هل تحتاج إلى المواصفات الكاملة؟
قم بتنزيل كتالوج منتجاتنا لعام 2025 للحصول على رسومات تفصيلية ومعايير تقنية لجميع مكونات المفاتيح الكهربائية.
احصل على الكتالوجقم بتنزيل كتالوج منتجاتنا لعام 2025 للحصول على رسومات تفصيلية ومعايير تقنية لجميع مكونات المفاتيح الكهربائية.
احصل على الكتالوجقم بتنزيل كتالوج منتجاتنا لعام 2025 للحصول على رسومات تفصيلية ومعايير تقنية لجميع مكونات المفاتيح الكهربائية.
احصل على الكتالوج
يتمثل إعداد سطح وصلة القضبان الموصلة من أجل تحقيق توصيلات منخفضة المقاومة في الإزالة المنظمة للأكاسيد والملوثات، وعدم انتظام السطح من الأوجه المتلامسة للموصلات، إلى جانب تطبيق مواد واجهة متوافقة، لتحقيق مقاومة تلامس مستقرة تبلغ 10 ميكروأوم أو أقل بالنسبة للوصلات النحاسية المثبتة بمسامير، وأقل من 20 ميكروأوم بالنسبة للوصلات الألومنيوم ذات المقطع العرضي المكافئ.
يمر التيار عبر الوصلة المثبتة بمسامير من خلال نقاط تلامس خشنة منفصلة، وليس عبر المساحة الهندسية الكاملة. وتؤدي طبقات الأكسيد وبقايا المعالجة الآلية والتلوث الجوي إلى زيادة المقاومة النوعية عند نقاط التلامس الدقيقة هذه، مما يرفع مقاومة الانتشار التي تلعب دوراً رئيسياً في تسخين الوصلة وتدهورها على المدى الطويل. ويؤدي تحضير السطح إلى زيادة كل من عدد ونوعية نقاط التلامس المعدنية.
قبل الشروع في تنفيذ الإجراءات التفصيلية، استخدم هذا الجدول لتحديد السبب الجذري الأكثر احتمالاً والإجراء التالي الذي يجب اتخاذه عندما يُشير قياس المشترك أو الفحص البصري إلى وجود مشكلة.
| الأعراض | الاختبار الأول | السبب الجذري المحتمل | الإجراء التالي |
|---|---|---|---|
| المقاومة > 50 ميكروأوم عند التشغيل | أعد ضبط عزم الدوران وفقًا للمواصفات، وأعد القياس | عدم كفاية تحضير السطح أو عدم الوصول إلى عزم الدوران المطلوب | تفكيك، إعادة الصقل، إعادة وضع مركب الصقل، إعادة ضبط عزم الدوران، إعادة الاختبار |
| المقاومة 25-50 ميكروأوم، لكنها > 150% بالنسبة للمفاصل المجاورة | مقارنة سجلات عزم الدوران وسجل تطبيق المركب | تم تخطي خطوة التحضير أو حذف المركب | التحقق من عزم الدوران والسطح قبل القبول؛ وتوثيق أي انحراف |
| ظهور نقطة ساخنة (ΔT > 10 درجة مئوية) في المسح الحراري تحت الحمل | قياس مقاومة التلامس باستخدام جهاز DLRO | أكسيد الواجهة الذي نما في ظل دورات حرارية | افصل التيار الكهربائي، وقم بتفكيك المكون، وأعد تجهيز سطح الوصلة بالكامل |
| مسحوق أبيض أو رمادي على محيط الوصلة المصنوعة من الألومنيوم | الفحص البصري واختبار المسح باستخدام مادة IPA | تسرب الرطوبة عند حافة الوصلة؛ لم يتم تطبيق المركب على كامل مساحة التلامس | إزالة التآكل، وإعادة التحضير، وتطبيق المركب على مساحة التلامس 100% مع إضافة حافة بعرض 5 مم |
| ظهور طبقة خضراء على الوصلة النحاسية مع ارتفاع انخفاض الجهد بالميليفولت | صورة قبل التفكيك؛ قياس DLRO | الأكسدة الجوية أو التآكل الكبريتي | التنظيف الميكانيكي الكامل، المسح باستخدام الإيثانول (IPA)، إعادة تطبيق مركب التنظيف |
