Precisa das especificações completas?
Faça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogoFaça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogoFaça o download do nosso Catálogo de Produtos 2025 para obter desenhos detalhados e parâmetros técnicos de todos os componentes do quadro elétrico.
Obter catálogo
A preparação da superfície das juntas de barramento para conexões de baixa resistência consiste na remoção controlada de óxidos, contaminantes, e irregularidades superficiais das faces dos condutores a serem acoplados, combinada com a aplicação de materiais de interface compatíveis, a fim de obter uma resistência de contato estável igual ou inferior a 10 micro-ohms para juntas aparafusadas de cobre e inferior a 20 micro-ohms para juntas de alumínio de seção transversal equivalente.
A corrente atravessa uma junta aparafusada por meio de pontos de contato discretos em asperidades, e não por toda a área geométrica. Camadas de óxido, resíduos de usinagem e contaminação atmosférica aumentam a resistividade nesses micropontos de contato, elevando a resistência à propagação que determina o aquecimento da junta e sua degradação a longo prazo. A preparação da superfície aumenta tanto o número quanto a qualidade dos pontos de contato metálicos.
Antes de seguir os procedimentos detalhados, utilize esta tabela para identificar a causa raiz mais provável e a ação a ser tomada quando uma medição da junta ou inspeção visual indicar um problema.
| Sintoma | Primeiro teste | Causa raiz provável | Próxima ação |
|---|---|---|---|
| Resistência > 50 micro-ohms no comissionamento | Reaplique o torque de acordo com as especificações e verifique novamente | Preparação inadequada da superfície ou torque insuficiente | Desmontar, lixar novamente, reaplicar o composto, reapertar com o torque correto, testar novamente |
| Resistência de 25 a 50 micro-ohms, mas > 150% das juntas adjacentes | Comparar registros de torque e o registro de aplicação de compostos | Etapa de preparação ignorada ou composto omitido | Verifique o torque e a superfície antes de aceitar; registre qualquer desvio |
| Ponto quente com ΔT > 10 °C na varredura termográfica sob carga | Medir a resistência de contato com o DLRO | Óxido de interface formado por meio de ciclos térmicos | Desligue a energia, desmonte e prepare novamente toda a superfície da junta |
| Pó branco ou cinza no perímetro da junta de alumínio | Inspeção visual e teste de limpeza com IPA | Infiltração de umidade na borda da junta; o composto não foi aplicado em toda a área de contato | Remova a corrosão, prepare novamente a superfície e aplique o composto em uma área de contato de 100%, mais uma borda de 5 mm |
| Pátina verde na junta de cobre com aumento na queda de milivolts | Fotografia antes da desmontagem; medição do DLRO | Oxidação atmosférica ou ataque por sulfeto | Abrasão mecânica completa, limpeza com IPA, reaplicação do composto |
| A resistência aumenta sob carga e cai brevemente após o reaperto | Verifique o tipo de revestimento e o histórico de vibrações | Desgaste por atrito causado por microdeslizamento em revestimento de estanho macio | Mude para o revestimento de níquel-estanho ou prata-estanho; utilize um composto tixotrópico |
| A resistência atende aos requisitos no comissionamento, mas aumenta para >20% na primeira inspeção | Verifique a temperatura da junta durante o ciclo de carga e o tipo de composto | Migração do composto acima do limite térmico ou tipo de composto incorreto | Identifique a temperatura máxima de operação do composto; substitua-o se estiver abaixo da classificação de 80 °C |
Não existe uma norma universal única que abranja todos os aspectos da preparação da superfície das juntas de barramentos; portanto, os engenheiros devem identificar os requisitos em vários documentos que se sobrepõem, dependendo da classe de tensão, do material e do contexto da instalação.
