Need Full Specifications?
Download our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get CatalogDownload our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get CatalogDownload our 2025 Product Catalog for detailed drawings and technical parameters of all switchgear components.
Get Catalog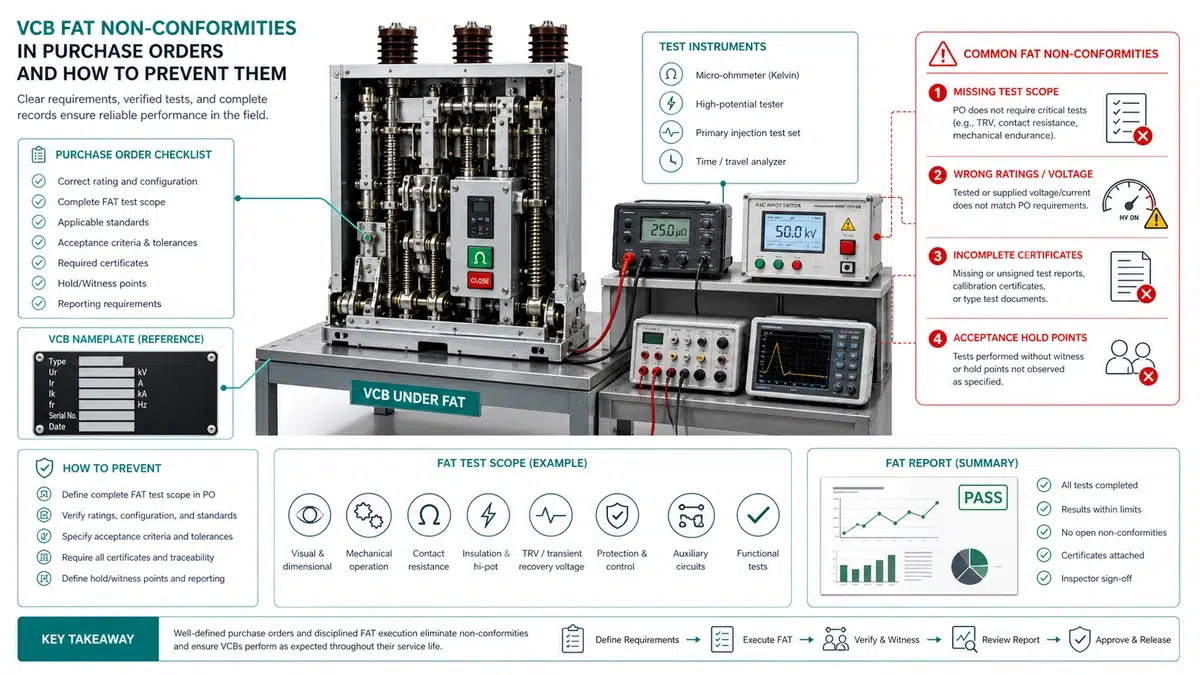
Factory Acceptance Test failures on vacuum circuit breakers are rarely surprises. They are the visible end of a chain that starts in the purchase order. This guide covers how to diagnose non-conformities at the FAT stage, read test reports for hidden defects, write clauses that prevent failures, and close NCRs without losing schedule.