| ترتفع المقاومة عند التحميل، ثم تنخفض لفترة وجيزة بعد إعادة ضبط عزم الدوران | تحقق من نوع الطلاء وسجل الاهتزازات | التآكل الناتج عن الاحتكاك بسبب الانزلاق الدقيق على الطلاء القصديري اللين | الترقية إلى الطلاء بالنيكل والقصدير أو الفضة والقصدير؛ واستخدام مركب متغير اللزوجة |
| تجاوزت المقاومة مستوى التشغيل، وارتفعت إلى ما يزيد عن 20% عند الفحص الأول | مراجعة درجة حرارة الوصلة أثناء دورة التحميل ونوع المركب | هجرة المركب فوق الحد الحراري، أو استخدام درجة غير صحيحة من المركب | تحديد درجة الحرارة القصوى المسموح بها للمركب أثناء التشغيل؛ واستبداله إذا كانت أقل من 80 درجة مئوية |
لا يوجد معيار عالمي واحد يشمل جميع جوانب تجهيز أسطح وصلات القضبان الموصلة، لذا يتعين على المهندسين تحديد المتطلبات من خلال عدة وثائق متداخلة، اعتمادًا على فئة الجهد الكهربائي والمواد المستخدمة وظروف التركيب.
| قياسي | الجهة المصدرة | البنود ذات الصلة | ما الذي ينظمه | معايير القبول الرئيسية |
|---|---|---|---|---|
| معيار IEEE رقم 605 | IEEE | البند 7، البند 9 | تصميم موصلات الحافلات وبناء الوصلات لمحطات الطاقة الفرعية | مقاومة التلامس <= 10% فوق خط الأساس؛ متطلبات تشطيب السطح قبل التثبيت بالبراغي |
| IEC 61439-1 | IEC | البند 10.11 | مجموعات أجهزة التبديل والتحكم ذات الجهد المنخفض | ارتفاع درجة الحرارة عند الوصلات؛ دلتا-T ≤ 105 درجة مئوية على القضبان النحاسية |
| NEMA CC 1 | NEMA | القسم 5 | موصلات الطاقة الكهربائية للمحطات الفرعية | نسبة المقاومة المشتركة (JRR) ≤ 1.0 مقارنةً بمقاومة الموصل على طول متساوٍ |
| ANSI/NETA ATS | NETA | القسم 7.9 | اختبار قبول الوصلات المسننة | مقاومة التلامس <= 50 ميكروأوم لمعظم الوصلات المثبتة بمسامير في شبكات الجهد المتوسط/العالي؛ ويتم التحقق من إزالة الأكسيد بصريًّا وباستخدام مقياس المقاومة الميكروأومي |
| معيار IEEE رقم 80 | IEEE | البند 16 | موصلات ووصلات نظام التأريض | يجب ألا تتجاوز المقاومة المشتركة مقاومة موصل بنفس الطول |
| ASTM B193 | ASTM | الوثيقة الكاملة | طريقة اختبار المقاومة النوعية لمواد الموصلات الكهربائية | المقاومة الكهربائية الأساسية للمادة الأم لحساب مساهمة الفجوات |
| OSHA 29 CFR 1910.269 | OSHA | (أ)(1)(ط)، (ت)(4) | توليد الطاقة الكهربائية ونقلها وتوزيعها | يجب أن يتم توصيل الوصلات وفقًا لمواصفات عزم الدوران ومواصفات السطح التي حددها المصنع قبل تزويدها بالطاقة |
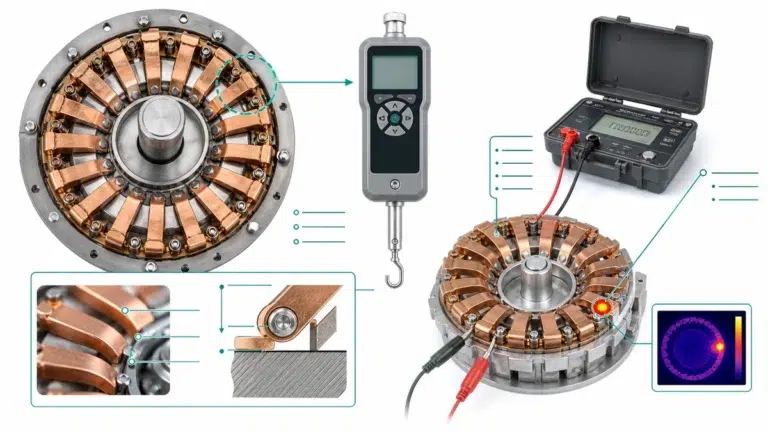
اختبار مقياس المقاومة الدقيقة (DLRO): قم بتوصيل تيار مستمر معروف (عادةً 100 أمبير) عبر الوصلة وقم بقياس انخفاض الجهد. إذا كانت النتيجة تزيد عن 150% من القيمة المرجعية المسجلة على وصلة مطابقة تم إعدادها حديثًا، فهذا يشير إلى عدم كفاية تحضير السطح، أو حدوث أكسدة، أو عدم كفاية قوة التلامس.
