Need Full Specifications?
Download our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get CatalogDownload our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get CatalogDownload our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get Catalog
Understand transformer oil moisture in ppm and relative saturation, with dry-out methods, thresholds, and specification tips.
Moisture is the most pervasive and destructive contaminant affecting medium-voltage transformer insulation systems. After 18 years of diagnosing transformer failures and supervising dry-out operations across utility and industrial installations, I’ve witnessed firsthand how misunderstood moisture measurements lead to catastrophic decisions—both premature replacements of serviceable units and continued operation of transformers on the brink of failure.
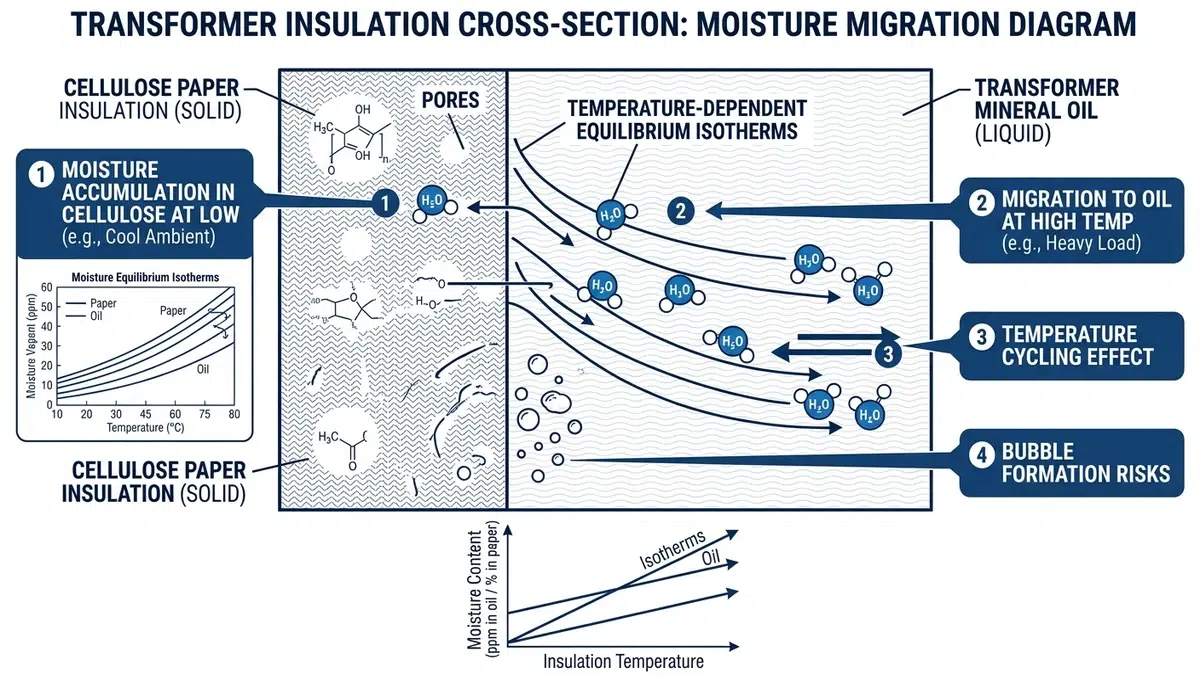
The transformer insulation system relies on the synergistic relationship between mineral oil (or alternative fluids) and cellulose paper. Oil provides dielectric strength and heat transfer, while paper wraps conductors and maintains electrical clearances. Moisture compromises both functions simultaneously: it reduces oil’s dielectric breakdown voltage, accelerates paper’s thermal aging rate, and enables partial discharge activity at surprisingly low concentrations.
Understanding moisture measurement isn’t merely academic—it directly impacts maintenance budgets, outage scheduling, and asset life extension strategies. This article provides the technical foundation for interpreting moisture data correctly, selecting appropriate dry-out methods, and writing specifications that protect your investment.
Parts per million by weight (ppm or mg/kg) represents the absolute quantity of water dissolved in transformer oil. A Karl Fischer titration—the standard laboratory method per ASTM D1533—measures this directly by reacting water with iodine in a methanol solution.