| Padrão | Órgão emissor | Cláusula(s) relevante(s) | O que ela rege | Principais critérios de aceitação |
|---|---|---|---|---|
| Norma IEEE 605 | Instituto de Engenheiros Elétricos e Eletrônicos | Cláusula 7, Cláusula 9 | Projeto de condutores de barramento e construção de juntas para subestações | Resistência de contato <= 10% acima da linha de base; requisitos de acabamento superficial antes do aparafusamento |
| IEC 61439-1 | IEC | Cláusula 10.11 | Conjuntos de aparelhagem de baixa tensão para comutação e controle | Aumento de temperatura nas juntas; delta-T <= 105 °C nas barras de cobre |
| NEMA CC 1 | NEMA | Seção 5 | Conectores de energia elétrica para subestações | Índice de resistência da junta (JRR) <= 1,0 em relação à resistência do condutor em comprimento equivalente |
| ANSI/NETA ATS | NETA | Seção 7.9 | Testes de aceitação de conexões de barramento aparafusadas | Resistência de contato <= 50 micro-ohms para a maioria das juntas aparafusadas de MT/AT; remoção do óxido verificada visualmente e por meio de micro-ohmímetro |
| Norma IEEE 80 | Instituto de Engenheiros Elétricos e Eletrônicos | Cláusula 16 | Condutores e conexões do sistema de aterramento | A resistência da junta não deve exceder a de um comprimento equivalente de condutor |
| ASTM B193 | ASTM | Documento completo | Método de ensaio de resistividade para materiais condutores de eletricidade | Resistividade de referência do material de origem para o cálculo da contribuição das juntas |
| OSHA 29 CFR 1910.269 | OSHA | (a)(1)(i), (t)(4) | Geração, transmissão e distribuição de energia elétrica | As juntas devem ser montadas de acordo com as especificações de torque e de superfície do fabricante antes da energização |
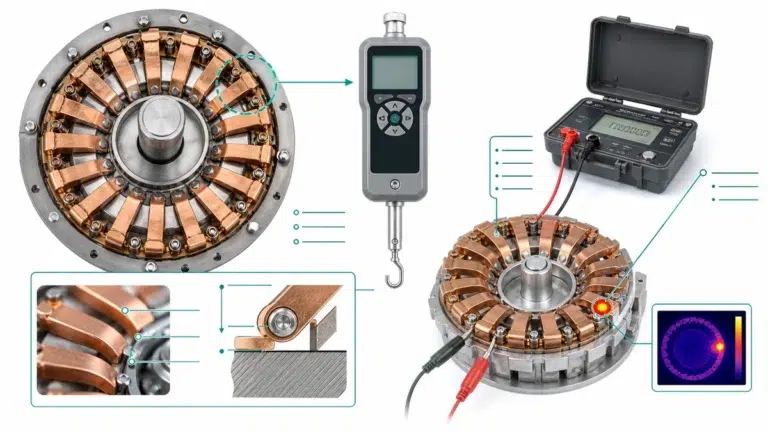
Teste com micro-ohmímetro (DLRO): Injete uma corrente contínua conhecida (normalmente 100 A) na junta e meça a queda de tensão. Um resultado superior a 150% do valor de referência em uma junta idêntica recém-preparada indica preparação inadequada da superfície, oxidação ou força de contato insuficiente.
Termografia infravermelha: Uma diferença de temperatura superior a 10 °C em relação a uma junta idêntica adjacente sob a mesma carga exige o desligamento da energia e a realização de uma inspeção. A termografia confirma o resultado da preparação, mas não pode substituir o teste de resistência realizado antes da conexão.
A preparação adequada da superfície da junta do barramento depende da disponibilidade dos instrumentos corretos no local de trabalho. A tabela abaixo abrange tanto os instrumentos de campo quanto as fontes de aceitação.
| Instrumento / Fonte | Objetivo | Limite de aceitação | Condição de rejeição |
|---|---|---|---|
| Micro-ohmímetro digital, corrente de teste >= 10 A | Medir a resistência de contato da junta | <= 10 micro-ohms cobre-cobre; <= 15 micro-ohms alumínio-alumínio | A leitura ultrapassa o limite após o reaperto |
| Chave dinamométrica, calibrada em +/- 4% | Confirme se o torque dos parafusos está de acordo com as especificações | De acordo com a classe do elemento de fixação e o diâmetro do parafuso, conforme indicado no desenho de montagem da junta | Qualquer leitura fora do intervalo de +/- 10% do torque especificado |
| Escova de arame de aço inoxidável (específica para alumínio) | Remoção mecânica de óxido do alumínio | Metal brilhante, sem sinais visíveis de oxidação | Ainda há resíduos de película escura, corrosão por pite ou produtos de corrosão |
| Escova de arame de aço inoxidável ou de carbono (específica para cobre) | Remoção mecânica de óxido do cobre | Metal brilhante, sem sinais visíveis de oxidação | Descoloração residual ou incrustações |
| Profilômetro de superfície ou comparador de Ra | Verifique a rugosidade da superfície após a preparação mecânica | Ra 1,6–3,2 micrômetros para superfícies galvanizadas; Ra 3,2–6,3 micrômetros para cobre ou alumínio sem revestimento | Ra 6,3 micro-m (os picos se colapsam sob compressão) |
| Medidor de espessura de revestimento (tipo correntes parasitas) | Verificar a espessura do revestimento em barramentos pré-revestidos | Estanagem: 5 a 25 micrômetros; prateamento: 5 a 15 micrômetros | Revestimento com espessura inferior a 5 micrômetros ou ausente na zona de contato |