التصوير الحراري بالأشعة تحت الحمراء: إن وجود فرق في درجة الحرارة يزيد عن 10 درجات مئوية مقارنةً بوصلة متطابقة مجاورة تخضع لنفس الحمل يتطلب قطع التيار الكهربائي وإجراء فحص. وتؤكد التصوير الحراري صحة نتائج التحضير، لكنه لا يمكن أن يحل محل اختبار المقاومة قبل التوصيل.
يعتمد الإعداد السليم لسطح وصلة قضبان التوصيل الكهربائية على توفر الأدوات المناسبة في موقع العمل. ويغطي الجدول أدناه كلاً من الأدوات الميدانية ومصادر فحص القبول.
| الأداة/المصدر | الغرض | عتبة القبول | شرط الرفض |
|---|---|---|---|
| مقياس المقاومة الرقمي بالميكروأوم، تيار اختبار >= 10 أمبير | قياس مقاومة التلامس بين الوصلات | <= 10 ميكروأوم للنحاس-النحاس؛ <= 15 ميكروأوم للألومنيوم-الألومنيوم | تجاوزت القراءة الحد الأقصى بعد إعادة ضبط عزم الدوران |
| مفتاح عزم الدوران، معاير بـ +/- 4% | تأكد من أن عزم ربط البراغي يتوافق مع المواصفات | حسب درجة المثبت وقطر البرغي الواردة في رسم تجميع الوصلة | أي قراءة تقع خارج نطاق +/- 10% من عزم الدوران المحدد |
| فرشاة سلكية من الفولاذ المقاوم للصدأ (مخصصة للألمنيوم) | الإزالة الميكانيكية للأكسيد من الألومنيوم | معدن لامع، لا تظهر عليه أي علامات أكسدة | تبقى بقايا طبقة داكنة أو ثقوب أو نواتج تآكل |
| فرشاة سلكية من الفولاذ المقاوم للصدأ أو الفولاذ الكربوني (مخصصة للنحاس) | الإزالة الميكانيكية للأكسيد من النحاس | معدن لامع، لا تظهر عليه أي علامات أكسدة | تغير لون متبقي أو ترسبات |
| جهاز قياس ملامح السطح أو جهاز مقارنة معامل الخشونة (Ra) | التحقق من خشونة السطح بعد التحضير الميكانيكي | Ra 1.6-3.2 ميكرومتر للأسطح المطلية؛ Ra 3.2-6.3 ميكرومتر للنحاس أو الألومنيوم غير المطلي | Ra 6.3 ميكرومتر (تنهار القمم تحت الضغط) |
| جهاز قياس سماكة الطلاء (من نوع التيارات الدوامة) | التحقق من سماكة الطلاء على قضبان التوصيل المطلية مسبقًا | طلاء القصدير: 5-25 ميكرومتر؛ طلاء الفضة: 5-15 ميكرومتر | الطلاء أقل من 5 ميكرومتر أو غير موجود في منطقة التلامس |
| مقياس الحرارة باللمس أو مقياس الحرارة بالأشعة تحت الحمراء | قراءة درجة الحرارة الأساسية عند قياس المقاومة | درجة الحرارة المحيطة +/- 5 درجات مئوية من درجة حرارة القياس المرجعية | درجة حرارة السطح خارج هذا النطاق دون تطبيق أي تصحيح |
| محلل التوقيت أو ساعة التوقيت | التحقق من الوقت المنقضي منذ مرحلة الإعداد وحتى التثبيت بالبراغي | <= 15 دقيقة للألمنيوم العاري؛ <= 30 دقيقة للنحاس العاري | تجاوزت المهلة الزمنية دون إعادة الإعداد |