The ppm measurement tells you how much water exists but reveals nothing about the oil’s actual condition relative to its saturation point. This distinction proves critical because different oils have vastly different water solubility characteristics.
Typical moisture solubility by oil type at 25°C:
– Mineral oil: 55-65 ppm at saturation
– Natural ester (FR3): 1,100+ ppm at saturation
– Synthetic ester: 2,700+ ppm at saturation
A moisture reading of 35 ppm in mineral oil represents approximately 60% relative saturation—a serious concern. That same 35 ppm in natural ester represents roughly 3% relative saturation—perfectly acceptable. Without understanding this relationship, maintenance decisions become dangerously arbitrary.
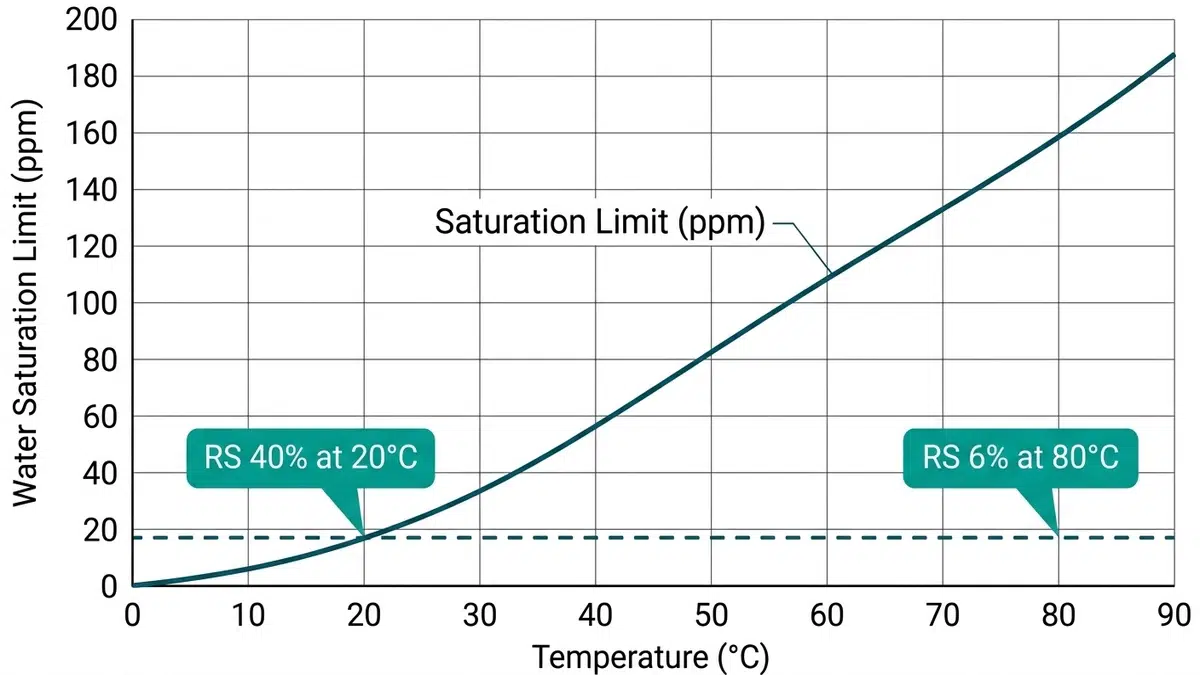
Relative saturation expresses moisture content as a percentage of the oil’s saturation capacity at the measurement temperature. This measurement directly correlates with:
Modern capacitive moisture sensors measure relative saturation directly at operating temperature, providing real-time insight into dielectric risk. Converting RS% to ppm requires knowing the oil’s saturation curve and temperature at measurement.