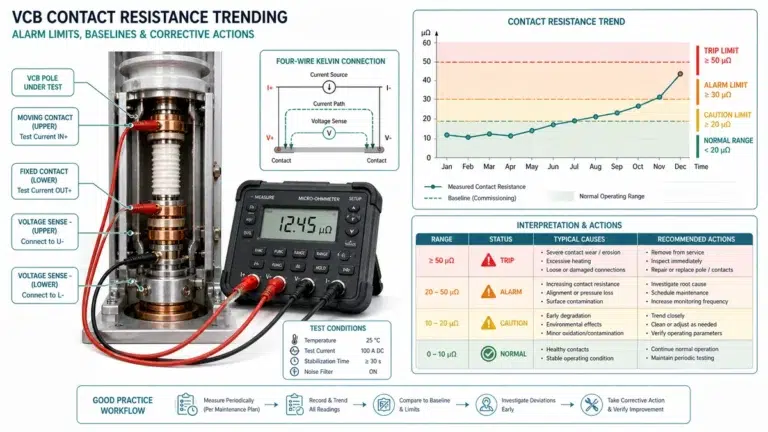
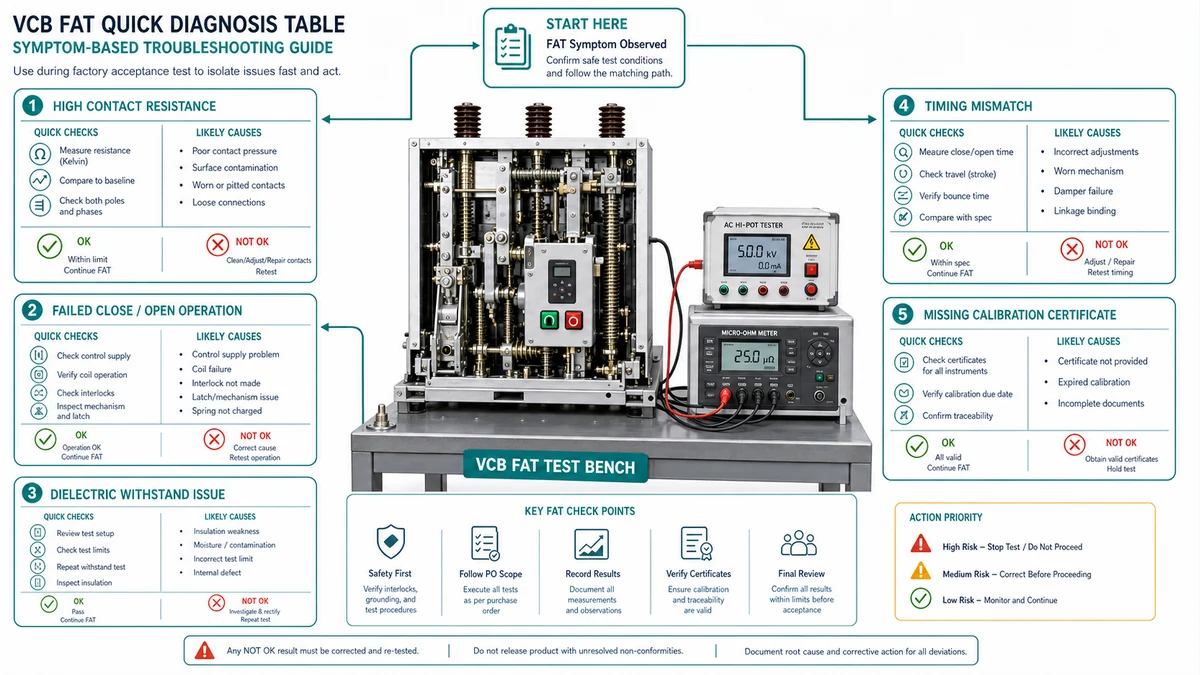
Use this table at the start of any FAT witness session or when reviewing a submitted FAT report. It maps the most common symptoms to a first test, a likely root cause, and the next action.