| رسم تجميع المفصل الخاص بالمصنع الأصلي (OEM) / جدول عزم الدوران | مواصفات عزم الدوران والتأكد من درجة جودة أدوات التثبيت | قيم عزم الدوران وتسلسلها وفقًا للرسم | لا توجد رسومات متوفرة في الموقع |
| NETA ATS، القسم 7.9 | عتبة القبول لمقاومة التلامس | <= 50 ميكروأوم أو <= 150% للمفصل المرجعي المجاور | لم يتم استيفاء أي من المعيارين بعد محاولتين للتحضير |
| مواصفات المشروع | إعداد الأسطح وفقًا لخصائص الموقع وحدود المقاومة | كما هو مذكور في خطة جودة المشروع | النتائج التي تقع خارج حدود المشروع بغض النظر عن الامتثال للمعايير |
| ملف شهادة المعايرة | التأكد من إمكانية تتبع الأجهزة | تيار المعايرة ضمن الفترة الزمنية المحددة من قبل الشركة المصنعة (عادةً 12 شهرًا) | الشهادة منتهية الصلاحية أو غير متوفرة على الموقع |
يلخص الجدول أدناه معلمات التحضير التي تختلف باختلاف أنواع المواد، ويُعد مرجعًا سريعًا أساسيًا للاستخدام الميداني.
| المعلمة | النحاس (غير مطلي) | النحاس (المطلي بالقصدير) | الألومنيوم (غير مطلي) | الألومنيوم (المطلي بالقصدير أو بالفضة) |
|---|---|---|---|---|
| مخاوف بشأن صلابة الأكسيد | منخفض إلى متوسط | منخفض | عالية (Al₂O₃، شديدة الصلابة) | منخفض إلى متوسط |
| يلزم إجراء تآكل ميكانيكي | نعم، الضوء | اكتفِ بالفحص فقط؛ وتجنب إزالة الطلاء | نعم، عدواني | الفحص؛ الإضاءة فقط |
| أداة كاشطة | فرشاة سلكية من الفولاذ المقاوم للصدأ (مخصصة للنحاس) | سكوتش-برايت أو ما يعادله | فرشاة سلكية من الفولاذ المقاوم للصدأ (مخصصة للـ Al) | لوحة كاشطة ناعمة |
| مسح بالمذيب بعد الاختبار الكشطي | مطلوب | مطلوب | مطلوب | مطلوب |
| نوع مادة ملء الفجوات | شحم مانع لتكوّن الأكسيد (مصمم للاستخدام مع النحاس) | مركب محايد أو مصنف على أنه يحتوي على النحاس | شحم مانع لتكوّن الأكسيد (مصنف Al) | حسب مواصفات الشركة المصنعة |
| المدة القصوى من مرحلة التحضير حتى التثبيت بالبراغي | <= 30 دقيقة (في درجة حرارة الغرفة، جاف) | <= 60 دقيقة | <= 10-15 دقيقة | <= 30 دقيقة |
| مقاومة التلامس المستهدفة (لكل وصلة) | <= 10 ميكروأوم | <= 10 ميكروأوم | <= 20 ميكروأوم | <= 15 ميكروأوم |
| مشغل إعادة الإعداد | مقاومة > 1.5 ضعف القيمة الأساسية أو ظهور حفر مرئية | نفس القيمة مضافًا إليها خسارة الطلاء | نفس الشيء | نفس الشيء |
تُحدث الظروف الميدانية متغيرات لا يمكن لإجراءات ورش العمل الخاضعة للرقابة أن تحاكيها. فقد تؤدي نفس تقنية التحضير التي تُطبق في قاعة تجميع ذات مناخ مُحكَم وفي منشأة محطة تحويل خارجية إلى إنتاج وصلات تختلف قيم مقاومتها بمعامل يبلغ اثنين أو أكثر.
