Нужны полные технические характеристики?
Загрузите наш каталог продукции 2025 года, чтобы ознакомиться с подробными чертежами и техническими параметрами всех компонентов распределительного устройства.
Получить каталогЗагрузите наш каталог продукции 2025 года, чтобы ознакомиться с подробными чертежами и техническими параметрами всех компонентов распределительного устройства.
Получить каталогЗагрузите наш каталог продукции 2025 года, чтобы ознакомиться с подробными чертежами и техническими параметрами всех компонентов распределительного устройства.
Получить каталог
Подготовка поверхности соединений шин для обеспечения соединений с низким сопротивлением заключается в контролируемом удалении оксидов, загрязнений, и неровностей с соприкасающихся поверхностей проводников в сочетании с нанесением совместимых межфазных материалов с целью обеспечения стабильного сопротивления контакта на уровне не более 10 микроом для соединений из меди с болтовым креплением и не более 20 микроом для соединений из алюминия с эквивалентным поперечным сечением.
Ток проходит через болтовое соединение по отдельным точкам контакта с неровностями поверхности, а не по всей геометрической площади. Слои оксида, остатки механической обработки и атмосферные загрязнения повышают удельное сопротивление в этих микроточках контакта, увеличивая сопротивление распространению тока, которое определяет нагрев соединения и его долгосрочное изнашивание. Подготовка поверхности позволяет увеличить как количество, так и качество точек металлического контакта.
Прежде чем приступить к выполнению подробных инструкций, воспользуйтесь этой таблицей, чтобы определить наиболее вероятную первопричину и дальнейшие действия в случае, если результаты измерений соединения или визуального осмотра вызывают подозрения.
| Симптом | Первое испытание | Вероятная первопричина | Следующее действие |
|---|---|---|---|
| Сопротивление > 50 микроом при вводе в эксплуатацию | Затяните болты с соблюдением требуемого момента затяжки, повторно проверьте | Недостаточная подготовка поверхности или недостаточный момент затяжки | Разборка, повторная шлифовка, повторное нанесение пасты, повторная затяжка, повторная проверка |
| Сопротивление 25–50 микроом, но > 150% соседних соединений | Сравнить записи о крутящем моменте и журнал применения составов | Этап подготовки пропущен или соединение не указано | Перед приемкой проверьте крутящий момент и состояние поверхности; зафиксируйте отклонения |
| На термографическом снимке под нагрузкой обнаружена горячая точка с разницей температур ΔT > 10 °C | Измерение контактного сопротивления с помощью DLRO | Оксидный слой интерфейса, полученный методом термоциклирования | Отключить питание, разобрать, заново подготовить всю поверхность соединения |
| Белый или серый порошок по периметру алюминиевого соединения | Визуальный осмотр и тест с использованием протки с изопропиловым спиртом | Попадание влаги в области стыка; герметик нанесен не на всю площадь соприкосновения | Удалите коррозию, заново подготовьте поверхность, нанесите пасту на область контакта 100% с припуском 5 мм |
| Зеленая патина на медном соединении при увеличении падения напряжения в милливольтах | Фотография перед разборкой; измерение DLRO | Атмосферное окисление или воздействие сульфидов | Полная механическая шлифовка, протирание изопропиловым спиртом, повторное нанесение пасты |
| Сопротивление резко возрастает под нагрузкой, а после повторного затягивания на момент на короткое время снижается | Проверить тип покрытия и историю вибрационного воздействия | Износ от трения, вызванный микроскольжением на мягком оловянном покрытии | Перейти на никель-оловянное или серебро-оловянное покрытие; использовать тиксотропный состав |
| Сопротивление соответствует норме при вводе в эксплуатацию, при первом осмотре повышается до значения >20% | Проверяйте температуру в соединении во время цикла нагрузки и тип соединения | Миграция компаунда при температуре выше предельной, либо использование компаунда несоответствующего сорта | Определите максимальную рабочую температуру материала; если она ниже номинального значения 80 °C, произведите замену |
Не существует единого универсального стандарта, охватывающего все аспекты подготовки поверхности соединений шин, поэтому инженерам приходится сопоставлять требования, изложенные в нескольких пересекающихся документах, в зависимости от класса напряжения, материала и условий монтажа.
