oberflächenvorbereitung von Sammelschienenverbindungen für Verbindungen mit geringem Widerstand besteht in der kontrollierten Entfernung von Oxiden, Verunreinigungen, sowie Oberflächenunregelmäßigkeiten von den aneinanderstoßenden Leiterflächen in Verbindung mit dem Aufbringen kompatibler Grenzflächenmaterialien, um einen stabilen Kontaktwiderstand von höchstens 10 Mikroohm bei verschraubten Kupferverbindungen und von höchstens 20 Mikroohm bei Aluminiumverbindungen mit gleichem Querschnitt zu erreichen.
Der Strom fließt durch eine Schraubverbindung über einzelne Kontaktstellen an Unebenheiten und nicht über die gesamte geometrische Fläche. Oxidschichten, Bearbeitungsrückstände und Verunreinigungen aus der Umgebungsluft erhöhen den spezifischen Widerstand an diesen Mikro-Kontaktstellen, wodurch sich der Ausbreitungswiderstand erhöht, der für die Erwärmung der Verbindung und deren langfristige Alterung ausschlaggebend ist. Durch die Oberflächenvorbereitung werden sowohl die Anzahl als auch die Qualität der metallischen Kontaktstellen verbessert.
Bevor Sie die detaillierten Vorgehensweisen durchgehen, nutzen Sie diese Tabelle, um die wahrscheinlichste Ursache und die nächsten Schritte zu ermitteln, wenn bei einer Messung an einer Verbindung oder einer Sichtprüfung ein Problem festgestellt wird.
| Symptom | Erster Test | Wahrscheinliche Grundursache | Nächste Aktion |
|---|---|---|---|
| Widerstand > 50 Mikroohm bei der Inbetriebnahme | Nach den Vorgaben nachziehen, erneut messen | Unzureichende Oberflächenvorbereitung oder zu geringes Anzugsmoment | Demontieren, erneut abschleifen, Polierpaste erneut auftragen, Drehmoment erneut einstellen, erneut prüfen |
| Widerstand 25–50 Mikroohm, jedoch > 150% bei benachbarten Verbindungsstellen | Drehmomentwerte und Protokoll zur Anwendung der Mischung vergleichen | Vorbereitungsschritt übersprungen oder Verbindung weggelassen | Vor der Abnahme Drehmoment und Oberfläche prüfen; Abweichungen dokumentieren |
| Hotspot ΔT > 10 °C bei der thermografischen Untersuchung unter Last | Messung des Kontaktwiderstands mit DLRO | Unter Temperaturwechselbeanspruchung gewachsenes Grenzflächenoxid | Strom abschalten, zerlegen, gesamte Fugenfläche erneut vorbereiten |
| Weißes oder graues Pulver am Rand der Aluminiumverbindung | Sichtprüfung und IPA-Wischtest | Feuchtigkeit dringt an der Fugenkante ein; die Dichtmasse wurde nicht auf die gesamte Kontaktfläche aufgetragen | Korrosion entfernen, die Oberfläche erneut vorbereiten, die Paste auf die Kontaktfläche 100% sowie einen 5 mm breiten Rand auftragen |
| Grüne Patina an einer Kupferverbindung bei steigendem Millivolt-Abfall | Foto vor der Demontage; DLRO-Messung | Atmosphärische Oxidation oder Sulfidangriff | Vollständige mechanische Abriebbehandlung, mit IPA abwischen, Polierpaste erneut auftragen |
| Der Widerstand steigt unter Last sprunghaft an und fällt nach dem Nachziehen kurzzeitig ab | Art der Beschichtung und Vibrationshistorie prüfen | Reibverschleiß durch Mikroschlupf auf weicher Zinnbeschichtung | Auf Nickel-Zinn- oder Silber-Zinn-Beschichtung umstellen; thixotrope Masse verwenden |
| Der Widerstand wird bei der Inbetriebnahme geprüft und steigt bei der ersten Inspektion auf >20% an | Überprüfen Sie die Verbindungstemperatur während des Lastzyklus und die Art der Verbindung | Migration der Masse über die thermische Grenze hinaus oder falsche Massequalität | Die maximale Betriebstemperatur des Verbundwerkstoffs ermitteln; bei Werten unter 80 °C austauschen |
Da es keinen einheitlichen Standard gibt, der alle Aspekte der Oberflächenvorbereitung von Sammelschienenverbindungen abdeckt, müssen Ingenieure die Anforderungen je nach Spannungsklasse, Werkstoff und Einbaukontext aus mehreren sich überschneidenden Dokumenten zusammenstellen.