| نوع الملوث | الخطوة الأولى | الخطوة الثانية | تسلسل التآكل |
|---|---|---|---|
| الكربون أو السخام | مسح IPA، مرتين | مسح بقطعة قماش جافة | فرشاة سلكية عادية، ثم «سكوتش-برايت» |
| فيلم الكبريتيد | مسح بمسحة مبللة بحمض الستريك المخفف (5%)، ثم تعادلها بالماء النظيف، وتجفف جيدًا | منديل IPA | فرشاة سلكية من الفولاذ المقاوم للصدأ فقط |
| الهيدروكربون أو النفط | امسح بقطعة مبللة بالأسيتون (تأكد أولاً من توافق المواد)، ثم امسح بقطعة مبللة بـ IPA | مسح بقطعة قماش جافة | «سكوتش-برايت»، ثم فرشاة سلكية |
الوضع: أثناء فحص حراري مجدول لنظام قضبان توزيع الألومنيوم بسعة 2,000 أمبير في منشأة لتجهيز المعادن، سُجل فرق في درجة الحرارة قدره 23 درجة مئوية عند وصلة الربط بين المسار الرئيسي وفرع التغذية. وأظهرت الوصلات المماثلة المجاورة قيم دلتا-T تتراوح بين 3 و5 درجات مئوية تحت نفس الحمل. وكان عمر التركيب حوالي 18 شهراً.
الأدلة المقاسة: سجل اختبار DLRO عند حقن تيار مستمر بقوة 100 أمبير قيمة 47 ميكروأوم عبر الوصلة المشبوهة. أما الوصلات المجاورة في نفس مقطع القضيب، فقد سجلت قيمًا تتراوح بين 11 و14 ميكروأوم. ووفقًا لمعيار NETA ATS 150%، تم تحديد عتبة القبول عند حوالي 17-21 ميكروأوم استنادًا إلى تلك القيم المرجعية؛ وقد تجاوز الوصلة المشبوهة هذه القيمة بأكثر من الضعف.
التشخيص: كشف تفكيك الوصلة عن وجود طبقة أكسيد رمادية متجانسة تغطي ما يقارب 60% من سطح التلامس، حيث أظهرت المنطقة المركزية منطقة أنظف ولكنها غائرة قليلاً حيث تم تطبيق مركب التلميع. وكانت المناطق المحيطة جافة وخالية من بقايا المركب. وأشار سجل التحضير إلى أنه تم تطبيق المركب، لكنه لم يسجل الوقت المنقضي من عملية الكشط حتى تثبيت البراغي. وشملت الظروف المحيطة أثناء التركيب الأصلي رطوبة نسبية مسجلة تزيد عن 80%. السبب الجذري: إعادة تكوين الأكسيد على سطح الألومنيوم خلال فترة زمنية طويلة بين عملية الكشط وتطبيق المركب، إلى جانب التغطية غير الكاملة بالمركب. وقد انتقل المركب الموجود في المنطقة المركزية جزئيًا تحت تأثير الدورات الحرارية، بما يتوافق مع تشغيل المنشأة بقدرة تيار عالية.
إن اختيار المركب أو الطلاء الخاطئ لا يقتصر تأثيره على تقليل العمر التشغيلي فحسب — بل قد يؤدي إلى تسريع عملية التآكل، أو احتجاز الملوثات، أو تكوين أزواج كهرضائية تزيد من مقاومة التلامس بوتيرة أسرع مما يحدث في الوصلة العارية.