| Symptom | First Test | Likely Root Cause | Next Action |
|---|---|---|---|
| Contact resistance above limit | Re-measure with 100 A DC injection (DLRO) per pole | Worn contacts, insufficient clamping torque, surface contamination | Raise NCR; request rework and full retest |
| Dielectric withstand failure | Inspect for contamination, moisture, creepage distance | Moisture ingress, surface tracking, incorrect clearance | Unconditional reject; no UAI permitted |
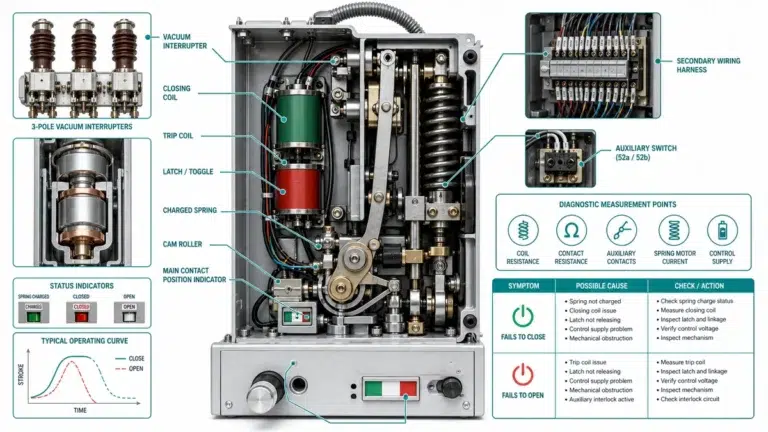
| Closing or opening time outside band | Retest at 85%, 100%, and 110% of rated control voltage | Spring tension incorrect, dashpot fault, low control voltage | Adjust mechanism; retest full timing sequence |
| Inter-pole timing scatter > 3 ms | Extract individual pole times from timing analyzer output | Uneven spring loading, pole mechanism wear | Raise NCR; compare against PO tolerance, not just datasheet |
| Insulation resistance below 1,000 Mohm | Retest after 24-hour drying at ambient temperature | Moisture absorption during storage or transit | Conditional fail; investigate before acceptance |
| Trip coil fails to operate at 85% Vc | Measure coil resistance; compare against nameplate | Wrong coil specification, winding fault, control voltage mismatch | Cross-reference battery discharge curve; replace coil if range insufficient |
| Missing test certificate or section | Check QA sign-off log and test sequence record | Incomplete QA process, test waived without deviation notice | Document as documentation non-conformity; do not accept report as final |
| Nameplate data mismatch | Compare nameplate against PO line items | Clerical error, wrong label batch applied | Raise NCR; correct before shipment to avoid relay setting errors at site |
Disputed FAT results frequently trace back to the wrong instrument, an expired calibration, or the wrong acceptance document. This table defines the correct instrument and the governing source for each critical measurement.
| Measurement | Required Instrument | Minimum Specification | Acceptance Source | Why the Wrong Tool Fails |