| Termômetro de contato ou termômetro infravermelho | Registro da temperatura basal no momento da medição da resistência | Temperatura ambiente de +/- 5 °C em relação à temperatura de referência da medição | Temperatura da superfície fora desse intervalo, sem correção aplicada |
| Analisador de tempo ou cronômetro | Verificar o tempo decorrido desde a preparação até a fixação com parafusos | <= 15 min para alumínio sem revestimento; <= 30 min para cobre sem revestimento | O prazo foi excedido sem que tenha havido uma nova preparação |
| Desenho de montagem da junta OEM / tabela de torque | Especificação de torque e confirmação da classe do elemento de fixação | Valores de torque e sequência conforme o desenho | Não há desenho disponível no local |
| NETA ATS, Seção 7.9 | Limite de aceitação para a resistência de contato | <= 50 micro-ohms ou <= 150% da junta de referência adjacente | Nenhum dos critérios foi atendido após duas tentativas de preparação |
| Especificação do projeto | Preparação da superfície específica para cada local e limites de resistência | Conforme estabelecido no plano de qualidade do projeto | Resultados fora dos limites do projeto, independentemente da conformidade com as normas |
| Arquivo do certificado de calibração | Confirmar a rastreabilidade dos instrumentos | Corrente de calibração dentro do intervalo indicado pelo fabricante (normalmente 12 meses) | Certificado expirado ou indisponível no site |
A tabela abaixo resume os parâmetros de preparação que variam de acordo com os tipos de material e serve como principal referência rápida em campo.
| Parâmetro | Cobre (sem revestimento) | Cobre (estanhado) | Alumínio (sem revestimento) | Alumínio (estanhado ou prateado) |
|---|---|---|---|---|
| Preocupação com a dureza do óxido | Baixo-moderado | Baixo | Alto (Al₂O₃, muito duro) | Baixo-moderado |
| É necessária abrasão mecânica | Sim, luz | Apenas inspecione; evite danificar o revestimento | Sim, agressivo | Inspecionar; apenas luz |
| Ferramenta abrasiva | Escova de arame de aço inoxidável (específica para cobre) | Scotch-Brite ou equivalente | Escova de arame inoxidável (específica para Al) | Almofada abrasiva fina |
| Limpeza com solvente após a abrasão | Necessário | Necessário | Necessário | Necessário |
| Tipo de massa para juntas | Graxa inibidora de oxidação (classificada para Cu) | Composto neutro ou classificado como Cu | Graxa inibidora de oxidação (classificação Al) | Especificado pelo fabricante |
| Tempo máximo desde a preparação até a fixação com parafusos | <= 30 min (temperatura ambiente, seco) | <= 60 min | <= 10 a 15 min | <= 30 min |
| Resistência de contato alvo (por junta) | <= 10 microohms | <= 10 microohms | <= 20 microohms | <= 15 microohms |
| Gatilho de repreparação | Resistência > 1,5 vezes o valor basal ou formação de covinhas visíveis | O mesmo, mais a perda por revestimento | O mesmo | O mesmo |
As condições de campo introduzem variáveis que os procedimentos controlados em oficina não conseguem reproduzir. A mesma técnica de preparação aplicada em uma área de montagem com clima controlado e em uma estrutura de subestação ao ar livre pode produzir juntas com valores de resistência que diferem em um fator de dois ou mais.
| Tipo de contaminante | Primeiro passo | Segundo Passo | Sequência de abrasão |
|---|---|---|---|
| Carbono ou fuligem | Limpeza com IPA, duas passagens | Limpar com um pano seco | Escova de arame comum e, em seguida, Scotch-Brite |
| Filme de sulfeto | Limpe com uma toalha umedecida com ácido cítrico diluído (5%), neutralize com água limpa e seque bem | Toalhinha IPA | Apenas escova de arame inoxidável |
| Hidrocarboneto ou petróleo | Limpe com um lenço umedecido com acetona (verifique primeiro a compatibilidade do material) e, em seguida, com um lenço umedecido com IPA | Limpar com um pano seco | Scotch-Brite e, em seguida, escova de arame |
Situação: Durante uma inspeção termográfica programada de um sistema de barramento de alumínio de 2.000 A em uma unidade de processamento de metais, foi registrado um diferencial de temperatura de 23 °C em uma junta de emenda entre o trecho principal e uma derivação de alimentação. Juntas semelhantes adjacentes apresentaram valores de delta-T de 3 a 5 °C sob a mesma carga. A instalação tinha aproximadamente 18 meses de uso.