شحم مانع لتكوّن الأكسيد (ذو أساس بترولي أو اصطناعي): المعيار الصناعي القياسي للوصلات بين الألومنيوم والألومنيوم، وبين الألومنيوم والنحاس. يعمل هذا المركب كحاجز للأكسجين، بينما تنقل نتوءات المعدن التيار الكهربائي عبره تحت ضغط التثبيت. تذوب المركبات البترولية عند درجة حرارة تتراوح بين 60 و70 درجة مئوية تقريبًا في حالة التشغيل المستمر؛ وفي الوصلات ذات السعة الكهربائية العالية التي تقترب بشكل روتيني من تلك الدرجة، ينتقل المركب خارج السطح البيني، تاركًا وصلة جافة ومتأكسدة في غضون دورة حرارية واحدة إلى دورتين.
مركب مانع للتصاق (مُضاف إليه النحاس أو الزنك): يوفر وظيفة متواضعة لمنع تكوّن الأكسيد ويقلل من الاحتكاك الشديد أثناء التجميع. أما مادة منع الالتصاق المملوءة بالنحاس والمطبقة على سطح قضيب التوصيل المصنوع من الألومنيوم، فتسرع من التآكل الجلفاني في البيئات الرطبة — يرجى عدم استخدامها في الحالات التي يختلف فيها المعدن الأساسي عن مادة الحشو المركبة.
| نوع الطلاء | السماكة النموذجية | أفضل تطبيق | ميزة المقاومة | الخطر الرئيسي |
|---|---|---|---|---|
| القصدير (المطلي بالكهرباء) | 5-25 ميكرومتر | معدات التوزيع الكهربائية الداخلية، قنوات التوصيل، درجات حرارة معتدلة | مقاومة تلامس منخفضة عندما تكون جديدة؛ ويتم إزاحة الأكسيد اللين تحت تأثير عزم الدوران | نمو شعيرات القصدير في رواسب القصدير النقي؛ ويؤدي التآكل الناتج عن الاحتكاك إلى زيادة المقاومة في ظل الاهتزاز |
| الفضة | 10-50 ميكرومتر | الوصلات ذات التيار العالي، ودرجات الحرارة المرتفعة التي تتجاوز 80 درجة مئوية، والمحطات الفرعية الخارجية | أدنى مقاومة تلامس بين الطلاءات الشائعة؛ حيث إن الأكسيد موصّل للكهرباء | تكلفة عالية؛ يتعرض للتآكل في الأجواء الغنية بالكبريت |
| النيكل | 5-15 ميكرومتر | خطوط نقل تعمل في درجات حرارة عالية > 100 درجة مئوية، وبيئات كيميائية شديدة التآكل | ثبات المقاومة عند درجات الحرارة المختلفة | يتطلب الأكسيد الصلب قوة تلامس أعلى؛ ويزيد من المقاومة إذا كان ضغط التثبيت غير كافٍ |
| القصدير المطلي بالغمس الساخن | 25-75 ميكرومتر | البيئات الخارجية أو المسببة للتآكل، ووصلات المرافق | الطبقة السميكة تتحمل التلف السطحي؛ وتوفر حماية جيدة ضد التآكل | قد يؤدي عدم استواء سطح القطعة إلى تقليل مساحة التلامس الفعلية إذا لم يتم إعادة تسويتها بعد عملية الطلاء |
| نحاس عاري (غير مطلي) | — | للتركيب الداخلي قصير الأجل فقط | مقاومة منخفضة عند تحضيرها طازجةً | أكسدة سريعة؛ يتطلب استخدام المركب في كل عملية تجميع؛ غير مناسب للمفاصل المغلقة أو التي يتعذر الوصول إليها |
تعمل إجراءات التوثيق وقرارات الشراء على سد الفجوتين المتبقيتين بين الإجراءات المقررة والتنفيذ الفعلي في الميدان: التحقق من إتمام خطوات الإعداد بشكل صحيح، وضمان وصول القضبان الموصلة المُسلَّمة بأسطح مناسبة للتجميع منخفض المقاومة.
التحقق قبل التنظيف: تبدو أسطح الوصلات خالية بصريًّا من أي تلوث بالزيت الثقيل أو الشحوم أو مواد التشحيم؛ ولا توجد رطوبة أو تكاثف مرئي؛ وتم تحديد المادة الأساسية والتأكد من مطابقتها لإجراءات التحضير؛ وتم اختيار طريقة التنظيف الكاشطة أو الكيميائية الصحيحة.