|---|---|---|---|---|
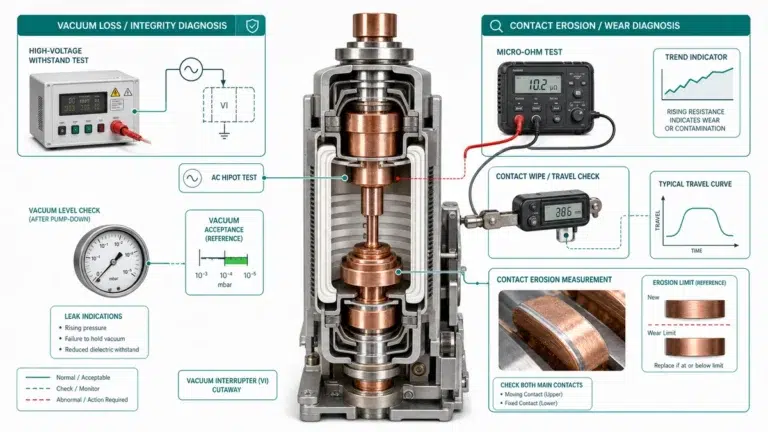
| Contact resistance | Micro-ohmmeter (DLRO) | 100 A DC injection | Manufacturer type-test report, then PO limit | Low-current ohmmeters miss film resistance on silver-plated contacts |
| Insulation resistance | Insulation resistance tester | 2.5 kV or 5 kV DC per IEC 62271-1 | IEC 62271-1 Table 1; PO if stricter | 500 V testers cannot adequately stress medium-voltage insulation |
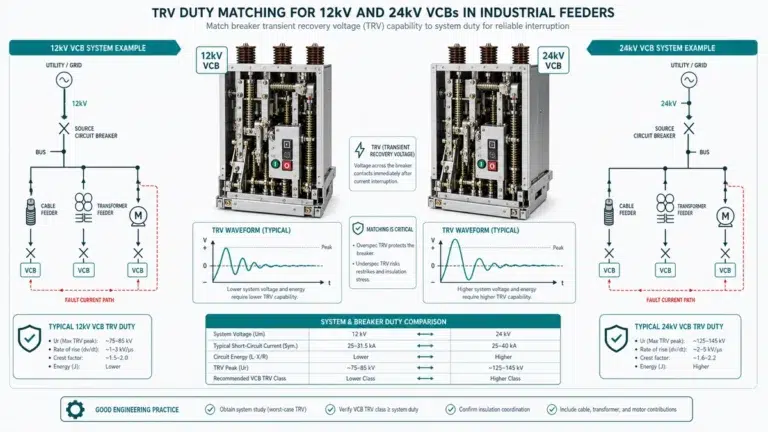
| Power-frequency withstand | AC hipot tester | Per rated voltage class (e.g., 28 kV for 12 kV VCB) | IEC 62271-100 Table 1; PO voltage class | DC hipot is not a direct substitute; different failure modes apply |
| Timing (close/open/reclose) | Dedicated circuit breaker analyzer | Resolution <= 0.1 ms | Manufacturer type-test band; PO tolerance if stated | Oscilloscope setups without calibrated transducers introduce systematic error |
| Mechanical travel and overtravel | Linear displacement transducer or calibrated dial gauge | +/- 0.1 mm resolution | Manufacturer type-test report | Ruler measurements on moving parts are not repeatable |
| Vacuum integrity | Power-frequency withstand across open contacts | Per IEC 62271-1 for rated voltage class | IEC 62271-100; no marginal zone | No direct field substitute; this test is the proxy for vacuum bottle condition |
| Partial discharge | PD detector per IEC 60270 | Sensitivity per PO or IEC 62271-1 | PO acceptance limit in pC | Standard hipot testers do not detect PD; separate instrument required |
| Auxiliary contact timing | Circuit breaker analyzer with auxiliary channel | Resolution <= 0.1 ms | PO relay interface specification | Incorrect auxiliary timing affects protection interlocking |
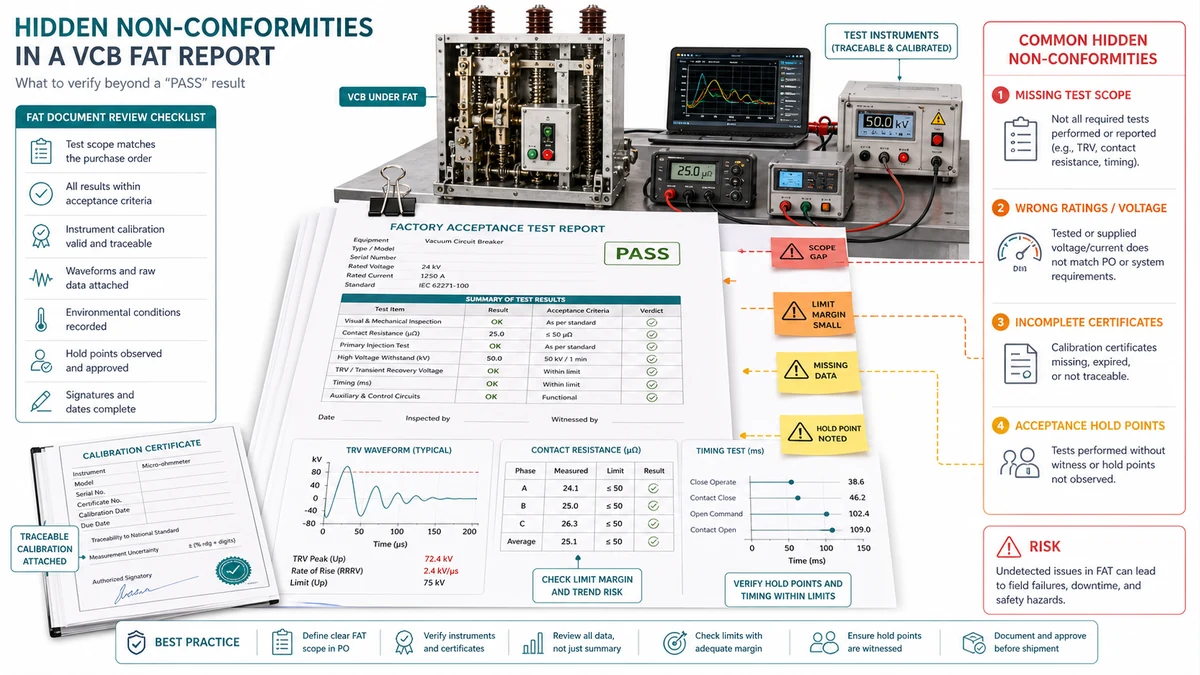
A report that passes on the surface can still contain embedded non-conformities: values that technically clear the acceptance threshold but signal a unit operating near its limit. Treat the report as a structured data source, not a pass/fail certificate.