| Standard | Ausstellende Stelle | Relevante Klausel(n) | Was es regelt | Wichtige Abnahmekriterien |
|---|---|---|---|---|
| IEEE-Norm 605 | IEEE | Paragraf 7, Paragraf 9 | Auslegung von Stromschienen und Anschlussbauweise für Umspannwerke | Kontaktwiderstand <= 10% über der Grundlinie; Anforderungen an die Oberflächenbeschaffenheit vor dem Verschrauben |
| IEC 61439-1 | IEC | Ziffer 10.11 | Niederspannungs-Schalt- und Steueranlagen | Temperaturanstieg an den Verbindungsstellen; Delta-T ≤ 105 °C an den Kupferstangen |
| NEMA CC 1 | NEMA | Abschnitt 5 | Stromanschlüsse für Umspannwerke | Verhältnis des Verbindungswiderstands (JRR) <= 1,0 im Verhältnis zum Leiterwiderstand bei gleicher Länge |
| ANSI/NETA ATS | NETA | Abschnitt 7.9 | Abnahmetests an verschraubten Busverbindungen | Kontaktwiderstand <= 50 Mikroohm bei den meisten verschraubten Verbindungen im Mittel- und Hochspannungsbereich; die Entfernung von Oxid wurde visuell und mit einem Mikroohmmeter überprüft |
| IEEE-Norm 80 | IEEE | Paragraf 16 | Leiter und Anschlüsse des Erdungssystems | Der Übergangswiderstand darf den eines Leiters gleicher Länge nicht überschreiten |
| ASTM B193 | ASTM | Vollständiges Dokument | Verfahren zur Bestimmung des spezifischen Widerstands von elektrischen Leitermaterialien | Ausgangs-Widerstandsfähigkeit des Muttergesteins zur Berechnung des Beitrags der Kluft |
| OSHA 29 CFR 1910.269 | OSHA | (a)(1)(i), (t)(4) | Stromerzeugung, -übertragung und -verteilung | Vor der Inbetriebnahme müssen die Verbindungen gemäß den Drehmoment- und Oberflächenvorgaben des Herstellers hergestellt werden. |
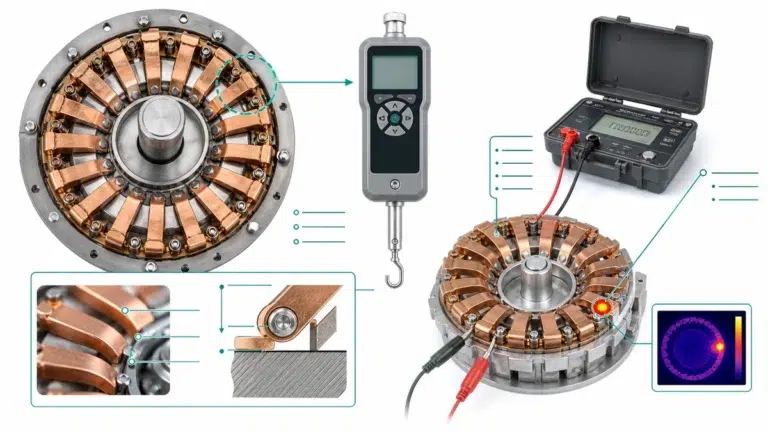
Prüfung mit dem Mikroohmmeter (DLRO): Leiten Sie einen bekannten Gleichstrom (typischerweise 100 A) über die Verbindung und messen Sie den Spannungsabfall. Ein Ergebnis, das mehr als 150% des Referenzwerts einer frisch hergestellten identischen Verbindung beträgt, deutet auf eine unzureichende Oberflächenvorbereitung, Oxidation oder eine zu geringe Kontaktkraft hin.
Infrarot-Thermografie: Ein Temperaturunterschied von mehr als 10 °C gegenüber einer benachbarten identischen Verbindungsstelle unter gleicher Belastung erfordert die Abschaltung der Stromversorgung und eine Überprüfung. Die Thermografie bestätigt das Ergebnis der Vorbereitungsarbeiten, kann jedoch die Widerstandsmessung vor dem Anschluss nicht ersetzen.