| Стандартный | Выдающий орган | Соответствующие положения | Что регулирует данный документ | Основные критерии приемки |
|---|---|---|---|---|
| Стандарт IEEE 605 | IEEE | Пункт 7, пункт 9 | Проектирование шинопроводов и устройство соединений для подстанций | Контактное сопротивление <= 10% выше базовой линии; требования к качеству поверхности перед затяжкой болтов |
| IEC 61439-1 | МЭК | Пункт 10.11 | Узлы низковольтного распределительного и управляющего оборудования | Повышение температуры в местах соединений; дельта-T ≤ 105 °C на медных стержнях |
| NEMA CC 1 | NEMA | Раздел 5 | Электросоединители для подстанций | Коэффициент сопротивления соединения (JRR) ≤ 1,0 по отношению к сопротивлению проводника на равной длине |
| ANSI/NETA ATS | NETA | Раздел 7.9 | Приемочные испытания соединений шин с болтовыми соединениями | Контактное сопротивление ≤ 50 микроом для большинства болтовых соединений среднего и высокого напряжения; удаление оксидного слоя проверяется визуально и с помощью микроомметра |
| Стандарт IEEE 80 | IEEE | Пункт 16 | Проводники и соединения системы заземления | Совокупное сопротивление не должно превышать сопротивления эквивалентной длины проводника |
| ASTM B193 | ASTM | Полный текст документа | Метод определения удельного сопротивления материалов, используемых в качестве электропроводников | Базовое удельное сопротивление материнской породы для расчета вклада шва |
| OSHA 29 CFR 1910.269 | OSHA | (а)(1)(i), (т)(4) | Выработка, передача и распределение электроэнергии | Перед подачей напряжения соединения должны быть выполнены в соответствии с указанными производителем значениями момента затяжки и требованиями к поверхности |
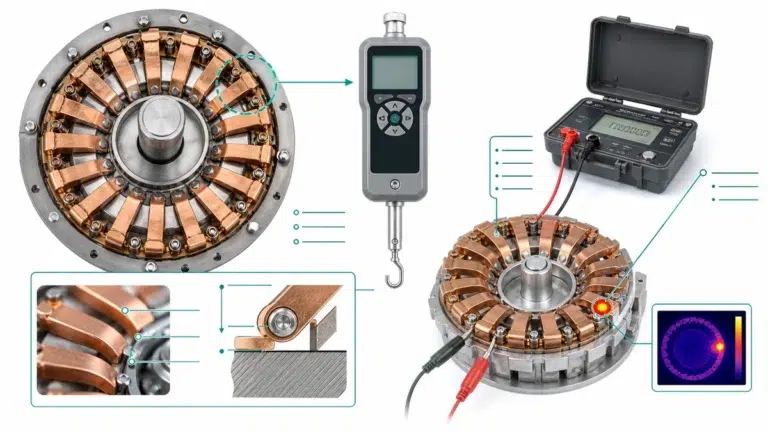
Проверка с помощью микроомметра (DLRO): Подайте на соединение постоянный ток заданной величины (обычно 100 А) и измерьте падение напряжения. Если полученное значение превышает 150% от эталонного значения, полученного на свежеподготовленном идентичном соединении, это свидетельствует о ненадлежащей подготовке поверхности, окислении или недостаточном усилии контакта.
Инфракрасная термография: Разница температур, превышающая 10 °C по сравнению с соседним идентичным соединением при одинаковой нагрузке, требует отключения питания и проведения осмотра. Термографический анализ подтверждает результаты подготовки, но не может заменить проверку сопротивления перед подключением.