Step 1: Verify completeness before reading any results. Confirm the report contains dielectric tests, contact resistance per pole, mechanical endurance record, minimum pickup voltage for closing and tripping coils, insulation resistance, timing results, and vacuum integrity confirmation. A missing section means the test was either not performed or not witnessed.
Step 2: Cross-reference against the correct standard revision. IEC 62271-100 and IEEE C37.09 have different acceptance criteria for the same parameter. If your PO specifies one and the factory tested against the other, the result may be non-conforming even if the number looks acceptable.
| Test | PO Acceptance Limit | Report Value | Margin | Status |
|---|---|---|---|---|
| Contact resistance (per pole) | <= 50 micro-ohm | 47 micro-ohm | 6% | Latent risk |
| Closing time | 50-60 ms | 58 ms | 3.3% | Latent risk |
| Inter-pole scatter (close) | <= 3 ms | 6 ms | – | Non-conformity |
| Min. trip voltage | <= 70% Vc | 68% Vc | 2.9% | Latent risk |
| Insulation resistance | >= 1,000 Mohm | 1,200 Mohm | 20% | Acceptable |
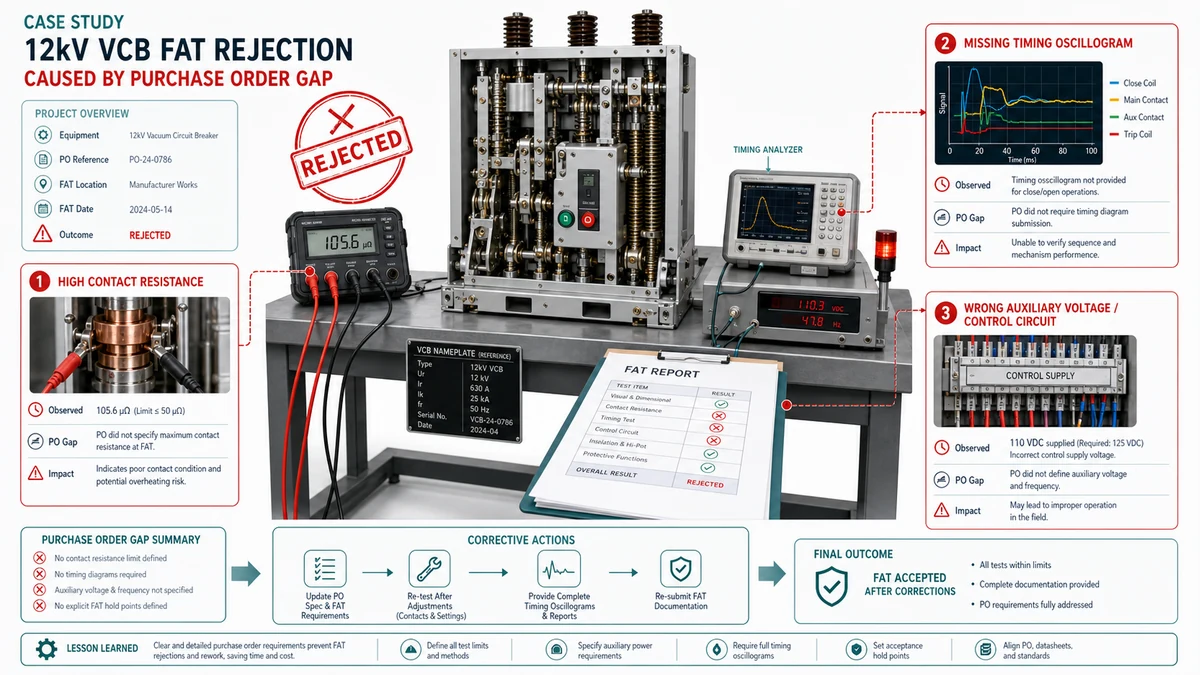
A utility substation project specified twelve 12 kV vacuum circuit breakers for feeder protection service. The purchase order referenced IEC 62271-100 and listed a rated short-circuit breaking current of 25 kA.