| Paper Moisture (%) | Condition Assessment | Expected Life Impact |
|---|---|---|
| < 1.0% | Excellent (new/dry-out) | Full design life |
| 1.0 – 2.0% | Good | Minimal acceleration |
| 2.0 – 3.0% | Moderate | 2-4× aging acceleration |
| 3.0 – 4.0% | Concerning | 5-10× aging acceleration |
| > 4.0% | Critical | Immediate intervention needed |
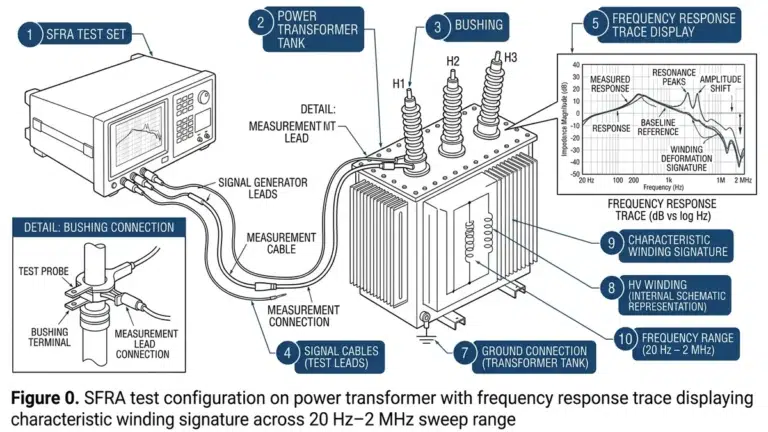
Paper moisture assessment requires indirect methods since direct sampling destroys insulation. Equilibrium calculations from oil samples at known temperatures, combined with dielectric frequency response (DFR) measurements, provide reliable estimates.
During load cycles, transformers breathe moisture in and out of their insulation systems. Hot oil absorbs moisture from paper during peak loading; cool oil releases moisture back during light-load periods. This continuous migration distributes moisture throughout the insulation system over time.
Sealed and conservator-type transformers behave differently. Conservator systems with silica gel breathers minimize atmospheric moisture ingress but require diligent gel maintenance. Sealed nitrogen-blanketed units prevent ingress entirely but trap any moisture generated by paper aging.
New transformers should leave the factory with oil moisture below 10 ppm and paper moisture below 0.5%. Reality often differs—I’ve received units with 25+ ppm from overseas manufacturers who prioritized shipping schedules over proper dry-out. Establishing acceptance criteria and verification testing protects against inheriting someone else’s quality shortcuts.
Service-aged transformers accumulate moisture from multiple sources:
– Atmospheric breathing (conservator systems)
– Gasket and seal degradation
– Cellulose decomposition (produces water as a byproduct)
– Oil oxidation products
Laboratory results report moisture at the test temperature (typically 20-25°C), which may differ significantly from sampling temperature. Request sampling temperature notation on the chain-of-custody form to enable proper interpretation.
For online sensors providing continuous monitoring, establish alarm setpoints at operating temperature, accounting for load-dependent temperature variations. A transformer running 65°C average winding temperature tolerates higher absolute ppm than one running 80°C before reaching equivalent relative saturation.
Moisture assessment shouldn’t rely on a single measurement. Experienced diagnosticians triangulate:
Disagreement between methods indicates either testing errors or unusual conditions requiring investigation.