Dados medidos: O teste DLRO com injeção de 100 A CC registrou 47 micro-ohms na junta suspeita. As juntas adjacentes na mesma seção da barra apresentaram valores entre 11 e 14 micro-ohms. O critério NETA ATS 150% estabeleceu o limite de aceitação em aproximadamente 17 a 21 micro-ohms com base nesses valores de referência; a junta suspeita excedeu esse valor em mais de duas vezes.
Diagnóstico: A desmontagem da junta revelou uma camada uniforme de óxido cinza em aproximadamente 60% da face de contato, com a zona central apresentando uma área mais limpa, porém ligeiramente recuada, onde o composto havia sido aplicado. As zonas periféricas estavam secas, sem resíduos do composto. O registro de preparação indicava que o composto havia sido aplicado, mas não registrava o tempo decorrido entre a abrasão e o aperto dos parafusos. As condições ambientais durante a instalação original incluíram umidade relativa registrada acima de 80%. Causa raiz: reformação de óxido na superfície de alumínio durante um intervalo prolongado entre a abrasão e a aplicação do composto, combinada com cobertura incompleta do composto. O composto na zona central havia migrado parcialmente sob ciclos térmicos, em consonância com a operação de alta capacidade de corrente da instalação.
A escolha do composto ou revestimento inadequado não se limita a reduzir a vida útil — ela pode acelerar a corrosão, reter contaminantes ou criar pares galvânicos que aumentam a resistência de contato mais rapidamente do que uma junta sem revestimento.
Graxa inibidora de oxidação (à base de petróleo ou sintética): O padrão do setor para juntas de alumínio com alumínio e de alumínio com cobre. O composto atua como uma barreira ao oxigênio, enquanto as asperezas do metal conduzem a corrente através dele sob pressão de fixação. Compostos à base de petróleo amolecem acima de aproximadamente 60 a 70 °C em serviço contínuo; em juntas de alta capacidade de corrente que rotineiramente se aproximam dessa temperatura, o composto migra para fora da interface, deixando uma junta seca e oxidada em um a dois ciclos térmicos.
Composto antiaderente (com adição de cobre ou zinco): Oferece uma função moderada de inibição de oxidação e reduz o atrito excessivo durante a montagem. O composto antiaderente com adição de cobre aplicado na superfície de um barramento de alumínio acelera a corrosão galvânica em ambientes úmidos — não utilize em casos em que o metal-base e o material de enchimento do composto sejam diferentes.
| Tipo de revestimento | Espessura típica | Melhor Aplicação | Vantagem de resistência | Risco primário |
|---|---|---|---|---|
| Estanho (galvanizado) | 5 a 25 micrômetros | Aparelhagem de distribuição para uso interno, canaleta de barramento, temperatura moderada | Baixa resistência de contato quando novo; óxido macio removido sob torque | Crescimento de whiskers de estanho em depósitos de estanho puro; o desgaste por atrito aumenta a resistência sob vibração |
| Prata | 10-50 micrômetros | Juntas de alta corrente, temperatura elevada > 80 °C, subestações ao ar livre | A menor resistência de contato entre os revestimentos comuns; o óxido é condutor | Custo elevado; sofre oxidação em atmosferas ricas em enxofre |
| Níquel | 5 a 15 micrômetros | Barramento de alta temperatura > 100 °C, ambientes químicos agressivos | Resistência estável em função da temperatura | O óxido duro exige maior força de contato; aumenta a resistência se a pressão de fixação for insuficiente |
| Estanho por imersão a quente | 25-75 micrômetros | Ambientes externos ou corrosivos, juntas de serviços públicos | A camada espessa resiste a danos superficiais; boa proteção contra a corrosão | Um perfil irregular da superfície pode reduzir a área real de contato se não for reajustado após o revestimento |
| Cobre nu (sem revestimento) | — | Apenas para instalações em ambientes internos de curto prazo | Baixa resistência quando recém-preparado | Oxidacão rápida; requer a aplicação do composto em cada montagem; não é adequado para juntas vedadas ou inacessíveis |
A documentação e as decisões de aquisição preenchem as duas lacunas restantes entre o procedimento previsto e a execução efetiva em campo: verificar se as etapas de preparação foram concluídas corretamente e garantir que as barras coletoras entregues apresentem superfícies adequadas para uma montagem de baixa resistência.