Contact resistance out of specification. Measured values on two units ranged from 68 to 74 micro-ohm against the manufacturer’s internal limit of 60 micro-ohm. Because the PO carried no explicit contact resistance ceiling and no referenced FAT procedure, the rejection was ultimately issued on the grounds that the deviation exceeded the manufacturer’s own published datasheet. The dispute delayed acceptance sign-off by eleven days.
Trip coil operating voltage outside tolerance. The PO specified 110 V DC trip coils but did not state the acceptable voltage range. The delivered coils operated from 88 V DC to 132 V DC. The project protection scheme was designed for a minimum battery voltage of 80 V DC under fault conditions, which sits outside the coil’s guaranteed operating window. The mismatch was discovered at FAT, not during relay coordination review.
| Non-Conformity | Direct Cause | PO Gap |
|---|---|---|
| High contact resistance | Assembly quality variation | No maximum resistance value stated in PO or referenced FAT procedure |
| Trip coil voltage mismatch | Protection design not coordinated with procurement | Voltage tolerance band absent; battery end-of-discharge voltage not cross-referenced |
| Wrong endurance class | Conflicting documents | Verbal agreement not carried into issued PO; M1 selected by default |
Citing IEC 62271-100 in a purchase order is necessary but not sufficient. That standard leaves manufacturers significant latitude on sequence, calibration intervals, and acceptance thresholds for borderline results.
Dielectric withstand. Avoid: “Dielectric tests shall be performed in accordance with IEC 62271-100.” Use instead: “Power-frequency withstand tests shall be applied at [X] kV rms for 60 seconds across open contacts and between each pole and earth, at ambient temperature between 10 deg C and 40 deg C and relative humidity not exceeding 75%. Partial discharge shall be measured at [X] kV and shall not exceed [Y] pC. Ambient conditions at the time of test shall be recorded in the test report.”
Timing and travel. Avoid: “Mechanical operation tests shall verify correct functioning.” Use instead: “Contact closing time shall be [X +/- Y] ms. Contact opening time shall be [A +/- B] ms. All measurements shall be taken at rated control voltage and repeated at 85% and 110% of rated control voltage. Individual results shall be recorded; averaged results are not acceptable in place of individual readings.”
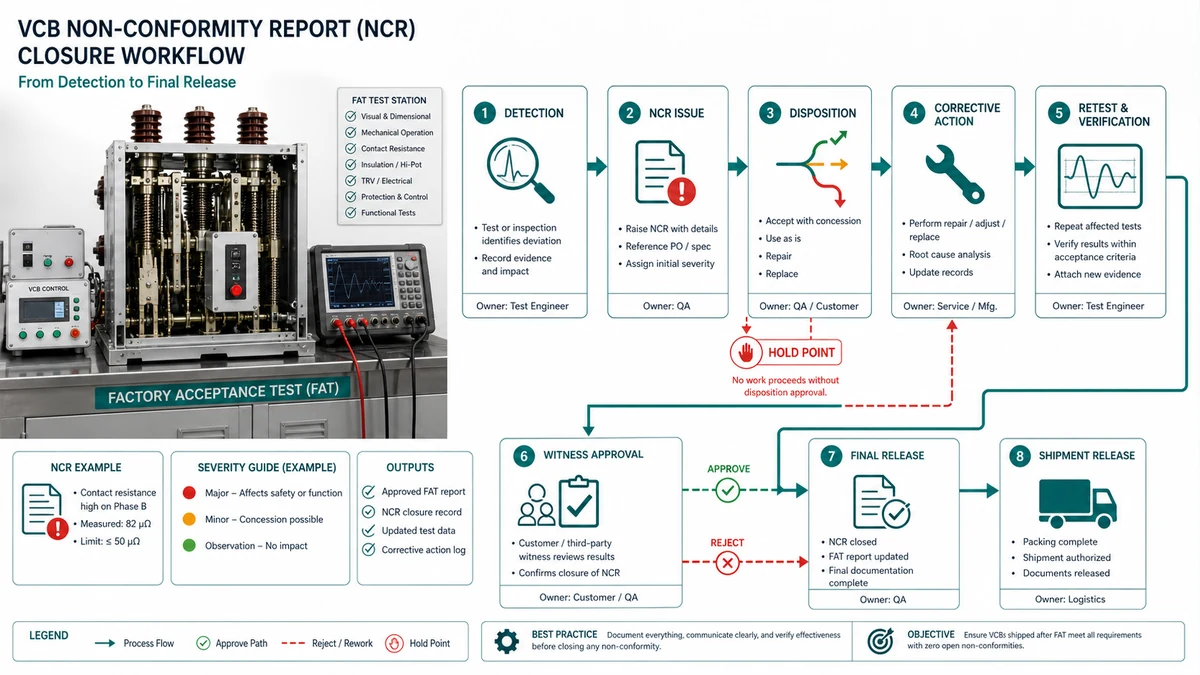
When a non-conformity is raised, the clock starts on two competing pressures: resolving the defect correctly and protecting the delivery date. Every NCR should move through four defined stages.