Die vorschriftsmäßige Vorbereitung der Verbindungsflächen von Sammelschienen setzt voraus, dass am Einsatzort die richtigen Werkzeuge zur Verfügung stehen. Die folgende Tabelle umfasst sowohl Feldwerkzeuge als auch Prüfgeräte.
| Instrument / Quelle | Zweck | Akzeptanzschwelle | Ablehnungsbedingung |
|---|---|---|---|
| Digitales Mikroohmmeter, Prüfstrom >= 10 A | Kontaktwiderstand der Verbindung messen | <= 10 Mikroohm Kupfer-Kupfer; <= 15 Mikroohm Aluminium-Aluminium | Der Messwert überschreitet nach dem Nachziehen den Schwellenwert |
| Drehmomentschlüssel, kalibriert auf +/- 4% | Das Anzugsmoment der Schrauben gemäß den Vorgaben überprüfen | Je nach Befestigungsmittelklasse und Schraubendurchmesser gemäß der Montagezeichnung | Jeder Messwert außerhalb von +/- 10% des angegebenen Drehmoments |
| Edelstahl-Drahtbürste (speziell für Aluminium) | Mechanische Entfernung von Oxidschichten von Aluminium | Glänzendes Metall, keine sichtbaren Oxidationsspuren | Es bleiben dunkle Beläge, Lochfraß oder Korrosionsrückstände zurück |
| Drahtbürste aus Edelstahl oder Kohlenstoffstahl (speziell für Kupfer) | Mechanische Entfernung von Oxid aus Kupfer | Glänzendes Metall, keine sichtbaren Oxidationsspuren | Verbleibende Verfärbungen oder Kalkablagerungen |
| Oberflächenprofilometer oder Ra-Komparator | Überprüfen Sie die Oberflächenrauheit nach der mechanischen Vorbehandlung | Ra 1,6–3,2 µm für beschichtete Oberflächen; Ra 3,2–6,3 µm für blankes Kupfer oder Aluminium | Ra 6,3 µm (die Spitzen brechen unter Druck zusammen) |
| Schichtdickenmessgerät (Wirbelstromverfahren) | Überprüfung der Beschichtungsdicke an vorbeschichteten Sammelschienen | Verzinnung 5–25 Mikrometer; Versilberung 5–15 Mikrometer | Beschichtung unter 5 Mikrometer oder fehlt in der Kontaktzone |
| Kontaktthermometer oder Infrarotthermometer | Aufzeichnung der Ausgangstemperatur zum Zeitpunkt der Widerstandsmessung | Umgebungstemperatur ± 5 °C der Referenzmesstemperatur | Oberflächentemperatur außerhalb dieses Bereichs ohne Korrektur |
| Zeitmessgerät oder Stoppuhr | Ermittel die verstrichene Zeit von der Vorbereitung bis zur Montage | <= 15 Minuten bei blankem Aluminium; <= 30 Minuten bei blankem Kupfer | Zeitfenster ohne erneute Vorbereitung überschritten |
| OEM-Montagezeichnung für Gelenke / Drehmomenttabelle | Angaben zum Anzugsmoment und Bestätigung der Güteklasse der Befestigungselemente | Drehmomentwerte und Reihenfolge gemäß Zeichnung | Vor Ort liegt keine Zeichnung vor |
| NETA ATS Abschnitt 7.9 | Akzeptanzschwelle für den Kontaktwiderstand | <= 50 Mikroohm oder <= 150% der benachbarten Referenzverbindung | Nach zwei Vorbereitungsversuchen war keines der beiden Kriterien erfüllt |
| Projektspezifikation | Standortspezifische Oberflächenvorbereitung und Belastungsgrenzen | Wie im Projektqualitätsplan dargelegt | Ergebnisse außerhalb der Projektrahmen, unabhängig von der Einhaltung der Normen |
| Datei mit dem Kalibrierungszertifikat | Rückverfolgbarkeit der Messgeräte bestätigen | Kalibrierstrom innerhalb des vom Hersteller angegebenen Zeitraums (in der Regel 12 Monate) | Das Zertifikat ist abgelaufen oder vor Ort nicht verfügbar |
Die folgende Tabelle fasst die Aufbereitungsparameter zusammen, die je nach Materialart variieren, und dient als wichtigste Schnellübersicht für den Einsatz vor Ort.