Правильная подготовка поверхности соединения шин зависит от наличия подходящих инструментов непосредственно на месте проведения работ. В приведенной ниже таблице представлены как полевые инструменты, так и средства приемочной проверки.
| Инструмент / Источник | Цель | Порог приемлемости | Условие отклонения |
|---|---|---|---|
| Цифровой микроомметр, испытательный ток >= 10 А | Измерить сопротивление контакта соединения | <= 10 микроом (медь-медь); <= 15 микроом (алюминий-алюминий) | Показания превышают пороговое значение после повторной затяжки |
| Динамометрический ключ, откалиброванный с погрешностью +/- 4% | Убедитесь, что момент затяжки болтов соответствует техническим требованиям | В соответствии с классом крепежа и диаметром болта, указанными на сборочном чертеже соединения | Любое отклонение от заданного момента за пределами диапазона +/- 10% |
| Щетка из нержавеющей стали (специально для алюминия) | Механическое удаление оксида с алюминия | Блестящий металл, видимых следов окисления нет | Остаются темные пленки, точечная коррозия или продукты коррозии |
| Щетка из нержавеющей или углеродистой стали (специально для меди) | Механическое удаление оксида с меди | Блестящий металл, видимых следов окисления нет | Остаточные пятна или налет |
| Профилометр поверхности или компаратор Ra | Проверить шероховатость поверхности после механической обработки | Ra 1,6–3,2 мкм для поверхностей с покрытием; Ra 3,2–6,3 мкм для чистой меди или алюминия | Ra 6,3 мкм (пики сглаживаются при сжатии) |
| Измеритель толщины покрытия (вихретоковый) | Проверить толщину покрытия на предварительно покрытых шинах | Оловянное покрытие 5–25 мкм; серебряное покрытие 5–15 мкм | Покрытие толщиной менее 5 микрометров или его отсутствие в зоне контакта |
| Контактный термометр или инфракрасный термометр | Исходные показатели температуры на момент измерения сопротивления | Температура окружающей среды: ±5 °C от эталонной температуры измерения | Температура поверхности, выходящая за пределы этого диапазона, без применения поправки |
| Анализатор времени или секундомер | Определить время, прошедшее с момента подготовки до затяжки болтов | <= 15 мин для чистого алюминия; <= 30 мин для чистой меди | Превышено временное окно без повторной подготовки |
| Чертеж сборки шарнира OEM / таблица моментов затяжки | Технические характеристики крутящего момента и подтверждение класса прочности крепежных элементов | Значения крутящего момента и последовательность в соответствии с чертежом | На сайте нет чертежа |
| NETA ATS, раздел 7.9 | Пороговое значение сопротивления контакта | <= 50 микроом или <= 150% соседнего эталонного соединения | После двух попыток подготовки ни один из критериев не был выполнен |
| Спецификация проекта | Подготовка поверхности с учетом конкретных условий объекта и пределы сопротивления | Как указано в плане обеспечения качества проекта | Результаты, выходящие за рамки проекта, независимо от соответствия стандартам |
| Файл сертификата калибровки | Подтвердить прослеживаемость приборов | Калибровочный ток в пределах срока, указанного производителем (обычно 12 месяцев) | Сертификат просрочен или недоступен на сайте |
В приведенной ниже таблице представлены параметры подготовки, которые варьируются в зависимости от типа материала; она служит основным справочным материалом для быстрого использования в полевых условиях.