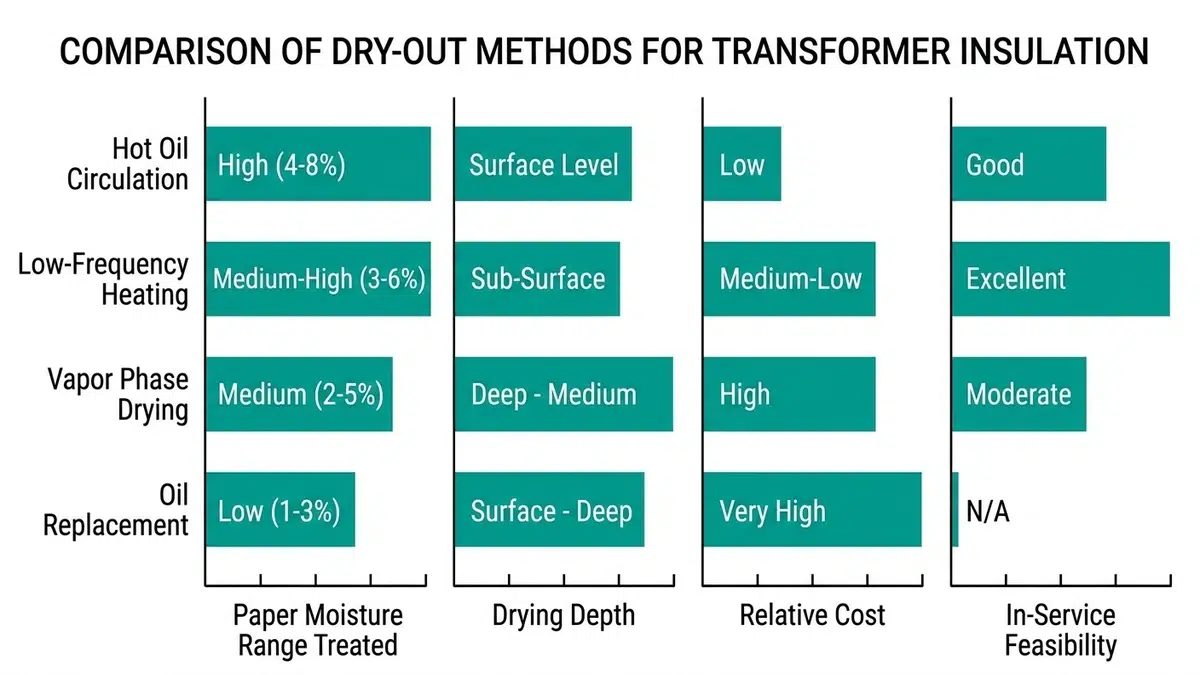
Hot oil circulation represents the least invasive dry-out approach for in-service transformers. The process involves:
Effectiveness: Reduces oil moisture to < 10 ppm; limited paper moisture reduction (typically 0.5-1.0% improvement over 2-4 weeks continuous circulation)
Best applications: Moderately contaminated units where paper moisture remains below 3%
Limitations: Cannot address heavily saturated paper; extended duration ties up processing equipment
Vacuum processing accelerates moisture removal by reducing the boiling point of water within insulation. Two variants exist:
Online vacuum processing maintains a continuous vacuum (0.5-5 torr) on the conservator or nitrogen blanket space while circulating oil through external processing. This method suits transformers that cannot be de-energized for extended periods.
Full vacuum treatment requires complete de-energization and draining. The transformer is heated externally while under deep vacuum (< 1 torr), forcing moisture out of paper insulation. This method achieves paper moisture below 1.0% when properly executed.
Vapor phase drying represents the gold standard for factory and depot-level moisture removal. The process:
This method achieves paper moisture below 0.5%—essentially returning insulation to new condition—but requires specialized equipment and typically occurs only during remanufacturing or factory assembly.
For transformers where vacuum equipment isn’t available, continuous dry air injection provides a slower but effective alternative. Instrument-grade air (dew point < -40°C) bubbles through the oil, absorbing moisture and exiting through pressure relief or dedicated vents.
Effectiveness: Reaches equilibrium with paper moisture over 4-8 weeks; final paper moisture typically 1.5-2.5%
Best applications: Remote locations, limited-budget situations, or as maintenance between major interventions
Specifications should state explicit moisture limits with verification requirements:
“Transformer oil moisture content shall not exceed 10 ppm when tested per ASTM D1533 at 20-25°C. Paper insulation moisture content, estimated via equilibrium calculation or manufacturer’s process records, shall not exceed 0.5% by weight. Verification testing shall occur within 72 hours of delivery, with the transformer at ambient temperature for minimum 24 hours prior to sampling.”
Include consequences for non-compliance: “Transformers exceeding moisture limits shall undergo factory-supervised dry-out at manufacturer’s expense before acceptance.”
For transformers undergoing refurbishment or processing:
“Dry-out processing shall achieve oil moisture below 15 ppm and estimated paper moisture below 1.5%. Contractor shall provide before/after testing including Karl Fischer titration and dielectric frequency response analysis. Final measurements shall be taken minimum 48 hours after processing completion to allow equilibrium stabilization.”