التحضير الميكانيكي: تم ملاحظة اتجاه التآكل؛ وتم التأكد من درجة خشونة الفرشاة السلكية أو اللوحة الكاشطة؛ ولم يحدث أي تلوث متبادل بين المعادن المختلفة (استُخدمت أدوات مخصصة)؛ وبدت بنية السطح متسقة بصريًّا، دون وجود خدوش عميقة أو نتوءات ملتفة.
| القسم | الحقول الرئيسية |
|---|---|
| التحديد المشترك | المشروع/الموقع، رقم تعريف اللوحة، الرقم المرجعي المشترك، التاريخ، رقم تعريف الفني |
| المواد والتكوين | مادة القضيب الموصّل، نوع الطلاء، المقطع العرضي (مم²)، تكوين الوصلة، مساحة سطح التلامس (مم²) |
| عملية التحضير | عامل التنظيف، نوع ودرجة المادة الكاشطة، التأكد من استخدام الأداة المخصصة، وقت الانتهاء من تنظيف السطح، العلامة التجارية ودرجة المركب، الوقت المنقضي حتى الإغلاق (بالدقائق) |
| نتائج الفحص | نتيجة قائمة المراجعة (ناجح/راسب/مشروط)، الإجراء التصحيحي في حالة الرسوب، تاريخ إعادة الفحص |
| سجل عزم الدوران | عزم الدوران المطلوب (نيوتن-متر)، عزم الدوران المطبق (نيوتن-متر)، التأكد من وجود علامة التثبيت لكل موضع من مسامير التثبيت |
| نتائج الاختبارات الكهربائية | طراز جهاز الاختبار ورقمه التسلسلي، تيار الاختبار (أمبير)، المقاومة المقاسة (ميكروأوم)، الحد المحدد في المواصفات (ميكروأوم)، نتيجة الاختبار، تاريخ الفحص الحراري ونتيجته |
| التوقيع | فني تشغيل، ومفتش مراقبة الجودة، ومهندس مشرف مع تواريخ العمل |
| مجال التقييم | الحد الأدنى المقبول | مؤشر الثقة المرتفع | الشرط الذي يؤدي إلى الاستبعاد |
|---|---|---|---|
| مواصفات السطح الموضحة في الرسم | تم تحديد نوع الطلاء والسماكة الاسمية | تم ذكر نطاق السماكة، وRa للسطح الأساسي، والمعيار المطبق | السطح موصوف فقط بأنه “مطلي بالقصدير” دون ذكر السماكة أو المعيار |
| سجلات الاختبارات | تم تقديم شهادة المطابقة | قياسات سماكة الطلاء الخاصة بكل دفعة ونتائج اختبار الالتصاق | لا توجد وثائق؛ مجرد تأكيد شفهي |
| التحكم في الاستواء | تفاوت الاستواء المحدد لسطح الوصلة | بيانات التسطيح المقاسة مرفقة مع الشحنة | لا توجد مواصفات تتعلق بالاستواء |
| التعبئة والتغليف | الحماية الفردية لسطح المفصل | عبوة محكمة الإغلاق مزودة بحاجز للرطوبة ومواد ماصة للرطوبة | قضبان مكشوفة مجمعة دون واقيات للوجه |
| الملاءمة البيئية | الطلاء المختار للبيئة المذكورة | يؤكد المورد خطياً ملاءمة المنتج لظروف الموقع | اختيار من الكتالوج العام دون مراجعة حالة الموقع |
| إرشادات بشأن مدة الصلاحية | تم تحديد مدة التخزين قبل إعادة الفحص | تم توفير إجراءات مكتوبة للتعامل مع الحالة وإعادة الفحص | لا توجد إرشادات؛ يُفترض التخزين لفترة غير محددة |
استخدم مراجع XBRELE هذه لربط القرار الميداني بالمنتج الصحيح، والاختبار، وسير عمل المشتريات: صفحة منتج XBRELE, مجموعة القواطع الكهربائية المفرغة من الهواء XBRELE, دليل تصنيفات VCB, قائمة التحقق من القبول في اتفاقية فيكتوريا كامبريدج/قائمة التحقق من القبول في اتفاقية فيكتوريا كامبريدج, ، مجموعة قطع غيار لوحات التوزيع XBRELE.