| Параметр | Медь (неизолированная) | Медь (оловянная) | Алюминий (без покрытия) | Алюминий (покрытый оловом или посеребренный) |
|---|---|---|---|---|
| Проблема, связанная с твердостью оксида | Низкий–умеренный | Низкий | Высокая (Al₂O₃, очень твердый) | Низкий–умеренный |
| Требуется механическая обработка | Да, свет | Только осмотрите; не повреждайте покрытие | Да, агрессивный | Проверить; только освещение |
| Абразивный инструмент | Щетка из нержавеющей проволоки (специально для меди) | Scotch-Brite или аналогичный материал | Щетка из нержавеющей проволоки (специально для алюминия) | Абразивная насадка мелкой зернистости |
| Протирание растворителем после абразивной обработки | Требуется | Требуется | Требуется | Требуется |
| Тип шпаклевки | Смазка, предотвращающая окисление (с указанием медь-содержания) | Нейтральный или медно-классифицированный состав | Смазка, предотвращающая образование оксидов (класс Al) | Указано производителем |
| Максимальное время от начала подготовки до окончания монтажа | <= 30 мин (при комнатной температуре, в сухом состоянии) | <= 60 мин | <= 10–15 мин | <= 30 мин |
| Целевое сопротивление контакта (на одно соединение) | <= 10 микроом | <= 10 микроом | <= 20 микроом | <= 15 микроом |
| Триггер повторной подготовки | Сопротивление > 1,5-кратное по сравнению с исходным значением или появление видимых вмятин | То же самое плюс потери при гальваническом покрытии | То же самое | То же самое |
Условия эксплуатации на месте вводят переменные, которые невозможно воспроизвести в условиях контролируемых мастерских процедур. Один и тот же метод подготовки, примененный как в монтажном цехе с контролируемым микроклиматом, так и на открытой подстанции, может привести к получению соединений с сопротивлением, различающимся в два и более раз.
| Тип загрязнителя | Первый шаг | Второй шаг | Последовательность абразивной обработки |
|---|---|---|---|
| Углерод или сажа | Протирание по методу IPA, два прохода | Протри сухой тканью | Сначала обычная металлическая щетка, затем «Scotch-Brite» |
| Сульфидная пленка | Протрите разбавленной лимонной кислотой (5%), нейтрализуйте чистой водой, тщательно высушите | Салфетка IPA | Только щетка из нержавеющей проволоки |
| Углеводород или нефть | Протереть ацетоном (предварительно проверить совместимость материалов), затем протереть изопропанолом | Протри сухой тканью | Сначала «Scotch-Brite», затем металлическая щетка |
Ситуация: В ходе планового термографического обследования системы алюминиевых шин на 2 000 А на предприятии по переработке металлов был зафиксирован перепад температур в 23 °C в месте соединения между основной линией и ответвлением питающей линии. На соседних аналогичных соединениях при той же нагрузке были зафиксированы значения разницы температур (ΔT) в 3–5 °C. Срок эксплуатации установки составлял примерно 18 месяцев.
Измеренные данные: В ходе испытания методом DLRO при подаче постоянного тока 100 А сопротивление на проблемном соединении составило 47 микроом. Сопротивление соседних соединений в том же участке стержня составило 11–14 микроом. Согласно критерию NETA ATS 150%, пороговое значение приемлемости, основанное на этих эталонных значениях, составляет примерно 17–21 микроом; показатель подозрительного соединения превысил его более чем в 2 раза.
Диагноз: При разборке соединения был обнаружен однородный серый оксидный слой, покрывающий примерно 60% контактной поверхности; в центральной зоне наблюдался более чистый участок, слегка углубленный в поверхности, на который была нанесена смазочная паста. Периферийные зоны были сухими, без остатков смазочной пасты. В протоколе подготовки было отмечено, что паста была нанесена, но не было зафиксировано время, прошедшее с момента шлифовки до затяжки болтов. Условия окружающей среды во время первоначальной установки включали зарегистрированную относительную влажность выше 80%. Основная причина: повторное образование оксида на поверхности алюминия в течение длительного промежутка времени между шлифовкой и нанесением пасты в сочетании с неполным покрытием пастой. Соединение в центральной зоне частично мигрировало под воздействием термоциклирования, что соответствует режиму работы объекта с высокой токопроводимостью.