When specifying continuous moisture monitoring:
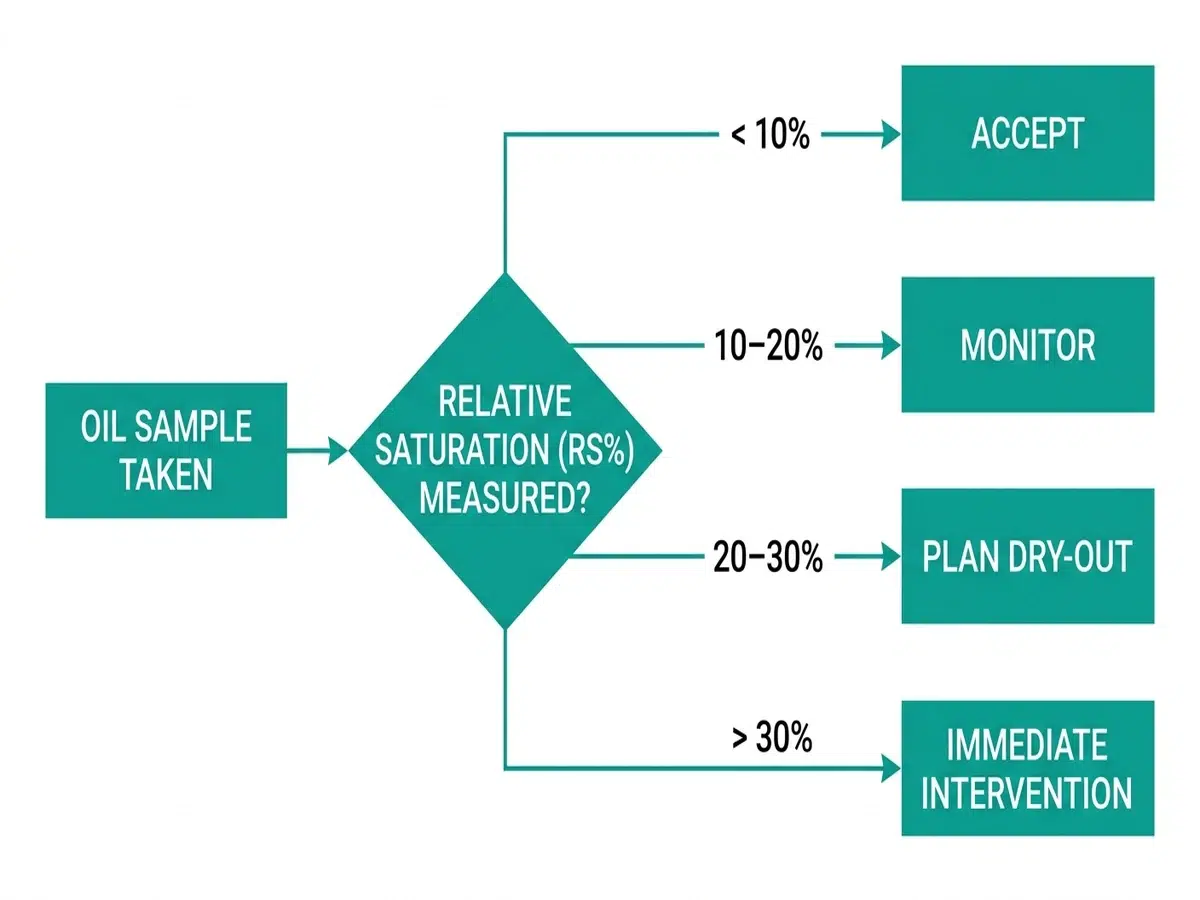
“Moisture sensors shall measure relative saturation with ±3% RS accuracy across 0-100% range. Sensors shall compensate for temperature automatically and communicate via Modbus RTU or IEC 61850. Alarm setpoints shall be configured at 20% RS (caution) and 30% RS (critical) with time-delay filtering to prevent nuisance alarms during load transitions.”
A 25 MVA substation transformer tested 28 ppm moisture in spring—within the utility’s 35 ppm limit. That fall, a cold-start following extended outage resulted in winding failure. Post-mortem analysis revealed:
The specification referenced only absolute ppm without temperature context, missing the true condition.