| Parameter | Kupfer (blank) | Kupfer (verzinnt) | Aluminium (unbeschichtet) | Aluminium (verzinnt oder versilbert) |
|---|---|---|---|---|
| Bedenken hinsichtlich der Oxidhärte | gering bis mäßig | Niedrig | Hoch (Al₂O₃, sehr hart) | gering bis mäßig |
| Mechanische Abrasion erforderlich | Ja, Licht | Nur prüfen; Beschichtung nicht abtragen | Ja, aggressiv | Prüfen; nur Licht |
| Schleifwerkzeug | Edelstahl-Drahtbürste (speziell für Kupfer) | Scotch-Brite oder ein gleichwertiges Produkt | Edelstahl-Drahtbürste (speziell für Aluminium) | Feines Schleifpad |
| Abwischen mit Lösungsmittel nach dem Abrieb | Erforderlich | Erforderlich | Erforderlich | Erforderlich |
| Art der Fugenmasse | Oxidationshemmendes Schmierfett (für Kupfer geeignet) | Neutrale oder für Kupfer geeignete Verbindung | Oxidationshemmendes Schmierfett (Al-klassifiziert) | Vom Hersteller angegeben |
| Maximale Zeit von der Vorbereitung bis zur Montage | <= 30 Min. (bei Raumtemperatur, trocken) | <= 60 Min. | <= 10–15 Min. | <= 30 Min. |
| Angestrebter Kontaktwiderstand (pro Verbindung) | <= 10 Mikroohm | <= 10 Mikroohm | <= 20 Mikroohm | <= 15 Mikroohm |
| Auslöser für die erneute Vorbereitung | Widerstand > 1,5-fache Ausgangswert oder sichtbare Vertiefungen | Das Gleiche plus Verluste bei der Beschichtung | Das Gleiche | Das Gleiche |
Die Bedingungen vor Ort bringen Variablen mit sich, die in kontrollierten Werkstattabläufen nicht nachgestellt werden können. Dieselbe Vorbereitungstechnik, die in einer klimatisierten Montagehalle und an einer Schaltanlage im Freien angewendet wird, kann zu Verbindungen führen, deren Widerstandswerte sich um den Faktor zwei oder mehr unterscheiden.
| Art des Schadstoffs | Erster Schritt | Zweiter Schritt | Abriebsequenz |
|---|---|---|---|
| Kohlenstoff oder Ruß | IPA-Reinigung, zwei Durchgänge | Mit einem trockenen Tuch abwischen | Zuerst eine normale Drahtbürste, dann Scotch-Brite |
| Sulfidschicht | Mit verdünnter Zitronensäure (5%) abwischen, mit klarem Wasser neutralisieren, gründlich trocknen | IPA-Tuch | Nur Edelstahl-Drahtbürste |
| Kohlenwasserstoff oder Öl | Mit Aceton abwischen (zuvor die Materialverträglichkeit prüfen), anschließend mit IPA abwischen | Mit einem trockenen Tuch abwischen | Scotch-Brite, dann Drahtbürste |
Situation: Bei einer planmäßigen thermografischen Inspektion eines 2.000-A-Aluminium-Sammelschienensystems in einem metallverarbeitenden Betrieb wurde an einer Verbindungsstelle zwischen der Hauptleitung und einem Abzweig eine Temperaturdifferenz von 23 °C festgestellt. Benachbarte, ähnliche Verbindungsstellen wiesen unter derselben Belastung Delta-T-Werte von 3–5 °C auf. Die Anlage war etwa 18 Monate alt.
Messdaten: Bei einer DLRO-Prüfung mit einer Gleichstromeinspeisung von 100 A wurden an der verdächtigen Verbindungsstelle 47 Mikroohm gemessen. An benachbarten Verbindungsstellen im selben Stababschnitt wurden Werte von 11 bis 14 Mikroohm gemessen. Das NETA-Kriterium ATS 150% legte den Akzeptanzgrenzwert auf der Grundlage dieser Referenzwerte auf etwa 17–21 Mikroohm fest; die verdächtige Verbindungsstelle überschritt diesen Wert um mehr als das Doppelte.