Выбор неподходящего состава или метода гальванического покрытия не просто сокращает срок службы — это может ускорить коррозию, привести к накоплению загрязнений или образованию гальванических пар, которые повышают сопротивление контакта быстрее, чем это произошло бы в случае незащищенного соединения.
Смазка, препятствующая окислению (на нефтяной или синтетической основе): Стандартное решение в отрасли для соединений «алюминий-алюминий» и «алюминий-медь». Эта паста выполняет функцию кислородного барьера, а неровности поверхности металла обеспечивают прохождение тока через неё под давлением зажима. Нефтепродукты размягчаются при непрерывной эксплуатации при температуре выше примерно 60–70 °C; в соединениях с высокой токопроводимостью, температура в которых регулярно приближается к этому значению, паста вытекает из зоны соприкосновения, в результате чего в течение одного–двух тепловых циклов соединение становится сухим и окисляется.
Противозадирный состав (с добавлением меди или цинка): Обеспечивает умеренную защиту от образования оксидов и снижает риск задира при сборке. Антизадирная паста с медным наполнителем, нанесенная на поверхность алюминиевой шины, ускоряет гальваническую коррозию во влажной среде — не использовать в случаях, когда основной металл и наполнитель состава имеют разную природу.
| Тип покрытия | Типичная толщина | Лучшее приложение | Преимущество сопротивления | Основной риск |
|---|---|---|---|---|
| Олово (гальваническое) | 5–25 микрометров | Комнатные распределительные устройства, шинопроводы, умеренный температурный режим | Низкое контактное сопротивление в новом состоянии; мягкий оксидный слой сдвигается под действием крутящего момента | Рост оловянных усов в отложениях чистого олова; износ от трения повышает сопротивление при вибрации |
| Серебро | 10–50 микрометров | Соединения, рассчитанные на высокий ток; повышенная температура > 80 °C; подстанции, расположенные на открытом воздухе | Наименьшее контактное сопротивление среди распространенных видов гальванического покрытия; оксид обладает проводимостью | Высокая стоимость; подвержен потемнению в средах с высоким содержанием серы |
| Никель | 5–15 микрометров | Высокотемпературная шина > 100 °C, агрессивные химические среды | Стабильная стойкость при изменении температуры | Твёрдый оксид требует более высокого контактного усилия; при недостаточном усилии зажима сопротивление возрастает |
| Оцинковка горячим способом | 25–75 микрометров | На открытом воздухе или в коррозионных средах, места соединений инженерных сетей | Толстый слой устойчив к повреждениям поверхности; хорошая защита от коррозии | Неровности поверхности могут привести к уменьшению фактической площади контакта, если после нанесения покрытия поверхность не будет выровнена |
| Чистая медь (без покрытия) | — | Только для краткосрочной установки в помещении | Низкое сопротивление в свежеприготовленном виде | Быстрое окисление; требует нанесения состава на каждое соединение; не подходит для герметичных или труднодоступных соединений |
Документация и решения по закупкам устраняют два оставшихся пробела между запланированной процедурой и фактическим выполнением работ на объекте: проверку правильности выполнения подготовительных этапов и обеспечение того, чтобы поставляемые шины имели поверхности, пригодные для монтажа с низким сопротивлением.
Проверка перед очисткой: Поверхности соединений визуально не содержат следов загрязнения тяжелым маслом, смазкой или смазочным материалом; отсутствуют видимые следы влаги или конденсата; материал основания идентифицирован и проверен в соответствии с процедурой подготовки; выбран правильный метод абразивной или химической очистки.