Detection and documentation. The inspector raises a formal NCR at the point of failure, capturing the test performed, the measured result, the applicable acceptance criterion, and the date and time of detection. Verbal agreements do not constitute a raised NCR.
Disposition decision. The manufacturer’s quality representative and the buyer’s inspector jointly assign a disposition code.
| Disposition Code | Meaning | When It Applies |
|---|---|---|
| Use As Is (UAI) | Accept without rework | Deviation is within engineering tolerance; written justification required |
| Rework | Correct and retest | Defect is correctable at the factory within the test schedule |
| Repair | Non-standard correction; requires engineering approval | Structural defect where standard rework is not feasible |
| Return to Supplier | Component-level rejection | Defective sub-component sourced externally |
| Scrap/Replace | Unit or assembly condemned | Defect compromises dielectric integrity or mechanical safety |
| Non-Conformity Type | Acceptable Disposition | Risky Disposition | Notes |
|---|---|---|---|
| Contact resistance above limit | Rework + retest | UAI | Elevated resistance indicates surface contamination or insufficient contact force |
| Tripping time outside IEC band | Rework (adjust mechanism) + retest | UAI | Timing deviations affect protection coordination; field adjustment is rarely feasible post-installation |
| Dielectric withstand failure | Rework + full retest sequence | UAI or conditional ship | No exceptions; partial retest after rework is insufficient |
| Incorrect CT ratio | Return to supplier + replacement | UAI | CT ratio errors affect metering and protection accuracy across the system |
| Incomplete documentation | Corrective action (no retest needed) | Conditional ship without deadline | Set a hard deadline; documentation gaps compound during commissioning |
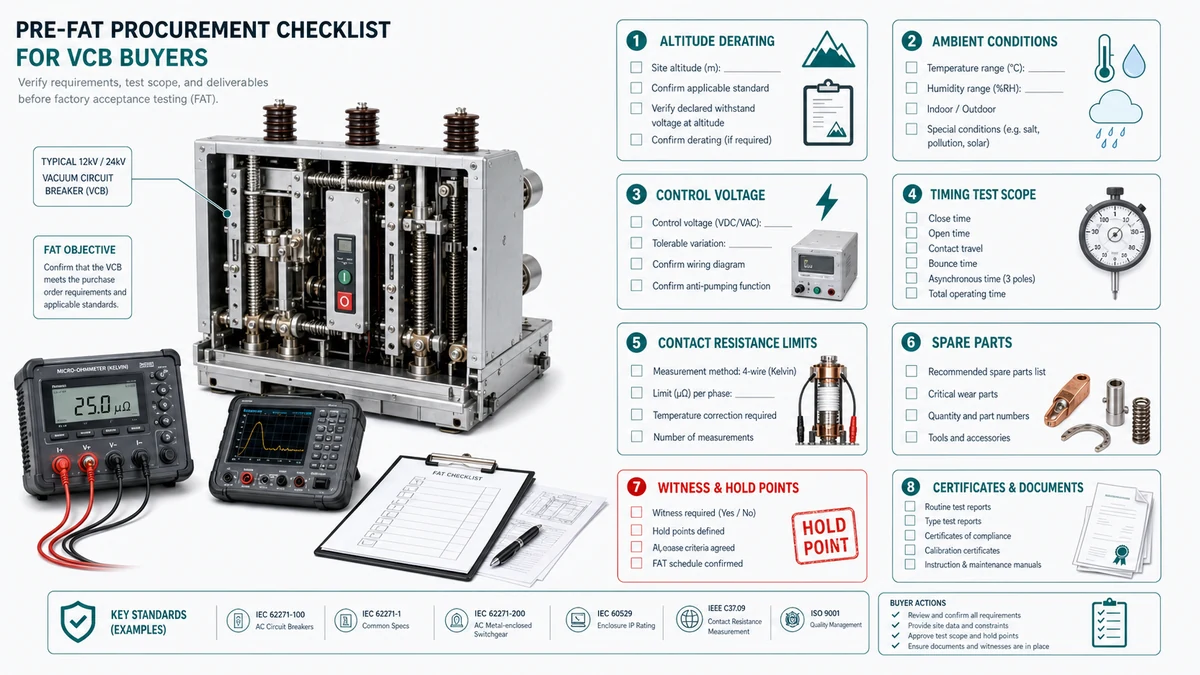
By the time a witness engineer arrives at the manufacturer’s test bay, the window for correcting specification gaps without cost and schedule impact has largely closed. Audit these variables at least six weeks before the scheduled FAT witness date.
Altitude and dielectric correction. If the installation site sits above 1,000 m, the PO must state the actual altitude so the manufacturer applies the correct derating factor per IEC 62271-1. FATs conducted at sea-level factory conditions will pass to nameplate ratings that are inadequate once the breaker is energized at elevation.
Ambient temperature and humidity class. Tropical or coastal sites with sustained high humidity require a defined humidity class and, in many cases, anti-condensation heater specifications. If the PO omits the humidity classification, the FAT will not include a humidity endurance check aligned to your environment.
Use these XBRELE references to connect the field decision to the correct product, test, and procurement workflow: XBRELE product page, XBRELE vacuum circuit breaker range, VCB ratings guide, VCB FAT/SAT acceptance checklist, micro-ohm contact resistance testing guide.