Diagnose: Bei der Demontage der Verbindung zeigte sich eine gleichmäßige graue Oxidschicht über etwa 60% der Kontaktfläche, wobei der mittlere Bereich einen saubereren, aber leicht vertieften Bereich aufwies, in dem Dichtmittel aufgetragen worden war. Die Randbereiche waren trocken und wiesen keine Dichtmittelrückstände auf. Im Vorbereitungsprotokoll wurde vermerkt, dass Dichtmittel aufgetragen wurde, jedoch wurde die verstrichene Zeit zwischen dem Abschleifen und dem Festziehen der Schrauben nicht erfasst. Zu den Umgebungsbedingungen während der ursprünglichen Installation gehörte eine dokumentierte relative Luftfeuchtigkeit von über 80%. Grundursache: Neubildung von Oxid auf der Aluminiumoberfläche während einer längeren Zeitspanne zwischen dem Abschleifen und dem Auftragen des Dichtmittels, kombiniert mit einer unvollständigen Abdeckung durch das Dichtmittel. Die Dichtmasse im mittleren Bereich war unter thermischen Wechselbelastungen, wie sie dem Betrieb der Anlage mit hoher Strombelastbarkeit entsprechen, teilweise gewandert.
Die Wahl eines ungeeigneten Verbundwerkstoffs oder einer ungeeigneten Beschichtung verkürzt nicht nur die Lebensdauer – sie kann auch die Korrosion beschleunigen, Verunreinigungen einschließen oder galvanische Paare bilden, die den Kontaktwiderstand schneller erhöhen als bei einer blanken Verbindung.
Oxidationshemmendes Schmierfett (auf Mineralöl- oder synthetischer Basis): Der Branchenstandard für Verbindungen von Aluminium zu Aluminium und von Aluminium zu Kupfer. Die Paste wirkt als Sauerstoffbarriere, während Unebenheiten im Metall unter Anpressdruck den Strom durch sie hindurchleiten. Erdölbasierte Pasten erweichen bei einem Dauerbetrieb von über etwa 60–70 °C; bei Verbindungen mit hoher Strombelastbarkeit, die regelmäßig diese Temperatur erreichen, wandert die Paste aus der Kontaktfläche ab, sodass innerhalb von ein bis zwei Temperaturzyklen eine trockene, oxidierte Verbindung zurückbleibt.
Gleitmittel (mit Kupfer- oder Zinkzusatz): Bietet eine mäßige oxidationshemmende Wirkung und verringert das Festfressen während der Montage. Ein kupferhaltiges Anti-Seize-Mittel auf der Oberfläche einer Aluminium-Sammelschiene beschleunigt die galvanische Korrosion in feuchten Umgebungen – nicht verwenden, wenn Grundmetall und Füllstoff unterschiedlich sind.
| Beschichtungsart | Typische Dicke | Beste Anwendung | Vorteil bei der Widerstandsfähigkeit | Hauptrisiko |
|---|---|---|---|---|
| Zinn (galvanisch aufgebracht) | 5–25 Mikrometer | Schaltanlage für den Innenbereich, Sammelschiene, mäßige Temperatur | Geringer Kontaktwiderstand im Neuzustand; weiches Oxid wird unter Drehmoment verdrängt | Wachstum von Zinnwhiskern in reinen Zinnablagerungen; Reibverschleiß erhöht den Widerstand unter Vibration |
| Silber | 10–50 Mikrometer | Hochstromverbindungen, erhöhte Temperaturen > 80 °C, Freiluft-Umspannwerke | Niedrigster Kontaktwiderstand unter den gängigen Beschichtungen; das Oxid ist leitfähig | Hohe Kosten; läuft in schwefelhaltiger Umgebung an |
| Nickel | 5–15 Mikrometer | Hochtemperatur-Bus > 100 °C, aggressive chemische Umgebungen | Stabile Beständigkeit bei Temperatur | Hartes Oxid erfordert eine höhere Anpresskraft; bei unzureichendem Anpressdruck steigt der Widerstand. |
| Feuerverzinkung mit Zinn | 25–75 Mikrometer | Im Freien oder in korrosiven Umgebungen, Anschlussstellen | Die dicke Schicht ist unempfindlich gegenüber Oberflächenbeschädigungen; guter Korrosionsschutz | Ein unebenes Oberflächenprofil kann die tatsächliche Kontaktfläche verringern, wenn die Oberfläche nach der Beschichtung nicht erneut geglättet wird. |
| Blankes Kupfer (unbeschichtet) | — | Nur für kurzfristige Installationen in Innenräumen | Geringer Widerstand, wenn frisch zubereitet | Schnelle Oxidation; erfordert bei jeder Montage das Auftragen der Masse; nicht geeignet für versiegelte oder unzugängliche Fugen |
Durch Dokumentation und Beschaffungsentscheidungen werden die beiden verbleibenden Lücken zwischen dem geplanten Ablauf und der tatsächlichen Umsetzung vor Ort geschlossen: Es wird überprüft, ob die Vorbereitungsschritte korrekt durchgeführt wurden, und sichergestellt, dass die gelieferten Sammelschienen Oberflächen aufweisen, die für eine Montage mit geringem Widerstand geeignet sind.