A 1985-vintage 10 MVA transformer at a manufacturing facility showed 52 ppm moisture with estimated paper moisture of 3.2%. Rather than immediate replacement, the facility elected:
Follow-up DFR analysis estimated paper moisture at 2.1%. The transformer returned to service with a revised 10-year remaining life expectancy at a fraction of replacement cost.
For mineral oil transformers, oil moisture exceeding 35 ppm (at 25°C reference) or relative saturation above 40% at operating temperature demands immediate investigation. Paper moisture above 3.5% indicates accelerated aging requiring dry-out planning within 6-12 months. Above 50% relative saturation or visible free water constitutes an emergency—reduce load or de-energize until addressed.
Critical transformers (hospital feeds, continuous process loads) warrant online monitoring. Others should receive annual oil sampling at minimum, with testing within 30 days of any oil processing, gasket replacement, or internal inspection. New transformers require verification testing before energization and again at 6 months to establish baseline.
Dry-out removes moisture but cannot reverse cellulose degradation already occurred. If paper has lost mechanical strength due to years of accelerated aging, removing moisture stabilizes the remaining life but doesn’t rebuild what’s lost. Degree of polymerization (DP) testing via furan analysis helps assess whether dry-out is worthwhile or if replacement makes more economic sense.
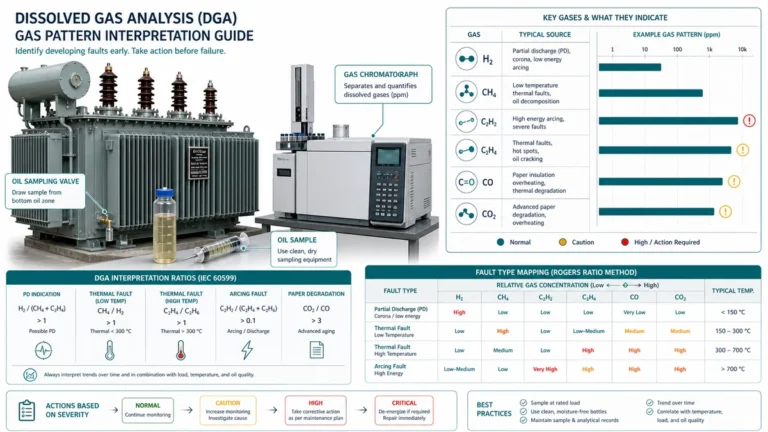
High moisture accelerates paper aging, producing carbon dioxide and carbon monoxide. Moisture also enables partial discharge activity at lower voltage stress, generating hydrogen and sometimes acetylene. Reviewing dissolved gas trends alongside moisture history often reveals cause-and-effect relationships explaining otherwise mysterious gas generation.
Absolutely. Natural esters tolerate much higher absolute moisture (200-400 ppm typical in service) due to their high saturation capacity. However, the paper moisture equilibrium differs—natural esters pull moisture from paper more effectively, potentially improving paper longevity in retrofit applications. Specify relative saturation limits (< 25% RS) rather than absolute ppm for alternative fluids.
Modern capacitive sensors provide reliable relative saturation measurement when properly installed and maintained. Annual verification against laboratory Karl Fischer results confirms calibration. Sensor location matters—install in main tank oil circulation path, not stagnant pockets. Expect 5-7 year sensor life before drift requires replacement.
Require: initial moisture readings (oil ppm, estimated paper %), process parameters log (temperatures, vacuum levels, duration), final moisture readings with 48-hour stabilization period, oil quality verification (dielectric strength, acidity, interfacial tension), and certification that processing equipment used clean oil meeting or exceeding transformer requirements.
Moisture management in transformer insulation requires understanding both absolute content (ppm) and functional capacity (relative saturation). Neither measurement alone tells the complete story—proper interpretation demands temperature context, equilibrium awareness, and correlation with other diagnostic data.
The critical principles to remember:
For comprehensive guidance on transformer insulation testing methodology, refer to IEEE C57.152-2013, “IEEE Guide for Diagnostic Field Testing of Fluid-Filled Power Transformers, Regulators, and Reactors.”
Proper moisture management extends transformer life by decades and prevents unexpected failures worth millions in direct damage and consequential losses. The investment in understanding these principles pays dividends throughout your career in power systems maintenance.