بالنسبة لسياق الأسلوب الخارجي، قارن بين إجراء الموقع مع العام صفحة معايير IEEE C37.09 ومن ثم تطبيق دليل الشركة المصنعة للمعدات الأصلية ومواصفات المشروع الدقيقة للمعدات الموردة.
مثال ميداني: أثناء فحص الصيانة، تم قياس إحدى المراحل خارج خط الأساس الخاص بالتشغيل بينما ظلت المرحلتان الأخريان مستقرتين. كرر الفريق القياس باستخدام خيوط تم التحقق منها، وتحقق من التوقيت وانتقال التلامس، واستخدم التباعد المقاس لفصل مشكلة ضغط التلامس عن مشكلة عامة في تنظيف السطح.
يُعد عتبة القبول الميدانية الأكثر استخدامًا هي 50 ميكروأوم لكل وصلة بالنسبة للوصلات المثبتة بمسامير ذات الجهد المتوسط والجهد العالي، وفقًا لما ورد في القسم 7.9 من معيار ANSI/NETA ATS. ومع ذلك، فإن هذا المعيار يمثل معيارًا احترازيًا، وليس هدفًا تصميميًا.
يجب تغطية الألومنيوم المكشوف في غضون 10-15 دقيقة من الانتهاء من عملية الكشط الميكانيكي في ظروف جافة وعادية. وفي البيئات التي تزيد فيها الرطوبة النسبية عن 70% أو تكون فيها درجات حرارة السطح في نطاق 3 درجات مئوية من نقطة الندى، فإن هذه الفترة الزمنية تضيق أكثر.
لا. فالمركب الذي يتم حقنه عبر ثقب يتم حفره على محيط الوصلة بعد تثبيت البراغي لا يحقق تغطية متجانسة عبر منطقة التلامس، ولا يُعتبر طريقة إصلاح دائمة مقبولة.
يتم في قياس المقاومة المطلقة مقارنة القراءة المقاسة للوصلة بعتبة ثابتة (على سبيل المثال، 50 ميكروأوم). أما نسبة مقاومة الوصلة (JRR)، وفقًا لتعريفها في معيار NEMA CC 1، فهي تقارن مقاومة الوصلة بمقاومة مقطع موصل بنفس الطول.
يُفضل استخدام الطلاء الفضي عندما تتجاوز درجة حرارة سطح الوصلة بانتظام 75-80 درجة مئوية، أو عندما يكون التركيب في محطة فرعية خارجية معرضة للرطوبة بشكل مستمر، أو عندما تكون الوصلة قيد التشغيل لفترات طويلة دون إمكانية الوصول إليها لإعادة تجهيزها. أما الطلاء بالقصدير فهو مناسب للمفاتيح الكهربائية الداخلية الجافة ذات السعة الحالية المعتدلة.
يجب أن يتضمن سجل التوثيق، كحد أدنى، تعريف المفصل وموقعه، والمواد الأساسية ونوع الطلاء المؤكدين، وقائمة مراجعة التحضير المكتملة التي لا تظهر أي حالات «فشل» لم يتم حلها، والوقت المنقضي من اختبار التآكل حتى الإغلاق (أمر بالغ الأهمية بالنسبة للألمنيوم)، قيمة عزم الدوران المسجلة لكل موضع من مسامير التثبيت مع تأكيد علامات التوثيق، وطراز جهاز DLRO ورقمه التسلسلي مع شهادة المعايرة الحالية، والمقاومة المقاسة بالميكروأوم، ونتيجة النجاح/الفشل مقارنة بحدود المواصفات. يلزم توقيع كل من الفني المنفذ ومفتش مراقبة الجودة والمهندس المشرف قبل حفظ السجل والموافقة على استخدام الوصلة في الخدمة.