Überprüfung vor der Reinigung: Die Fugenoberflächen sind sichtbar frei von Verschmutzungen durch Schweröl, Fett oder Schmiermittel; keine sichtbare Feuchtigkeit oder Kondenswasserbildung; das Grundmaterial wurde identifiziert und gemäß dem Vorbereitungsverfahren überprüft; es wurde die richtige Reinigungsmethode (schleifend oder chemisch) gewählt.
Mechanische Vorbereitung: Abschleifrichtung festgestellt; Körnung der Drahtbürste bzw. des Schleifpads bestätigt; keine Kreuzkontamination zwischen unterschiedlichen Metallen (Verwendung spezieller Werkzeuge); Oberflächenbeschaffenheit optisch einheitlich, ohne tiefe Kratzer oder umgeschlagene Grate.
| Abschnitt | Schlüsselfelder |
|---|---|
| Gemeinsame Identifizierung | Projekt/Standort, Platten-ID, gemeinsame Referenznummer, Datum, Techniker-ID |
| Material und Ausführung | Sammelschienenmaterial, Beschichtungsart, Querschnitt (mm²), Verbindungsausführung, Kontaktfläche (mm²) |
| Herstellungsprozess | Reinigungsmittel, Art und Körnung des Schleifmittels, Bestätigung des Spezialwerkzeugs, Zeitpunkt der Fertigstellung der Oberfläche, Marke und Typ der Polierpaste, verstrichene Zeit bis zum Abschluss (Minuten) |
| Prüfergebnisse | Ergebnis der Checkliste (bestanden/nicht bestanden/mit Auflagen), Korrekturmaßnahmen bei „nicht bestanden“, Termin für die Nachprüfung |
| Drehmoment-Protokoll | Erforderliches Drehmoment (N·m), aufgebrachtes Drehmoment (N·m), Überprüfung der Markierungen an jeder Schraubenposition |
| Ergebnisse der elektrischen Prüfungen | Modell und Seriennummer des Prüfgeräts, Prüfstrom (A), gemessener Widerstand (Mikroohm), Spezifikationsgrenzwert (Mikroohm), Prüfergebnis, Datum und Ergebnis der thermografischen Untersuchung |
| Abzeichnung | Ausführender Techniker, Qualitätsprüfer, leitender Ingenieur mit Datumsangaben |
| Bewertungsbereich | Minimum Akzeptabel | Indikator für höheres Vertrauen | Ausschlussgrund |
|---|---|---|---|
| Oberflächenangaben in der Zeichnung | Angabe der Beschichtungsart und der Nenndicke | Angaben zu Dickebereich, Ra-Wert des Substrats und anwendbarer Norm | Oberfläche, die lediglich als “verzinnt” bezeichnet wird, ohne Angabe der Dicke oder einer Norm |
| Prüfprotokolle | Konformitätsbescheinigung liegt vor | Chargenspezifische Messungen der Beschichtungsdicke und Ergebnisse der Haftfestigkeitsprüfungen | Keine Unterlagen; lediglich mündliche Zusicherung |
| Ebenheitskontrolle | Angegebene Ebenheitstoleranz für die Fugenfläche | Die gemessenen Ebenheitsdaten sind im Lieferumfang enthalten | Es gibt keine Vorgaben zur Ebenheit |
| Verpackung | Individueller Schutz der Fugenflächen | Versiegelte, feuchtigkeitsundurchlässige Verpackung mit Trockenmittel | Nackte Stangen, gebündelt ohne Gesichtsschutz |
| Umweltverträglichkeit | Für die angegebene Umgebung ausgewählte Beschichtung | Der Lieferant bestätigt schriftlich die Eignung unter Berücksichtigung der Standortbedingungen | Auswahl aus dem Standardkatalog ohne Prüfung der Standortbedingungen |
| Hinweise zur Haltbarkeit | Angegebene Lagerdauer bis zur Nachprüfung | Schriftliches Verfahren zur Handhabung und Nachprüfung wurde bereitgestellt | Keine Vorgaben; Lagerung auf unbestimmte Zeit wird vorausgesetzt |
Verwenden Sie diese XBRELE-Referenzen, um die Feldentscheidung mit dem richtigen Produkt-, Test- und Beschaffungsablauf zu verbinden: XBRELE Produktseite, XBRELE Vakuum-Leistungsschalter-Programm, VCB-Rating-Leitfaden, VCB FAT/SAT Annahme-Checkliste, XBRELE-Sortiment an Schaltanlagenteilen.