For external method context, compare the site procedure with the public IEEE C37.09 standards page and then apply the exact OEM manual and project specification for the supplied equipment.
Field example: during a service inspection, one phase measured outside its commissioning baseline while the other two phases remained stable. The team repeated the measurement with verified leads, checked timing and contact travel, and used the measured divergence to separate a contact-pressure problem from a generic surface-cleaning issue.
A FAT non-conformity is any measured result, missing document, or failed functional check that deviates from the agreed specification before the breaker leaves the manufacturer’s facility. It can be electrical (contact resistance, timing, dielectric withstand), mechanical (travel, interlock function, racking), or documentary (missing certificates, incorrect nameplate data).
Dielectric withstand failures and timing deviations carry the highest post-installation risk because they directly affect the breaker’s ability to interrupt fault current within the rated time. Contact resistance failures that are accepted as-is lead to overheating at rated current over time.
UAI is permissible only for deviations that fall within engineering tolerance and are supported by a written technical justification signed by a responsible engineer. UAI is not acceptable for dielectric test failures, contact resistance results outside the manufacturer’s own published tolerance, or tripping times outside IEC 62271-100 limits.
Calculate the margin ratio: Margin (%) = [(Limit – Measured Value) / Limit] x 100. Flag any parameter where the margin falls below 15% as a latent non-conformity, even if the report marks it passed.
The report must include individual numerical results for each measured parameter alongside the specified acceptance limit; the serial number and calibration certificate reference for each instrument used; ambient temperature, humidity, and control voltage at the time of each test; the name and signature of the technician performing each test; and a clear indication of any result that required re-testing, with both the initial and final result recorded. Pass/fail summary sheets are insufficient for commissioning baseline purposes.
Request the draft FAT procedure, applicable type test reports, stamped auxiliary circuit schematic, and inspection and test plan at least six weeks before the scheduled witness date. If the supplier cannot produce these documents within that window, treat it as a non-conformity in the quality management process.
A hold point means the manufacturer cannot proceed to the next test stage without written buyer approval of the preceding stage result. A witness point means the buyer has the right to attend but the test can proceed if the buyer waives attendance in writing.