Механическая подготовка: Направление истирания отмечено; подтверждена степень абразивности металлической щетки или абразивной губки; отсутствие перекрестного загрязнения между разнородными металлами (использовались специальные инструменты); текстура поверхности визуально однородна, без глубоких царапин и загнутых заусенцев.
| Раздел | Ключевые области |
|---|---|
| Совместная идентификация | Проект/объект, идентификационный номер панели, совместный регистрационный номер, дата, идентификационный номер технического специалиста |
| Материал и конструкция | Материал шины, тип покрытия, сечение (мм²), конфигурация соединения, площадь контактной поверхности (мм²) |
| Процесс подготовки | Чистящее средство, тип и класс абразива, подтверждение использования специального инструмента, время завершения обработки поверхности, марка и класс полировальной пасты, время, прошедшее до завершения работ (минуты) |
| Результаты проверки | Результат проверки (пройден/не пройден/с оговорками), меры по устранению несоответствий в случае «не пройден», дата повторной проверки |
| Рекорд по крутящему моменту | Требуемый крутящий момент (Н·м), приложенный крутящий момент (Н·м), подтверждение наличия контрольной отметки для каждого болта |
| Результаты электрических испытаний | Модель и серийный номер испытательного прибора, испытательный ток (А), измеренное сопротивление (микроом), предельное значение по техническим характеристикам (микроом), результат испытания, дата и результат термографического обследования |
| Подпись | Техник-исполнитель, инспектор по контролю качества, инженер-наблюдатель с указанием дат |
| Область оценки | Минимально допустимый | Индикатор повышенной уверенности | Основание для дисквалификации |
|---|---|---|---|
| Характеристики поверхности на чертеже | Указаны тип покрытия и номинальная толщина | Указаны диапазон толщины, значение Ra подложки и применимый стандарт | Поверхность, описанная лишь как “оцинкованная”, без указания толщины или стандарта |
| Записи тестов | Предоставлен сертификат соответствия | Измерения толщины покрытия по конкретным партиям и результаты испытаний на адгезию | Документации нет; имеется только устное заверение |
| Контроль плоскостности | Допуск на плоскостность, указанный для торцевой поверхности соединения | Данные об измеренной плоскостности прилагаются к поставке | Требований к плоскостности не предусмотрено |
| Упаковка | Индивидуальная защита поверхностей соединений | Герметичная упаковка с влагобарьером и осушителем | Голые перекладины, скрепленные в пучки без средств защиты лица |
| Соответствие экологическим требованиям | Покрытие, подобранное с учётом указанных условий эксплуатации | Поставщик в письменной форме подтверждает соответствие продукции условиям на объекте | Выбор из общего каталога без оценки условий на объекте |
| Рекомендации по сроку хранения | Указан срок хранения до повторной проверки | Предоставлена письменная инструкция по обращению и повторной проверке | Рекомендации отсутствуют; предполагается хранение в течение неопределенного срока |
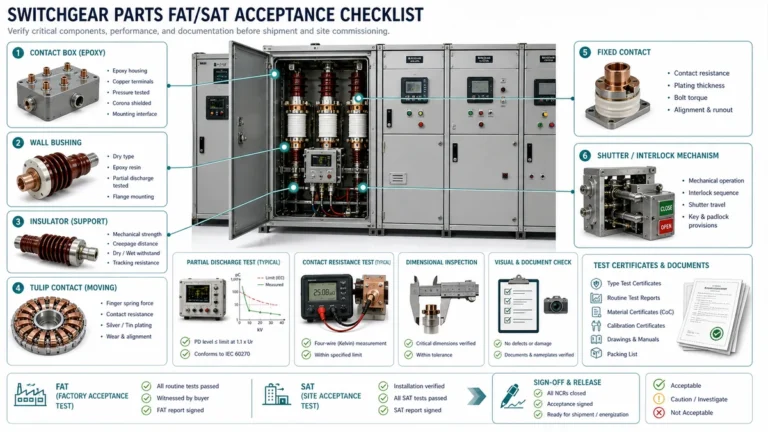
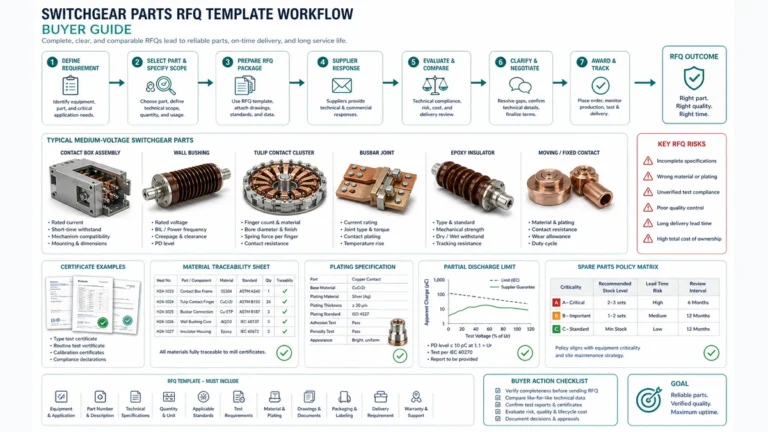
Используйте эти ссылки XBRELE, чтобы связать решение, принятое на месте, с правильным процессом производства, испытаний и закупок: Страница продукта XBRELE, Ассортимент вакуумных выключателей XBRELE, Руководство по рейтингам VCB, Контрольный список для сдачи экзамена VCB FAT/SAT, ассортимент деталей для распределительных устройств XBRELE.