Verificação pré-limpeza: As superfícies das juntas devem estar visivelmente livres de contaminação por óleo pesado, graxa ou lubrificante; não deve haver umidade ou condensação visíveis; o material de base deve ser identificado e confirmado de acordo com o procedimento de preparação; deve ser selecionado o método correto de limpeza, seja abrasivo ou químico.
Preparação mecânica: Direção da abrasão verificada; grau da escova de aço ou da esponja abrasiva confirmado; sem contaminação cruzada entre metais diferentes (utilização de ferramentas específicas); textura da superfície visualmente consistente, sem arranhões profundos nem rebarbas enroladas.
| Seção | Campos-chave |
|---|---|
| Identificação de juntas | Projeto/local, ID do painel, número de referência da junta, data, ID do técnico |
| Material e configuração | Material do barramento, tipo de revestimento, seção transversal (mm²), configuração da junta, área da superfície de contato (mm²) |
| Processo de preparação | Agente de limpeza, tipo e grau de abrasividade, confirmação da ferramenta específica, tempo de conclusão do acabamento da superfície, marca e grau do composto, tempo decorrido até o encerramento (minutos) |
| Resultados da inspeção | Resultado da lista de verificação (Aprovado/Reprovado/Condicional), ação corretiva em caso de reprovação, data da nova inspeção |
| Recorde de torque | Torque exigido (N·m), torque aplicado (N·m), confirmação da marca de referência para cada posição do parafuso |
| Resultados dos testes elétricos | Modelo e número de série do instrumento de teste, corrente de teste (A), resistência medida (microohm), limite especificado (microohm), resultado do teste, data e resultado da inspeção termográfica |
| Assinatura | Técnico de operação, inspetor de controle de qualidade, engenheiro supervisor com datas |
| Área de Avaliação | Mínimo aceitável | Indicador de maior confiança | Condição de desqualificação |
|---|---|---|---|
| Especificações de superfície no desenho | Tipo de revestimento e espessura nominal indicados | Faixa de espessura, Ra do substrato e norma aplicável, todos citados | Superfície descrita apenas como “estanhada”, sem indicação de espessura ou norma |
| Registros de testes | Certificado de conformidade fornecido | Medições da espessura do revestimento específicas para cada lote e resultados dos testes de aderência | Sem documentação; apenas garantia verbal |
| Controle de planicidade | Tolerância de planicidade especificada para a face da junta | Dados de planicidade medidos incluídos na remessa | Não há especificação de planicidade |
| Embalagem | Proteção individual das superfícies das juntas | Embalagem selada com barreira contra umidade e dessecante | Pessoas sem máscara, reunidas em grupos |
| Adequação ambiental | Revestimento selecionado para o ambiente especificado | O fornecedor confirma por escrito a adequação às condições do local | Seleção de catálogo genérico sem análise das condições do local |
| Orientações sobre prazo de validade | Prazo de armazenamento antes da nova inspeção indicado | Foi fornecido o procedimento escrito de manuseio e reinspeção | Sem orientações; presume-se armazenamento por tempo indeterminado |
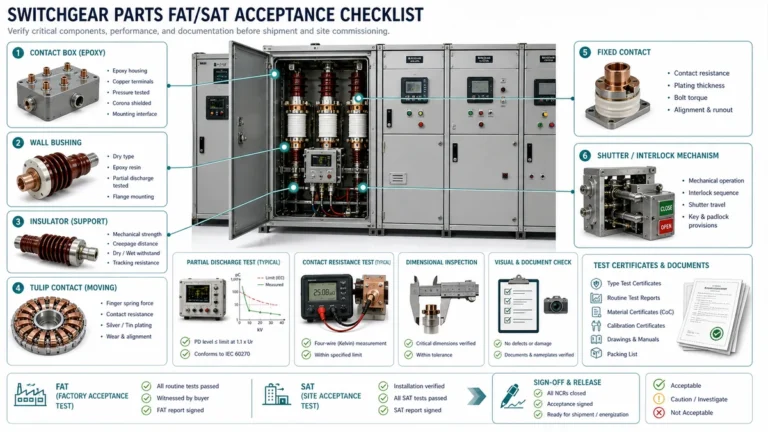
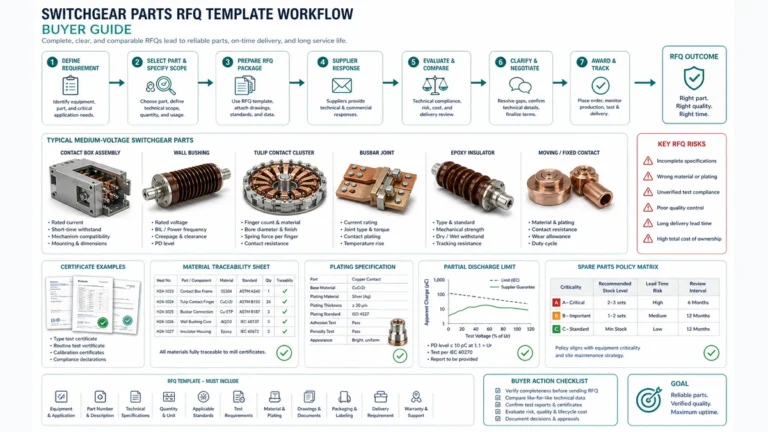