Für externen Methodenkontext vergleichen Sie die Site-Prozedur mit der öffentlichen IEEE C37.09 Normen Seite und wenden Sie dann das genaue OEM-Handbuch und die Projektspezifikation für die gelieferte Ausrüstung an.
Beispiel aus der Praxis: Bei einer Wartungsinspektion wurde bei einer Phase eine Abweichung von der Inbetriebnahme-Basislinie gemessen, während die beiden anderen Phasen stabil blieben. Das Team wiederholte die Messung mit verifizierten Leitungen, überprüfte das Timing und den Kontaktweg und nutzte die gemessene Abweichung, um ein Kontaktdruckproblem von einem allgemeinen Oberflächenreinigungsproblem zu unterscheiden.
Der in der Praxis am häufigsten verwendete Grenzwert für die Abnahme vor Ort beträgt 50 Mikroohm pro Verbindung für verschraubte Mittel- und Hochspannungsverbindungen, wie in ANSI/NETA ATS Abschnitt 7.9 angegeben. Dabei handelt es sich jedoch um einen konservativen Richtwert und nicht um einen Auslegungszielwert.
Blankes Aluminium muss innerhalb von 10 bis 15 Minuten nach Abschluss des mechanischen Abschleifvorgangs unter trockenen Umgebungsbedingungen versiegelt werden. In Umgebungen mit einer relativen Luftfeuchtigkeit von über 70% oder Oberflächentemperaturen, die innerhalb von 3 °C vom Taupunkt liegen, verkürzt sich dieses Zeitfenster noch weiter.
Nein. Eine Verbindung, die nach dem Verschrauben durch ein in den Fugenrand gebohrtes Loch injiziert wird, sorgt nicht für eine gleichmäßige Abdeckung der gesamten Kontaktfläche und gilt nicht als anerkannte dauerhafte Reparaturmethode.
Bei einer absoluten Widerstandsmessung wird der gemessene Wert der Verbindungsstelle mit einem festen Schwellenwert (beispielsweise 50 Mikroohm) verglichen. Das Verbindungswiderstandsverhältnis (JRR), wie es in NEMA CC 1 definiert ist, vergleicht den Widerstand der Verbindungsstelle mit dem Widerstand eines Leiterabschnitts gleicher Länge.
Eine Versilberung wird bevorzugt, wenn die Temperatur an der Verbindungsstelle regelmäßig 75–80 °C überschreitet, wenn die Installation in einem Freiluft-Schaltwerk erfolgt, das dauerhaft Feuchtigkeit ausgesetzt ist, oder wenn die Verbindung über längere Zeiträume in Betrieb ist, ohne dass eine erneute Vorbereitung möglich ist. Eine Verzinnung ist für trockene Innenschaltanlagen bei mäßiger Strombelastbarkeit ausreichend.
Die Dokumentation muss mindestens die Identifizierung und Lage der Verbindung, das bestätigte Grundmaterial und die Art der Beschichtung, eine vollständig ausgefüllte Vorbereitungscheckliste ohne offene Mängel sowie die verstrichene Zeit vom Abrieb bis zum Verschluss (entscheidend bei Aluminium) enthalten, den für jede Schraubenposition aufgezeichneten Drehmomentwert mit Bestätigung der Kontrollmarkierung, das Modell und die Seriennummer des DLRO-Messgeräts mit aktuellem Kalibrierungszertifikat, den gemessenen Widerstand in Mikroohm sowie das Ergebnis „bestanden“ oder „nicht bestanden“ im Vergleich zum Spezifikationsgrenzwert. Vor der Ablage des Protokolls und der Freigabe der Verbindung für den Betrieb ist die Gegenzeichnung durch den ausführenden Techniker, den Qualitätskontrollprüfer und den leitenden Ingenieur erforderlich.