Для внешнего контекста метода сравните процедуру сайта с публичной Страница стандартов IEEE C37.09 и затем применить точное руководство производителя и спецификацию проекта для поставляемого оборудования.
Пример из практики: во время сервисной проверки одна фаза измерялась вне базовой линии ввода в эксплуатацию, в то время как две другие фазы оставались стабильными. Команда повторила измерение с проверенными выводами, проверила время и ход контактов и использовала измеренное расхождение, чтобы отделить проблему контактного давления от общей проблемы очистки поверхности.
Наиболее широко применяемый порог приемки в полевых условиях составляет 50 микроом на соединение для болтовых соединений среднего и высокого напряжения, как указано в разделе 7.9 стандарта ANSI/NETA ATS. Однако это консервативный критерий, а не расчетное значение.
Оголенный алюминий необходимо покрыть в течение 10–15 минут после завершения механической обработки в сухих условиях при комнатной температуре. В условиях относительной влажности выше 70% или при температуре поверхности, не превышающей точку росы более чем на 3 °C, этот промежуток времени еще больше сокращается.
Нет. Вещество, впрыснутое через просверленное отверстие по периметру соединения после затяжки болтов, не обеспечивает равномерного покрытия всей зоны контакта и не является признанным методом постоянного ремонта.
При измерении абсолютного сопротивления показание сопротивления соединения сравнивается с фиксированным пороговым значением (например, 50 микроом). Коэффициент сопротивления соединения (JRR), как определено в стандарте NEMA CC 1, представляет собой соотношение сопротивления соединения к сопротивлению участка проводника той же длины.
Серебряное покрытие предпочтительно в тех случаях, когда температура поверхности соединения регулярно превышает 75–80 °C, когда установка находится на открытой подстанции, подверженной постоянному воздействию влаги, или когда соединение будет эксплуатироваться в течение длительного времени без возможности повторной подготовки. Оловянное покрытие подходит для сухих внутренних распределительных устройств с умеренной токопроводимостью.
Как минимум, документация должна содержать идентификационные данные и местоположение соединения, подтвержденные сведения об основном материале и типе покрытия, заполненный контрольный список подготовки, в котором не должно быть нерешенных «Несоответствий», время, прошедшее с момента проведения испытания на истирание до завершения работ (критически важно для алюминия), значение момента затяжки, зафиксированное для каждого болта с подтверждением контрольной маркировки, модель и серийный номер прибора DLRO с действующим сертификатом калибровки, измеренное сопротивление в микроомах, а также результат «прошел/не прошел» в сравнении с пределом, указанным в технических условиях. Перед архивированием протокола и допуском соединения к эксплуатации требуется подпись выполнявшего работы техника, инспектора по контролю качества и инженера-наблюдателя.