Use essas referências do XBRELE para conectar a decisão de campo ao fluxo de trabalho correto de produto, teste e aquisição: Página do produto XBRELE, Linha de disjuntores a vácuo XBRELE, Guia de classificações VCB, Lista de verificação de aceitação do VCB FAT/SAT, linha de peças para quadros de distribuição XBRELE.
Para o contexto do método externo, compare o procedimento do local com o método público Página de padrões IEEE C37.09 e, em seguida, aplicar o manual exato do OEM e a especificação do projeto para o equipamento fornecido.
Exemplo de campo: durante uma inspeção de serviço, uma fase mediu fora de sua linha de base de comissionamento, enquanto as outras duas fases permaneceram estáveis. A equipe repetiu a medição com cabos verificados, verificou o tempo e o deslocamento do contato e usou a divergência medida para separar um problema de pressão de contato de um problema genérico de limpeza de superfície.
O limite de aceitação mais amplamente utilizado na prática é de 50 micro-ohms por junta para conexões aparafusadas de média e alta tensão, conforme indicado na Seção 7.9 da norma ANSI/NETA ATS. No entanto, trata-se de um critério conservador, e não de uma meta de projeto.
O alumínio exposto deve ser selado dentro de 10 a 15 minutos após a conclusão da abrasão mecânica, em condições ambientais secas. Em ambientes com umidade relativa superior a 70% ou temperaturas superficiais dentro de uma faixa de 3 °C em relação ao ponto de orvalho, esse intervalo de tempo se reduz ainda mais.
Não. O composto injetado por meio de um orifício perfurado no perímetro da junta após o aparafusamento não proporciona uma cobertura uniforme em toda a área de contato e não é um método de reparo permanente aceito.
Uma medição de resistência absoluta compara o valor medido na junta com um limite fixo (por exemplo, 50 micro-ohms). A relação de resistência da junta (JRR), conforme definida na norma NEMA CC 1, compara a resistência da junta com a resistência de um trecho de condutor de comprimento igual.
O revestimento de prata é recomendado quando a temperatura da superfície da junta ultrapassa regularmente 75-80 °C, quando a instalação fica em uma subestação ao ar livre com exposição contínua à umidade ou quando a junta permanecerá em serviço por longos períodos sem possibilidade de reprocessamento. O revestimento de estanho é adequado para quadros de comando internos em ambiente seco com ampacidade moderada.
No mínimo, o registro da documentação deve incluir a identificação e a localização da junta, o material de base e o tipo de revestimento confirmados, uma lista de verificação de preparação preenchida que não apresente falhas não resolvidas, o tempo decorrido desde a abrasão até o fechamento (fundamental para o alumínio), o valor de torque registrado para cada posição do parafuso com confirmação da marcação de referência, o modelo e o número de série do instrumento DLRO com o certificado de calibração válido, a resistência medida em microohms e o resultado de aprovação/reprovação em relação ao limite da especificação. É necessária a aprovação por parte do técnico responsável pela execução, do inspetor de controle de qualidade e do engenheiro supervisor antes que o registro seja arquivado e a junta seja aprovada para uso.